
Abstract
In recent years, surface mechanical attrition treatment (SMAT) operations have drawn the researchers attention in terms of the impact of this operation on wear resistance, hardness and creation of residual stresses. In this study, the effect of SMAT operation time on microstructure, residual stress, hardness and wear resistance was investigated. For this purpose, the specimens were subjected to SMAT at three times of 10, 15 and 20 min and compared with the As-received specimen (specimen without SMAT). XRD has been used to measure grain size and residual stress, SEM to check the microstructure, the hardness, wear resistance and roughness of the specimens were also measured. The results showed that the grain size decreases due to SMAT operation, so that the grain size decreasees from 139.2 nm in the As-received specimen to 93.2, 72.6 and 34.9 nm in the SMAT specimens with times of 10, 15 and 20 minutes, respectively. Also, residual stress is created due to compressive force and microstrain as a result of SMAT operation, which is 158, 170 and 234 MPa for 10, 15 and 20 min SMAT specimens, respectively. As a result of SMAT operation, the hardness and wear resistance of the specimens increase, which is due to the fact that the fine grains, nanocrystalline of their grains and many microstrains created. Studies have shown that hardness and wear resistance increase by 36, 45, 62% and 16, 27, 36% at SMAT times of 10, 15 and 20 min, respectively, compared to the As-received specimen. Examination of the wear mechanism indicates that the wear mechanism in the As-received specimen is strong adhesive and tribochemical wear, which in SMAT specimens decreases due to the increase in hardness of the adhesive wear. Also, by performing SMAT operation, the specimen roughness increases.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 1 INTRODUCTION
Considering the gradual reduction of energy resources, much attention should be paid to energy reduction and conservation. Given this issue, magnesium and its alloys have unique and attractive properties for researchers, such as low density, high strength to weight ratio, impact resistance and the ability to regenerate and recycle [1–4]. At the same time, magnesium and its alloys have defects such as low corrosion resistance, low wear resistance, low fatigue resistance, low ductility and low absolute strength, which limit their application in industry [5, 6]. Magnesium alloys are widely used in the cases where high weight strength is required, such as automotive and aerospace, because their density is 1/4 times that of steels and 2/3 times the aluminum and have a high strength-to-weight ratio compared to steel and aluminum [7]. By creating nanocrystalline structure on the surface of magnesium alloys, their mechanical properties such as hardness, strength and wear resistance can be improved [8–11]. Various surface operations are used to create nanostructures on the surface, including: roller burnishing [12], high pressure torsion [13], surface mechanical attrition treatment [4] and shot peening [14, 15].
Traditional methods of creating nanostructures at the surface have limitations, including the complexity of the process; high prices and environmental pollution. However, the mentioned cases are reduced using the SMAT process [16]. In the SMAT process, the surface of the specimen is exposed to hard bullets that strike the surface in different directions, repeatedly and at high speed. Therefore, many stress fields are created on the surface of the specimen, which decreases with increasing distance from the surface of these stress fields [4, 17]. Therefore, a severe plastic deformation occurs on the surface of the specimen, which leads to plastic strains and refining and nanocrystaline of grains on the surface. Therefore, in SMAT operation, a gradient nanostructure in which the grain size changes from nanoscale at the surface to micron scale in the matrix [4, 18]. The formation of nanostructured gradients can effectively prevent local plastic deformation due to increased hardness. Also, the formation of nanostructured gradient does not create stress concentration in the structure and prevents the formation of cracks and ultimately improves the plastic strength ratio [4, 18].
SMAT has many advantages, including low cost, high productivity and high flexibility. In various researchers, SMAT and shot peening operations have improved mechanical properties such as wear resistance and hardness due to grain refining and nanostructuring, formation of compressive stresses and severe micro-strains [11, 14, 15. 19]. For example, Haghighi et al. investigated the effect of shot peening on AZ91 alloy. The results of these researchers showed that the shot peening operation improved the hardness and wear resistance of specimens compared to the cases without shot peening. These researchers have considered grain refining and severe local strains to improve properties [19]. In another study, Zhang et al. investigated the effect of ultrasonic shot peening operation time on AZ31 alloy. The researchers used three times of 5, 10 and 15 min. The results showed that due to the shot peening operation, the grain size is reduced, which results in the smallest state with 37 nanometers in 15 min. Also, the hardness in the As-received state is 65 Vickers, which reaches 123, 127 and 145 Vickers during shot peening times of 5, 10 and 15 min [11]. In another study on the effect of ultrasonic shot peening on M50 spring steel, the results showed that the hardness of the 795 Vickers specimen in the As-received state reached 987 Vickers in the shot peened specimen. Also, due to shot peening operation, the wear rate of the specimens has decreased by 50.4%. These researchers have considered the creation of fine-grained structure at the nanoscale and the increased hardness as a factor in improving wear resistance [15].
Considering the many applications of AZ31 alloy in this research, the effect of SMAT operation time on microstructure, compressive stress and mechanical properties such as hardness, wear resistance and refinement will be investigated. For this purpose, X‑ray diffraction (XRD), scanning electron microscopy (SEM), hardness measurement and wear test by peen method on disk will be used.
2 2 MATERIALS AND METHODS
In this study, AZ31 magnesium alloy was used according to the chemical composition of Table 1. The specimens were then cut into discs with a diameter of 21 mm and a thickness of 3 mm by a wirecut machine. To investigate the effect of SMAT and its duration on microstructure, hardness, wear resistance and roughness and comparison of it with the As-received specimen, the specimens are placed in the SMAT machine and using steel balls with a diameter of 3 mm and a working height of 15 mm. SMAT operations were performed for 10, 15 and 20 min.
In the next step, to study the structure, to measure the strain and residual stress created on the surface, X‑ray was irradiated in the penetration depth of up to 20 microns to the surface of the specimens using the XRD ASENWARE device model AW-XDM300 with X-ray wavelength of 1.542 angstroms, and the standard method of X-ray diffraction of Bragg’s law (Eq. (1)), and the reflected rays are received where they have the highest intensity, the X-rays have a certain wavelength, and any change in the distance between the crystal plates (d) leads to a displacement of the diffraction angle (θ). Among the diffraction curves, the appropriate diffraction curve was selected for the residual stress in terms of the appropriate geometric shape. According to Bragg’s law, the distance between the crystal plates is calculated in terms of θ (X-ray diffraction angle). Then, by determining the position of the diffraction curve at each angle (the angle between the vector perpendicular to the plane and the bisector of the incident and diffracted angle), the graph (dψ− d0)/d0 in terms of Sin(ψ)2 was plotted with angles ψ = –10, –20, –30, 0, 15, 30, 45 for all specimens. According to the slope and y-intercept of the plotted lines and Equation No. 2, the residual stress at the surface of the alloy specimens was calculated. Residual stress test was performed on the peak with an angle of 2 θ ≅ 104.5°, then, according to the values of compressive residual stress and modulus of elasticity of the alloy, the values of surface residual strain were calculated. Phase finding was also performed using Xpert highscore software.
Here λ represents ray wavelengths in angstroms, d are the distances between the crystal planes, and θ are the diffraction angles.
In relation 2, σΦ denotes the compressive residual stress, E is modulus of elasticity, ν is Poisson’s coefficient, d0 is the distance between the crystal planes at an angle of ψ = 0 and dψ represents the distance between the crystal plates at an angle ψ.
The specimens structure was tested using SEM (VEGA-TESCAN-XMU). Microhardness test was carried out by using a Innova model microhardness tester equipped with a Vickers indenter under a load of 300 grf. The average value of 3 separated measurements taken at randomly selected points was reported. The microhardness values were calculated for the shot peened specimens in each 0.1 mm from the surface up to a depth of 1000 microns (1 mm) to evaluate the effect of the shot peening on the microhardness. The wear behavior was studied to determine: (a) wear rate and (b) the morphology of the worn-out surface of the specimens. Field emission scanning electron microscopy (FESEM, model MIRA 3TESCAN-XMU) was used to investigate the wear mechanism. The wear tests were carried out by using a pin-on-disk wear tester with normal load of 3N at sliding velocity (Vs) 0.2 m/s and temperature of 25 centigrade degree, up to distance of 500 meter. In this type of apparatus, the disk rotates and the pin is fixed. Also the mass loss was reported at each 100 meter distance on the disk. The roughness (Ra) of the specimens was measured at a distance of 10 mm on the AZ31 alloy surface, by using the digital surface roughness tester model, TIME 3200 (TR-200).
3 3 RESULTS AND DISCUSSION
In this section, the effect of SMAT operations on microstructure, hardness, roughness and wear will be investigated.
3.1 3.1 Effect of SMAT Operation on Structure
The X-ray diffraction pattern of the As-received and SMAT specimens with different times has been shown in Fig. 1. As it is known, due to SMAT operations, the peaks are diffraction line broadened and the diffraction intensity has been reduced. The reason for this is the refining of the grains, the nanocrystaline of the grains and the distortion of the lattice due to microstrains due to SMAT operation. These results are in good agreement with the results of other researchers [19, 20]. For example, in a study by Han Lai et al. on the effect of shot peening on welded AISI 304 steel parts, the researchers found that shot peening and increasing its time reduced the intensity of the peaks and broadened them [20].

XRD pattern for AZ31 alloy at different SMAT times.
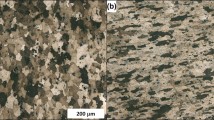
Calculation of grain size using Scherer equation showed that grain size decreased from 139.2 nm in As-received specimen to 93.2, 72.6 and 39.4 nm in specimens with SMAT time of 10, 15 and 20 min, respectively. Figure 2 shows the microstructure of untreated and SMAT specimens with different times. Examination of the images shows a sharp decrease in grain size due to SMAT operation. Also, with increasing SMAT time, the grains became finer and the thickness of the area affected by mechanical work increased. The reason for the reduction in size is related to the effect of mechanical work (SMAT) on the refining of the grains and their nanocrystaline.

Specimen microstructure (a) As-received, (b) SMAT for 10 min, (c) SMAT for 15 min, (d) SMAT for 20 min.
The results of lattice strain and compressive stress obtained from XRD data have been summarized in Table 2. The results indicate that with increasing SMAT time due to refining and formation of compact layer of nanostructured grains, the compressive stress from 158 MPa in 10 min SMAT specimen reaches 170 and 234 MPa, in 15 and 20 min SMAT specimens, respectively. The reason for this is the creation of severe plastic deformation, the movement of the grain boundaries on the surface and the dislocation density in surface layer [21].
3.2 3.2 Effect of SMAT Operation on Hardness
Figure 3 shows the hardness of non-SMAT and SMAT specimens in 10, 15, 20 min. As observed, the hardness of the specimens increased from 68.2 Vickers in the As-received specimen to 86, 98 and 111.8 for the SMAT specimens for 10, 15, and 20 min, respectively. In other words, due to SMAT operation, the hardness of the specimens has increased by 26, 44 and 64% for times of 10, 15, 20 min, respectively, compared to the As-received specimen. The results of this study are in good agreement with the results of other researchers. For example, in a study conducted by Liu et al., an increase in hardness has been reported in the AZ31 alloy. In this study, the hardness in the As-received specimen is 65 Vickers, which reached 112 Vickers due to shot peening operations. Also, in the shot peened specimen to a depth of 145 μm from the surface, the hardness has increased due to this operation. These researchers have considered the two factors of grain refining and hardness as the factor of increasing hardness [14].

Vickers microhardness in As-received and SMAT specimens with different times.
Figure 4 also shows the relationship between hardness and distance from surface for different specimens.

Relationship between hardness and distance from the surface of different specimens.
As can be seen, with increasing SMAT time, in addition to increasing the surface hardness, the depth of the hardened layer increases. Also, with the distance from the specimen surface, the hardness gradually decreases until it finally reaches the initial hardness value, i.e. the As-received specimen. Examination of the results of Fig. 4 shows that the depth of the hardened layer due to SMAT in specimens of 10, 15 and 20 min is about 40, 80 and 125 μm, respectively. Therefore, with SMAT operation, due to grain refining, nanocrystaline and work hardening, the hardness increases and with increasing SMAT time due to more microstrains, the hardness increases more severely.
3.3 3.3 Effect of SMAT Operation on Wear Resistance of Specimens
To examine the wear resistance of the specimens, the wear test was performed on the specimens by the disk peen method, the results of which have been shown in Fig. 5 and Table 3.

Weight loss curve in terms of wear distance for different specimens.
As it is known, due to the increase in surface hardness due to the increase in surface hardness, grain refining and micro strains created on the surface, the wear resistance increases by 16, 27, 31%, respectively, for SMAT specimens at the time of 10, 15, 20 min compared to As-received specimens. The results obtained in this study are in good agreement with other researchers, for example, in a study conducted by Haghighi et al. on the effect of shot peening on AZ31 alloy, these researchers observed that with increasing shot peening time, wear resistance improves due to increased hardness [19]. In other studies, Amini et al. have shown that adhesive wear decreases with increasing hardness at the specimen surface. Therefore, due to SMAT operation, adhesive wear is reduced due to increased hardness [22, 23].
To investigate the wear mechanism, the worn surfaces of the As-received specimen were examined by SEM, the results of which have been shown in Fig. 6. Examination of the images shows that the wear mechanism in the specimens is adhesive. The results also show that the SMAT operation has reduced the adhesive wear due to increasing the hardness and refining of the grains.

SEM image of a worn out surface: (a) As-received specimen, (b) 10 min of SMAT, (c) 15 min of SMAT and (d) 20 min of SMAT.
Studies show that the severe adhesive wear mechanism in the As-received specimen, which is characterized by multilayer adhesive areas (Fig. 6a), is transformed into mild adhesive wear, which is characterized by single-layer and dispersed adhesive areas (Figs. 6b–6d).
In order to further investigate the mechanism of wear in the specimens, the surface of the specimens in the two regions of adhesive and non-adhesive (points B and A) was studied by EDS analysis. As can be seen from Fig. 7, the oxygen content in the adhesive region is higher than that in the non-adhesive region (comparison of Figs. 7a, 7b).

(a) Image of wear surface of the specimen, (b and c) EDS analysis of points A and B in the As-received specimen.
Therefore, due to more friction, oxidative or tribochemical wear mechanism has also occurred in the adhesive region.
3.4 3.4 Examination of Roughness
According to Figure 8, by performing the SMAT operation and increasing the time of this operation, the surface roughness of the specimens increases. So that, the roughness increases from 2.02 μm in the As-received specimen to 2.84 μm, 3.71 μm and 4.38 μm in the SMAT specimens with times of 10, 15 and 20 minutes, respectively. The results of this study are in good agreement with the results provided by other researchers [24, 25]. For example, in a study by Chen et al. on the effect of SMAT operations on AZ31B alloy, these researchers observed that the roughness increases by performing SMAT operations and increasing the diameter of the bullets [24]. The reason for the increased roughness of the specimens in SMAT operations in related to the continuous random pellets strike the surface of the specimen, the specimen surface craters or pellets are embedded in the surface, resulting in surface roughness increase.

Surface roughness of different specimens.
4 CONCLUSIONS
1. SMAT operation causes the refining and nanocrystaline of the grains, so that the grain size decreases from 139.2 nm in the As-received specimen to 93.2, 72.6 and 34.9 nm in the specimens with SMAT time of 20, 15, 10 min, respectively. The reason for the decrease in grain size is related to the effect of mechanical work on grain fineness and microstrains.
2. SMAT operation causes compressive stresses on the surface of the specimens. The reason for this is the fineness of the grains and the creation of a compact layer on the surface of the specimens. The results showed that the compressive stress from 158 MPa in the SMAT specimen with a time of 10 min reaches 170 MPa in the specimen of 15 min and 234 MPa in the 20-minute specimen.
3. Hardness and wear resistance in SMAT specimens increase due to grain fineness, hardness and severe local strains. So that for SMAT specimens with a time of 10, 15 and 20 min, compared to the As-received specimen, the hardness increases by 36, 45, 62% and wear resistance by 16, 27 and 36%, respectively.
4. The results of wear test showed that the wear mechanism includes adhesive and tribochemical wear mechanism. SMAT operation reduces the amount of adhesive wear so that the wear surface in the As-received specimen includes multi-layer adhesive areas (severe adhesive wear) that, due to the increase in hardness in SMAT specimens, grain refining and nanocrystaline, the wear mechanism becomes a single-layer adhesive (mild adhesive wear).
5. Due to SMAT, the surface roughness of the specimens increases due to the accidental collision of steel bullets on the surface of the specimens.
REFERENCES
Fisher, P.A., Metall. Rev., 2013, vol. 23, no. 1, p. 269.
Polmear, I.J., Met. Sci. J., 1994, vol. 10, no. 1, p. 1.
Zhou, H., Mater. Rev., 2003, vol. 17, no. 11, p. 16.
Duan, M., Luo, L., and Liu, Y., J. Alloys Compd., 2020, vol. 823, p. 153691.
Song, G.L. and Atrens, A., Adv. Eng. Mater., 2003, vol. 5, p. 837.
Wang, B.J., Wang, S.D., Xu, D.K., and Han, E.H., J. Mater. Sci. Technol., 2017, vol. 33, p. 1075.
Kojima, Y., Mater. Sci. Forum, 2000, vol. 350, p. 3.
Zhao, X.H., Zhao, Y.J., and Liu, Y., Metals, 2017, vol. 7, p. 1.
Liu, W.C., Wu, G.H., Zhai, C.Q., Ding, W.J., and Korsunsky, A.M., Int. J. Plast., 2013, vol. 49, p. 16.
Zhang, J., et al., J. Magnesium Alloys, 2021, vol. 9, p. 1187.
Zhang, J., Zhao, X., Meng, D., et al., Int. J. Miner., Metall. Mater., 2022, vol. 29, p. 1413. https://doi.org/10.1007/s12613-022-2414-7
Zhao, J., Xia, W., Li, N., and Li, F.L., Trans. Nonferrous Met. Soc. China, 2014, vol. 24, p. 441.
Tang, L.L., Zhao, Y.H., Islamgaliev, R.K., Valiev, R.Z., and Zhu, Y.T., J. Alloys Compd., 2017, vol. 721, p. 577.
Liu, C., et al., J. Alloys Compd., 2019, vol. 770, p. 500.
Dong, Z., Wang, F., Qian, D., Yin, F., Wang, H., Wang, X., Hu, S., and Chi, J., Metals, 2022, vol. 12, no. 3, p. 424.
Liu, Y., Jin, B., and Lu, J., Mater. Sci. Eng., A, 2015, vol. 636, p. 446.
Wei, Y.H., Liu, B.S., Hou, L.F., et al., J. Alloys Compd., 2008, vol. 452, no. 2, p. 336.
Gao, J.C., Wang, Q., and Gao, Z.Y., J. Funct. Mater., 2010, vol. 41, no. 5, p. 741.
Haghighi, O., Amini, K., and Gharavi, F., Prot. Met. Phys. Chem. Surf., 2020, vol. 56, p. 164.
Lai, H.H., Cheng, H.C., Lee, C.Y., Lin, C.M., and Wu, W., J. Mater. Process. Technol., 2020, vol. 284, p.116747.
Wen, Y., Wu, Y., Hua, L., Xie, L., Wang, L., Zhang, L.-C., and Lu, W., Mater. Des., 2021, vol. 206, p. 109760.
Soleimany, J., et al., Phys. Met. Metallogr., 2019, vol. 120, p. 888.
Mokarian, B., Amini, K., Ghayour, H., and Gharavi, F., Trans. IMF, 2019, vol. 97, no. 3, p. 121.
Chen, G., Fu, Y., Cui, Y., Gao, J., Guo, X., Gao, H., Wu, S., Lu, J., Lin, Q., and Shi, S., Int. J. Fatigue, 2019, vol. 127, p. 461.
Bagherifard, S., Hickey, D.J., Fintová, S., Pastorek, F., Fernandez-Pariente, I., Bandini, M., et al., Acta Biomater., 2018, vol. 66, p. 93.
Funding
This work was supported by regular institutional funding, and no additional grants were obtained.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare that they have no conflicts of interest.
Rights and permissions
About this article

Cite this article
Ali Kazemi, Heidari, A., Amini, K. et al. The Effect of Surface Mechanical Attrition Treatment Time on Microstructure and Mechanical Properties of AZ31 Mg Alloy. Prot Met Phys Chem Surf 59, 453–460 (2023). https://doi.org/10.1134/S2070205123700508
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2070205123700508