
Abstract
Garlic peel (GP), as a readily available agricultural waste, has been successfully employed to synthesize a carbon-based solid acid catalyst, which, in turn, has been used to catalyze the esterification of oleic acid with methanol for biodiesel production. Several GP-based catalysts have been synthesized by partial carbonization at various temperatures (300, 350, 400, 450, and 500 °C) followed by sulfonation at 105 °C for 120 min, and characterized by means of various techniques. The catalyst carbonized at 350 °C showed the highest density of sulfonic acid moieties of 1.24 mmol/g, corresponding to the maximum oleic acid conversion of 96.3%. This was achieved with optimum operating parameters of catalyst dosage 8 wt% (with respect to the mass of oleic acid), a molar ratio of methanol to oleic acid of 10, and reaction for 210 min at 60 °C. Importantly, the GP-based catalyst showed satisfactory recyclability, retaining 73.2% of its initial catalytic activity after a fifth cycle.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
The carbon-based solid acid catalysts have attracted abundant attentions for their low preparation cost, high catalytic activity and pollution-free. Various precursors, such as corncob, acai seeds, and bamboo, have been employed. Garlic is a traditional flavoring and extensively cultivated in many countries. Garlic peel (GP) is a processing by-product of the food industry. GP accounts for ~ 20% of raw material that cannot be used effectively, resulting in a great waste of resources and environmental pollution. Thus, reusing waste GP to prepare high value-added products is of great significance toward the sustainable development of an ecological environment. Hence, we propose the use of agricultural waste GP as a low cost raw material to prepare a recyclable solid catalyst for biodiesel production.
Introduction
In the decrease of nonrenewable mineral resources such as petroleum and increasingly environmental pollution, the development of new green and renewable fuels have become an issue of widespread concern [1]. Biodiesel is one of the most promising substitutes for traditional fossil-based diesel, with characteristics of biodegradability, low emission of pollutants, a wide source range of raw materials, and high cetane number [2]. Chemically, biodiesel is a liquid fuel composed of fatty acid alkyl esters (FAAEs) produced by esterification or transesterification of renewable oils with short-chain alcohols under the action of a catalyst. Selection of an appropriate catalyst is critical in biodiesel production [3, 4]. Numerous catalysts, including homogeneous acids and bases, solid acids and bases, and biological enzymes, can be employed.
At present, soybean oil, rapeseed oil, palm oil, and other vegetable oils are the main raw materials for biodiesel production, which are also the main varieties of edible oil supply. The supply of feedstock oil has become a bottleneck, restricting the development of biodiesel. Waste cooking oil (WCO), has the potential to reduce the cost of feedstock oil [5]. However, WCO is normally rich in free fatty acids (FFAs), which tend to cause soap formation when a basic catalyst is employed. A two-step process of biodiesel production involving initial esterification of FFAs with an acid catalyst, followed by transesterification of triglycerides with a basic catalyst, may offer a feasible solution. Normally, pre-esterification catalyzed by sulfuric acid or phosphoric acid, has advantages of availability and fast reaction rate. Nevertheless, such homogeneous acids are difficult to recycle and will result in large amounts of wastewater from washing the produced biodiesel [6]. A solid acid is more compatible due to its regenerative capacity and reduced neutralization step. In recent decades, numerous solid acids have been explored, including cation-exchange resins, zeolites and solid superacids, and multiple oxide or carbon-based solid acids [7,8,9]. Among these solid acids, those based on carbon are attracting more attention owing to sustainability of the raw materials, high catalytic activity and thermal stability, simple preparation process, and environmentally safe nature.
Carbon-based solid acid catalysts are generally synthesized by a two-step carbonization-sulfonation process or by direct sulfonation. In the two-step method, the carbonaceous material is first subjected to pyrolysis to produce the carbon support, and then the acid active sites are immobilized thereon by a functionalization process. Dechakhumwat et al. [10] employed corncob to prepare sulfonated catalysts by treatment with H2SO4 or p-toluenesulfonic acid. These catalysts were used to catalyze the esterification and could be reused over three cycles. Lim et al. [11] investigated the catalytic activity of a 4-benzenediazonium sulfonated catalyst derived from oil palm empty fruit bunch by esterification of palm fatty acid distillate and obtained a 98.1% biodiesel yield for 7 h. Moreover, Sahu et al. [12] conducted transesterification of WCO by using a sulfonated rice straw-based acid and obtained a biodiesel conversion (93.7%) at 65 °C for 150 min. Besides, different methods and biomass types, including coffee residue [13], Hura crepitans seed pod [14], rice husk [15], and orange peel [16], have been tested for the preparation of catalysts.
Garlic is a traditional flavoring and extensively cultivated in the world. In 2020, the planting area was 1.68 million hectares and the output was 32 million tons. Garlic peel (GP) is a processing by-product of the food industry, which accounts for ~ 20% of raw material. Colossal amounts of peels are produced and piled up, causing serious environmental impact, and representing a waste of resources. To date, literature reports have appeared concerning its resource utilization in the fields of clinical medicine, biology, pharmacy, and food science. For example, the effects of soluble dietary fiber on lead binding capacity in vivo, the use of cinnamamide extracted from GP as an antioxidant on non-alcoholic liver, and the application of GP as fodder in cattle breeding, have been reported [17]. Besides, in the synthesis of carbon-based materials, Mao et al. [18] used the GP as templates to successfully prepare SnO2 nanorods with 2D network structure for lithium-ion batteries, and Selvamani et al. [19] used GP to synthesize a high capacity hierarchical N-doped porous carbon anode for sodium/lithium ion cells. The previous studies have confirmed dominant cellulose polysaccharide in the fiber structure of GP, suggesting immense potential as a source of lignocellulosic material [20].
In the present work, we propose the use of agricultural waste GP as a low-cost raw material to prepare a recyclable solid catalyst, the potential of which for biodiesel production has been evaluated. A series of catalysts carbonized at different temperatures were synthesized and characterized to explore the relationship between the synthesis parameters, physicochemical characteristics, and catalytic activity. The suitable conditions for esterification of oleic acid with methanol were also investigated. Moreover, the optimal catalyst was recycled for up to five cycles and characterized by various techniques to evaluate its deactivation and recyclability.
Materials and Methods
Materials
Oleic acid (C18H34O2, AR grade), potassium hydroxide (KOH, 85% AR grade), sodium chloride (NaCl, 99.5%, AR grade), methanol (CH4O, 99.8%, AR grade), and sodium hydroxide (NaOH, 96%, AR grade) were procured from Kermel Chemical Reagents Co., Ltd. (Tianjin, China). Ethanol (C2H6O, 99.7%, AR grade) was supplied by Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). Sulfuric acid (H2SO4, 95–98%, AR grade) was purchased from Yantai Far Eastern Fine Chemical Co., Ltd. (Shandong, China).
Synthesis of GP-Based Solid Acid Catalyst
Batches of GP were acquired from farmland located in Shandong province. After collection, the GP was washed with water and dried in an oven at 105 °C. It was then mechanically ground to a powder and sieved to less than 0.125 mm using a standard sieve. As reported in the literature, the catalyst was prepared by an incomplete carbonization–sulfonation technique [21]. To prepare catalysts, the GP powder was first carbonized under nitrogen in a programmed tube furnace at 300, 350, 400, 450, or 500 °C for 120 min, attained at a heating rate of 5 °C/min. Then, carbonized GP (4 g) and concentrated H2SO4 solution (60 mL) were placed in a 500 mL round-bottomed flask controlled at 105 °C for 120 min in an oil bath. After sulfonation, the mixture was filtered and the solid was washed with warm distilled water until the washings were neutral. The obtained catalyst was heated at 105 °C overnight to remove the moisture content and labeled as GP–CT1–S, where C and S denote carbonization and sulfonation, and T1 denotes the corresponding carbonization temperature.
Catalyst Characterization
The structure of the prepared catalysts was examined by X-ray diffraction (XRD) analysis on a Shimadzu model XRD 6000 diffractometer employing Cu–Kα radiation and operated at 30 kV and 15 mA, covering the scan range 5–80°.
Elemental analyses (EA) were conducted to measure the carbon, hydrogen, oxygen, nitrogen, and sulfur contents of the carbon catalysts using a Vario EL cube Elementar analyzer (Elementar Co., Germany). The standard deviation of the carbon, hydrogen, nitrogen, and sulfur contents was < 0.1%, and the standard deviation of the oxygen content was < 0.2%.
The microtopography of the catalyst was observed using a SUPRA™ 55 thermal field emission scanning electron microscope (SEM) (Zeiss Co., Germany), with an accelerating voltage of 5 kV and maximal magnification coefficient of 800,000.
The degree of surface defects on the carbon materials was studied by means of an RM2000 Raman analyzer (Renishaw Co., England), with a laser wavelength of 514 nm. Spectra were acquired in the range 100–4000 cm−1.
The thermal stability of the carbon materials was analyzed by thermal gravimetry (TG), with a Mettler TGA2 analyzer (Mettler Toledo Co., Switzerland). Each sample (10 mg) was heated at 10 °C/min from 30 to 800 °C under N2 atmosphere, and the mass loss was recorded versus time and temperature. Meanwhile, the differential thermal gravimetry (DTG) curve was obtained by differentiation of the TG trace.
Fourier-transform infrared spectroscopy (FTIR) analysis on a Thermo iS50/6700 spectrometer (Thermo Fisher Scientific Co., USA) was employed to identify the chemical functional groups in the carbon materials. Each spectrum was recorded in the range 4000–400 cm−1 with a resolution of 4 cm−1.
The sulfonic acid density of the catalysts was quantified by an acid–base titration method [22]. In brief, the sample (0.05 g) was suspended in 2 M NaCl solution (30 mL) and ultrasonicated for 30 min. The filtered supernatant was then titrated with 2 M NaOH solution until its pH was neutral. The sulfonic acid density value was determined as the mass of consumed NaOH divided by the mass of catalyst used. Besides, the total acid density of the catalyst was quantified from back titration reported by Fauziyah et al. [23].
Experimentation and Product Analysis
The esterification of oleic acid with methanol was conducted in a microwave-assisted batch reactor to assess the catalytic capability of the GP-based solid acid catalyst, as shown in Fig. 1. Catalytic reactions were performed in a 250 mL three-necked, round-bottomed flask equipped with a water-cooled condenser for methanol reflux. In a typical esterification run, a mixture of oleic acid (10 g), methanol, and GP-based catalyst was transferred to the reactor and agitated under magnetic stirring. A thermocouple was employed to monitor the esterification temperature. The catalyst performance was studied under different reaction conditions. The catalyst dosages (relative to the mass of oleic acid) were 2, 4, 6, 8, and 10 wt%. Methanol to oleic acid molar ratios were set at 4, 6, 8, 10, and 12. The reaction temperatures investigated were 50, 55, 60, 65, and 70 °C. The reaction was also conducted for different times, increasing from 30 to 240 min in increments of 30 min. After each reaction run, the solid catalyst was separated from the reaction mixture by vacuum filtration, and the unreacted methanol and the generated water were removed by a rotary evaporator which was operated at 90 °C. The conversion of oleic acid was determined according to the acid value changes in the oil phase before and after the esterification process, calculated according to Eq. (1):
Here, AV0 and AV1 denote the acid values of the oleic acid and esterification product, respectively.

Reactor diagram (1. Microwave reactor, 2. Cooled reflux condenser, 3. Water outlet, 4. Water inlet, 5. Control panel, 6. Rotate speed regulating knob, 7. Power switch, 8. Door switch, 9. Magnetic rotor, 10. Thermal couple, 11. Displayer)
Reusability Study of the Catalyst
Reusability tests of the GP-based catalyst were carried out by running multiple sequential batch esterification experiments under the optimal reaction conditions. After each cycle, the catalyst was separated from the reaction mixture by filtration and washed three times with ethanol to remove unwanted compounds and contaminants from its surface. It was then dried at 105 °C prior to the next cycle. For comparison, in another set of experiments, the catalyst was separated from the reaction mixture by filtration and dried directly without washing. The oleic acid conversion was then determined by acid–base titration.
Results and Discussion
Structural and Surface Features of the Carbonaceous Materials
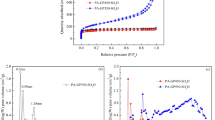
TG analysis of the GP was first carried out to determine the carbonization temperature range to be studied, as depicted in Fig. 2a. The first stage from the initial temperature to 150 °C involved evaporation of the free water and physically adsorbed water. The GP then underwent a distinct weight loss of 44.1% between 300 and 600 °C, with the maximum mass loss rate at around 330 °C. According to TG-DTG, five catalysts were prepared at respective carbonization temperatures of 300, 350, 400, 450, and 500 °C, while other preparation variables were kept constant: carbonization time of 120 min, sulfonation at 105 °C for 120 min. Firstly, the char yield of GP varied with carbonization temperature under above carbonization process was determined, as depicted in Fig. 2b. The char yield of the carbonization process to obtain the biochar was in the range of 46–31%. Further, the effect of carbonization temperature on the sulfonic acid density of the catalyst was studied by acid density titration, as depicted in Fig. 2c. As can be seen, the carbonization temperature strongly affected the amount of –SO3H groups immobilized on the catalyst surface. When the carbonization temperature was increased from 300 to 350 °C, the sulfonic acid density was raised to its highest value of 1.24 mmol/g. However, a further increase in carbonization temperature led to a sharp decrease in sulfonic acid density. Specifically, when the carbonization temperature was increased to 500 °C, a sulfonic acid density of only 0.81 mmol/g was achieved. In general, GP carbonized at a relatively low temperature is more likely to acquire more active groups during the sulfonation process. Similar conclusions were reached by Tang et al. [21] for a bituminous coal-based solid acid and by Araujoa et al. [24] for an acai stone biomass-based solid acid. Besides, the total acid density (–SO3H, phenolic –OH, and –COOH groups) for the catalyst prepared at 350 °C of carbonization temperature (GP-C350-S), was determined to be 4.50 mmol/g. Bastos et al. [25] reported the total acid density of the sulfonated acid catalyst derived from Murumuru kernel shell was around 4.19 mmol/g. However, only the -SO3H groups present in the catalyst exhibited enough acid strength to participate in esterification [26]. Figure 2c also exhibited the conversion of oleic acid catalyzed by above GP-based catalysts, where the esterification parameters were fixed as the catalyst dosage of 8 wt% and methanol to oleic acid molar ratio of 10 at 65 °C for 210 min. The conversion was heightened from 92.3 to 95.1% with the carbonization temperature increased from 300 to 350 °C, and then decreased to 89.9% when the temperature was further increased to 500 °C. In summary, the ideal carbonization temperature was apparently 350 °C and the as-synthesized GP-C350-S possessed the highest sulfonic acid density and catalytic performance.

Determination of carbonization temperature for catalyst. (a) TG and DTG curves for the GP, (b) Char yield of GP varied with carbonization temperature, (c) The sulfonic acid density and oleic acid conversion of the catalysts varied with carbonization temperature
Elemental analyses concerning the transformation of GP into GP-C350 and GP-C350-S are presented in Table 1. The results confirmed that the as-obtained GP had high contents of carbon and oxygen. Obviously, the carbonization process resulted in an increase in carbon content and decreases in the hydrogen and oxygen contents of the GP. Meanwhile, the nitrogen content increased slightly, but the sulfur content remained almost unchanged after carbonization. This observation illustrated that dehydration and aromatization occurred during the carbonization process [27]. Upon chemical sulfonation, increases in sulfur and oxygen contents were observed, as befits the incorporation of –SO3H groups.
Figure 3 shows the SEM micrographs of the GP and GP-C350-S catalyst. As can be observed from Fig. 3a, the SEM image of the GP showed a dense laminar microstructure morphology. After carbonization, parts of the laminar microstructure of GP were broken (Fig. 3b). Further, the dense surface of GP-C350 became uneven and gaps were created between the layers after sulfonation process, as shown in Fig. 3c. More eroded cavities of GP-C350-S catalyst was beneficial for the contaction between the reactants and the active functional groups.

SEM images of the carbonaceous materials (a) SEM image of GP, (b) SEM image of GP-C350, (c) SEM image of GP-C350-S
To investigate the internal molecular structure and morphology of the carbonaceous materials, GP, GP-C350, and the prepared catalyst were characterized by XRD patterns and the results are shown in Fig. 4. For the raw GP, a well-defined primary peak at 2θ = 14.3° was assigned to the (101) crystal plane of cellulose. A secondary peak at 2θ = 21.8°, corresponding to the reflection of (002) plane crystalline cellulose I [28], was also be discerned. A tertiary peak at 2θ = 32.1° was assigned as the (040) crystal plane reflection of cellobiose units [29]. A crystallographic diffraction peak in the 2θ range 15–30° was observed for all of the sulfonated catalysts, which is typically attributed to amorphous carbon with aromatic sheets oriented in a random fashion [30].

XRD patterns of the carbonaceous materials
The Raman spectra of the GP-C350, GP-C350-S, and GP-C500-S are displayed in Fig. 5. As can be seen, two distinct bands at around 1360 and 1580 cm−1, corresponding to the D (lattice defects of the carbon atoms) and G (first-order scattering of the E2g mode for sp2 carbon lattice) modes were detected for all of the carbonaceous materials, which indicated the presence of polycyclic aromatic sheets in the carbon bulk. Another peak centered at 2830 cm−1 was assigned to the 2D-band. Besides, the degree of structural order was expressed by the ratio of the relative intensities of the D- and G-bands (ID/IG). According to the results, the ID/IG ratios for the GP-C350-S (0.83) and GP-C500-S (0.82) were decreased in comparison with that of GP (0.87), demonstrating a small increase in the size of the sp2 domains after surface functionalization.

Raman spectra for carbonaceous materials
The TG and DTG curves of GP-C350-S are presented in Fig. 6. The first weight loss of approximately 9.2% in the temperature range 30–150 °C was due to the volatilization of small molecules such as physically absorbed water. Another significant weight loss observed between 150 and 600 °C was ascribed to the elimination of sulfonic groups and further thermal decomposition of the macromolecules within the catalyst [10]. The mass loss of approximately 17.5% recorded at a temperature above 600 °C referred to the further thermal decomposition of the carbon matrix. The results confirmed that the GP-C350-S catalyst was stable under esterification operating conditions, especially below 100 °C.

TG and DTG curves of the catalyst
The FTIR spectra of GP, GP-C350, and GP-C350-S are presented in Fig. 7. The bands at 3336, 2918, 1730, and 1611 cm−1 were assigned to the stretching vibrations of hydroxyl (–OH) groups of water or phenol, C–H bonds, carbonyl bonds in –COOH groups, and poly-aromatic skeletal C=C bonds, respectively. In addition, the band at 1420 cm−1 was associated with the bending vibration of aliphatic C–H bonds, and the bands at 1236 and 1016 cm−1 were attributed to the vibrations of C–O–C and C–O–H bonds. These bands reflected the cellulose, hemicellulose, and lignin structures in the raw GP [31]. After carbonization, the disappearance of, or decrease in the bands at 3336 cm−1 (for –OH), 2918 cm−1 (for C–H), 1236 cm−1 (for C–O–C), and 1016 cm−1 (for C–O–H) showed the destruction of the cellulose/lignin structure during the pyrolysis [29]. Moreover, two new bands at 1151 cm−1, attributable to an O=S=O symmetric stretching mode, and 1027 cm−1, attributable to the SO3 symmetric stretching vibration mode [32], were seen in the spectrum of GP-C350-S, thus implying the presence of –SO3H groups on the catalyst.

FTIR spectra of the different carbon samples
Catalytic Activity
Effect of Catalyst Dosage
In order to study the effect of catalyst dosage on the catalytic performance, esterification of oleic acid with methanol was performed in a 1:10 molar ratio by heating at 65 °C for 210 min over the prepared GP-based catalyst, as shown in Fig. 8. The conversion proved to be highly dependent on the catalyst dosage. In general, the reactants were exposed to more active sites when enough catalyst was added to the reaction system [33]. Hence, the conversion of oleic acid gradually increased from 81.2% to maximum value of 95.1% as the catalyst dosage was increased from 2 to 8 wt% respectively, as no improvement in the conversion was observed upon further increase of the catalyst dosage to 10 wt%. This indicated that an 8 wt% catalyst dosage was optimal for the esterification under the described reaction conditions.

Effect of catalyst dosage on conversion
Effect of Methanol to Oleic Acid Molar Ratio
To investigate the effect of methanol to oleic acid molar ratio on the esterification reaction over the GP-based catalyst, the reaction was carried out at molar ratios of 4, 6, 8, 10, and 12, under the following conditions: catalyst dosage of 8 wt%, reaction temperature of 65 °C, reaction time of 210 min. Indeed, the molar ratio proved to be the most decisive factor affecting the esterification conversion. Although the stoichiometric ratio of methanol to oleic acid for esterification was 1, excess methanol was needed to propel the reaction forward to achieve high conversion, due to its reversible nature. As can be seen in Fig. 9, the conversion increased from 78.1% to a maximum of 95.1% as the molar ratio was increased from 4 to 10 respectively, and then decreased to 93.1% when a molar ratio of 12 was applied. It was because the excessive methanol flooded the active sites of the catalyst, impeding effective catalysis of the esterification [34]. Meanwhile, the surplus methanol added would increase the energy consumption of the recovery process. Hence, the molar ratio of 10 proved to be optimal for achieving maximum conversion.

Effect of methanol to oleic acid molar ratio on conversion
Effect of Reaction Temperature
The effect of reaction temperature on the catalytic performance of the GP-based catalyst was investigated by keeping the catalyst dosage at 8 wt%, the methanol to oleic acid molar ratio at 10, and the reaction time at 210 min. As presented in Fig. 10, the conversion promptly increased from 92.3% to maximum value of 96.3% as the reaction temperature was increased from 50 to 60 °C respectively. However, a slight decrease in conversion was observed as the temperature continually increased. The molecular motion and mass transfer of the reactants could be strengthened at higher temperature, which was benefit to induce a high esterification conversion. While the evaporation of methanol was incurred when the reaction temperature exceeded its boiling point of 64.7 °C, thus reducing the methanol concentration in reaction system and affecting the esterification conversion [35]. Thus, a reaction temperature of 60 °C seemed to be optimal.

Effect of reaction temperature on conversion
Effect of Reaction Time
Results for the effect of reaction time on oleic acid conversion are shown in Fig. 11. The reaction time was varied in the range 30–240 min, while other reaction variables were kept constant, namely a catalyst dosage of 8 wt%, a methanol to oleic acid molar ratio of 10, and a reaction temperature of 60 °C. Reaction time plays a key role in improving the esterification conversion, especially for the reaction catalyzed by a solid acid catalyst, mainly due to the mass-transfer limitation between the liquid–solid insoluble reaction system. In the initial stage, the reactants were abundant and the esterification propelled forward for biodiesel production at a rapid rate, where the conversion of oleic acid reached markedly from 80.9% for 30 min to 91.9% for 120 min. As time elapsed, the decrease in reactant concentration was accompanied by a decrease in the forward reaction rate and an increase in the reverse reaction rate, leading to a depressed overall reaction rate in the later stage of the overall process [36]. Accordingly, the conversion was weakly increased to 96.3% for 210 min and then remained essentially unchanged after a reaction time of 240 min. For comparison, the blank experiments of esterification using no catalyst and only biochar in the reaction medium were also performed, where relatively low conversions (5.8% and 18.7%, respectively) were achieved after 210 min reaction. This clarified the role of the catalyst in the esterification process.

Effect of reaction time on conversion
Table 2 shows a comparison of the performance of the as-synthesized catalyst in this study with those of other similar waste biomass-based solid acid catalysts from the literature. It can be seen that almost all biomass-based solid acid catalysts efficiently catalyzed the esterification of oleic acid with methanol to produce biodiesel. Considering the availability of the raw material as well as the mild reaction conditions, the GP can be considered as a potential support for the synthesis of catalysts intended for esterification. Besides, the physicochemical property of produced biodiesel was listed in Table 3.
Reusability of the Catalyst
The deactivation and recyclability of the catalyst are crucial issues for the heterogeneous catalytic esterification process. In this study, catalyst reusability tests were performed under above optimized reaction conditions, and the results are shown in Fig. 12.

The performance of reused catalyst. (a) Reusability study of the catalyst recycled with washing or without washing, (b) FTIR spectra of the spent catalysts, (c) The sulfonic acid density of catalyst varies with the number of cycles
In each cycle, the amounts of methanol and oleic acid used were recalculated to ensure the consistent material ratio [35], and the spent catalyst was treated by different methods, including washing with ethanol or no washing. As can be seen in Fig. 12a, for the catalyst recycled by ethanol washing, the conversion was slightly decreased from 96.3 to 93.1% in the second cycle, and remained at 73.2% after the fifth cycle. Nevertheless, the reusability was not satisfactory when the catalyst was recycled without washing. The conversion decreased from 96.3 to 91.7%, 79.6%, 66.5%, and 57.2% with each cycle.
To further clarify the possible causes of catalyst deactivation, the catalysts recycled with ethanol washing or without washing between reaction cycles were characterized by FTIR, as presented in Fig. 12b. A new band at 1438 cm−1 was observed in the spectrum of the reused catalyst, which was ascribed to asymmetric deformation of the methyl ester (O–CH3 groups). Additionally, two further bands at 2918 and 2852 cm−1 due to symmetric and asymmetric aliphatic C–H vibrations were also observed, especially in the spectra of the reused catalysts without washing treatment. The above analysis indicated that blocking of the catalytically active centers of the catalyst by the oily molecules could be a reason for the observed decrease in catalytic activity upon recycling. Washing with ethanol could be an effective technique for largely removing adsorbed organic matter from the catalyst surface, thereby regenerating its activity.
Furthermore, the sulfonic group density of the catalyst recycled by ethanol washing was also investigated. As indicated in Fig. 12c, the sulfonic group density of the catalyst was reduced from 1.24 mmol/g for the fresh catalyst to 0.48 mmol/g after four consecutive runs. Hence, the leaching of –SO3H groups from the catalyst surface may be another reason for the observed decrease in catalytic activity upon recycling. Decreases in catalytic performance have also been noticed for other biomass-based solid acid catalysts. For example, when Cao et al. [41] reused sulfonated sargassum horneri-based solid acid catalyst over four catalytic batches, the conversion decreased from 96.4 to 55.1%, and when Zeng et al. [42] reused a sulfonated peanut shell-based solid acid catalyst over five catalytic cycles, the conversion decreased from 90.2 to 50.3%.
Conclusions
In conclusion, a solid acid catalyst derived from GP has been shown to be an efficient and recyclable catalyst that displayed high activity in the esterification of oleic acid with methanol for biodiesel production. The sulfonic group density of the catalyst was largely dependent on the carbonization temperature applied to the carbon structure prior to the sulfonation process. The GP-C350-S catalyst showed the highest sulfonic group density of 1.24 mmol/g and was found to be thermally stable up to 200 °C by TG/DTG. This catalyst gave 96.3% oleic acid conversion under optimum operating conditions of 8 wt% catalyst loading, a methanol to oleic acid molar ratio of 10, and reaction at 60 °C for 210 min. Repeatability tests have demonstrated that washing with ethanol was an effective technique for largely removing adsorbed organic matter from the catalyst surface, thereby regenerating its activity. In this way, the activity of the GP-C350-S catalyst was maintained at 84.4% and 73.2% after fourth and fifth cycles. Therefore, it can be concluded that utilization of the biomass-based solid acid catalyst manufactured from agricultural residue GP was a promising approach for biodiesel production.
Data Availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Thushari, I., Babel, S.: Biodiesel Production from Waste Palm Cooking Oil Using Solid Acid Catalyst Derived from Coconut Meal Residue. Waste Biomass Valori 11, 4941–4956 (2020)
Farrokheh, A., Tahvildari, K., Nozari, M.: Comparison of Biodiesel Production Using the Oil of Chlorella Vulgaris Micro-algae by Electrolysis and Reflux Methods Using CaO/KOH-Fe3O4 and KF/KOH-Fe3O4 as Magnetic Nano catalysts. Waste Biomass Valori 12, 3315–3329 (2021)
Liu, K., Wang, R., Yu, M.: An efficient, recoverable solid base catalyst of magnetic bamboo charcoal: preparation, characterization, and performance in biodiesel production. Renew Energ 127, 531–538 (2018)
Kazemifard, S., Nayebzadeh, H., Saghatoleslami, N., Safakish, E.: Application of magnetic alumina-ferric oxide nanocatalyst supported by KOH for in-situ transesterification of microalgae cultivated in wastewater medium. Biomass. Bioener 129, 105338 (2019)
Wang, A., Li, H., Pan, H., Zhang, H., Xu, F., Yu, Z., Yang, S.: Efficient and green production of biodiesel catalyzed by recyclable biomass-derived magnetic acids. Fuel Process Technol 181, 259–267 (2018)
Li, H., Wang, Y., Ma, X., Wu, Z., Cui, P., Lu, W., Liu, F., Chu H., Wang, Y.: A novel magnetic CaO-based catalyst synthesis and characterization: Enhancing the catalytic activity and stability of CaO for biodiesel production. Chem Eng J 391, 123549 (2020)
Wang, A., Quan, W., Zhang, H., Li, H., Yang, S.: Heterogeneous ZnO-containing catalysts for efficient biodiesel production. RSC Adv 11, 20465 (2021)
Siddique, N., Suzue, M., Kato, M., Hiromori, K., Shibasaki-Kitakawa, N.: Process optimization for continuous production of sustainable biodiesel from completely non-edible biomass, lignocellulosic hydrous ethanol and waste fatty acids. Fuel 289, 119884 (2021)
Li, H., Chu, H., Ma, X., Wang, G., Liu, F., Guo, M., Lu, W., Zhou, S., Yu, M.: Efficient heterogeneous acid synthesis and stability enhancement of UiO-66 impregnated with ammonium sulfate for biodiesel production. Chem Eng J 408, 127277 (2021)
Dechakhumwat, S., Hongmanorom, P., Thunyaratchatanon, C., Smith, S.M., Boonyuen, S., Luengnaruemitchai, A.: Catalytic activity of heterogeneous acid catalysts derived from corncob in the esterification of oleic acid with methanol. Renew Energ 148, 897–906 (2020)
Lim, S., Yap, C.Y., Pang, Y.L., Wong, K.H.: Biodiesel synthesis from oil palm empty fruit bunch biochar derived heterogeneous solid catalyst using 4-benzenediazonium sulfonate. J Hazard Mater 390, 121532 (2020)
Sahu, O.: Characterisation and utilization of heterogeneous catalyst from waste rice-straw for biodiesel conversion. Fuel 287, 119543 (2020)
Ngaosuwan, K., Goodwin, J.G.J., Prasertdham, P.: A green sulfonated carbon-based catalyst derived from coffee residue for esterification. Renew Energ 86, 262–269 (2016)
Ogbu, I.M., Ajiwe, V.I.E., Okoli, C.P.: Performance Evaluation of Carbon-based Heterogeneous Acid Catalyst Derived From Hura crepitans Seed Pod for Esterification of High FFA Vegetable Oil. Bioenerg Res 11, 772–783 (2018)
Rana, A., Alghazal, M.S.M., Bakdash, R.S., Basheer, C., Al-Saadi, A.A.: Preparation and Characterization of Biomass Carbon-Based Solid Acid Catalysts for the Esterification of Marine Algae for Biodiesel Production. Bioenerg Res 12, 433–442 (2019)
Lathiya, D.R., Bhatt, D.V., Maheria, K.C.: Synthesis of sulfonated carbon catalyst from waste orange peel for cost effective biodiesel production. Bioresour Technol Reports 2, 69–76 (2018)
Guo, Y., Liu, W., Wu, B., Wu, P., Duan, Y., Yang, Q., Ma, H.: Modification of garlic skin dietary fiber with twin-screw extrusion process and in vivo evaluation of Pb binding. Food Chem 268, 550–557 (2018)
Rui, M., Hong, G., Tian, D., Zhao, D., Yang, X., Wang, S., Jing, C.: 2D SnO2 nanorod networks templated by garlic skins for lithium ion; batteries. Mater Res Bull 48, 1518–1522 (2013)
Selvamani, V., Ravikumar, R., Suryanarayanan, V., Velayutham, D., Gopukumar, S.: Garlic peel derived high capacity hierarchical N-doped porous carbon anode for sodium/lithium ion cell. Electrochim Acta 190, 337–345 (2016)
Huang, G., Wu, X., Hou, Y., Cai, J.: Sustainable porous carbons from garlic peel biowaste and KOH activation with an excellent CO2 adsorption performance. Biomass Convers Bior 10, 1–10 (2020)
Tang, X., Niu, S., Zhao, S., Zhang, X., Han, K.: Synthesis of sulfonated catalyst from bituminous coal to catalyze esterification for biodiesel production with promoted mechanism analysis. J Ind Eng Chem 77, 432–440 (2019)
Liu, T., Li, Z., Li, W., Shi, C., Wang, Y.: Preparation and characterization of biomass carbon-based solid acid catalyst for the esterification of oleic acid with methanol. Bioresour Technol 133, 618–621 (2013)
Fauziyah, M., Widiyastuti, W., Setyawan, H.: Sulfonated carbon aerogel derived from coir fiber as high performance solid acid catalyst for esterification. Adv Powder Technol 31, 1412–1419 (2020)
Araujo, R.O., Chaar, J., Queiroz, L.S., Filho, G.R., Emmerson, F., Silva, Landers, G. R., Costa, M., Goncalves, A., Souza, L.D.: Low temperature sulfonation of acai stone biomass derived carbons as acid catalysts for esterification reactions. Energ Convers Manage 196, 821–830 (2019)
Bastos, R., Corrêa, A., Luz, P., Filho, G., Conceio, L.: Optimization of biodiesel production using sulfonated carbon-based catalyst from an amazon agro-industrial waste. Energ Convers Manage 205, 112457 (2020)
Dehkhoda, A.M., West, A.H., Ellis, N.: Biochar based solid acid catalyst for biodiesel production. Appl. Catal. A- Gen 382, 197–204 (2010)
Jiang, Y., Li, X., Quan, C., Mu, X.: Acid functionalized, highly dispersed carbonaceous spheres: an effective solid acid for hydrolysis of polysaccharides. J Nanopart Res 13, 463–469 (2011)
Sandouqa, A., Al-Hamamre, Z., Asfar, J.: Preparation and performance investigation of a lignin-based solid acid catalyst manufactured from olive cake for biodiesel production. Renew Energ 132, 667–682 (2019)
Sandouqa, A., Al-Shannag, M., Al-Hamamre, Z.: Biodiesel purification using biomass-based adsorbent manufactured from delignified olive cake residues. Renew Energ 151, 103–117 (2020)
Aniya, V., Kumari, A., De, D., Vidya, D., Swapna, V., Thella, P.K., Bankupalli, S.: Translation of lignocellulosic waste to mesoporous solid acid catalyst and its efficacy in esterification of volatile fatty acid. Micropor Mesopor Mat 264, 198–207 (2018)
Zhou, Y., Niu, S., Li, J.: Activity of the carbon-based heterogeneous acid catalyst derived from bamboo in esterification of oleic acid with ethanol. Energ Convers Manage 114, 188–196 (2016)
Suganuma, S., Nakajima, K., Kitano, M., Kato, H., Tamura, A., Kondo, H., Yanagawa, S., Hayashi, S., Hara, M.: SO3H-bearing mesoporous carbon with highly selective catalysis. Micropor Mesopor Mat 143, 443–450 (2011)
Li, H., Wang, J., Ma, X., Wang, Y., Li, G., Guo, M., Cui, P., Lu, W., Zhou, S., Yu, M.: Carbonized MIL100(Fe) used as support for recyclable solid acid synthesis for biodiesel production. Renew Energ 179, 1191–1203 (2021)
Juan, J.C., Zhang, J., Jiang, Y., Cao, W., Yarmo, M.A.: Zirconium sulfate supported on activated carbon as catalyst for esterification of oleic acid by n-butanol under solvent-free conditions. Catal Lett 117, 153–158 (2007)
Zhang, B., Gao, M., Geng, J., Cheng, Y., Wang, X., Wu, C.: Catalytic performance and deactivation mechanism of a one-step sulfonated carbon-based solid-acid catalyst in an esterification reaction. Renew Energ 164, 824–832 (2021)
Niu, S., Zhang, X., Ning, Y., Zhang, Y., Qu, T., Hu, X., Gong, Z., Lu, C.: Dolomite incorporated with cerium to enhance the stability in catalyzing transesterification for biodiesel production. Renew Energ 154, 107–116 (2020)
Ma, Z., Xing, X., Qu, Z., Sun, Y., Han, Y.: Activity of microporous lignin-derived carbon-based solid catalysts used in biodiesel production. Int J Biol Macromol 164, 1840–1846 (2020)
Bureros, G.M.A., Tanjay, A.A., Cuizon, D.E.S., Go, A.W., Cabatingan, L.K., Agapay, R.C., Ju, Y.H.: Cacao shell-derived solid acid catalyst for esterification of oleic acid with methanol. Renew Energ 138, 489–501 (2019)
Hussein, M.F., Naga, A., Saied, M.E., Abubaker, M.M., Kady, F.: Potato peel waste-derived carbon-based solid acid for the esterification of oleic acid to biodiesel. Environ Technol Inno 21, 101355 (2021)
Li, M., Chen, D., Zhu, X.: Preparation of solid acid catalyst from rice husk char and its catalytic performance in esterification. Chinese J Catal 9, 1674–1682 (2013)
Cao, M., Peng, L., Xie, Q., Xing, K., Ji, J.: Sulfonated Sargassum horneri carbon as solid acid catalyst to produce biodiesel via esterification. Bioresource Technol 324, 124614 (2021)
Zeng, D., Liu, S., Gong, W., Wang, G., Qiu, J., Chen, H.: Synthesis, characterization and acid catalysis of solid acid from peanut shell. Appl Catal A-Gen 469, 284–289 (2014)
Acknowledgements
The project is financially supported by the Natural Science Foundation of Shandong Province, China (Grant No. ZR2020QE210), Doctoral Cooperation Foundation of Qilu University of Technology (Shandong Academy of Sciences) (Grant No. 2019BSHZ0022).
Funding
Funding was provided by Natural Science Foundation of Shandong Province, China (Grant No. ZR2020QE210), Doctoral Cooperation Foundation of Qilu University of Technology (Shandong Academy of Sciences), (Grant No. 2019BSHZ0022).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have not disclosed any competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wei, W., Wu, J., Shao, Q. et al. Biodiesel Production Using a Biomass-Based Solid Acid Catalyst Synthesized from Agricultural Residue Garlic Peel. Waste Biomass Valor 13, 3597–3609 (2022). https://doi.org/10.1007/s12649-022-01742-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01742-9