
Abstract
Phosphorus presents a limited, irreplaceable and essential nutrient necessary for the growth of organisms. There is an increasing effort to recover phosphorus from production waste streams. Sewage sludge presents an important source of phosphorus but also contains organic pollutants and heavy metals. Thermal treatment technologies seem to be a promising option to treat sewage sludge and obtain ash/char from which high recovery rate of phosphorus can be reached. In this review, sewage sludge management options in compliance with EU legal requirements are first reviewed. Follows, an overview of sewage sludge thermal treatment technologies including incineration, hydrothermal carbonisation, pyrolysis and gasification, for the purpose of phosphorus recapture. We summarize recent advances in thermal treatment processes of sewage sludge and phosphorus recovery, identify challenges and knowledge gaps. Thermochemical methods proved to have many advantages over pure wet chemical methods for phosphorus recovery. The review provides the foundation for future research aimed at achieving efficient, economic and environmental sustainable recapture of phosphorus from sludge thermal treatment products.
Graphic Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
This is the first review paper that, to our knowledge unites several relevant issues in a single manuscript incorporating the general story about phosphorus, the legal background for sewage sludge management, a description of sewage sludge thermal treatment technologies and the transformation of P species during these processes. It also gives an overview of the state of the art technologies used for P recovery from sewage sludge ash. It also includes the description of new technology for P recovery from sludge ash, aimed at extraction of phosphorus during the incineration process itself.
Introduction
Phosphorus (P) is a limited, non-renewable resource, but is a vital nutrient for the growth of organisms, and cannot be replaced by other elements [1]. Nowadays it is generally applied to soils and is fortified in foods in quantities vastly in excess what can be uptaken so is largely wasted although it is a limited resource on Earth. This was confirmed by European Commission (EC) which added the phosphate rock to its list of critical raw materials in 2014 (EC website). Demand for P fertilizer has increased with an increase of population. The intensity of global fertiliser application amounts on average to 10 kg P/ha/year but this varies significantly between regions and countries. In 2017, 1.34 million tonnes of phosphorus fertilizer was used in EU agriculture, which is 34% higher compared to year 2009, presented in the Fig. 1.

source data based on: Eurostat, 2019)
P fertilizer consumption by agriculture in EU-28 from 2009 to 2017 (
From the global perspective, the distribution of the increase in P fertilizer consumption for the period 2014 to 2018 is summarized in Fig. 2. The highest increase in consumption of P fertilizer for the stated period was in South Asia, while the lowest was in West Europe (FAO 2018).

source data based on: FAO 2018)
Share of world increase in P fertilizer consumption, 2014–2018 (
Based on data provided by Heffer et al. [2] only five countries, Morocco (74%), China (5.5%), Algeria (3.2%), Syria (2.7%) and Jordan (2.2%) control 85 to 90% of world’s remaining reserves, as presented in Fig. 3.

Phosphate rock reserves (in millions of tonnes)
Environmental issue related to sewage sludge (SS) disposal, supported by environmental legislation and the EU circular economy initiative present key drivers to accelerate the recycling and recovery of P from SS. Sewage sludge is rich in nutrients such as nitrogen and phosphorus, however it contains heavy metals and poorly biodegradable trace organic compounds, as well as potentially pathogenic organisms, and also may contains waste medicine, plasticizers, texture fibres, etc.. SS is the second largest source of P. The only organic waste containing more P is bone meal, but on a global scale, it is produced in much smaller quantities than sludge. Moreover, the content of P in SS is much higher compared to many other kinds of biomass [3]. While, Pradel and Aissani [4] concluded in their research that production of 1 kg P from the phosphate rock is more environmentally friendly approach than production of 1 kg P from sewage sludge where large amount of energy and reactants are needed, their analysis did not include the potential deleterious environmental and health effects of disposing of SS on land used for food production. The market for P recovery from waste and SS in particular within the EU will be largely driven by regulatory instruments. Those EU directives that considerably influence the recovery of P from SS are:
-
Sewage Sludge Directive (SSD),
-
Waste Framework Directive (WFD),
-
Urban Wastewater Treatment Directive (UWWTD),
-
Landfill Directive (LD).
Due to the legal requirements summarised in Fig. 4, SS thermal treatment processes have gained greater importance for sludge management. In EU countries, from 2005 to 2014 a considerable increase of 16.3% in the use of incineration technologies for SS disposal can be observed, Fig. 5. A considerable decrease in landfilling from 2005 (14.7%) to 2014 (5.6%) and decline in use of sludge in agriculture in 2014 (25.1%) compared to 2011 (47.4%) are most probably the result of legal restrictions imposed in EU member states. Bianchini et al. [5] also reported that the EU management system for SS data lacks homogeneity and reliability. A better knowledge of the entire SS cycle dynamics is needed to allow EU countries to achieve their sustainability and efficiency goals.

Legal Framework for Sewage Sludge Management and the concept of Circular Economy

source data based on: Eurostat 2018)
Sewage sludge (dry matter) disposal routes in EU-27 in 2005, 2011 and 2014 (
Phosphorus in Sewage Sludge
Phosphorous speciation presents a fundamental influencing factor for P recovery as it determines an element’s mobility, bioavailability and its recovery efficiency to a considerable extent [6]. In the study we used a general term sewage sludge for all types of sludge domestic or municipal waste water from anaerobic digestion plant and from agricultural sources, unless specified. Activated sewage sludge contains around 1.4 wt% P, while digested (stabilized) sludge has a P content of around 0.48–0.77 wt% [7]. Phosphorus in sewage sludge may occur in the form of univalent, divalent and trivalent metal species, mainly as magnesium, calcium, iron and aluminium salts. Phosphate salts show good solubility in water, while in case of the second- and third row salts, only the phosphates of alkali metals (except for lithium) are highly soluble in water. In SS, phosphorus can be present in the form of phosphates adsorbed on organic and inorganic matter and phosphates characterized by labile bonds with coordination complexes [8]. Total phosphorus (Ptot) present in SS consists of organic phosphorus (Po) and inorganic phosphorus (Pi) (Eq. 1) [8].
Inorganic P (Pi), is phosphorus bonded with hydroxides of iron, aluminium and manganese or bonded with carbonates. Pi is further classified into non-apatite inorganic P (NAIP) and apatite P (AP). NAIP is the P fraction associated with oxides and hydroxides of Al, Fe and Mn, while AP is the P fraction associated with Ca [9].
Organic P (Po), is phosphorus associated with organic matter through soluble bonds and phosphorus bonded with aluminosilicates [9].
In SS, Pi accounts for ~ 90% while Po amounts to ~ 10% of Ptot [8]. The inorganic portion of phosphorus in SS is targeted as that form that is bioavailable. Orthophosphates are typical inorganic P components [10] and interact strongly with paramagnetic metals such as Fe and Mn [11]. Polyphosphates can occur in ring and branched structures meta- and ultraphosphates, respectively, although the linear structures are the most common form in nature. Polyphosphates can be organic (e.g., adenosine triphosphate (ATP) and other nucleotide triphosphates), or inorganic [11]. The main metals present in the raw sludge are Ca, Fe, Mg and Al and they are important components that are connected with phosphorus recovery [12].
Li et al. [13] carried out the extraction of P from SS with H2O, NaHCO3, HCl and NaOH and concluded that P is predominantly soluble in NaOH and that P can be substantially extracted by both NaOH and HCl. Phosphorus occurs often in compounds with precipitation agents Fe4(P4O12)3, Al(PO3)3 and as iron and aluminium amorphous phosphates.
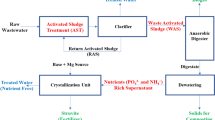
The amount of P and the species present in SS depends also on the sludge quality and degree of treatment. It varies between primary, secondary and digested form of SS, which represent the three main types of sludge from waste water treatment plants (WWTP), as presented in Fig. 6.

Sewage sludge streams from WWTP
Primary sludge is produced during the primary treatment, i.e. screening, grit removal, flotation, precipitation and sedimentation, when heavy solids, grease and oils are separated from raw wastewater [14]. Secondary sludge is produced during biological treatment, when microorganisms decompose the biodegradable organic content from wastewater [15]. Digested sludge is sludge stabilised by aerobic or anaerobic treatment methods [16]. The percentage of organic and inorganic P in each type of sludge are presented in Table 1.
With an increase of the degree of SS treatment, the proportion of inorganic, mobile fraction increases. This trend can be explained by increased mineralization of SS as the wastewater treatment progresses [17]. Higher percentage of inorganic P fraction, especially orthophosphate in digested sludge compared to activated sludge can be explained by the fact that polyphosphate is possibly released from bacterial cells and hydrolysed into orthophosphate during anaerobic digestion [11]. Sludge that underwent treatment had orthophosphate as the primary P entity [18]. Particular attention should be paid to a SS retention time in the secondary sedimentation tank, as if is too long, anaerobic conditions can be created which would result in P release into wastewater [11, 17].
Drying
Drying of SS is carried out in order to reduce sludge volume and make it easier to transport, increase its calorific value, makes it hygienic, stabilize and if combusted enable efficient incineration [19, 20]. Based on the sludge application, there exist different requirements for sludge dry solids (DS) content. Figure 7 shows the change of DS content with sludge treatment.

Content of DS in sewage sludge at different stages of a treatment

adapted from Ajiboye et al., 2004)
P species in fresh and dried sewage sludge from swine manure from an agitated storage lagoon (
If sludge is to be used for agriculture, the suggested degree of drying is 60% of DS and more. The same value applies to sludge co-incineration with waste. For sludge incineration, the suggested degree of sludge drying is 35–45% of DS (partial drying) or above 90% of DS (if dried sludge is going to be mixed with sludge of 35–45% of DS before it is directed to the incineration facility) [21].
During oven-drying (at 105 °C for 24 h) of SS, P extracted sequentially with HCl remains almost unchanged, with NaHCO3 reduced by 40% while that with NaOH is increased by 40% compared to the chemicaly pre-treated (in Fig. 8, the sample after chemical treatment is called ‘treated’ and after drying process ‘dry’) sample. The amount of P extracted with deionised water and residual P after drying remain almost unchanged as presented in Fig. 8. However, the proportion of P content after treatment to after drying sample can vary significantly depending on a source of SS.
Most of the P in the fresh as well as in the dry sample is inorganic, Pi. In the fresh sample, the Pi amounts to around 55–77%, while in the oven-dried sample, the proportion of inorganic P is around 75–89% [22]. Li et al. [23] confirmed experimentally that the organic fraction of P was converted to the inorganic form as the temperature increased during drying of SS and the bioavailability of P increased as well.
Thermal Treatment Technologies
Thermal processes make it possible to burn almost every waste regardless of type and composition. Thermal conversion of sludge into ash is a viable method to concentrate P and produce a pure, high quality, reliable product [24]. Sewage sludge thermal treatment technologies would decrease waste disposal cost, allow energy recovery, conserve natural resources and provide new sources of P, which is an essential, non-renewable element whose shortage poses a significant problem on earth [25, 26]. However, the main problem concerning thermal processes includes the excessive energy necessary to reach high temperatures, high capital costs, the need for extensive air pollution prevention equipment [27]. Moreover, SS has a high-water content and therefore some drying or the addition of supplementary fuels is required to ensure efficient thermal treatment [1]. Table 2 depicts sludge utilization methods.
Spreading sludge on agricultural land, although cost-efficient, is in most aspects the least preferable option from an environmental point of view. Also energy is required for transportation, pasteurisation and spreading of sludge. In co-incineration, sludge is mixed with incombustible residues from the main firing which results in sewage sludge ash (SSA) that is unusable for P recycling. Only mono-incineration of SS in conjunction with P recovery is a safe and reliable technique that can be regarded as the best technology currently available for sludge utilisation [28]. Moreover, the recovery of P from wastewater or sewage sludge is possible, but the recovery rate is less than 50%, while the recovery potential of phosphorus from ash is around 90%. There are also thermal treatment processes other than mono-incineration, such as hydro-thermal carbonisation (HTC), gasification and pyrolysis. Solid product from those processes (hydrochar, char and ash) applied for SS treatment also contains a valuable amount of P. The other thermal processes enable the removal of organic pollutants and pathogens, leading to a considerable reduction of waste, allowing for the recovery of energy and nutrients [29] and have advantages over combustion in terms of the flue gas volume and its cleaning and ash treatment [30].
This review paper focuses on thermal treatment processes such as combustion, HTC, pyrolysis and gasification of SS as a pre-treatment for P recovery. Brief comparison of the main process parameters and products are presented in Table 3.
Since phosphorus does not volatilize easily, after thermal treatment its majority remains in char/ash. For volatilization of P, high temperatures over 900–1200 °C are needed, and even then, only 10% of P can be lost by volatilization [31]. Temperature also exerts a considerable influence on speciation of phosphorus during the thermochemical treatment of SS. Furthermore, P in SSA/char is more stable than P in SS [32].
In order to improve P availability which is very low in ash/char, various methods for P recovery from SSA/char have been developed. When applying wet chemical methods, P is recovered from SSA by leaching with acidic or alkaline solutions, or sequentially with acidic and alkaline solutions [7, 33, 33]. During thermochemical treatment, a chemical is added to SSA which is then heated to a high temperature of around 500 °C up to 1000 °C leading to destruction of organic compounds and the resulting ash is than treated for P recovery [35]. Thermochemical methods proved to have many advantages over wet methods for P recovery, as presented in Table 4.
Incineration
Incineration is the best-known waste treatment processes in general [36]. Incineration has been used as a wastewater residual management process since the early twentieth century. It is used not only for energy but also material recovery. Sewage sludge incineration was first carried out in the US in the early 1960′s, and is now a well proven technology with hundreds of plants installed worldwide. Sludge combustion has numerous advantages that do not exist in other treatment alternatives, such as reduction of sludge volume to a small, stabilized ash, which accounts for only about 10% of the volume of mechanically dewatered sludge [30, 37, 38]. Incineration of SS requires previous dewatering to at least 28% dry solids for the process to be self-sustaining, i.e. without need for external heat input [39]. Furthermore, all organic compounds are destroyed, while phosphorus and heavy metals are transferred to ash [40, 40]. The main components of incinerated sewage sludge ash (ISSA) are SiO2, CaO, Al2O3, Fe2O3, MgO and P2O5 while the precise composition varies depending on the wastewater quality, applied treatment and other conditions [42]. The use of ISSA as a fertilizer is limited due to its heavy metal content and reduced P availability and is one of crucial reasons why the recovery of P from ISSA is gaining interest. ISSA contains a significant amount of P as stated earlier [43, 43]. It contains approximately 22.5% of P2O5, which is close to the content of P2O5 in natural phosphate rocks (28.05%) [45]. Most of the P is concentrated in fly ash which contains high amount of phosphorus, typically 10% to 20% mass as P2O5 [46]. In ISSA produced at a temperature over 700 °C water insoluble hydroxyapatites are formed [47], and the phosphorous compounds can be unsuitable for agriculture use as they are bio-unavailable [48, 49]. However, recently Wang et al. [50] published a method which allows the extraction of about 80% of P from ISSA recovered as struvite. Herzel et al. (2016) [33] also showed a high recovery potential of P. Incineration of SS is often conducted at a temperature of about 850 °C since at this temperature, P forms volatile oxides, which then condense upon cooling, forming P2O5 that is a component of fly ash retained by filters [7].
Commonly used reactors for SS incineration are fluidized bed reactors which provide reliable process conditions for mono-combustion [51]. Nevertheless, it is a technology with high capital and operating costs and with limited energy recovery, but also with a high P recovery potential [52]. Fluidized bed technology has been used since 1922, when Fritz Winkler patented its application for gasification at BASF in Ludwigshafen, Germany. Since then it has received wide applications, especially in combustion, as it represents an efficient combustion system, able to burn not only coals but also low-quality fuels and wastes [52]. Fluidized bed technology has been successfully used for sludge incineration due to many advantages such as:
-
the fluidization of the bed material and the fuel particles have a three-dimensional motion of the solids provides good mixing conditions in both horizontal and vertical directions. This effective mixing behaviour results in even temperature and fuel distributions within the combustion chamber which is a significant advantage compared to grate furnaces and pulverized fuel incinerators [39];
-
FBC have high heat transfer rates due to the even temperature distribution and temperature levels (typically 850 °C) so no thermal NOx is produced [53];
-
the large surface area of an inert bed material that allows efficient heat transfer and results in complete combustion at relatively low temperatures and excess air levels (25–50%);
-
the freeboard, which acts like a post-combustion chamber, provides complete thermal destruction of the organic substances [54];
-
the large inventory of hot inert bed material prevents a sudden temperature changes, since any short-term major variations in the sludge composition or water contents are stabilized by the large heat reservoir [55].
For combustion of SS, both circulating fluidized bed (CFB) and bubbling fluidized bed (BFB) based technologies can be applied. BFB furnaces are used for mono-combustion of SS, while CFB technology is mainly considered for co-combustion of the sludge with coal, biomass, or other fuels [56]. Li et al. [57] reported that after fluidized bed combustion of SS, 89.3% of the P was enriched in SS bottom ash and 5.6% was distributed in fly ash. Cammarota et al. [58] reported that the SS palletisation plays an important role in fuel conversion and results in a stable and efficient combustion behaviour in fluidized bed combustors in terms of low elutriation of unburnt species. Nevertheless, cleaning processes are necessary to reduce gaseous and particulate emissions.
A high recovery rate of P from ISSA has been reported in many studies. Krüger et al. [59] investigated the composition of 252 ISSA samples collected from 24 mono-thermal treatment facilities for SS in Germany and found that the mean content of P in ISSA amounted to 7.9%, highlighting its important recovery potential. Takahashi et al. [60] reported a high rate of P recovery from combustion ash of SS, by mixing the ash with sodium hydroxide or sodium carbonate and treating the mixture at 750 °C to 900 °C under aerobic conditions. The P was successfully recovered as an alkali metal phosphate from the treated ash through water extraction with the recovery rate of the P reaching 78%. A P recovery rate of 99% from combustion ash can be achieved using a 10 min extraction by 14% H2SO4 and a solid to liquid ratio of 2 [46]. P recovery from SS can be also conducted by electrodialytic separation. The negative side of this process is that it is time-consuming, but the big advantage is that it removes heavy metals simultaneously from ash [41]. Additional treatment of ashes is needed to increase the bioavailability of P and remove heavy metals in order to use the ash as a fertilizer [43, 43]. Gorazda et al. [62] reported a combustion temperature of 950 °C as the best condition for downstream phosphorus extraction from ash. Acid leaching resulted in nearly 85% recovery of P with both sulphuric acid and oxalic acid for sludge combusted at 900 °C [63]. Kasina et al. [64] investigated the chemical and mineralogical characteristics of ISSA obtained from Veolia’s fluidized bed incinerator for SS (Pyrofluid) at 850–900 °C and concluded that elements which are characterized by high melting temperatures concentrate in the ISSA, while elements that are characterized by lower melting temperatures (e.g. Sn and Hg) concentrate in the air pollution control (APC) residues. Moreover, over 17 wt% of P2O5 accumulated on average in the ISSA, resulting in a considerable amount of P that can be recovered. Franz [44] analysed SSA obtained from two fluidized bed incinerators in Switzerland when sludge with 30% dry solids was incinerated with oil at a temperature of 830–850 °C. The ISSA contained between 9 and 21% P2O5 and extraction with H2SO4 12–14% by weight for 10 min with L:S ratio of 2 showed it to be the most favourable condition for P recovery. Moreover, extraction of P from ISSA with sulphuric acid results in the lowest amount of heavy metals, compared with other acids [65]. The sampling period also appears to influence the P content in ISSA. P content is seen to decline during the summer months with a minimum reached around June, July, and August. The P content increased toward February and March. However, the reason for such a trend is yet unclear. A possible explanation can be found in varying food habits and leisure time behaviour during different seasons, however this requires further investigated [59]. Combustion of SS is a well-known and controllable process, but due to emissions of nitrogen oxides, heavy metals, and other harmful compounds, it raises many concerns and requires large investments for the cleaning of flue gases [66].
Pyrolysis
Pyrolysis is a process where the decomposition of organic material occurs in an inert atmosphere at moderate temperatures [67]. It also represents the first step in gasification and combustion processes, which is followed by cracking and/or oxidation of gaseous products and oxidation of char [68,69,70]. Pyrolysis can be used effectively to recover both energy and the P present in SS [71]. For pyrolysis sludge moisture content must be around 15% [16]. The proportion of all three products, i.e. gas, liquid and biochar, depends considerably on the pyrolysis method and reaction parameters [72]. A considerable amount of P is present in the solid process residue, char/biochar [73]. With an increase of temperature, the yield of char decreases [74, 73], as the pyrolysis temperature rises from 500 to 900 °C, the yield of char reduces from 63 to 53 wt% [1]. That was also concluded by Jin et al. [75] and Park et al. [76] who reported the highest SS char yield at a temperature of 400 ℃ and a decrease with further increase of temperature. Lu et al. [77] found that the surface area of char from SS pyrolysis increases with temperature and that the P remains in solid phase (char) while partitioning into the other phases, i.e. liquid and gas is to a much lower extent. Different types of pyrolysis processes exist depending on the product selected [78], as presented in Table 5.
For P recovery from SS, slow pyrolysis plays an important role and should be taken into consideration. Barry et al. [79] concluded that slow pyrolysis of SS produced the best char in terms of yield, heating value (on a dry basis), and stability. Hossain et al. [73] conducted pyrolysis of digested SS in fixed bed horizontal tubular reactor at four different temperatures 300 °C, 400 °C, 500 °C and 700 °C. The P present in the pyrolysis char was the highest at 400 °C and decreased with temperature. Bridle and Pritchard [71] described results from pilot-scale installation where during a slow pyrolysis at 450 °C all the P from SS was retained in char. Moreover, the usage of pyrolysis technology and its formed products could potentially reduce environmental pollution [80, 81], and biochar added to soil can increase C sequestration and improve soil quality. However, heavy metal deposition in char can be a potential hazard.
Hydrothermal Carbonisation
Hydrothermal carbonisation (HTC) is a wet thermochemical process in a closed system that operates under autogenic pressure and relatively low temperature compared to the other thermal processes mentioned [82]. HTC does not require a specific atmosphere [83,84,85]. Reactions in HTC mostly occur in the liquid phase with hydrolysis considered to be the first step [86, 87]. Since the HTC process proceeds in a closed system, the phase change of the moisture does not occur so consequently the latent heat of vaporisation is not utilized in the process [88]. It requires less energy compared to other thermochemical treatment processes, and results in a stable solid product [89]. The hydrothermal process is characterized by high liquid yields, as its content is very high at the start of the process and almost does not change. During the reactions a small amount of CO2 is emitted as the main gas product, and the ratio of solid product to liquid is much lower than in pyrolysis [84, 90]. Moreover, the ignition temperature of the hydrochar is higher and is safer for handling, transportation and storage than dry SS [91]. HTC represents an attractive technique for the conversion of SS to valuable products [92]. The process accumulates significant amounts of P from the SS within the hydrochar [93], however phosphate is bound in stable iron- and aluminium- associations [94]. Schneider and Haderlein [95] estimated that total P in SS hydrochar was around 46.5 mg P g−1. HTC process converts phosphate to inorganic phosphate salts in hydrochar, and conducted in temperature over 180 °C led to transformation of NaOH-extractable phosphate species into HCl-extractable phosphate species [96]. Takahashi et al. [97] reported 58–71% P recovery from carbonized SS by hydrothermal treatment when an NaOH solution was added. Besker et al. [94] conduct an acid leaching to remove P from hydrochar produced from waste water anaerobic digested sludge with a yield between 59 and 98%.
Gasification
Gasification at high temperatures converts carbonaceous materials by partial oxidation in some cases in the presence of steam to synthesis gas (syngas), ash and eventually char [98]. This process offers a sustainable method for SS management that takes into account the concept of a circular economy (CE) [45]. Gasification of SS has not been as widely applied as combustion, due to the complexity of the technology and its higher investment and operational costs [99]. Nevertheless, it can be assuming that this process is a successful solution for P recovery, since due to reductive atmosphere during the process, inorganic compounds are moved into the solid phase, which presents a promising source of phosphorus [45]. Gasification can operate with SS with 75% moisture content [16]. The solid fraction obtained from the gasification of SS contains around 20 wt% P2O5 [100]. Furthermore, direct application of the gasification char as a fertilizer is limited due to presence of heavy metals, as well as due to the low plant availability of the P. For these reasons, the investigation of P recovery from gasification char has increased in importance [101]. Among the different reactors that exist for gasification of SS, fixed and fluidized bed are mainly used. Fixed bed gasifiers have simple construction and show good thermal efficiency. With fluidized bed reactors, higher gasification efficiency can be achieved compared to fixed bed, due to better mass and heat transfer, but on the other hand sintering of SS and bed material can occur [102]. Atienza et al. [103] studied the extraction of P from SS char combustion and char gasification ash by means of acid leaching. 90% of the P present in char combustion ash and in char gasification ash can be recovered using sulphuric and oxalic acid. P recovery rate using oxalic acid is higher compared to sulphuric acid, especially for char combustion ash obtained at 600 °C to 750 °C. When using sulphuric acid, P recovery from char combustion ash obtained at 900 °C is higher than from ash obtained at lower temperature, under the same extraction conditions. Viader et al. [104] carried out a comparative analysis between an ISSA from sludge combustion in fluidized bed combustor (FBC) and a SSA from gasification in low-temperature fluidized bed gasifier. They reported that the content of P was little higher in gasification ash compared to that produced from the incineration process.
Transformation of P in Sewage Sludge During Thermal Treatment
Water-soluble phosphorus (PWS) in SS presents good indicator to test the runoff P (RWSP) in treated SS. Its proportion in SSA from char (SSA/C) can be calculated using the Eq. (2).
where PWS is the amount of P extracted by water (mg/g) from SSA/C, and Ptot is the theoretical P content (mg/g) in SSA/C. RWSP in SSA/C amounts to no more than 2.5%, while RWSP in SS is higher and it is around 20%. PWS in SSA/C decreases with an increase of temperature which leads to conclusion that thermal treatment increases the stability of P in SSC/A [32].
P in SS consists of organic and inorganic P as mentioned earlier. Organic P is usually transformed into ortho-P and pyro-P during thermal treatment [105]. A high importance should be attached to the transformation of ortho-P as it comprises around 75 wt% of total P [32]. The thermal treatment process and temperature are two critical factors for the speciation evolution of P. At lower temperature, i.e. 400 °C, pyro-P is produced due to dehydration of M2(HPO4)x or M(H2PO4)x and transformation of organic P in the sludge. With an increase of temperature, the proportion of pyro-P decreases to a considerable extent and its production within the temperature range of 700−800 °C is inhibited [11, 32, 73]. Some soluble ortho- and pyro-P, which is rare in SSA/C can be easily dissolved in NaHCO3—solution thus forming NaHCO3-P. Some Al, Fe–P compounds that are formed are insoluble and can be extracted by NaOH solution. At high temperature, reactions between inorganic P and metal ions can occur resulting in the formation of P-containing minerals [106, 106]. Nevertheless, the mechanism of transformation of P to minerals at higher temperatures remains unclear. These P minerals and other more stable species, such as insoluble Ca, Mg-P can only be extracted by HCl solution, thus forming HCl-P [32]. One study reported the influence of particle size of ISSA on transformation of P species. Namely, Li et al. [13] found out that AP was the primary component in the fly ash at 850 °C. and increased with decreasing particle size, whereas NAIP exhibited the opposite tendency, and became stable when the particle size was less than 37.5 μm. Furthermore, the formation of calcium phosphate (Ca3(PO4)2), calcium pyrophosphate (Ca2P2O7), and hydroxyapatite (Ca5(PO4)3(OH)) at high temperatures during combustion was reported by Wang et al. [93]. Some studies reported the presence of Ca9Fe(PO4)7 in crystalline form in incinerated sewage sludge ash [108]. P present in ISSA is usually as insoluble calcium and aluminium phosphate minerals which are poorly bioavailable [109]. Gondek et al. [110] found that during the pyrolysis of SS, the contents of PWS decreased. Also, SSA from low temperature gasification contains very little P available to plants [111]. As reported by some researchers, metaphosphate and the P associated with C bridged by O were the main species in pyrolysis biochar [112]. Wang et al. [93] found that during HTC, an acidic feed water pH favoured the transformation of AP to NAIP and of Po to Pi, while an alkaline environment promoted transformation of NAIP to AP and a small portion of the Pi to Po. However, the available information on the above topics found in literature is limited and more investigations are needed.
Overview of Some Existing Technologies with High Recovery Rate of P from SSA
The concentration of P in SSA depends on the sludge quality, process temperature and P recovery treatment method used. In Table 6 an overview of various technologies used for P recovery from sludge ash is presented. The Centre for Solar Energy and Hydrogen Research Baden-Württemberg in Germany is currently developing an innovative sustainable process for simultaneous SS fluidized bed combustion and recovery of phosphorus in a Ca reach bed. They are trying to extract the ash during the incineration process by adding material containing Ca, i.e. limestone which binds the phosphorus as calcium phosphate during incineration. Researchers optimize the system by varying individual parameters of the fluidized bed process and the amount of additives.
Conclusion
Sewage sludge thermal treatment technologies present a promising option for sewage sludge management which is in compliance with EU legal requirements and for phosphorus recovery whose reserves have been considerably depleted. Many technologies for the recovery of P from sewage sludge ash and char have been developed so far. However, relatively few studies on the P transformation during sewage sludge thermal treatment have been reported in a limited degree and more investigation is needed as it plays a crucial role in the development of suitable strategy for P recovery. Fluidised bed technology has a high P recovery potential. Depending on the process conditions during incineration a significant amount of P can be found in the bottom or fly ash. With an increase in the thermal treatment temperature the content of water soluble P from SS decreases. Some methods have been developed for the effective transformation of P from thermal process residue (ash/char/hydrochar) and with the addition of minerals a struvite crystals are formed.
References
Tan, Z.X., Lagerkvist, A.: Phosphorus recovery from the biomass ash: a review. Renew. Sust. Energy Rev. 15(8), 3588–3602 (2011). https://doi.org/10.1016/j.rser.2011.05.016
Heffer, P.: Assessment of fertilizer use by crop at the global level. International Fertilizer Industry Association (2013). https://www.fertilizer.org/images/Library_Downloads/AgCom.13.39%20-%20FUBC%20assessment%202010.pdf
Cordell, D., Rosemarin, A., Schröder, J.J.: Smit: towards global phosphorus security: a systems framework for phosphorus recovery and reuse options. Chemosphere 84(6), 747–758 (2011). https://doi.org/10.1016/j.chemosphere.2011.02.032
Pradel, M., Aissani, L.: Environmental impacts of phosphorus recovery from a “product” Life Cycle Assessment perspective: allocating burdens of wastewater treatment in the production of sludge-based phosphate fertilizers. Sci. Total Environ. 656, 55–69 (2019). https://doi.org/10.1016/j.scitotenv.2018.11.356
Bianchini, A., Bonfiglioli, L., Pellegrini, M., Saccani, C.: Sewage sludge management in Europe: a critical analysis of data quality. Int. J. Environ. Waste Manag. 18, 226 (2016). https://doi.org/10.1504/IJEWM.2016.10001645
Stasta, P., Boran, J., Bebar, L., Stehlik, P., Oral, J.: Thermal processing of sewage sludge. Appl. Therm. Eng. 26(13), 1420–1426 (2006). https://doi.org/10.1016/j.applthermaleng.2005.05.030
Meng, X., Huang, Q., Xu, J., Gao, H., Yan, J.: A review of phosphorus recovery from different thermal treatment products of sewage sludge. Waste Dispos. Sustain. Energy 1(2), 99–115 (2019). https://doi.org/10.1007/s42768-019-00007-x
Xu, G., Zhang, Y., Shao, H., Sun, J.: Pyrolysis temperature affects phosphorus transformation in biochar: chemical fractionation and 31P NMR analysis. Sci. Total Environ. 569–570, 65–72 (2016). https://doi.org/10.1016/j.scitotenv.2016.06.081
Golterman, H.L.: The labyrinth of nutrient cycles and buffers in wetlands: results based on research in the Camargue (southern France). Hydrobiologia 315(1), 39–58 (1995). https://doi.org/10.1007/bf00028629
Cade-Menun, B.J.: Characterizing phosphorus in environmental and agricultural samples by 31P nuclear magnetic resonance spectroscopy. Talanta 66(2), 359–371 (2005). https://doi.org/10.1016/j.talanta.2004.12.024
Huang, R., Tang, Y.: Speciation dynamics of phosphorus during (hydro)thermal treatments of sewage sludge. Environ. Sci. Technol. 49(24), 14466–14474 (2015). https://doi.org/10.1021/acs.est.5b04140
Heilmann, S.M., Molde, J.S., Timler, J.G., Wood, B.M., Mikula, A.L., Vozhdayev, G.V., Colosky, E.C., Spokas, K.A., Valentas, K.J.: Phosphorus reclamation through hydrothermal carbonization of animal manures. Environ. Sci. Technol. 48(17), 10323–10329 (2014). https://doi.org/10.1021/es501872k
Li, M., Tang, Y., Lu, X.-Y., Zhang, Z., Cao, Y.: Phosphorus speciation in sewage sludge and the sludge-derived biochar by a combination of experimental methods and theoretical simulation. Water Res. 140, 90–99 (2018). https://doi.org/10.1016/j.watres.2018.04.039
Suárez-Iglesias, O., Urrea, J.L., Oulego, P., Collado, S., Díaz, M.: Valuable compounds from sewage sludge by thermal hydrolysis and wet oxidation: a review. Sci. Total Environ. 584–585, 921–934 (2017). https://doi.org/10.1016/j.scitotenv.2017.01.140
Devi, P., Saroha, A.K.: Utilization of sludge based adsorbents for the removal of various pollutants: a review. Sci. Total Environ. 578, 16–33 (2017). https://doi.org/10.1016/j.scitotenv.2016.10.220
Manara, P., Zabaniotou, A.: Towards sewage sludge based biofuels via thermochemical conversion: a review. Renew. Sustain. Energy Rev. 16(5), 2566–2582 (2012). https://doi.org/10.1016/j.rser.2012.01.074
Czechowska-Kosacka, A.: Phosphorus Speciation Forms in Sewage Sludge from Selected Wastewater Treatment Plants (2016)
Frossard, E., Sinaj, S., et al.: The fate of sludge phosphorus in soil-plant systems. Soil Sci. Soc. Am. J. 60, 1248–1253 (1996). https://doi.org/10.2136/sssaj1996.03615995006000040041x
Kwapinski, W., Tsotsas, E.: Characterization of particulate materials in respect to drying. Dry. Technol. 24(9), 1083–1092 (2006). https://doi.org/10.1080/07373930600778155
Wnetrzak, R., Kwapinski, W., Peters, K., Sommer, S.G., Jensen, L.S., Leahy, J.J.: The influence of the pig manure separation system on the energy production potentials. Bioresour. Technol. 136, 502–508 (2013). https://doi.org/10.1016/j.biortech.2013.03.001
Flaga, A.: Sludge drying (2005).
Ajiboye, B., Akinremi, O., Racz, G.: Laboratory characterization of phosphorus in fresh and oven-dried organic amendments. J. Environ. Qual. 33, 1062–1069 (2004). https://doi.org/10.2134/jeq2004.1062
Li, R.D., Jing, Y., Wang, W., Yanlong, L., Zhang, Z.: Transformation of phosphorus during drying and roasting of sewage sludge. Waste Manag (2014). https://doi.org/10.1016/j.wasman.2014.03.022
Commission, E.: IN-DEPTH REPORT: Sustainable Phosphorus Use (2013)
Cieślik, B.M., Namieśnik, J., Konieczka, P.: Review of sewage sludge management: standards, regulations and analytical methods. J. Clean. Prod. 90, 1–15 (2015). https://doi.org/10.1016/j.jclepro.2014.11.031
Cieślik, B., Konieczka, P.: A review of phosphorus recovery methods at various steps of wastewater treatment and sewage sludge management. The concept of “no solid waste generation” and analytical methods. J. Clean. Prod. (2016). https://doi.org/10.1016/j.jclepro.2016.11.116
Khiari, B., Marias, F., Zagrouba, F., Vaxelaire, J.: Analytical study of the pyrolysis process in a wastewater treatment pilot station. Desalination 167, 39–47 (2004). https://doi.org/10.1016/j.desal.2004.06.111
Josef Langen, F.W., Reinmöller, F., Grüner, G.: Sewage sludge: Fluidized bed incineration as a reliable and proven treatment process (2018).
Hernandez, A.B., Ferrasse, J.H., Akkache, S., Roche, N.: Thermochemical conversion of sewage sludge by TGA-FTIR analysis: influence of mineral matter added. Drying Technol. 33(11), 1318–1326 (2015). https://doi.org/10.1080/07373937.2015.1036283
Fytili, D., Zabaniotou, A.: Utilization of sewage sludge in EU application of old and new methods: a review. Renew. Sustain. Energy Rev. 12(1), 116–140 (2008). https://doi.org/10.1016/j.rser.2006.05.014
Zhang, Q., Liu, H., Li, W., Xu, J., Liang, Q.: Behavior of phosphorus during Co-gasification of sewage sludge and coal. Energy Fuels 26, 2830–2836 (2012). https://doi.org/10.1021/ef300006d
Qian, T.-T., Jiang, H.: Migration of phosphorus in sewage sludge during different thermal treatment processes. ACS Sustain. Chem. Eng. 2(6), 1411–1419 (2014). https://doi.org/10.1021/sc400476j
Herzel, H., Krüger, O., Hermann, L., Adam, C.: Sewage sludge ash: a promising secondary phosphorus source for fertilizer production. Sci. Total Environ. 542, 1136–1143 (2016). https://doi.org/10.1016/j.scitotenv.2015.08.059
Petzet, S., Peplinski, B., Cornel, P.: On wet chemical phosphorus recovery from sewage sludge ash by acidic or alkaline leaching and an optimized combination of both. Water Res. 46(12), 3769–3780 (2012). https://doi.org/10.1016/j.watres.2012.03.068
Adam, C., Peplinski, B., Michaelis, M., Kley, G., Simon, F.G.: Thermochemical treatment of sewage sludge ashes for phosphorus recovery. Waste Manag. 29(3), 1122–1128 (2009). https://doi.org/10.1016/j.wasman.2008.09.011
Water, I.: National Wastewater Sludge Management Plan (2016)
Partnership, N.B.: National Manual of Good Practice for Biosolids (2011)
Yao, J., Li, W.-B., Kong, Q.-N., Wu, Y.-Y., He, R., Shen, D.-S.: Content, mobility and transfer behavior of heavy metals in MSWI bottom ash in Zhejiang province, China. Fuel 89(3), 616–622 (2010). https://doi.org/10.1016/j.fuel.2009.06.016
Donatello, S.: Characteristics of incinerated sewage sludge ashes: potential for phosphate extraction and re-use as a pozzolanic material in construction products (2009)
Kroiss, H., Rechberger, H., Egle, L.: Phosphorus in water quality and waste management. Integr. Waste Manag. 2, 181–214 (2011)
Guedes, P., Couto, N., Ottosen, L.M., Ribeiro, A.B.: Phosphorus recovery from sewage sludge ash through an electrodialytic process. Waste Manag. 34(5), 886–892 (2014). https://doi.org/10.1016/j.wasman.2014.02.021
Bialowiec, A., Janczukowicz, W., Krzemieniewski, M.: Possibilities of management of waste fly ashes from sewage sludge thermal treatment in the aspect of legal regulations. Rocznik Ochrona Srodowiska 11, 959–971 (2009)
Cyr, M., Coutand, M., Clastres, P.: Technological and environmental behavior of sewage sludge ash (SSA) in cement-based materials. Cem. Concr. Res. 37(8), 1278–1289 (2007). https://doi.org/10.1016/j.cemconres.2007.04.003
Franz, M.: Phosphate fertilizer from sewage sludge ash (SSA). Waste Manag. 28(10), 1809–1818 (2008). https://doi.org/10.1016/j.wasman.2007.08.011
Werle, S., Sobek, S.: Gasification of sewage sludge within a circular economy perspective: a Polish case study. Environ. Sci. Pollut. Res. (2019). https://doi.org/10.1007/s11356-019-05897-2
Donatello, S., Tong, D., Cheeseman, C.R.: Production of technical grade phosphoric acid from incinerator sewage sludge ash (ISSA). Waste Manag. 30(8), 1634–1642 (2010). https://doi.org/10.1016/j.wasman.2010.04.009
Thygesen, A.M., Wernberg, O., Skou, E., Sommer, S.G.: Effect of incineration temperature on phosphorus availability in bio-ash from manure. Environ. Technol. 32(6), 633–638 (2011). https://doi.org/10.1080/09593330.2010.509355
Ottosen, L.M., Kirkelund, G.M., Jensen, P.E.: Extracting phosphorous from incinerated sewage sludge ash rich in iron or aluminum. Chemosphere 91(7), 963–969 (2013). https://doi.org/10.1016/j.chemosphere.2013.01.101
Pettersson, A., Amand, L.E., Steenari, B.M.: Leaching of ashes from co-combustion of sewage sludge and wood. Part I: recovery of phosphorus. Biomass Bioenergy 32(3), 224–235 (2008). https://doi.org/10.1016/j.biombioe.2007.09.016
Wang, Q., Li, J.-S., Tang, P., Fang, L., Poon, C.S.: Sustainable reclamation of phosphorus from incinerated sewage sludge ash as value-added struvite by chemical extraction, purification and crystallization. J. Clean. Prod. 181, 717–725 (2018). https://doi.org/10.1016/j.jclepro.2018.01.254
Frederik Neuwahl, G.C., Benavides, J.G., Holbrook, S., Roudier, S.: Best Available Techniques (BAT) Reference Document for Waste Incineration (2019)
Werther, J., Ogada, T.: Sewage sludge combustion. Prog. Energy Combust. Sci. 25(1), 55–116 (1999). https://doi.org/10.1016/S0360-1285(98)00020-3
van Loo, S., Koppejan, J.: The Handbook of Biomass Combustion and Cofiring. Earthscan, London (2008)
Buekens, A.: Incineration waste incineration technologies incineration technologies. In: Meyers, R.A. (ed.) Encyclopedia of Sustainability Science and Technology, pp. 5235–5296. Springer, New York (2012)
Basu, P.: Combustion and gasification in fluidized beds. CRC Press, New York (2006)
Moško, J., Pohořelý, M., Zach, B., Svoboda, K., Durda, T., Jeremiáš, M., Šyc, M., Václavková, Š, Skoblia, S., Beňo, Z., Brynda, J.: Fluidized bed incineration of sewage sludge in O2/N2 and O2/CO2 atmospheres. Energy Fuels 32(2), 2355–2365 (2018). https://doi.org/10.1021/acs.energyfuels.7b02908
Li, R., Teng, W., Li, Y., Wang, W., Cui, R., Yang, T.: Potential recovery of phosphorus during the fluidized bed incineration of sewage sludge. J. Clean. Prod. 140, 964–970 (2017). https://doi.org/10.1016/j.jclepro.2016.06.177
Cammarota, A., Cammarota, F., Chirone, R., Ruoppolo, G., Solimene, R., Urciuolo, M.: Fluidized bed combustion of pelletized sewage sludge in a pilot scale reactor. Combust. Sci. Technol. 191(9), 1661–1676 (2019). https://doi.org/10.1080/00102202.2019.1605363
Krüger, O., Grabner, A., Adam, C.: Complete survey of German sewage sludge ash. Environ. Sci. Technol. 48(20), 11811–11818 (2014). https://doi.org/10.1021/es502766x
Takahashi, M., Takemoto, Y., Yuuki, E.: Phosphorus recovery from incinerated ash of sewage sludge by heat treatment. J. Mater. Sci. Eng. A (2019). https://doi.org/10.17265/2161-6213/2019.1-2.003
Raheem, A., Sikarwar, V.S., He, J., Dastyar, W., Dionysiou, D.D., Wang, W., Zhao, M.: Opportunities and challenges in sustainable treatment and resource reuse of sewage sludge: a review. Chem. Eng. J. 337, 616–641 (2018). https://doi.org/10.1016/j.cej.2017.12.149
Gorazda, K., Kowalski, Z., Wzorek, Z.: From sewage sludge ash to calcium phosphate fertilizers. Polish J. Chem. Technol. (2012). https://doi.org/10.2478/v10026-012-0084-3
Damaraju, M., Yoshihara, H., Bhattacharyya, D., Panda, T.K., Kurilla, K.K.: Phosphorus recovery from the sludge generated from a continuous bipolar mode electrocoagulation (CBME) system. Water Sci. Technol. 79(7), 1348–1356 (2019). https://doi.org/10.2166/wst.2019.131
Kasina, M., Wendorff-Belon, M., Kowalski, P.R., Michalik, M.: Characterization of incineration residues from wastewater treatment plant in Polish city: a future waste based source of valuable elements? J. Mater. Cycles Waste Manag. 21(4), 885–896 (2019). https://doi.org/10.1007/s10163-019-00845-1
Egle, L., Rechberger, H., Zessner, M.: Overview and description of technologies for recovering phosphorus from municipal wastewater. Resour. Conserv. Recycl. 105, 325–346 (2015). https://doi.org/10.1016/j.resconrec.2015.09.016
Werle, S., Wilk, R.K.: A review of methods for the thermal utilization of sewage sludge: the Polish perspective. Renew. Energy 35(9), 1914–1919 (2010). https://doi.org/10.1016/j.renene.2010.01.019
Kwapinski, W., Byrne, C.M.P., Kryachko, E., Wolfram, P., Adley, C., Leahy, J.J., Novotny, E.H., Hayes, M.H.B.: Biochar from biomass and waste. Waste Biomass Valorization 1(2), 177–189 (2010). https://doi.org/10.1007/s12649-010-9024-8
Narges Razmjoo, H.S.: Thermal treatment of sludge (2011)
Ran, C., Liu, Y., Siddiqui, A.R., Siyal, A.A., Mao, X., Kang, Q., Fu, J., Ao, W., Dai, J.: Pyrolysis of textile dyeing sludge in fluidized bed: analysis of products, and migration and distribution of heavy metals. J. Clean. Prod. 241, 118308 (2019). https://doi.org/10.1016/j.jclepro.2019.118308
Lynch, D., Henihan, A.M., Kwapinski, W., Zhang, L., Leahy, J.J.: Ash agglomeration and deposition during combustion of poultry litter in a bubbling fluidized-bed combustor. Energy Fuels 27(8), 4684–4694 (2013). https://doi.org/10.1021/ef400744u
Bridle, T., Pritchard, D.: Energy and nutrient recovery from sewage sludge via pyrolysis. Water Sci. Technol. 50, 169–175 (2004). https://doi.org/10.2166/wst.2004.0562
16788:2014, C.T.: Characterization of sludges: guideline of good practice for thermal processes (2014)
Hossain, M.K., Strezov, V., Chan, K.Y., Ziolkowski, A., Nelson, P.F.: Influence of pyrolysis temperature on production and nutrient properties of wastewater sludge biochar. J. Environ. Manag. 92(1), 223–228 (2011). https://doi.org/10.1016/j.jenvman.2010.09.008
Chen, T., Zhang, Y., Wang, H., Lu, W., Zhou, Z., Zhang, Y., Ren, L.: Influence of pyrolysis temperature on characteristics and heavy metal adsorptive performance of biochar derived from municipal sewage sludge. Biores. Technol. 164, 47–54 (2014). https://doi.org/10.1016/j.biortech.2014.04.048
Jin, J., Li, Y., Zhang, J., Wu, S., Cao, Y., Liang, P., Zhang, J., Wong, M.H., Wang, M., Shan, S., Christie, P.: Influence of pyrolysis temperature on properties and environmental safety of heavy metals in biochars derived from municipal sewage sludge. J. Hazard. Mater. 320, 417–426 (2016). https://doi.org/10.1016/j.jhazmat.2016.08.050
Park, H.J., Heo, H.S., Park, Y.-K., Yim, J.-H., Jeon, J.-K., Park, J., Ryu, C., Kim, S.-S.: Clean bio-oil production from fast pyrolysis of sewage sludge: effects of reaction conditions and metal oxide catalysts. Bioresour. Technol. 101(1), S83–S85 (2010). https://doi.org/10.1016/j.biortech.2009.06.103
Lu, G.Q., Low, J.C.F., Liu, C.Y., Lua, A.C.: Surface area development of sewage sludge during pyrolysis. Fuel 74(3), 344–348 (1995). https://doi.org/10.1016/0016-2361(95)93465-P
Campuzano, F., Brown, R.C., Martínez, J.D.: Auger reactors for pyrolysis of biomass and wastes. Renew. Sustain. Energy Rev. 102, 372–409 (2019). https://doi.org/10.1016/j.rser.2018.12.014
Barry, D., Barbiero, C., Briens, C., Berruti, F.: Pyrolysis as an economical and ecological treatment option for municipal sewage sludge. Biomass Bioenergy 122, 472–480 (2019). https://doi.org/10.1016/j.biombioe.2019.01.041
Praspaliauskas, M., Pedišius, N.: A review of sludge characteristics in Lithuania’s wastewater treatment plants and perspectives of its usage in thermal processes. Renew. Sustain. Energy Rev. 67, 899–907 (2017). https://doi.org/10.1016/j.rser.2016.09.041
Trazzi, P.A., Leahy, J.J., Hayes, M.H.B., Kwapinski, W.: Adsorption and desorption of phosphate on biochars. J. Environ. Chem. Eng. 4(1), 37–46 (2016). https://doi.org/10.1016/j.jece.2015.11.005
Ghanim, B.M., Kwapinski, W., Leahy, J.J.: Hydrothermal carbonisation of poultry litter: effects of initial pH on yields and chemical properties of hydrochars. Bioresour. Technol. 238, 78–85 (2017). https://doi.org/10.1016/j.biortech.2017.04.025
Huang, R., Fang, C., Lu, X., Jiang, R., Tang, Y.: Transformation of phosphorus during (hydro)thermal treatments of solid biowastes: reaction mechanisms and implications for p reclamation and recycling. Environ. Sci. Technol. 51(18), 10284–10298 (2017). https://doi.org/10.1021/acs.est.7b02011
Xue, X., Chen, D., Song, X., Dai, X.: Hydrothermal and pyrolysis treatment for sewage sludge: choice from product and from energy benefit. Energy Proc. 66, 301–304 (2015). https://doi.org/10.1016/j.egypro.2015.02.064
Ghanim, B.M., Pandey, D.S., Kwapinski, W., Leahy, J.J.: Hydrothermal carbonisation of poultry litter: effects of treatment temperature and residence time on yields and chemical properties of hydrochars. Bioresour. Technol. 216, 373–380 (2016). https://doi.org/10.1016/j.biortech.2016.05.087
Libra, J., Ro, K., Kammann, C., Funke, A., Berge, N., Neubauer, Y., Titirici, M., Fühner, C., Bens, O., Kern, J., Emmerich, K.-H.: Hydrothermal carbonization of biomass residuals: a comparative review of the chemistry, processes and applications of wet and dry pyrolysis. Biofuels (2011). https://doi.org/10.4155/bfs.10.81
Atallah, E., Kwapinski, W., Ahmad, M.N., Leahy, J.J., Al-Muhtaseb, A.H., Zeaiter, J.: Hydrothermal carbonization of olive mill wastewater: liquid phase product analysis. J. Environ. Chem. Eng. 7(1), 8 (2019). https://doi.org/10.1016/j.jece.2018.102833
Eunhye Song, S.P., Kim, H.: Upgrading hydrothermal carbonization (HTC) hydrochar from sewage sludge. Energies 12, 2383 (2019)
Bhatt, D., Shrestha, A., Dahal, R., Acharya, B., Basu, P., MacEwen, R.: Hydrothermal carbonization of biosolids from waste water treatment plant. Energies 11, 2286 (2018). https://doi.org/10.3390/en11092286
Atallah, E., Kwapinski, W., Ahmad, M.N., Leahy, J.J., Zeaiter, J.: Effect of water-sludge ratio and reaction time on the hydrothermal carbonization of olive oil mill wastewater treatment: hydrochar characterization. J. Water Process. Eng. 31, 8 (2019). https://doi.org/10.1016/j.jwpe.2019.100813
Peng, C., Zhai, Y., Zhu, Y., Xu, B., Wang, T., Li, C., Zeng, G.: Production of char from sewage sludge employing hydrothermal carbonization: char properties, combustion behavior and thermal characteristics. Fuel (2016). https://doi.org/10.1016/j.fuel.2016.02.068
Saetea, P., Tippayawong, N.: Recovery of value-added products from hydrothermal carbonization of sewage sludge. ISRN Chem. Eng. (2013). https://doi.org/10.1155/2013/268947
Wang, T., Zhai, Y., Zhu, Y., Peng, C., Wang, T., Xu, B., Li, C., Zeng, G.: Feedwater pH affects phosphorus transformation during hydrothermal carbonization of sewage sludge. Bioresour. Technol. 245, 182–187 (2017). https://doi.org/10.1016/j.biortech.2017.08.114
Becker, G.C., Wust, D., Kohler, H., Lautenbach, A., Kruse, A.: Novel approach of phosphate-reclamation as struvite from sewage sludge by utilising hydrothermal carbonization. J. Environ. Manag. 238, 119–125 (2019). https://doi.org/10.1016/j.jenvman.2019.02.121
Schneider, F., Haderlein, S.: Potential effects of biochar on the availability of phosphorus: mechanistic insight. Geoderma (2016). https://doi.org/10.15496/publikation-14444
Ovsyannikova, E., Arauzo, P.J., Becker, G.C., Kruse, A.: Experimental and thermodynamic studies of phosphate behavior during the hydrothermal carbonization of sewage sludge. Sci. Total Environ. 692, 147–156 (2019). https://doi.org/10.1016/j.scitotenv.2019.07.217
Takahashi, M., Takemoto, Y., Onishi, K.: Phosphorus recovery from carbonized sewage sludge by hydrothermal processes. J. Mater. Sci. Eng. B (2015). https://doi.org/10.17265/2161-6221/2015.1-2.006
Pandey, D.S., Kwapinska, M., Gomez-Barea, A., Horvat, A., Fryda, L.E., Rabou, L., Leahy, J.J., Kwapinski, W.: Poultry litter gasification in a fluidized bed reactor: effects of gasifying agent and limestone addition. Energy Fuels 30(4), 3085–3096 (2016). https://doi.org/10.1021/acs.energyfuels.6b00058
Samolada, M.C., Zabaniotou, A.A.: Comparative assessment of municipal sewage sludge incineration, gasification and pyrolysis for a sustainable sludge-to-energy management in Greece. Waste Manag. 34(2), 411–420 (2014). https://doi.org/10.1016/j.wasman.2013.11.003
Gorazda, K., Tarko, B., Werle, S., Wzorek, Z.: Sewage sludge as a fuel and raw material for phosphorus recovery: combined process of gasification and P extraction. Waste Manag. 73, 404–415 (2018). https://doi.org/10.1016/j.wasman.2017.10.032
Parés Viader, R., Jensen, P.E., Ottosen, L.M., Ahrenfeldt, J., Hauggaard-Nielsen, H.: Electrodialytic extraction of phosphorus from ash of low-temperature gasification of sewage sludge. Electrochim. Acta 181, 100–108 (2015). https://doi.org/10.1016/j.electacta.2015.05.025
Furness, D.T., Hoggett, L.A., Judd, S.J.: Thermochemical treatment of sewage sludge. Water Environ. J. 14(1), 57–65 (2000). https://doi.org/10.1111/j.1747-6593.2000.tb00227.x
Atienza-Martínez, M., Gea, G., Arauzo, J., Kersten, S.R.A., Kootstra, A.M.J.: Phosphorus recovery from sewage sludge char ash. Biomass Bioenergy 65, 42–50 (2014). https://doi.org/10.1016/j.biombioe.2014.03.058
Parés Viader, R., Jensen, P., Ottosen, L., Thomsen, T., Ahrenfeldt, J., Hauggaard-Nielsen, H.: Comparison of phosphorus recovery from incineration and gasification sewage sludge ash. Water Sci. Technol. (2016). https://doi.org/10.2166/wst.2016.620
Ghanim, B.M., Kwapinski, W., Leahy, J.J.: Speciation of nutrients in hydrochar produced from hydrothermal carbonization of poultry litter under different treatment conditions. ACS Sustain. Chem. Eng. 6(9), 11265–11272 (2018). https://doi.org/10.1021/acssuschemeng.7b04768
Maguire, R.O., Sims, J.T., Dentel, S., Coale, F.J., Mah, J.T.: Relationships between biosolids treatment process and soil phosphorus availability. J. Environ. Qual. 30, 1023–1033 (2001). https://doi.org/10.2134/jeq2001.3031023x
Frossard, E., Tekely, P., Grimal, J.Y.: Characterization of phosphate species in urban sewage sludges by high-resolution solid-state 31P NMR. Eur. J. Soil Sci. 45(4), 403–408 (1994). https://doi.org/10.1111/j.1365-2389.1994.tb00525.x
Magdziarz, A., Wilk, M., Gajek, M., Nowak-Woźny, D., Kopia, A., Kalemba-Rec, I., Koziński, J.A.: Properties of ash generated during sewage sludge combustion: a multifaceted analysis. Energy 113, 85–94 (2016). https://doi.org/10.1016/j.energy.2016.07.029
Peplinski, B., Adam, C., Michaelis, M., Kley, G., Emmerling, F., Simon, F.: Reaction sequences in the thermo-chemical treatment of sewage sludge ashes revealed by X-ray powder diffraction: a contribution to the European project SUSAN. Zeitschrift Fur Kristallographie 2009, 459–464 (2009). https://doi.org/10.1524/zksu.2009.0068
Gondek, K., Mierzwa-Hersztek, M., Kopeć, M., Sikora, J., Lošák, T., Grzybowski, P.: Sewage sludge biochar effects on phosphorus mobility in soil and accumulation in plant. Ecol. Chem. Eng. S 26, 367–381 (2019). https://doi.org/10.1515/eces-2019-0026
Müller-Stöver, D., Jakobsen, I., Grønlund, M., Rolsted, M., Magid, J., Hauggaard-Nielsen, H.: Phosphorus bioavailability in ash from straw and sewage sludge processed by low-temperature biomass gasification. Soil Use Manag. (2018). https://doi.org/10.1111/sum.12399
Qian, T., Yang, Q., Jun, D., Dong, F., Zhou, Y.: Transformation of phosphorus in sewage sludge biochar mediated by a phosphate-solubilizing microorganism. Chem. Eng. J. (2018). https://doi.org/10.1016/j.cej.2018.11.015
Havukainen, J., Nguyen, M.T., Hermann, L., Horttanainen, M., Mikkilä, M., Deviatkin, I., Linnanen, L.: Potential of phosphorus recovery from sewage sludge and manure ash by thermochemical treatment. Waste Manag. 49, 221–229 (2016). https://doi.org/10.1016/j.wasman.2016.01.020
Herzel, H.: Sustainable sewage sludge management fostering phosphorus recovery and energy efficiency (2015)
Möller, K.: Assessment of Recycled Phosphorus Fertilizers for Organic Farming: Chars. Ashes, Slags (2016)
Grüner G., M.J., Schaaf M., Reinmöller F.: Phosphorus recycling by Mephrec®-State of development (2017).
Hosho, F.: Phosphorus Recovery from Sewage Sludge by High-Temperature Thermochemical Process (KUBOTA Process), pp. 189–199. Springer, New York (2019)
Weigand, H., Bertau, M., Hübner, W., Bohndick, F., Bruckert, A.: RecoPhos: full-scale fertilizer production from sewage sludge ash. Waste Manag. 33(3), 540–544 (2013). https://doi.org/10.1016/j.wasman.2012.07.009
Amann, A., Zoboli, O., Krampe, J., Rechberger, H., Zessner, M., Egle, L.: Environmental impacts of phosphorus recovery from municipal wastewater. Resour. Conserv. Recycl. 130, 127–139 (2018). https://doi.org/10.1016/j.resconrec.2017.11.002
Schaum, C., Cornel, P., Jardin, N.: Phosphorus recovery from sewage sludge ash–a wet chemical approach. Environ. Technol. (2007). https://doi.org/10.1080/09593330903213879
Petzet, S., Peplinski, B., Bodkhe, S., Cornel, P.: Recovery of phosphorus and aluminium from sewage sludge ash by a new wet chemical elution process (SESAL-Phos-recovery process). Water Sci. Technol. 64, 693–699 (2011). https://doi.org/10.2166/wst.2011.682
Acknowledgements
This work has been done within the Project “REFLOW (Phosphorus REcovery for FertiLisers frOm dairy processing Waste)” which has been launched in January 2019, and is funded by the HORIZON 2020 Marie Skłodowska-Curie Innovative Training Networks programme of the European Union.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kwapinski, W., Kolinovic, I. & Leahy, J.J. Sewage Sludge Thermal Treatment Technologies with a Focus on Phosphorus Recovery: A Review. Waste Biomass Valor 12, 5837–5852 (2021). https://doi.org/10.1007/s12649-020-01280-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-020-01280-2