
Abstract
Purpose
Fluidized bed combustion is currently intensively developed throughout the world to produce energy from several types of solid fuels, while significantly reducing pollutant emissions with respect to conventional combustion units. Accurate models must be formulated at both bed and particle levels to operate efficiently such units, since local phenomena such as particle temperature and combustion rate are crucial aspects for process improvement and control. In this sense, this article proposes a classification of local scale models to represent the evolution of char heterogeneous combustion of any carbonaceous particles.
Methods
Existing models are described and classified based on the characteristics of the governing equations, the thermal behavior of the gas and solid phases and the description of both the burning particle and the surrounding gas, under a heterogeneous or pseudo-continuous assumption. Criteria for choosing one model instead of others are also considered, depending on the case. The so-called Intrinsic Reactivity Models are described in detail for evaluating the pertinence of their simulated results. The use of CFD to build a simulation scheme of the solid combustion process at local scale is also presented and discussed.
Results
A complete description of the solid fuel burning process is given, along with useful information concerning the evolution of different variables, such as particle internal temperature that governs the reaction rate and gas composition.
Conclusions
This comparative analysis gives a strong basis to select the appropriate modeling approach. Finally, recommendations are proposed for model application and future development.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
When a carbonaceous solid is burned, a correct evaluation of the resulting local operating conditions at the solid particle scale becomes extremely important. Particularly, particle thermal level and the evolution of its thermal profile are key aspects since they directly determine the formation and potential release of volatile pollutants (VOCs, H2S, furans, dioxins, NOx, heavy metals) and related phenomena such as sulfur self-retention by ash.
Consequently, the accurate prediction (through a versatile modeling tool) of the resulting temperature profiles and the local operating conditions becomes a task of great environmental relevance for estimating the disengagement of the potential volatiles created and, hence, acting on the operating conditions with the aim of minimizing pollutants formation (optimization).
These issues regarding pollutants emissions have led to the search of “environmental friendly” techniques. In this sense, fluidization appears as a “clean technology” for waste incineration.
A fluidized bed (FB) is a type of contactor that is widely used for the thermal treatment of solids such as coal and solid waste (municipal waste, dry sewage sludge). It implicates a large amount of non-combustible fluidized particles (usually sand, fuel ash and sorbents) that constitute the largest part of the fluidized bed layer (above 90 %) in which reacting particles are immersed. Low-grade fuel mixtures have also been processed in FBs (e.g. biomass mixture, in the presence of oxygen—co-combustion—or not—gasification processes) [1]. Specifically, fluidized bed incinerating units (Fig. 1) reduce the ultimate residue volume and guarantee its sterilization, while the energy released may be used for heating or for producing electricity. They operate under clean conditions [2], and understanding their behavior is a very important matter in order to master the process. Indeed, the control of incinerators is a complex task that needs to establish the best operating conditions to reduce as much as possible the environmental impact. Van Caneghem et al. [3], in their review article critically consider the main variables and parameters that govern the design and operation of fluidized bed waste incinerators. Their article deals with modeling and design strategy of these units, but also reviews the emission and control of pollutants, the fate of the residues and possible de-fluidization (due to agglomeration and sintering).

Schematic of a typical bubbling fluidized bed incinerator (fluidized bed sludge combustor of Brugge, Belgium, reprinted with permission from [7], Copyright 2008, Elsevier), where 1 sludge feed; 2 fluidized bed; 3 freeboard; 4 pre-heater of primary air; 5–6 secondary air; 7 air to start up burner; 8–9 windbox; 10 distributor; 11 make-up sand; 12 exhaust to further heat recovery, electrostatic precipitator, pollutant abatement, stack. The distributor has a central hole feeding a water-cooled screw conveyor for bottom ash removal
Most of the recent practical progresses in fluidized bed combustors and gasifiers have been developed with little input from the fundamental understanding of fluidization phenomena and associated reaction phenomena. These units are designed by following highly empirical principles based on the extrapolation of pilot plant test data [4]. Then, the performance of the FB drops significantly when the hydrodynamic deviates from the designed fluidization regime [5]. Therefore, a deep comprehension of physic-chemical complex phenomena occurring in FB combustors is crucial for process improvement and control.
In the eighties, Smith [6] had pointed out the indisputable need for getting a deeper understanding on the numerous phenomena that occur in and around particles during thermal processes in order to be able to improve the performance of existing combustors or/and incinerators and even to develop new alternatives. From that time, much progress has been made in this regard. In fact, several investigations have been made concerning the complex process of incineration of carbonaceous materials including simultaneous physical phenomena that condition the final heterogeneous combustion reaction.
Even if four different steps can be identified during the solid fuels (or biomass) combustion: heating and drying, devolatilization, volatile combustion and char combustion; and simultaneous secondary phenomena (pollutant release, slugging, etc.) [8], the rate of the overall process is limited (and controlled) by the rate of the char combustion process itself [9]. Although related phenomena should be considered strictly, solid consumption due to heterogeneous combustion usually determines the global combustion efficiency and thus the energy use associated with the operation.
This context emphasizes the need of achieving a strong computational tool to simulate the incinerator behavior, either for analyzing the performance of an existing incinerator or for designing new ones (usual situation in chemical reaction engineering domain).
Different research groups have reported simple approaches that provide a good first insight in what is critical to design the combustor considering the local phenomena at the burning particle [10–15]. Even with different shortcomings these works are also fair design approaches.
Concerning the char heterogeneous combustion step, it is then necessary to have an overview of the different model formulations to carry out computational simulations at the local scale (particle). Existing models represent well the contact between the burning solid particles and the gas, the solid consumption and its temperature level, but they require the evaluation of many parameters [16]. These parameters may not be easily estimated because they strongly depend on the operating conditions and the solid structure.
This review describes what is known and what remains to be undertaken about the modeling of the local process of heterogeneous combustion of the residual char of a carbonaceous material (municipal waste, sewage sludge, biomass, or even coal) from the transport phenomena modeling point of view. The purpose is to present in a comparative and informative way the various local models and approaches representing this gas–solid combustion reaction in the dense phase of FB incinerators/combustors. This will be latter useful to build global combustor simulations, coupling the local phenomena to the FB hydrodynamics [17].
First, the four steps mentioned above are briefly described (“Main Characteristics of Thermal Processes for Solid Fuels and Modeling Domains” section). The difference between local and global scales and the link between both scales are also introduced in this section.
An update of the more comprehensive local models for representing the local physics and chemistry of the solid transformation is presented in “Local Models for General Thermal Treatments of Waste and Carbonaceous Material Solid Particles” section: kinetic rate models and thermodynamic equilibrium models. A brief reference to Neural Network Models is also included in “Neural Network Models” section. The definition and main characteristics of transport models are presented in the final item of “Local Models for General Thermal Treatments of Waste and Carbonaceous Material Solid Particles” section, together with a general formulation. A classification of local transport models is presented in “Classification and main characteristics of local transport models for char heterogeneous combustion” section as a basis for the analysis of Local Intrinsic Reactivity Models (“Intrinsic Reactivity Models—IRM (Type II in Table 2)” section) and local Computational Fluid-Dynamic (CFD) Models (“CFD Models (Type III in Table 1)” section).
Finally, the paper concludes from the analysis given above with recommendations for model application and future work on the subject.
Main Characteristics of Thermal Processes for Solid Fuels and Modeling Domains
In this section, we briefly consider the main steps involved in carbonaceous material thermal decomposition, the specific features of waste and coal combustion in FB, and the main links between local and global simulation models in such processes. A detailed description of all de composition process during combustion has been reported by LaNauze [18].
Thermal Decomposition Processes During the Combustion of Carbonaceous Materials: Principles and Different Steps
The three main thermal processes that allow converting carbonaceous materials to different products of commercial interest are devolatilization, gasification and combustion [19]. Also, when municipal solid waste is incinerated, these processes are present in the incinerating environment and must be considered as steps of the global waste degradation.
When a carbonaceous material (coal, wood, biomass, solid waste, etc.) is exposed to a heat source and the heat flux reaches its external surface, heat conduction into the particle causes a local temperature increase. This step in the thermal process experienced by the particle is called heating and drying. When the temperature reaches 373 K, an intense process of evaporation and drying begins but no chemical reaction takes place at this stage [20].
As soon as the moisture is evaporated, the particle temperature rises up to 473–573 K, where thermal decomposition begins (Fig. 2) and the organic matter is weakened. If the thermal degradation takes place in an oxidizing environment the process is called devolatilization, while if the decomposition occurs in a neutral or reducing atmosphere this stage is known as pyrolysis. This is a fast process that generates: permanent gases, tar (the tar is composed of hydrocarbons that can condense at low temperatures) and char [19]. The partition between the three products depends on the initial material composition, the heating rate, the surrounding temperature, and the gas composition. For example, up to 70 % weight loss (gas + tar) is observed in the case of coal.

Scheme of devolatilization and combustion of a carbonaceous material particle
Several attention was paid to the fundamentals of devolatilization/pyrolysis process, where numerous efforts were applied in order to develop a complete understanding of this complex step. Nonetheless, the fundamentals of this step are not yet completely understood and it is experimentally difficult to quantify the volatile species (CO, CO2, H2, CH4, H2O, etc.), produced during this step [21].
The oxidation processes (combustion) occur when some part of the char reacts with the oxygen (heterogeneous reactions) and so do the pyrolysis volatile products (homogeneous reactions).
The combustion reactions of char (here assumed as pure carbon) and devolatilization gases can be described as a series of simple chemical reactions as follows:
Also gasification reactions could occur. In this sense, char may react with steam to produce CO and H2 (syngas), it is the steam gasification reaction:
Additionally, the reversible gas phase “water–gas-shift” reaction rapidly reaches equilibrium condition at the corresponding high temperature. This contributes to balance the concentration of gaseous species.
Table 1 summarizes the different steps of the thermal degradation, its thermal characteristics and temperature for each of them.
It is important to recall here that gasification differs strongly from combustion: during gasification, the amount of O2 (air) is strictly controlled in order to keep the process under a relatively low partial pressure of oxidant, and as a consequence a small amount of the solid fuel undergoes complete combustion (this is a partial oxidation to provide heat to the system). In gasification, the feedstock is broken from the chemical point of view to produce “syngas” (mix of CO, H2 and other organic volatile gas species in very low concentration). A very clear description the main characteristics of combustion, gasification and pyrolysis and their differences has been reported by Bridgwater [22].
Waste Incineration and Coal Combustion Process in Fluidized Bed
When a combustion/incineration process of solid fuels is carried out in a bubbling fluidized bed (Fluidized Bed Combustor, FBC), the solid fuels are mixed inside the fluidized bed by the air. This action, similarly to a boiling liquid, provides a very appropriate contact media for chemical reactions (particularly for heterogeneous reactions) and a very high heat transfer rate to immersed surfaces [23, 24]. The energetic valorization of waste in fluidized bed is possible due to the easiness and high efficiency to recover heat from the bed by means of internals.
The FBC was proved to be well suited to burn different fuels like low quality fuels (high ash coals and coal mine wastes) and fuels with highly variable heat content, including biomass and mixtures of fuels that are usually difficult to ignite [4]. Solid fuels are burned at temperature of 1023–1223 K, a convenient range where contaminant gases formation is considerably lower than in conventional units. A thorough treatment of emissions has been carried out by Van Caneghem et al. [3]. Concerning the NOx formation (and abatement) during fluidized bed combustion of biomass and coal, a specific description was given by Mahmoudi et al. [25].
In FBC the possible generation of pollutants can be controlled with acceptable efforts. Usually, the mixing action of the fluidized bed brings the flue gases into contact with a sulphur-absorbing chemical, such as limestone or dolomite. Most of the sulphur pollutants in the fuel can be captured inside the bed vessel by the sorbent.
Commercial FBC units are more efficient than conventional units. The operation of these units is strongly linked to economic and environmental constraints, mainly due to the nature of the involved carbonaceous fuels (coals, biomass residues and municipal waste).
Improved understanding of fluidization fundamentals related to gasification and combustion phenomena may guide commercial equipment design and selection of special features. In addition to direct observation of operating plants that continuously work for improving performance and utility, the experimentation and modeling will continue to be a fundamental path for future engineering innovations.
Different parameters and variables concerning design criteria, but also operating conditions, are required for designing fluidized units. The fuel nature (geometry, ash content, thermal properties, composition including pollutants) are the main topics that strongly affect the design and operation of such fluidized beds. As it is quoted by Yang [4], based on the information reported by Makansi [26, 27] and Jones [28], the most significant operating problems experienced by fluidized beds are those connected to tube failures, refractory damage, plugging and erosion of nozzles and drains, deposits and clogging of circulating solids leg seal-valve, coal and ash handling. Some of these aspects are common to other fluidized bed reactors and the continuous evolution of their behavior knowledge is also favorable to combustors design improvement. Based on these facts, the local processes (solid particle scale) concerning coal combustion and waste incineration have common elements that allow representing both of them by some similar modeling approaches.
Model Construction for Solid Fuels Combustion: Global and Local Scales
Developing an incinerator simulator, particularly a FB unit, requires the formulation of models for representing the effects of both physical and chemical phenomena at two scales: (a) the local scale, whose control domain is the burning particle, and (b) the global scale, which is defined as the scale of the reactor/incinerator.
The global scale allows stating (or evaluating) thermal conditions all over the unit and inlet and outlet flow rates. The global scale is also the level for evaluating the hydrodynamics of both phases, solid (e.g., sand) and gas, and the temperature field in the whole bed geometry.
The local scale is the solid fuel particle domain. The complex thermal and chemical degradation of the fuel must be represented appropriately by means of kinetic, thermodynamic and transport phenomena considerations that have to be evaluated at the conditions in the particle neighborhood. Thermal, chemical and hydrodynamic conditions in this particle-surrounding volume are influenced by effects due to local chemical and thermal phenomena: for example, on the one hand local temperature gradients caused by chemical reactions occurring inside the particle determine that a heat transfer flux arises at the external surface of the solid, tending to change the local temperature profile. Secondary phenomena, strongly temperature dependent, occur during the thermal degradation of the carbonaceous solid. The emission rate of different pollutants, like NOx and heavy metals among others, can be modelled coupled to the internal temperature profile predicted by the local scale primary model. For instance, different approaches have been reported when representing mathematically the heavy metal release: heavy metal release based on thermodynamic equilibrium [29–31], kinetic approach in a non-isothermal particle [32]. The global bed dynamics will take this perturbation as a heat source that should be transferred to the whole fluid and solid mass in the bed, in order to maintain the average thermal condition. On the other hand, gases produced at the particle level modify the overall gas composition inside the combustor but air injection and strong gas mixing result in a nearly constant gas composition far from the particles, at a given bed level.
For these reasons, global and local scales are strongly coupled by means of the operating conditions that impose the properties of the bulk of the dense phase. Out of the gas boundary layer, the temperature and bed properties in the region adjacent to the burning particle strongly govern the combustion reaction and the heat and mass transfer inside the particle.
When a complete model of the fluidized unit is developed, the equations representing the local phenomena involve the values of external variables that are “provided” from the resolution of global (reactor scale) heat and mass conservation equations. In this sense, a complex set of balances accounting for both local and global changes must be solved at the same time. This is the origin and the way to go from one to the other scale of modeling. Our attention will be focused on the local scale in the rest of the paper.
Local Models for General Thermal Treatments of Waste and Carbonaceous Material Solid Particles
It is frequently found, in the literature concerning the development of models for combustion/incineration units, that the local-scale phenomena are treated as global phenomena, without paying particular attention to the local variables and their influence on the global behavior of the unit. For example, numerous authors do not include transport phenomena at the local scale since it requires important efforts to determine the transport parameters and properties, and moreover the computational demand is clearly augmented.
The design of FBC requires that local kinetic and transport models are developed based on the conservation principles for mass, energy, momentum and chemical transformations with appropriate degree of fundamental detail [4]. The reactor balances are closely coupled and their solutions, including empirical kinetic expressions and mixing models for the phases, provide evaluations of temperature and gas–solid composition profiles all over the reactor volume.
When combustion is carried out in a FB, implying the different steps described in “Thermal Decomposition Processes During the Combustion of Carbonaceous Materials: Principles and Different” section can occur, it is necessary to include the corresponding modeling approach to evaluate the modifications suffered by the solid fuel as a function of residence time in the bed.
Different alternatives to model these steps have been reported in the bibliography, mainly concerning pyrolysis [33–35] but also gasification and combustion [17, 36, 37] for the cases of different solid fuels: coal, biomass and RDF (residue derived fuel). RDF stands for the processed solid, high calorific value fraction remaining after the recovery of recycled elements from MSW [34]. It mainly consists of biogenic components like paper, cardboard, textiles and wood, and of plastic.
Devolatilization models are generally applicable only to specific materials, limiting their use to problems concerning a narrow variety of fuels. Moreover, it is extremely difficult to determine the model parameters for particular cases [38] since the air factor (30–40 % in simple gasification processes, 0 % in pyrolysis and 120–130 % in full combustion conditions) determines the existence of very different conditions for gasification itself.
Mathematical models need an appropriate description of both chemical kinetics and transport phenomena [35]. If the transport phenomena are included in the formulation, the model can be called a “transport-model” or “particle model”. If not, a description of the transformation itself is a partial approach because the transport of species and heat is not considered in its formulation. Williams et al. [39] published a detailed review about coal combustion modeling, mainly concerning the physical chemical phenomena modeling during combustion.
According to the objective of the models, they can be classified as it is described in the following sections.
Kinetic Models
As a general definition, a kinetic model is conceived to describe the way a process follows to convert reactants to products. Different steps can be proposed to build a kinetic mechanism involving various kinetic parameters.
Devolatilization Kinetic Models
The first type of kinetic models for coal devolatilization corresponds to empirical models. As it is valid for all kinetic experimental studies, experimental data is needed concerning the particular solid fuel considered. Usually, the validity of this approach is restricted to low ranges of operating condition [35]. It is more accurate to adopt a model of multi-step structure.
Several researchers have developed phenomenological macromolecular network models in which the chemical structure of coal is considered as a macromolecular network. Statistical methods are applied in order to describe and predict the network behavior when coal is subjected to devolatilization. The network model can be incorporated into comprehensive coal combustion models and improve the design of combustion plants. The most widely used are the Functional-Group, Depolymerization, Vaporization, Cross-linking (FG-DVC) model [40], the distributed-energy chain (FLASHCHAIN) model [41] and the Chemical Percolation Devolatilization (CPD) model [42]. In contrast to the first two models, as stated by Fletcher, the CPD model is the only devolatilization model that directly uses values of measured chemical structure features. Other models, such as FLASCHAIN and FG-DVC, use a large degree of empiricism in order to get final answers that look reasonable.
The so-called Distributed Activation Energy Model—DAEM—(originally adapted to coal pyrolysis by Pitt [43]) consists of a set of irreversible first-order reactions with individual and different values of the activation energies and Arrhenius frequency factor [44, 45]. Paea [46] carried out a comparison between the simple first order reaction approach and the DAEM.
Sommariva et al. [35] formulated a predictive multi-step kinetic model of coal devolatilization. The authors based their model on a reaction scheme that is shown in a schematic way in Fig. 3.

Coal decomposition and devolatilization mechanism. Reprinted with permission from [35], Copyright 2010, Elsevier
Considering the case of different reference coals, the authors claim that any coal can be considered as a linear combination of those reference coal materials and they extend this assumption to devolatilization process and released products. For each reference coal, they establish different product distributions and kinetic parameters. Gas species are described in a simplified manner and tar species from the different coals are grouped in pseudo-components respecting the elemental composition of the corresponding initial coal. The model is flexible and can be used in the analysis of coals but also for other solid fuels. Grammelis et al. [34], based on Skodras et al.’s original model [47], proposed a pyrolysis kinetic model for waste recovered fuels, adopting the independent parallel, first order, reactions approach for that. The behavior of different materials composing the RDF is analyzed, particularly that of PVC. From the analysis, coherent schemes of degradation are assumed for each material and this is reflected in the kinetic model. The model applies well to the degradation process of RDF even in co-fired systems with coal.
It is possible to conclude that the multi-step models can be appropriate to represent devolatilization/pyrolysis transformation of solid fuels, as far as experimental information about kinetic parameters for the different materials composing the fuel and its functionality with temperature are available.
Kinetic Models for Gasification Process
As it was described for devolatilization kinetic models, this kind of models can also be formulated for gasification process. They provide information about the mechanisms that can represent the rate of conversion during solid fuel gasification. Char reduction is described by kinetic expressions that must be obtained by means of experimental studies and mechanisms formulation. Puig-Arnavat et al. [19] published a review for the important case of biomass gasification.
Thermodynamic Equilibrium Models
Although kinetic models have, in theory, the capability of predicting well the behavior of both the local scale process and the global unit performance (by integration of the local behavior), the use of kinetic approach for devolatilization and gasification processes has been strongly discussed due to the difficulties in the evaluation of kinetic parameters concerning these complex processes.
Thermodynamic equilibrium models are mainly based on the fact that the Gibbs energy is minimum at the chemical equilibrium point. The specific Gibbs energy must be evaluated by taking into account the number of species and phases that are present in the reacting domain, as it is described for the case of pyrolysis and oxidation of hydrocarbons by Dvornikov [48] and for biomass gasification by Basu [49].
When the devolatilization or gasification (or both of them) process is modeled under thermodynamic basis without the formulation of reaction mechanisms to study the kinetic rate, the approach is considered as a thermodynamic equilibrium model. Thermodynamic simulations stem in the probability of occurrence of a process. They provide information that allows predicting the evolution of the equilibrium position as a function of changes in fundamental variables and grant solid evidence to rationalize results.
Yang et al. [50] proposed a thermodynamic equilibrium model to predict the dominant gas products during the pyrolysis of three palm oils wastes under variable operating conditions. The simulation of biomass pyrolysis and gasification was performed on the basis of minimized Gibbs free energy of thermodynamic equilibrium using the commercial code HSC Chemistry. As other authors assume it, only the main elements (C, H, O) were considered for the biomass sample. In addition, only the species (H2, CO, CO2, CH4, H2O and solid carbon) were defined as final products of biomass pyrolysis. The authors reported that the results of gas product release obtained by thermodynamic equilibrium simulation agree well with experimental thermo-gravimetric determinations. Moreover, they also evaluated the kinetic parameters. However, this approach would not be a convenient one to be adopted for other processes such as gasification, as reported by Rapagna et al. [51] and Gomez-Barea et al. [52] for different biomass residues gasification in fluidized bed.
The use of commercial software to model devolatilization/pyrolysis and gasification processes has also been reported in the bibliography. One of the most versatile codes to this aim is ASPEN PLUS, which has been used to simulate coal conversion and also biomass gasification. In this sense, Paviet et al. [53] proposed an easy-to-use approach for the thermo chemical modeling of wood biomass residues gasification in the frame of ASPEN PLUS. Several authors have reported the formulation of models by working with ASPEN PLUS (Mathieu and Dubuisson [54], Mansaray et al. [55, 56], Doherty et al. [57], Li et al. [58], among others). Puig-Arnavat et al. [19] presented a revision of these models (almost all of them concern global approaches). The use of thermodynamic models can be adopted as a guide, providing a preliminary view of the problem and tendencies.
Neural Network Models
In this section, a particular approach is described. It is more connected to the technique of solving the numerical system than to the physics of the solid fuel and thermal treatment.
As it was discussed above, the formulation of a mechanistic model demands high efforts from the computational point of view, as well as the estimation of the properties of different solid fuels and the evaluation of the model parameters. This situation frequently results in a very simplified model with restricted applicability, as quoted by Bezerra de Souza et al. [59]. Following the description made in [59], the Artificial Neural Networks (ANNs) are universal approximators that can be applied to various physical systems. This technique allows to recognize strongly nonlinear relationships and to organize the information in a nonlinear mode in the context of empirical or hybrid modeling [60].The use of ANNs for modeling the solid fuel thermal treatments is currently a standard tool. Bezerra de Souza et al. [59] state that the most popular of the ANNs schemes is the so-called Multilayer Perceptron (MLP), usually composed of an input, a hidden and an output layer of neurons. As the authors wrote, the neurons in the input layer are typically linear, while the ones in the hidden layer have nonlinear (often sigmoidal) activation functions. The neurons in the output layer may be linear or nonlinear. Each interconnection between two layers of neurons has a parameter associated with it that weights the feed-forwardly passing signal. Additionally, each neuron in the hidden and output layers has a threshold parameter. Typically, the neurons in the input layer simply forward the signals to the hidden neurons. The behavior of the neurons in the other layers is explained in Bezerra de Souza et al. [59]. Lautenberger and Fernandez-Pello [38] proposed a pyrolysis model that is suitable to be used to simulate the gasification of a wide variety of materials (as it is their interest, these materials concern the typical ones found in fires). This pyrolysis model is coupled to a genetic algorithm that allows estimating the required model parameters from laboratory experiments. The authors claim that the predictive capabilities of the model are generally quite good.
Xiao et al. [60] have reported the use of an ANN to formulate a predictive model to describe the gasification of municipal solid waste. Based on experimental data, the authors formulate an artificial neural network model that reproduces acceptably the experimental data. Guo et al. [61] studied the gasification of several types of biomass carried out in a fluidized bed at atmospheric pressure in steam atmosphere. They developed an artificial neural network model to predict the gasification profiles, and reported that model predictions were consistent with experimental determinations.
Transport Models
Even if an appropriate consideration of physical–chemical phenomena occurring during solid fuel thermal degradation has a decisive role in accuracy of potential simulation tools, as described in previous sections, the transport phenomena, acting simultaneously with the basic phenomena, have a role that cannot be ignored. Moreover, for most possible operating conditions, transport phenomena become limiting mechanisms and they are determinant for the overall value of the global effective rate of the process.
In porous particles the distribution of pores with respect to shape and size is irregular, making almost impossible the formulation of the transport phenomena at every pore space. Thus, in order to make the theoretical approach more amenable, local volume averaging must be performed. In this way, variables such as temperature, mass fractions, etc. become smooth functions of position within the particle and transport, thermodynamic and reactivity coefficients depend on the locally averaged pore structure [62].
The next step when formulating a transport model is to propose an approach for the different phases: the model may thus be a homogeneous type (involving an infinite gas–solid heat transfer rate and no difference between the temperature fields of the phases) or contrarily, a heterogeneous type. After that, and depending on the kind of treatment, a flow pattern (type of flow) is assumed or the momentum balance equation must be formulated together with the equations of mass conservation (continuity equation) and thermal energy. Of course, the formulation of balance equations must be made after defining the geometry domain. After deriving a model for the chemical reactions occurring during the thermal treatment, the set of equations and boundary conditions governing the conversion process must be formulated.
Finally, the appropriate boundary conditions must be established for each case, according to the environment of the process and the geometrical and physical characteristics of the burning material.
Classification and Main Characteristics of Local Transport Models for Char Heterogeneous Combustion
While there is a close parallel between heterogeneous catalytic reaction systems and gas–solid reactions, the latter systems—and particularly combustion reactions—are significantly more complex, because of the direct participation of the solid in the overall reaction. As quoted by Szekely et al. [63], the solid structure changes continuously, making the system inherently transient, when it is consumed or it undergoes chemical change. So, the gas–solid reaction analysis involves an additional dimension, the time, which is not necessarily needed when studying similar systems. The unsteady nature of gas–solid reaction systems introduces a number of complicating factors that makes their tackling a definitely non-routine task. It undoubtedly requires originality.
The combustion/gasification regime classification performed by Wicke [64] and Walker et al. [65], shown in Fig. 4, may be useful for determining the modeling approach to be adopted.

Kinetic regimes for the combustion/gasification of a porous solid
At low temperatures (regime I), the reaction rate is slow enough in relation to diffusion allowing the concentration of gaseous reactant to be essentially uniform inside the porous solid and equal to that in the bulk gas stream. Consequently the reaction takes place uniformly throughout the particle and the overall rate is controlled by the intrinsic chemical reaction. The porosity will increase inside the solid but the overall size will remain unchanged until the particle is almost completely consumed.
With an increase of temperature, so does the intrinsic solid reactivity; hence most of the reaction occurs in a zone near the external surface of the pellet producing gaseous reactant concentration gradients within the particle. In this case, known as regime II, both chemical reaction and pore diffusion influence the combustion process. In this regime reaction will proceed with reduction of the external dimensions of the pellet, while the center of the pellet will remain relatively unchanged until the final stages of reaction.
If temperature increases even more (regime III), the heterogeneous reaction will be so faster than diffusion that the gaseous reactant will be consumed as soon as it has arrived at the pellet surface. In this regime (regime III) the concentration of the gaseous reactant at the external surface of the pellet is near zero and the progress of reaction is controlled by external mass transfer.
As it has been mentioned before, models of char combustion encompass some important phenomena referred to chemical reactions and heat and mass transfer processes [9]. On the basis of the involvement level of these phenomena, the models found in literature may be classified in two main types of models, based on Manovic et al.’s criteria [9] (Table 2):
-
Global Combustion Models (GCM)
-
Intrinsic Reactivity Models (IRM)
The first type of models (GCM) describes the combustion by applying a simple approach that refers the external mass transfer and chemical kinetics to the particles’ external surface [66]. These models are suitable for being coupled to comprehensive bed models. In GCMs, the particle is usually supposed to be at steady state and therefore conservation equations can be often solved analytically. Regarding the mentioned characteristics, it is clear that such models can be easily incorporated into a global model of combustion units, but they do not fit to the necessary description when associated phenomena occurring inside the particle are considered (e.g. metal vaporization inside the waste porous structure, coupled to temperature profile in the solid).
The second type of models (IRM) is more suitable for investigations dealing with local phenomena related to combustion, following Manovic et al.’s reasoning [9]. They are microscopic models and they describe the particle dynamic behavior during its combustion, permitting the determination of the temperature profile inside the solid, if necessary. Moreover, heat and mass transfer processes, chemical reactions and porosity effects can be taken into account with these models. Since IRMs describe better the particle’s behavior as a whole, it is worth to point out that they can also be constructed by using various schemes found in literature [17, 63]. Several approaches have been proposed to represent the gas–solid reaction processes with solid consumption (non-catalyzed reactions). Most of them are very complex and require evaluating several parameters. They are, in particular, the location where the chemical reactions occur, and the temperature distribution inside the particle (isothermal or not). Table 2 summarizes the various possible approaches within Type II models.
With the aim to help understanding the various developments of reaction models, the phenomena occurring inside a burning particle, can be described as follows.
When a generic heterogeneous chemical reaction between a reactive gas and a reactive solid takes place, converting into solid product that forms with inert material the ash (creating this way the ash layer), there exist two different cases:
-
i)
The particle size does not change during the reaction: this happens when solid particles contain large amount of inert material that remains as a non-flaking ash, or, alternatively, if a firm pasted solid product is generated by reaction
-
ii)
The particle size continuously shrinks with time until it disappears: this occurs when no ash forms (no ash layer covers the unreacted core as the reaction proceeds); it can also happens when a flaking ash is formed or a pure solid reactant is used.
On this basis, the conversion of the solid reactant can follow one of two extreme behaviors [67]. Either the gaseous reactant diffusion into the particle is much faster than the chemical reaction, thus the solid reactant is consumed almost uniformly. This constitutes the so-called “uniform conversion” model—UCM (Type II-4 in Table 2). Or the diffusion into the reactant particle is so slow that the reaction zone is restricted to a thin front that moves from the particle external surface towards its heart (it occurs when the solid porosity is low or the chemical reaction rate is very high). This model is called the “shrinking-core model”—HSCM—(Type II-2 in Table 2). Then, two different layers can be distinguished in the particle, with clearly different properties (mainly porosity and main species concentrations): the ash layer and the non-reacted solid core for the HSCM conditions–(HSCM). When the UCM is applicable, the boundary between these two zones is no longer clearly identified. Moreover, if the porosity of these two zones is high enough, no concentration gradient can be established inside the particle and the chemical reaction controls the overall process rate [17].
In some cases, flaking ash or even no ash forms, then the particle shrinks until it finally disappears. This can be modeled as the shrinking particle model (without ash layer); the gaseous reactant diffuses through the gas film and either it reacts at the solid particle surface or it penetrates a short distance inside the solid to react. Solid shrinking occurs during the combustion or gasification of carbonaceous materials.
HSCM conditions are commonly found in coal and char, UCM conditions in particles with a dominant dimension (lower than 200–300 μm), whereas flaking ash conditions mostly occur in biomass combustion.
There exists between HSCM and UCM an intermediate approach, which is the so-called “asymptotic consumption” model [63]—ACM—(Type II-3 in Table 2). It assumes that the chemical reaction occurs in a thin layer located near the particle surface, and there is a simultaneous reactive diffusion towards the particle core. The reactant gas concentration is null outside the peripheral layer of thickness δ; when the reactant solid is consumed inside this layer, it is renewed with a new layer of same thickness. Finally, when the rate of gas reactive species diffusion is similar to that of the chemical reaction, both solid and gas reacting species are gradually consumed. This is the general case (IRGC) (Type II-1 in Table 2), in which both gas and solid conservation equations must be solved in the whole particle volume domain. Then, Type II models can be solved with the simplifying hypothesis of isothermal particle or not. The latter case, more realistic, imposes to solve the heat conservation equation for the solid all over the particle volume.
For the isothermal particle case, only differential material balances must be written. Contrarily, for the non-isothermal particle case, the thermal energy conservation equation must be included in the formulation. In addition, when considering non-thermal equilibrium between phases, individual energy balances must be formulated and solved for the gas and solid phases in order to determine both temperature fields. In this case the physical situation involves a heterogeneous approach.
Finally, Table 2 includes the models developed in the frame of Computational Fluid Dynamics (CFD) codes as a separate type (Type III) that is based on their particular software flexibility.
As it was stated before, having in mind the objective of this article, major attention is paid to describe Types II and III Models. Type I Models, and models based on the reactor behavior without specific attention to the scale of the solid particles (e.g. Cooper and Hallet [68]), are not considered in this article. Several relevant features of most representative approaches found in literature are included in next section, together with a few results given by the authors. A discussion is also given when necessary.
Intrinsic Reactivity Models—IRM (Type II in Table 2)
A Reference Case Formulation of Transport Model
The general description presented in “Transport Models” section is applicable to the different thermal steps/processes concerning incineration and/or combustion of carbonaceous materials. We will stand here some reference formulation (called general case), which will be used hereafter in order to classify the transport models reported in the literature, according to the main objective of this article. On this basis, we will focus the following discussion on the various procedures that can be adopted to consider the kinetic of the combustion and the transport phenomena in a transport model.
The general case for the combustion of a particle at local scale is formulated including volumetric chemical reactions and diffusion all over the particle volume for the gaseous species.
The equations governing the evolution of the process can be formulated as it is well described by van de Weerdhof [20].
The approach presented by this author is adopted in this work. For one-dimensional case (only x-direction is considered), the conservation equations can be written as follows:
General Conservation Equation for the Solid Phase
Considering the solid particle in a fixed position, the following general conservation equation of mass arises:
Equation (9) describes the change in the mass of solid caused by the term in the right hand side (RHS), which is the source-sink term that represents the transformation of N S components of the solid into gas species.
At the same time, the corresponding conservation equation to take into account the change of the fraction of solid component j s , is given by a particular conservation equation for this component, as follows.
Individual Conservation Equation for the Component js of the Solid Phase
Homogeneous conversion of the j s solid component to another one in the solid phase is evaluated by means of the specific term \( \dot{\Omega }_{{j_{s} }}^{s} \).
Even if these reactions do not involve any variation in the total solid mass, the transformation of some fraction of a given component into other one must be computed.
Finally, a conservation equation for the thermal energy, in terms of the enthalpy, can be formulated.
Thermal Energy Conservation Equation for the Solid Phase
Equation (11) includes the heat transfer by effective conduction, second term in the LHS of the equation, and the heat exchange term between gas and solid phases (RHS). The individual enthalpy for each fraction composing the solid must be evaluated as a function of the temperature, by applying standard thermodynamic Kirchoff’s law, as it is described below in this section.
Continuity Equation: General Conservation Equation for the Gas Phase
For the gas flow through the porous char particle, the equation of continuity can be expressed as [20]
where \( v_{0} \) is the superficial gas velocity and ρ g is the gas density (values averaged over a region available to flow, large with respect to the pore size). This equation must be modified if there is a source/sink term of gas. In this case, this term is the same included in Eq. (9) which computes the gas mass produced from solid degradation:
where \( \varepsilon v_{g} = v_{0} \). For the conservation of gaseous species (denoted j g ), the following equation arises.
Conservation Equation for the jg Species in the Gas Phase
The mass conservation of gas species j a may be written in the following form including accumulation, convective and diffusive transport phenomena:
Equation (14) includes both source-terms in RHS, due to heterogeneous and homogeneous reactions involving j a gaseous species. Thermal effects in gas phase have to be taken into account by means of the corresponding conservation equation.
Thermal Energy Conservation Equation for the Gas Phase
The energy conservation of gas species j g may be written in the following form including accumulation, convective and conductive transport phenomena:
Five source/sink terms included in the conservation equations system (\( \dot{\Omega }_{H}^{g,s} \)) should be evaluated [20]. The source terms in the global conservation equations and in those corresponding to individual species reflect the changes due to chemical reactions (cf. “Thermal Decomposition Processes During the Combustion of Carbonaceous Materials: Principles and Different” section). In this sense, they must be expressed in terms of the specific kinetic rate expressions, as it is usually done.
The source term for the thermal conservation equation is expressed as follows:
In Eq. (16), two terms must be evaluated to obtain the value of the thermal source term \( \dot{\Omega }_{H}^{gs} \): the first one accounts for the enthalpy exchange due to mass exchange of species produced between the solid and gas phases, during chemical reactions. The second term represents the direct heat transfer between the two phases, because of the contact between them through the specific surface, S. The heat transfer coefficient between solid and gas h g,s must be evaluated from correlations (for example, Ranz–Marshall correlation, see Szekely et al. [63]). The enthalpy of j-component of a total of N components, is given by thermodynamics as
where \( h_{j}^{0} \) is the enthalpy at reference conditions. The evaluation of other transport parameters and physical properties can also be carried out by usual existing expressions [20, 63].
Also, boundary conditions must be established and, for one-dimensional case, the following conditions arise for the particle center for Eqs. (14) and (15), respectively
Solid consumption requires the use of a balance, based on the formulation of Eqs. (9, 10) and can also implies a consumption model, as it will be described later.
Gas and solid phases interchange heat and mass, which can be taken into account by means of appropriate heat/mass transfer coefficients in the corresponding boundary conditions at the particle external surface. Two alternatives for heat transfer can be formulated here: the first one considers the interaction between the burning particle and the gas of the emulsion (and then, the interaction between solid and gas can be considered separately); in the second one, the exchange can be directly taken into account with respect to the emulsion (with dense phase properties instead of those of the interstitial gas).
Following the second alternative, the boundary conditions at the particle external surface are:
The system of Eqs. (9–17a, 17b, 17c, 17d) is the most general way for formulating the heat and mass transfer balances at the local scale. They correspond to a modeling alternative that can be identified as Type II.1, following the classification given in Table 2. The correlations and constitutive equations used for estimating the parameters and properties vary, depending on the conditions and authors’ preferences.
The most relevant published works proposing different alternatives for local modeling of solid carbonaceous combustion by means of Type II models (Table 2) are presented and discussed in next section. The analysis is carried out on the basis of the original formulation of IRGC models. Finally, CFD approaches (Type III models) are considered in a separate section.
Overview of Intrinsic Reactivity (IR) Models (Type II in Table 1)
Char combustion was studied extensively, since it occurs in several processes of interest such as coal, wood, biomass, sludge and waste combustion [69, 70]. This section includes the models formulated to simulate the combustion of carbonaceous residues, although coal is the main concern. Most authors adopted some kind of simplification, because the global process control allows determining the main (or controlling) step.
Models Based on the General Case (Type II.1 in Table 2)
Mermoud et al. [71] presented one of the most complete works regarding the heterogeneous process of conversion of charcoal particles. They proposed a local model for charcoal particle gasification, and they also performed a detailed experimental analysis in order to validate the model predictions. Gasification, drying, and combustion phenomena can be considered as similar processes from a physical point of view [71], which is finally the thermal conversion of a porous particle. These authors emphatically established it, and it must be remarked. So, different attempts to model these processes can be conveniently and indistinctly used with minor modifications. The authors also gave a brief overview of alternatives for modeling these phenomena including a few details concerning each model. Mermoud et al.’s model [71] was developed to deal with the gasification process occurring in a spherical char particle without considering pyrolysis phenomena. In this study, the particle was considered as a porous medium and the solid region (which mainly consists in carbon) was distinguished from the fluid. The model includes the assumption of uniformity for main macroscopic variables (pressure, temperature and species concentration) at the external particle surface. The particle remains spherical throughout gasification, and Fick’s law is used to evaluate the diffusive transport in the porous media. Tar formation and homogeneous gas phase reactions inside the char porous structure are neglected. The overall conservation equations are adapted to a spherically symmetric, 1-D approach. The set of equations is formulated with the boundary conditions given by Eqs. 17a–17d. As it is a Type II.1 model, volumetric reaction rate is used; then, no simplifying assumption is done with respect to the time-evolution of particle during gasification (or the phenomena taken into account if any other). It is considered by means of an appropriate description of product transport and Eq. (18) for porosity (ε) change during the process:
where subscript C refers to charcoal; s identifies the solid phase in the charcoal particle and R jC is the mass source or sink term of the j-species due to chemical reaction.
This scheme allows representing the entire range of control regimes for the overall process and, on this basis, describing from the limiting case of a “uniform conversion model” (Type II.4 model in Table 2, meaning reaction-rate limited regime) to the “shrinking-core model” (Type II.2 model, mass transfer limited regime). The AC model (II.3) is also, obviously, included. The kinetic parameters and mass and heat transfer coefficients are mentioned in detail in the original Ref. [71].
The authors identified and studied the influence of different operating conditions, and they presented a detailed discussion of their theoretical predictions. Comparison with experimental data indicates that up to 60 % conversion, numerical results fit satisfactorily experimental values. Finally, the paper discusses the influence of anisotropy, peripheral fragmentation and evolution of the reactive surface. It is important to remark here that the authors state and prove that the usual UC or HSC particle models do not represent satisfactorily the transient charcoal transformation.
Hastaoglu and Hassam [72] implemented a general gas–solid reaction model to study the fast reaction of flash pyrolysis of wood for producing char, tar and gases. Although the formulation was not applied to combustion, it can be easily adapted to consider various heterogeneous reactions; so, this model can also describe char combustion, as remarked by the authors [72]. They also carried out a set of experimental measurements that were used to fit kinetic parameters. But the main contribution of this article is the fact that a set of experimental data concerning the particle shrinkage was obtained as a function of time (conversion) and used in the model equation. Phenomena for the used wood particles was obtained experimentally as a function of time or solid conversion, and included in the model formulation. Particle porosity effects were also considered and included in conservation equations. The numerical procedure described by Hastaoglu and Berruti [73] was used for solving the set of equations for a single wood particle. Finally, this local model was integrated to a circulating fluidized bed unit, which was also modeled at the global scale. All simulations were validated by experimental measurements.
Veras et al. [74] reported a detailed model that they applied for studying the possible overlapping of the devolatilization and char combustion stages, but not in fluidized bed combustors. They studied the particle behavior in the frame of the so-called “flame sheet model”, which predicts flames at various distances from the particle. However, from the point of view of solid combustion, the equations, including the conservation of total mass and energy inside the particle, the total energy, mass, species, and momentum equations in the gas phase around the particle, are formulated as a general case. One-dimensional geometry is adopted. Equations can be adapted to spherical, cylindrical and plate particles. No heat transfer between gas and solid phases is assumed. The boundary condition for heat transfer at the particle external surface is written by equalizing the conductive flux from the solid to a conductive flux inside the gas, and taking into account a possible radiant flux. Notice that the authors did not mention the effective transport properties (diffusivity and effective conductivity), and neglected the effect of particle porosity. Moreover, equations do not include the particle porosity. So, even if the first formulation of the model determines that it is a Type II.1 model, chemical reactions are considered to occur on the particle external surface for solving the set of equations. On this basis, and since the particle porous structure is ignored, it is in fact a shrinking-core model with non-isothermal particle condition (Type II.2.b in Table 2). However, non-isothermal conditions are not well described without effective thermal conductivity.
Lee et al. [75] studied the ignition and oxidation phenomena of a carbon particle and proposed a Type II.2.b model considering all mass and heat transfers during these processes. The governing equations were solved for a spherical particle and 1-D form. The authors used a comprehensive gas-phase reaction mechanism and applied a 5-step heterogeneous surface kinetics scheme based on Bradley et al.’s work [76], which considered that only CO is produced during combustion since the temperature level is very high. An indirect way to consider the porosity effects on the intrinsic combustion reaction rate was adopted. The transport properties model recommended by Kee et al. [77] and the properties of graphite found in JANAF Tables [78] were used. These authors also took into account gasification processes because the fluidization gas is composed of air and steam. Additionally, they studied the effects of surface radiative heat loss and concluded that the latter is significant for a burning single particle.
Porteiro et al. [79] formulated the so-called “generalized combustion model”, by applying the discretization scheme proposed first by Thunman et al. [80]. This thermal degradation model was presented for densified wood particles. The model assumes isotropy and can be adapted to different particle geometries: finite plates, cubic particles, spheres, etc. Drying, pyrolysis and char oxidation are included in formulations. Local thermal equilibrium between gases and solid matter is assumed. Heat transfer due to species diffusion is neglected, and a 1-D set of conservation equations is then obtained. Char from wood normally contains small fractions of oxygen, hydrogen, and nitrogen. For simplicity, authors considered the char is made of pure porous carbon. The heterogeneous reaction of char with the gas phase was assumed to be limited to its oxidation with oxygen, thus producing CO and CO2. The ratio of CO to CO2 production changes with temperature. Char oxidation was supposed to be first order in oxygen concentration, and the expression proposed by Peters and Bruch [81] was used. With this expression, the char reaction rate is linked with both oxygen and char concentration by means of its specific inner surface, representing the available active sites for absorption and desorption processes. The authors declared that the model might be applied to coal particles, just changing properties and kinetic expressions. The solid particles’ thermal evolution predicted by the model confronts fairly experimental data from literature [82].
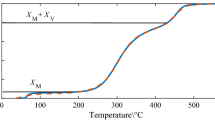
Lu et al. [83] developed a detailed one-dimensional particle model to simulate the drying, rapid pyrolysis, gasification, and char oxidation processes of samples—poplar particles—with different shapes (sphere, cylinder, and flat plate) and sizes ranging from 3 to 15 mm. The authors compared the model predictions against experimental mass loss data and particle temperature data collected on the single particle reactor. The model also takes into account the surrounding flame combustion behavior of a single particle. The model assumes local thermal equilibrium between the solid and gas phase in the particle, those gases behave ideally and a 2-stage model treats pyrolysis. To simplify momentum conservation, constant boundary-layer pressure was assumed, equal to the atmospheric pressure. A radiation energy flux was considered in the energy equation on the particle physical surface due to the radiation between the particle surface and the reactor wall. Additionally, the authors considered that particle shrinking (or swelling) depends on the various processes (moisture evaporation, devolatilization and char combustion). They reported that both experimental data and model predictions showed that large temperature gradients exist in large biomass particles during combustion (Fig. 5) and that an isothermal particle assumption incorrectly predicts both temperature and mass loss for large particles. They conclude that composition and temperature gradients in particles strongly influence the rates of temperature rise and combustion, with large particles reacting more slowly than predicted from isothermal models, which supports theoretical descriptions of large-particle combustion mechanisms.

Temperature and mass loss profiles of a near-spherical wet particle during combustion in air (dp = 9.5 mm, Tw = 1276 K, Tg = 1050 K). Adapted from and with permission from [83], Copyright 2008, American Chemical Society
More recently, Haseli et al. [84] followed Lu et al’s approach and formulated a one-dimensional model for combustion of a single biomass particle. It accounts for particle heating up, pyrolysis, char gasification and oxidation and gas phase reactions within and in the vicinity of the particle. The model was validated using different sets of experiments reported in the literature. Special emphasis was given to identify the role of pyrolysis and gas phase combustion during particle conversion process. Some results obtained by the authors are shown in Fig. 6, where it can be appreciated that char combustion takes place in a non-uniform way due to significant intra-particle heat and mass transfer effects. During the combustion of char, the particle temperature takes a peak and remains at a certain level (around 1800 K in Fig. 6) until complete conversion and disappearance of char, after which the temperature drops to the surrounding temperature and remains in thermal equilibrium.

Typical simulation results corresponding to combustion of a 10 mm spherical beech wood particle burnt in air at a reactor temperature of 1223 K. Adapted with permission from [84], Copyright 2011, Elsevier
Heterogeneous Shrinking-Core Models (Type II.2 in Table 2)
Several models, formulated in principle as a general case (IRGC), are solved by reducing the equations to the simplified case of Shrinking-Core approach. In the present section, more evidence is given about the frequent use of this approach for modeling carbonaceous particles combustion, as for example Manovic et al.’s model [9].
Manovic et al. [9, 85, 86] and Grubor et al. [87] proposed a Type II.1 model based on Ilić et al.’s approach [88, 89]. The model was used for investigating the phenomena related to sulphur chemistry during coal particle combustion [86, 87], and in references [9] and [88] the authors applied the model for the analysis of the temperature of a char particle burning in a fluidized bed (FB).
This model is formulated for a spherical particle and the particle diameter does not change (e.g. neither attrition nor fragmentation occurs during combustion). It describes the dynamic behavior of the porous particle during combustion [87]. Grubor et al. [87] observed that “the intrinsic model tends towards the shrinking core model when particle size and temperature are high. The process of combustion occurs in a relatively narrow, inward moving front and is predominantly controlled by oxygen diffusion”. In addition, Manovic et al. [9], applying the model for analyzing the temperature of a char particle burning in a fluidized bed and the sulphur chemistry during char combustion affirm that, under convenient assumptions, the shape and size of spherical particles do not change. If fragmentation phenomena are neglected so does attrition breakage, which means that by considering that the process is limited by diffusion, the shrinking core model was adopted. The authors then concluded that the shrinking core model can be used and applied for the numerical procedure. So, Manovic et al.’s model can be better classified as a Type II.2.b model, according to Table 2. In their formulation, the authors modified the boundary conditions for heat and mass conservation equations, including the effect of heterogeneous chemical reaction(s) on the particle external surface. Equations (17c) and (17d) must then be re-written as follows:
The authors stated that the contributions of the heterogeneous reaction(s), that are terms A and A′ in the RHS of the boundary Eqs. (19a, 19b), to the mass and heat transfer are significant only at the beginning of the particle combustion [16]. They considered two chemical reactions: the heterogeneous combustion of char (at the core surface) and the oxidation of CO to CO2 occurring in the pores. The analysis of the fluidized bed by a global model is made to provide the particle model with data related to the particle surroundings (the coupling of global and local scales is clearly identified in this work by means of the boundary conditions). The FB model of Davidson and Harrison [23] is adopted for the global scale. The work of these authors provides one of the clearest explanations about the fact of coupling local and global scales, giving all details of the link variables that connect both models. They even call the global model as a “sub-model” of the particle model.
Expression (20), based on the random pore model for fluid–solid reactions [90] is used for the evaluation of the available surface area, S av , as a function of the carbon conversion, of an adjustable parameter \( \psi \) and of the initial particle specific surface S 0.
As they adopted the HSC approach and their system is controlled by O2 diffusion, it is clear that the reaction can only occur in a very narrow zone placed at the combustion front position, or even in the ash layer. Finally, Arthur’s empirical relationship is used to determine the primary molar CO/CO2 ratio as usual in combustion studies [91]. Kinetics expressions as well as correlations used for heat and mass transfer parameters are given in Manovic et al.’s original work [9].The model predictions were compared with the authors’ own experimental results. The control volume numerical method was used for solving the partial differential equations systems (see Patankar [92]).
In the experimental measurements, char particles were obtained in a nitrogen atmosphere at the temperature that equalizes that of the final combustion process. The particle temperature was checked and when it reached the bed temperature, the devolatilization was finished and the combustion of char started by replacing nitrogen by air as the fluidization gas. The conditions at the onset of char combustion were clearly identified in this way.
Figure 7 shows the main results obtained by Manovic et al.’s model. At low temperature (723 K) the process is kinetically controlled, and the oxygen penetration in addition to the heat release towards the particle internal zone, causes the high temperature gradient along the particle radius.

Predicted temperatures in char particle during combustion at different temperatures of FB: a Tb = 723 K, and b Tb = 1123 K. Adapted from [9], Copyright 2008, Elsevier
The authors concluded that over 823 K, the process global rate is strongly limited by diffusion and the combustion occurs in a moving thin layer. They stated that the unburnt solid particle is placed in the corresponding shrinking core. The temperature profile predicted by the model showed that for the lower temperature analyzed (Tb = 723 K) the combustion begins under the reaction rate-limiting regime. Then, the particle temperature increases because of the combustion, until it is high enough to produce a transition towards the regime where the reaction is diffusion-controlled. When comparing model predictions with experimental values, the authors showed that they fit qualitatively well. Some discrepancies have been observed at the initial temperature (model predictions are somewhat higher than the measured ones). From the author’s points of view, this can be attributed to the initial release of volatiles from the char particles.
Zhou et al. [93] formulated a model for coal combustion at the particle level by means of discrete element method-large eddy simulation (DEM-LES), where the gas phase was described as a continuum and the solid phase was modeled by the Discrete Elements Method (DEM). Heat transfer processes and chemical reactions were included in the formulation. The model was developed for analyzing the thermal characteristics of coal particles and the gaseous emissions from a fluidized mixture of sand and coal. The study of heating rate and particle temperature contributes strongly to clarify the direct particle–particle heat transfer of the coal solids when fed into the fluidized bed. Main assumptions on coal combustion were: isothermal burning particles, gaseous species from coal pyrolysis simplified to CO, CO2 and H2O, and first order kinetic expressions [93]. Kinetic expressions for main heterogeneous chemical reaction and lateral chemical reactions were adopted from previous published studies. The semi-implicit method for pressure-linked equations (SIMPLE) scheme was used to solve the equations of continuity, momentum, conservation of mass fractions of species, and energy conservation for gas in a fluid cell. The authors evaluated that the coal particle temperature is much higher than the bed temperature for various operating conditions, which is qualitatively in agreement with previous contributions. Zhou et al.’s model [93] also allows predicting the coal devolatilization. Unfortunately, no internal temperature profile in the burning particles can be obtained from the presented formulation of the model. It can induce erroneous evaluations of temperature depending on variables inside the particle (e.g. metal vaporization rate during combustion). So, Zhou et al.’s model belongs to Type II.2.a category in Table 2. As shown in Fig. 8 the coal particle temperature increases very rapidly, which can be due to the assumed isothermal condition.

Temperature of isothermal coal particles versus combustion rate and time, dc0 is the initial diameter of coal particle. Adapted from Zhou et al.’s model [93], Copyright 2004, Elsevier
Canò et al. [94] studied experimentally the combustion of a charcoal particle in a fluidized bed and developed a local model for the particle combustion. Their model takes into account a moving combustion front and the formation of an ash layer that is subjected to attrition phenomena, thus reducing with time (Fig. 9). The model is based on a quasi-stationary hypothesis with complete combustion (production of CO2) occurring at the surface of an unreacted core. The reaction is oxygen diffusion-controlled at the onset, and the majority of the combustion is therefore kinetically controlled.

Framework of Canò et al.’s model. Reprinted with permission from [94], Copyright 2007, Elsevier
Particular attention is paid by the authors to the assessment of the interaction between attrition and combustion for spherical particles. The model can be classified as Type II.2.b model, according to Table 2, because the “shrinking core” feature is applied to account for the combustion of the carbonaceous core. In addition, a similar approach is described as “shrinking particle” to take into account the removal of the ash surface layer from the particle by attrition. This phenomenological model is conceived by formulating the mass and energy balances in the spherical fuel particle and by evaluating intraparticular diffusion and conduction from constitutive classical equations. Intrinsic combustion kinetics expressions are used to evaluate the combustion front evolution. Non-isothermal conditions inside the particle are evaluated by considering the terms accounting for heat generation at the inner carbon core surface by combustion, heat transfer across the ash layer and heat exchange with the dense fluidized bed. The coal combustion is supposed to be complete, and then the only gaseous product is CO2. The authors considered that the combustion reaction proceeds in a thin front at the surface of the unreacted core, and they justified this assumption (allowing HSC modeling) by the large intrinsic reactivity of sewage sludge char (high reaction rates as reported by Dennis et al. [95]). It is important to notice that the model is based on the pseudo-stationary assumption for the formulation of mass and energy conservation equations. According to the authors, this can be done because the combustion front movement is much slower than that of the temperature and concentration profiles, as typically in shrinking core model solution [17, 63].The authors compared the model predictions with experimental results obtained from laboratory scale single particle combustion (with commercial pre-dried sewage sludge). They observed a change in the controlling regime process along burn-off; for them, it is due to the simultaneous and interrelated influence of the unreacted core with the external surface shrinking. Initially, the global process is controlled by oxygen diffusion traversing the boundary layer. The very late stage of carbon burn-off is carried out under intrinsic kinetic control of the heterogeneous combustion. The model predicts well the instantaneous particle radii as shown on Fig. 10 where experimental values from Canò et al. [94] are also included.

External particle radius, rS, calculated from Canò et al.’s model versus experimental values as a function of solid conversion. Reprinted with permission from [94], Copyright 2007, Elsevier
Finally, the authors report the temperature temporal profiles for two radial positions in a single burning particle: the external surface and the unreacted core surface (Fig. 11). Interestingly, the temperature clearly decreases with time, a very curious situation, even taking into account the influence of the coherent ash skeleton. Experimental data, which could have clearly supported this theoretical profile, are lacking. Notice that based on this model, Chen and Kojima [96] reported a temporal temperature profile (when ash coherent skeleton is present) with a maximum that depends on the particle ash content.

Temperature of the external surface and the unreacted core as a function of time. v = 0.8 m.s−1; dp = 6.3 mm. Adapted with permission from [94], Copyright 2007, Elsevier
Asymptotic Consumption Models (Type II.3 in Table 2)
Two models proposed by Mazza et al. [30, 31] can be included here as representative examples of Type II.3.a models (isothermal approach for particles) and Type II.3.b models (non-isothermal modeling at local scale). Both models were developed in the context of a study of heavy metal vaporization analysis during urban waste incineration in fluidized bed and the temperature profiles were indirectly validated from experimental data of heavy metal vaporization rates.
The non-isothermal model (Mazza et al. [31]) can be used to obtain the solid temperature profile by considering a combustion layer (represented from a heterogeneous point of view), together with several associated processes: devolatilization, combustion of devolatilization gases and combustion of solid carbon.
Their studied system is a solid waste particle, cylindrical and isotropic, immersed in the emulsion of a bubbling fluidized bed of sand particles burned in an air flux. In this approach, the knowledge of the oxygen concentration for radial positions outside the asymptotic layer is not required. All velocities, mass flow rates, mass and heat transfer coefficients are calculated from fluid-bed correlations or by mass balances and no momentum balance is required. The effective diffusion transfer within the porous solid is calculated by Bosanquet’s approach [17], affecting its value by ε/τ; where τ is the particle tortuosity and ε stands for particle porosity. The effective conductivity value was obtained after a parametric study carried out by the authors, which was estimated as 0.2 W m−1 K−1. They adopted a heterogeneous approach based on experimental evidence [68]: the temperature profiles of the gas, of the waste particle, and of the sand in the emulsion all differ. The temperature profiles are found by neglecting any accumulation in the particle volume—quasi-stationary state (QSS) assumption. On this basis, and ignoring the gas heat capacity and the kinetic and potential energies leads to:
where subscript O2 refers to oxygen, subscript s identifies the conditions at the particle external surface, and y is the cylinder axis. For a given radial position, T is obtained from Eq. (22), leading to:
where
E a is the activation energy of the chemical reaction and T S is the temperature at the particle external surface, which is maximal (T max ) when \( {\text{C}}_{{{\text{O}}_{2} }} = \, 0 \). Classical heat balance and boundary conditions were used to calculate the transient particle temperature at its surface.
The temperature profiles predicted by the two models developed by Mazza et al. [30, 31] must be analyzed in order to discriminate the most convenient approach to model the process of particle burning during incineration (this was the process aimed by the authors). Then, the temperature profile predicted by both isothermal (II.3.a) and non-isothermal (II.3.b) models are plotted together in Fig. 12a, by means of a temperature difference defined between the radial average temperature of the particle and its initial value ΔT = T mean,p − T b,0 . The temporal variation of this difference can be observed in the figure but also the consumption time resulting for both cases. Figure 8a provides strong evidence that the isothermal approach can clearly underestimate the particle temperature profile. It can be observed that the maximum of ΔT is about 100 and 300 K for isothermal and non-isothermal models, respectively. This observation is crucial because of the strong influence of temperature on fundamental operating variables as kinetic coefficients (reaction rate), consumption time, lateral reactions and vaporization rate (for the eventual HM present in the burning particle). Consumption time predicted by the non-isothermal model was about 70 s but the corresponding value from the isothermal approach was 85 s.

Figure 12b illustrates the particle temperature radial profile evolution through time. It can be observed that this profile tends to be uniform as the burning particle diminishes its size. This plane profile is a consequence of the heat dissipation by conductivity, heat released by the chemical reaction and convective heat transfer in the film zone.
Uniform Conversion Models (Type II.4 in Table 2)
The shrinking-core model (also called the sharp interface model) and the uniform conversion (UC) model represent the two extreme cases of diffusion effects in solid particles. The UC model is a typical model for catalytic particles with high porosity values or reaction rates low enough to avoid any diffusional limitation to mass transfer inside the solid. An effectiveness factor very close to unity corresponds to this situation.
Considering the reacting solid particles, in such cases as combustion of char or biomass particles, this type of model has received constant attention in the literature. In the kinetically controlled regime, the “homogeneous or uniform-conversion” (UC) model is the simplest model, as it is the “heterogeneous shrinking-core” (HSC) model if a severe diffusional control occurs [17].
Bhat et al. [97] used both UC and HSC models to study coal-derived and biomass-derived chars. They concluded that, up to 1073 K, the HSC model fits their experimental data better. However, diffusional resistances appear to influence the gasification rate at temperatures higher than 1123 K. The HSC model is better suited for high temperature predictions because of the higher reaction rates. Yasyerli et al. [98] considered that the uniform model with a constant specific reaction rate is inadequate to describe char gasification. Gomez-Barea [99] and Gomez-Barea et al. [100] implemented a deactivation model for predicting gasification rates of several lignite particles, and they further emphasized the incapacity of both UC and HSC models to acceptably explain their experiments.
In the open literature, authors did not reach a consensus about the simple UC model, but its use is constantly called into question. The main comment is that the UC model has a very narrow range of applicability because it should not be used for fast combustion heterogeneous non-catalytic reactions, and it should be reserved for high porosity particles. In this context, this article will not consider the UC model further.
CFD Models (Type III in Table 1)
CFD modeling techniques are spreading in the biomass thermochemical conversion research area. The capability of CFD codes for predicting not only the fluid flow behavior, but also heat and mass transfer phenomena, homogeneous and heterogeneous chemical reactions extent, phase changes (e.g. vapor in drying) and mechanical movement (e.g. rotating cone reactor) has led researchers to use CFD as a versatile and robust tool to simulate and analyze the performance of a wide range of thermochemical conversion equipment (e.g. fluidized beds, fixed beds, rotating cones, rotary kilns…).
Compared to experimental data, CFD model results are capable of predicting qualitative information, and in many cases accurate quantitative information, when data cannot be measured; thus establishing CFD modeling as a powerful tool for innovation and technological development. An extensive review regarding several applications of CFD in thermochemical units is given in Wang and Yan [101].
CFD codes and combustion models are usually developed to predict the solid fuels’ combustion in large utility boilers [93, 101–106]. These modeling approaches are based on CFD codes that couple devolatilization and char oxidation sub-models. They can precisely solve the fluid dynamics equations involved in the problem, but the char burnout is more difficult to predict accurately by the sub-models (although trends are usually indicated correctly) [107]. These sub-models work under certain assumptions (e.g. particle temperature uniformity) that may induce a loss of accuracy. Pallarés et al. [108, 109] showed that introducing modifications on the combustion model can improve CFD burnout predictions, but still fails to predict precise quantitative values of burnout [104, 108], because these changes do not accurately account for variations in reactivity and internal pore structure during the combustion process.
The important remark is that even though it remains a simplified approach, the particle’s dimension is not discretized. This is a significant aspect for biomass particles with a high aspect ratio, since temperature gradients inside the particle are important (making the combustion process non 1-D in terms of particle radius). Gera et al. [110] showed that the particle temperature is underestimated if these temperature gradients are ignored.
CFD Modelling Methodology
The steps required for performing a CFD single particle model comprise: the creation of the geometry of the problem and its boundaries, discretization of the computational domain into cells conforming a mesh which can be structured or non-structured, the formulation of transport phenomena equations considered along with boundary and initial conditions, the resolution of the formulated case and finally post-processing the numerical solution. A brief description regarding CFD particle modeling is given hereafter.
Geometry Development and Meshing of Computational Domain
The particle can be discretized (by the finite volume technique) to model at the particle scale (Type III in Table 2) in order to obtain more accurate predictions of the biomass behavior and related phenomena during its burnout. Additionally, as the system is inherently unsteady, temporal discretization is also needed.
Governing Equations
CFD models include the description of fluid flow, heat and mass transfers and chemical reactions. The fundamental governing equations of biomass thermochemical conversion process in a CFD code are listed hereafter:
-
motion equation (or momentum conservation equation);
-
continuity equation (mass conservation);
-
species transport equation;
-
energy balance (or thermal energy equation);
-
radiation heat transfer equation.
CFD enforces these conservation laws over a discretized flow domain in order to compute the systematic changes in mass, momentum and energy as fluid crosses the boundaries of each discrete region. The number of considered governing equations is chosen depending on the model purpose.
Combustion Model and Additional Physical Models
The heterogeneous reaction of char with the gas species such as O2 is a complex process that involves heat and mass transport phenomena inside and outside the particle. Thus, the overall consumption rate of a biomass particle is determined by the oxygen diffusion (and possible penetration) to the particle surface and the reaction rate, which depend on the temperature and composition of the gaseous environment, and the particle size, porosity and temperature that are predicted by the model.
The combustion model may be formulated based on the intrinsic kinetics or adopting apparent kinetics. On the one hand, the combustion model may include the intrinsic kinetic expression of char oxidation by means of mass source/sink terms for the involved species, as well as in the overall gas and solid phase mass conservation equations. On the other hand, models based on apparent kinetics, with experimentally obtained parameters, can be used to represent the char combustion rate under conditions limited by the combined effects of chemical kinetics and diffusion. In this approach, intra-particle effects are considered in the effective reaction rate, thus simplifying the governing equations.
The particle shrinkage can be modeled by means of a dynamic mesh where cell volume diminishes with char conversion degree, or by modifying its properties (e.g. porosity, permeability) as the heterogeneous reaction proceeds.
Additionally, the basic governing equations need to be strengthened with special additional physical models or assumptions to fully represent the physical process. The important additional models include turbulence models, porous media and multiphase models, heat transfer with radiation models, and mass transfer and diffusion.
Numerical Simulation and Post-processing Analysis
The strategy for performing the simulation involves selecting the solving algorithms, the discretization schemes of both time and space, and also the under-relaxation factors so as to improve convergence to the solution. While computing is in process, it is also important to monitor the solution as iterations are executed. The solution is assumed to be converged when negligible variation is seen in the variables after several iterations. Monitoring the solutions helps in determining the accuracy of the physical models, meshing and problem setup.
Post-processing of the simulation results is performed in order to extract the desired information from the computational model. Results can be visualized in terms of contour plots, vector plots, tables, as well as the widely used xy graphics.
Applications
Yang et al. [111] studied the combustion of 5–35 mm biomass particles, using a stationary packed bed reactor. They formulated their own CFD code including the continuity, heat, momentum and species mass transport equations through a shrinking particle. They considered the sub-processes such as moisture evaporation, devolatilization, tar cracking inside the particle, gas-phase reactions and char combustion. Their model deals with a fixed cylindrical particle, with the main gas flow passing around it, and where the cylindrical computational domain is larger than the particle volume. They studied the particle size effect in terms of mass loss history, maximum and minimum temperatures inside the particle, and process rates of moisture evaporation, devolatilization and char burnout. The overlapping between the sub-processes is more significant with the largest particle (Fig. 13), where the moisture evaporation overlaps completely with the volatile release stage, and even partially with the char burnout stage. Moreover, the authors showed that the smaller the particle, the smaller the gradient inside it, thus approaching to the isothermal behavior.

Particle mass loss history, maximum and minimum temperatures inside the particle, and process rates of moisture evaporation, devolatilization, and char burnout (dp = 6 mm × height 18 mm cylindrical particle); Reprinted with permission from [111], Copyright 2008, American Chemical Society
Mehrabian et al. [112] formulated a model for the thermal conversion of thermally thick particles, numerically efficient and with reasonable accuracy so as to be used in CFD biomass grate furnace simulations. On this basis, the model uses a comparably small number of governing equations to describe the most essential characteristics of the thermal conversion of thermally thick biomass particles. As particles are thermally thick, the particle temperatures and consequently the mass loss rate during their thermal conversion can be better predicted. The effect of particle related parameters (size, physical properties and moisture content) as well as operating conditions was investigated.
The biomass particle is discretized in layers, with the lowest possible number of layers (four) which correspond to the fuel conversion stages: wet fuel, dry fuel, char, and ash, so as to fasten numerical calculations. The particle model is programmed in C/C++ and coupled to ANSYS FLUENT to simultaneously resolve the thermal conversion of the particles and the surrounding gases. The layer model is coupled with ANSYS FLUENT as a user defined function (UDF). The radiation, which is an important part in combustion simulations, is calculated by the Discrete Ordinates Model.
The results predicted by the model were compared with the experimental data of Lu et al.’s work [65]. Figure 14 shows a typical CFD contour plot where the temperature profile for different times can be appreciated. During char burnout the particle surface temperature increases and heats up the gas phase by convective heat transfer. Then, once the char is completely consumed, the particle cools rapidly towards the convective gas temperature, depending on the radiative environment.

Contours of gas phase temperature, mole fractions of H2O, CO and CO2 during combustion of a cylindrical poplar wood particle; dp = 9.5 mm, lp = 9.5 mm; moisture content (MC), wet based = 40 %; time is given in seconds. Reprinted with permission from [112], Copyright 2012, Elsevier
Despite the simplifications of the model, the results are in good agreement with the measurements (Fig. 15). The discrepancy is believed to be due to coarse spatial discretization and to the empirical constants used in the pyrolysis model.

Comparison between simulated and measured temperatures and normalized mass profiles during pyrolysis of a cylindrical poplar wood particle; dp = 9.5 mm, lp = 9.5 mm, MC = 6 % w.b. Reprinted with permission from [112], Copyright 2012, Elsevier
Soria et al. [32] developed a local model for predicting the combustion of a single particle in a study dealing with heavy metal vaporization from burning artificial solid waste. They implemented the commercial CFD tool ANSYS-FLUENT [113], and used the porous media approach along with a complete set of UDF in order to perform the evaluation of fundamental aspects concerning the kinetic, thermodynamic and structural characteristics of gas–solid reacting systems. They claim that one main feature of this model is that it can be applied to the diffusion controlled regime as well as the kinetic controlled regime. This model considers a cylindrical particle—pellet—undergoing instantaneous devolatilization, homogenous combustion and char combustion, where ash is swept away due to attrition and the particle volume diminishes with time. It predicts very similar particle consumption time for char burnout at 923 and 1073 K (Fig. 16). These results are in agreement with the observations stated by Manovic et al. [9] and Bruch et al. [114]. For the lowest bed temperature, the particle area decreases slowly at the beginning of the combustion, then faster: as the reaction proceeds, the particle temperature becomes high enough so that the combustion regime is limited by diffusion. Manovic et al. [9] reported earlier this transition.

Particle temperature profile versus time for a 923 K and b 1073 K; Reprinted from [32], Copyright 2013, Elsevier
Their predictions of the transient non-isothermal behavior inside the particle are in agreement with experimental and theoretical remarks from literature [9, 83, 114]. This confirms that simple combustion models assuming uniform particle temperature are inadequate, especially for large particles, and a more detailed mathematical representation must be applied.
More recently, a CFD combustion model of a single biomass particle was developed and employed by Li et al. [115] to study high-temperature rapid biomass combustion. Biomass devolatilization reaction rate and the amount of released volatiles are governed by a two-competing-rate model, considering the swelling properties of biomass particle during its devolatilization process. The biomass char oxidation rate is controlled by both kinetics and oxygen diffusion combining an empirical method for predicting particle size changes with char burnout. The apparent kinetics used for these two models were from high temperature and high heating rate tests. The mass loss properties and temperature profile during the biomass devolatilization and combustion processes are predicted.
The results showed the char oxidation process requires a longer residence time compared to the heating up, drying and devolatilization. In addition, an elevated temperature significantly enhances all the processes occurring in biomass combustion.
Conclusions and Recommendations
Combustion of carbonaceous solids in FB is a complex process and its modeling usually requires a multi-scale approach in order to accurately predict its performance. A deep understanding of the behavior of combusting carbonaceous solid at particle scale in FBC systems is required for design, control and optimization of these units, including environmental impact issues. In order to achieve this task, local scale models must be formulated. In this context, this review intends to describe the existing particle models dealing with char heterogeneous combustion and classify them.
The thermal steps that occur during the combustion process of carbonaceous materials are presented along with the different approaches to model them. In this way, kinetic, thermodynamic and neural network models are presented. Even if these models are important to describe the chemical sub-processes, this article focuses on the comprehension and classification of transport models for the case of char heterogeneous combustion step.
First, the existing transport models were classified and ordered considering their main characteristics and assumptions. The most relevant contributions regarding each category were described and analyzed.
The more detailed models, which are not necessarily the more convenient to use, require the knowledge of the solid local structural properties, thus hardening their applicability. Moreover, the structural changes suffered by the matrix during the global combustion (shrinkage, swelling, porosity change, fragmentation, etc.) should be considered by particular routines according to the solid nature.
Phenomenological transport models are a relatively simple alternative with respect to the information they need for parameter determination, they are low-time consuming but they are limited because they are frequently based on a considerable amount of assumptions.
Even if CFD models could be defined as sophisticated transport models, they are presented in a separate category (Type III in Table 2) due to their special characteristic and numerical procedure (pre-processing, processing and post-processing).
The use and accuracy will be determined by several factors such as particle size, porosity, solid nature and physical–chemical properties, and operating conditions. Thus, the following recommendations arise from the analysis carried out in this review.
The general case formulation can always be used but particular situations can be well simulated by more simple approaches, with less computational demand and information required.
As a first criterion, for non-porous particles or diffusion-controlled regime, the Heterogeneous Shrinking Core approach appropriately represents the combustion process (e.g. coal and char at high temperature treatments), while the Uniform Conversion Model is well suited for small particles (lower than 200–300 μm) and/or kinetic-controlled conditions (e.g. pulverized coal). Additionally, flaking ash condition must be taken into account in fluidized processes (e.g. biomass, sewage sludge, among others).
In cases where the particle cannot be considered as isothermal, the thermal energy conservation equation must be included in the formulation and coupled to the mass governing equation.
CFD simple global char combustion models are not accurate enough when estimating char burnout, especially for predicting the porosity evolution and its influence on the particle internal temperature gradient for particles presenting Biot number, Bi = hbs.dp/λeff ≥ 1. An advanced CFD particle scale combustion model conveniently overcomes these uncertainties. One main feature concerning this last approach is its capability to predict the particle burnout for a wide range of bed temperature, from the kinetic-controlled regime to the diffusion-controlled regime. Local CFD modeling is a powerful tool that improves significantly the representation of the phenomena occurring inside the particle.
Finally, based on the sustained increase in computational capacity, CFD models can be recommended as a versatile option to represent solid combustion process.
Abbreviations
- Bi:
-
Biot number, dimensionless
- cp :
-
Specific heat capacity (J/kg K)
- C:
-
Molar concentration (kmol/m3)
- d:
-
Diameter (m)
- D:
-
Diffusivity (m2/s)
- e:
-
Particle emissivity
- Ea :
-
Activation energy (J/kmol)
- h:
-
Enthalpy (J)
- hb,s :
-
Heat transfer coefficient (particle in bed) (W/m2 K)
- hg,s :
-
Heat transfer coefficient (particle in gas) (W/m2 K)
- is :
-
Solid component j
- km :
-
Mass transfer coefficient between particle and its surrounding (m/s)
- n:
-
Number of chemical reactions
- N:
-
Number of components
- Ns :
-
Number of species
- r:
-
Radius (m)
- r:
-
Distance from particle center (m)
- r:
-
Spherical coordinate
- rS :
-
Particle external radius (m)
- R:
-
Gas law constant (8.315 J/kg mol)
- Ri :
-
Reaction rate of chemical reaction i (kg/m3 s)
- S:
-
Area (m2)
- Sv :
-
Specific surface area (m2/m3)
- t:
-
Time (s)
- T:
-
Temperature (K)
- TS :
-
Temperature at particle surface (K)
- v:
-
Gas velocity (m/s)
- v0 :
-
Superficial gas velocity (m/s)
- x:
-
x-direction
- xC :
-
Conversion degree of solid or carbon
- X:
-
Solid component mass fraction
- y:
-
Axis of cylinder
- y :
-
Species mass fraction
- α:
-
Stoichiometric coefficient
- ϒ:
-
Stoichiometric coefficient
- ∆H:
-
Reaction enthalpy (J/kg)
- ∆T:
-
Temperature difference (K)
- ε:
-
Porosity
- τ:
-
Particle tortuosity
- λ:
-
Thermal conductivity (W/m K)
- ρ:
-
Density (kg/m3)
- σ:
-
Stephan–Boltzmann constant (5.67 × 10−8 W/m2 K4)
- Ω H :
-
Overall source term due to chemical reaction, for energy
- Ω M :
-
Overall source term due to chemical reaction, for mass
- Ψ:
-
Adjustable parameter in Eq. (13)
- ∇:
-
Grade operator
- 0:
-
Initial
- av:
-
Available
- b:
-
Bed, bulk
- C:
-
Carbon
- eff:
-
Effective
- g:
-
Gas
- H:
-
Enthalpy
- i:
-
Combustion reaction
- j:
-
Species or component j
- m:
-
Mass
- max:
-
Maximum
- p:
-
Particle
- ref:
-
Reference
- s:
-
External surface of the solid
- s:
-
Solid
- 0:
-
Reference
- g:
-
Gas
- N S :
-
Number of species
- s:
-
Solid
- AC:
-
Asymptotic consumption
- ANN:
-
Artificial neural network
- CFD:
-
Computational fluid dynamics
- DAE:
-
Distributed activation energy
- DEM:
-
Discrete element method
- FB:
-
Fluidized bed
- FBC:
-
Fluidized bed combustor
- GC:
-
General case
- GC:
-
Global combustion
- HM:
-
Heavy metal
- HSC:
-
Heterogeneous shrinking core
- IR:
-
Intrinsic reactive
- IRGC:
-
Intrinsic reactivity general case
- LES:
-
Large eddy simulation
- LHS:
-
Left hand side
- MLP:
-
Multi layer perceptron
- MSW:
-
Municipal solid waste
- RDF:
-
Residue derived fuel
- RHS:
-
Right hand side
- QSS:
-
Quasi stationary state
- PVC:
-
Poly vinyl chloride
- SIMPLE:
-
Semi-implicit method for pressure-linked equations
- UC:
-
Uniform conversion
- UDF:
-
User defined function
References
Falcoz, Q., Liu, J., Gauthier, D., Flamant, G., Abanades, S.: Heavy metal vaporization in fluidized bed combustion of solid waste and coal. In: Proceedings of the XIIIth International Conference on Fluid, pp. 559–566 (2010)
Bin, Y., Yang, L., Sliwinski, V., Sharifi, J.: Swithenbank, Dynamic behaviour of sewage sludge incineration in a large-scale bubbling fluidised bed in relation to feeding-rate variations. Fuel 87, 1552–1563 (2008)
Van Caneghem, J., Brems, A., Lievens, P., Block, C., Billen, P., Vermeulen, I., et al.: Fluidized bed waste incinerators: design, operational and environmental issues. Prog. Energy Combust. Sci. 38, 551–582 (2012)
Yang, W.-C.: Handbook of Fluidization and Fluid–Particle Systems. M. Dekker, New York (2003)
Basu, P.: Combustion and Gasification in Fluidized Beds. Taylor and Francis Group, LLC, London (2006)
Smith, I.W.: The combustion rates of coal chars: a review. Symp. Combust. 19, 1045–1065 (1982)
Van de Velden, M., Dewil, R., Baeyens, J., Josson, L., Lanssens, P.: The distribution of heavy metals during fluidized bed combustion of sludge (FBSC). J. Hazard. Mater. 151, 96–102 (2008)
Williams, A., Pourkashanian, M., Jones, J.M.: The combustion of coal and some other solid fuels. Proc. Combust. Inst. 28, 2141–2162 (2000)
Manovic, V., Komatina, M., Oka, S.: Modeling the temperature in coal char particle during fluidized bed combustion. Fuel 87, 905–914 (2008)
Smolders, K., Baeyens, J.: Thermal degradation of PMMA in fluidised beds. Waste Manag 24, 849–857 (2004)
Van de Velden, M., Baeyens, J., Boukis, I.: Modeling CFB biomass pyrolysis reactors. Biomass Bioenergy 32, 128–139 (2008)
Van de Velden, M., Baeyens, J., Dougan, B., McMurdo, A.: Investigation of operational parameters for an industrial CFB combustor of coal, biomass and sludge. China Particuol. 5, 247–254 (2007)
Baeyens, J., Van Puyvelde, F.: Fluidized bed incineration of sewage sludge. J. Hazard. Mater. 37, 179–190 (1994)
Vandecasteele, C., Wauters, G., Arickx, S., Jaspers, M., Van Gerven, T.: Integrated municipal solid waste treatment using a grate furnace incinerator: the Indaver case. Waste Manag 27, 1366–1375 (2007)
Borodulya, V., Dikalenko, V., Palchonok, G., Stanchitis, L.: Fluidized bed combustion of solid organic wastes and low-grade coals: research and modeling. In: Proceedings of the 13th International Conference on FBC, pp. 935–942 (1995)
Hofmann, H.: Progress in modelling of catalytic fixed-bed reactors. Ger. Chem. Eng. 2, 258–267 (1979)
Froment, G.F., Bischoff, K.B.: Chemical Reactor Analysis and Design, 2nd edn. Wiley, New York (1990)
LaNauze, R.: Fundamentals of coal combustion. In: Davidson, J.F., Clift, R., Harrison, D. (eds.) Fluidization, 2nd ed., pp. 631–674. Academic Press, London (1985)
Puig-Arnavat, M., Bruno, J.C., Coronas, A.: Review and analysis of biomass gasification models. Renew. Sustain. Energy Rev. 14, 2841–2851 (2010)
van de Weerdhof, M. W.: Modeling the Pyrolysis Process Of Biomass Particles. Master’s Thesis, Department of Mechanical Engineering, Eindhoven University of Technology, The Netherlands (2010)
Di Blasi, C.: Modeling chemical and physical processes of wood and biomass pyrolysis. Prog. Energy Combust. Sci. 34, 47–90 (2008)
Bridgwater, A.V.: Catalysis in thermal biomass conversion. Appl. Catal. A 116, 5–47 (1994)
Davidson, J., Harrison, D.: Fluidised Particles. Cambridge University Press, New York (1963)
LaFanechere, L., Basu, P., Jestin, L.: Use of an expert system to study the effect of steam parameters on the size and configuration of circulating fluidized bed boilers. J. Eng. Gas Turbines Power 120, 861 (1998)
Mahmoudi, S., Baeyens, J., Seville, J.P.K.: NOx formation and selective non-catalytic reduction (SNCR) in a fluidized bed combustor of biomass. Biomass Bioenergy 34, 1393–1409 (2010)
Makansi, J.: Fuel type, preparation emerge as critical to FBC design. Power 134, 41–44 (1990)
Makansi, J.: Can fluid-bed take on pc units in the 250- to 400-MW range? Power 137, 45–50 (1993)
Jones, C.: O&M experience underscores maturity of CFB technology. Power 139, 46–55 (1995)
Ménard, Y., Asthana, A., Patisson, F., Sessiecq, P., Ablitzer, D.: Thermodynamic study of heavy metals behaviour during municipal waste incineration. Process Saf. Environ. Prot. 84, 290–296 (2006)
Mazza, G., Falcoz, Q., Gauthier, D., Flamant, G.: A particulate model of solid waste incineration in a fluidized bed combining combustion and heavy metal vaporization. Combust. Flame 156, 2084–2092 (2009)
Mazza, G., Falcoz, Q., Soria, J., Gauthier, D., Flamant, G.: Nonisothermal particle modeling of municipal solid waste combustion with heavy metal vaporization. Combust. Flame 157, 2306–2317 (2010)
Soria, J., Gauthier, D., Falcoz, Q., Flamant, G., Mazza, G.: Local CFD kinetic model of cadmium vaporization during fluid bed incineration of municipal solid waste. J. Hazard. Mater. 248–249, 276–284 (2013)
Moghtaderi, B.: Pyrolysis of char forming solid fuels: a critical review of the mathematical modelling techinques. In: Proceedings of the 5th AOSFST, pp. 55–82 (2001)
Grammelis, P., Basinas, P., Malliopoulou, A., Sakellaropoulos, G.: Pyrolysis kinetics and combustion characteristics of waste recovered fuels. Fuel 88, 195–205 (2009)
Sommariva, S., Maffei, T., Migliavacca, G., Faravelli, T., Ranzi, E.: A predictive multi-step kinetic model of coal devolatilization. Fuel 89, 318–328 (2010)
Cuoci, A., Faravelli, T., Frassoldati, A.: Mathematical modelling of gasification and combustion of solid fuels and wastes. Chem. Eng. Trans. 18, 989–994 (2009)
Arena, U.: Process and technological aspects of municipal solid waste gasification. A review. Waste Manag 32, 625–639 (2012)
Lautenberger, C., Fernandez-Pello, C.: A generalized pyrolysis model for combustible solids. In: Proceedings of the 5th International Seminar on Fire and Explosion Hazards, Edinburgh, UK, pp. 92–114 (2007)
Williams, A., Backreedy, R., Habib, R., Jones, J.M., Pourkashanian, M.: Modelling coal combustion: the current position. Fuel 81, 605–618 (2002)
Solomon, P.R., Hamblen, D.G., Carangelo, R.M., Serio, M.A., Deshpande, G.V.: General model of coal devolatilization. Energy Fuels 2, 405–422 (1988)
Niksa, S., Kerstein, A.: FLASHCHAIN theory for rapid coal devolatilization kinetics. 1. Formulation. Energy Fuels 5, 647–665 (1991)
Fletcher, T., Kerstein, A., Pugmire, R.J., Solum, M., Grant, D.M.: A Chemical Percolation Model for Devolatilization: Summary. Bringham Young University (1992)
Pitt, G.: The kinetics of the evolution of volatile products from coal. Fuel 41, 267–274 (1962)
Solomon, P., Hamblen, D.: Finding order in coal pyrolysis kinetics. Prog. Energy Combust. Sci. 9, 323–361 (1983)
Please, C.P., McGuinness, M.J., McElwain, D.L.S.: Approximations to the distributed activation energy model for the pyrolysis of coal. Combust. Flame 133, 107–117 (2003)
Paea, S.: Coal Pyrolysis Distribution. Victoria University of Wellington, Wellington (2008)
Skodras, G., Grammelis, P., Basinas, P., Kakaras, E., Sakellaropoulos, G.: Pyrolysis and combustion characteristics of biomass and waste-derived feedstock. Ind. Eng. Chem. Res. 45, 3791–3799 (2006)
Dvornikov, N.A.: Equilibrium and kinetic modeling of high-pressure pyrolysis and oxidation of hydrocarbons. Combust. Explos. Shock Waves 35, 230–238 (1999)
Basu, P.: Biomass Gasification and Pyrolysis. Practical Design. Elsevier, Burlington (2010)
Yang, H., Yan, R., Liang, D., Chen, H., Zheng, C.: Pyrolysis of palm oil wastes for biofuel production. Asian J. Energy Environ. 7, 315–323 (2006)
Rapagnà, S., Latif, A.: Steam gasification of almond shells in a fluidised bed reactor the influence of temperature and particle size on product yield and distribution. Biomass Bioenergy 12, 281–288 (1997)
Gómez-Barea, A., Arjona, R., Ollero, P.: Pilot-plant gasification of olive stone: a technical assessment. Energy Fuels 19, 598–605 (2005)
Paviet, F., Chazarenc, F., Tazerout, M.: Thermo chemical equilibrium modelling of a biomass gasifying process using ASPEN PLUS. Int. J. Chem. React. Eng. 7, 1–18 (2009)
Mathieu, P., Dubuisson, R.: Performance analysis of a biomass gasifier. Energy Convers. Manag. 43, 1291–1299 (2002)
Mansaray, A.K.G., Al-Taweel, A.M.: Mathematical modeling of a fluidized bed rice husk gasifier: part I—model development. Energy Sources 22, 83–98 (2000)
Mansaray, K., Ghaly, A., Al-Taweel, A., Ugursal, V., Hamdullahpur, F.: Mathematical modeling of a fluidized bed rice husk gasifier: part III—model verification. Energy Sources 22, 281–296 (2000)
Doherty, W., Reynolds, A., Kennedy, D.: The effect of air preheating in a biomass CFB gasifier using ASPEN plus simulation. Biomass Bioenergy 33, 1158–1167 (2009)
Li, X., Grace, J., Watkinson, A., Lim, C., Ergüdenler, A.: Equilibrium modeling of gasification: a free energy minimization approach and its application to a circulating fluidized bed coal gasifier. Fuel 80, 195–207 (2001)
de Souza, M.B., Couceiro, L., Barreto, A.G., Quitete, C.P. B.: Neural network based modeling and operational optimization of biomass gasification processes. In: Gasification for Practical Applications, InTech, pp. 297–312 (2012)
Xiao, G., Ni, M., Chi, Y., Jin, B., Xiao, R., Zhong, Z., et al.: Gasification characteristics of MSW and an ANN prediction model. Waste Manag 29, 240–244 (2009)
Guo, B., Li, D., Cheng, C., Lü, Z., Shen, Y.: Simulation of biomass gasification with a hybrid neural network model. Bioresour. Technol. 76, 77–83 (2001)
Singer, S.L.: Gasification and Combustion Modeling for Porous Char Particles. Massachusetts Institute of Technology, Cambridge (2012)
Szekely, J., Evans, J., Sohn, H.Y.: Gas–Solid Reactions. Academic Press, London (1976)
Wicke, E.: Contributions to the combustion mechanism of carbon. Symp. Combust. 5, 245–252 (1955)
Walker, P.L., Rusinko, F., Austin, L.G.: Gas reactions of carbon. Adv. Catal. 11, 133–221 (1959)
Avedesian, M., Davidson, J.: Combustion of carbon particles in a fluidised bed. Trans. Inst. Chem. Eng. 51, 121–131 (1973)
Kunii, D., Levenspiel, O.: Fluidization Engineering. Butterworth Publishers, Stoneham, MA (1991)
Cooper, J., Hallett, W.L.H.: A numerical model for packed-bed combustion of char particles. Chem. Eng. Sci. 55, 4451–4460 (2000)
Sriramulu, S., Sane, S., Agarwal, P., Mathews, T.: Mathematical modelling of fluidized bed combustion. Fuel 75, 1351–1362 (1996)
Dacombe, P., Pourkashanian, M., Williams, A., Yap, A.: Combustion-induced fragmentation behavior of isolated coal particles. Fuel 78, 1847–1857 (1999)
Mermoud, F., Golfier, F., Salvador, S., Van de Steene, L., Dirion, J.L.: Experimental and numerical study of steam gasification of a single charcoal particle. Combust. Flame 145, 59–79 (2006)
Hastaoglu, M.A., Hassam, M.S.: Application of a general gas–solid reaction model to flash pyrolysis of wood in a circulating fluidized bed. Fuel 74, 697–703 (1995)
Hastaoglu, M., Berruti, F.: A gas–solid reaction model for flash wood pyrolysis. Fuel 68, 1408–1415 (1989)
Veras, C.G., Saastamoinen, J., Carvalho, J., Jr., Aho, M.: Overlapping of the devolatilization and char combustion stages in the burning of coal particles. Combust. Flame 116, 567–579 (1999)
Lee, J.: Transient numerical modeling of carbon particle ignition and oxidation. Combust. Flame 101, 387–398 (1995)
Bradley, D., Dixon-Lewis, G., El-din Habik, S., Mushi, E.M.J.: The oxidation of graphite powder in flame reaction zones. Symp. Combust. 20, 931–940 (1985)
Kee, R., Warnatsz, J., Miller, J.: Fortran computer-code package for the evaluation of gas-phase viscosities, conductivities, and diffusion coefficients [CHEMKIN] (1983)
Stull, D., Prophet, H.: JANAF Thermochemical Tables, pp. 1–1139 (1971)
Porteiro, J., Granada, E., Collazo, J., Patiño, D., Morán, J.C.: A model for the combustion of large particles of densified wood. Energy Fuels 21, 3151–3159 (2007)
Thunman, H., Leckner, B., Niklasson, F., Johnsson, F.: Combustion of wood particles—a particle model for Eulerian calculations. Combust. Flame 129, 30–46 (2002)
Peters, B., Bruch, C.: A flexible and stable numerical method for simulating the thermal decomposition of wood particles. Chemosphere 42, 481–490 (2001)
Tabarés, J.L.M., Granada, E., Moran, J., Porteiro, J., Murillo, S., González, L.M.L.: Combustion behavior of spanish lignocellulosic briquettes, energy sources. Energy Sources Part A Recover. Util. Environ. Eff. 28, 501–515 (2006)
Lu, H., Robert, W., Peirce, G., Ripa, B., Baxter, L.L.: Comprehensive study of biomass particle combustion. Energy Fuels 22, 2826–2839 (2008)
Haseli, Y., van Oijen, J.A., de Goey, L.P.H.: A detailed one-dimensional model of combustion of a woody biomass particle. Bioresour. Technol. 102, 9772–9782 (2011)
Manović, V., Grubor, B., Ilić, M.: Sulfur self-retention in ash a grain model approach. Therm. Sci. 6, 29–46 (2002)
Manovic, V., Grubor, B., Loncarevic, D.: Modeling of inherent capture in coal particles during combustion in fluidized bed. Chem. Eng. Sci. 61, 1676–1685 (2006)
Grubor, B., Manovic, V., Oka, S.: An experimental and modeling study of the contribution of coal ash to SO2 capture in fluidized bed combustion. Chem. Eng. J. 96, 157–169 (2003)
Ilić, M., Oka, S., Grubor, B.: Analysis of the dynamic behavior of a burning porous char particle. Therm. Sci. 2, 61–73 (1998)
Ilić, M., Grubor, B., Manović, V.: Sulfur retention by ash during coal combustion. Part I. A model of char particle combustion. J. Serbian Chem. Soc. 68, 137–145 (2003)
Bhatia, S., Perlmutter, D.: A rondom pore model for fluid–solid reactions: 1. isothermal, kinetic control. AIChE J. 26, 379–386 (1980)
Arthur, J.: Reactions between carbon and oxygen. Trans. Faraday Soc. 47, 164–178 (1951)
Patankar, S.: Numerical Heat Transfer and Fluid Flow. Taylor and Francis Group, LLC, London (1980)
Zhou, H., Flamant, G., Gauthier, D.: DEM-LES simulation of coal combustion in a bubbling fluidized bed part II: coal combustion at the particle level. Chem. Eng. Sci. 59, 4205–4215 (2004)
Canò, G., Salatino, P., Scala, F.: A single particle model of the fluidized bed combustion of a char particle with a coherent ash skeleton: application to granulated sewage sludge. Fuel Process. Technol. 88, 577–584 (2007)
Dennis, J.S., Lambert, R.J., Milne, A.J., Scott, S.A., Hayhurst, A.N.: The kinetics of combustion of chars derived from sewage sludge. Fuel 84, 117–126 (2005)
Chen, C., Kojima, T.: Single char particle combustion at moderate temperature: effects of ash. Fuel Process. Technol. 47, 215–232 (1996)
Bhat, A., Ram Bheemarasetti, J., Rajeswara Rao, T.: Kinetics of rice husk char gasification. Energy Convers. Manag. 42, 2061–2069 (2001)
Yasyerli, N., Dogu, T., Dogu, G., Ar, I.: Deactivation model for textural effects of kinetics of gas–solid noncatalytic reactions “char gasification with CO2”. Chem. Eng. Sci. 51, 2523–2528 (1996)
Gómez-Barea, A.: Modelado de los efectos difusionales en la gasificación de partículas de carbonizado de biomasa. University of Seville, Seville (2006)
Gómez-Barea, A., Ollero, P.: An approximate method for solving gas–solid non-catalytic reactions. Chem. Eng. Sci. 61, 3725–3735 (2006)
Wang, Y., Yan, L.: CFD studies on biomass thermochemical conversion. Int. J. Mol. Sci. 9, 1108–1130 (2008)
J. Macphee, M. Sellier, M. Jermy, E. Tadulan, CFD modelling of pulverized coal combustion in a rotary lime kiln. In: Seventh International Conference CFD Seventh International Conference on CFD in the Minerals and Process Industries, pp. 1–6 (2009)
Yin, C., Kær, S., Rosendahl, L., Hvis, S.: Modeling of pulverized coal and biomass co-firing in a 150 KW swirling-stabilized burner and experimental validation. Proc. Int. Conf. Power Eng. 09, 305–310 (2009)
Backreedy, R.I., Habib, R., Jones, J.M., Pourkashanian, M., Williams, A.: An extended coal combustion model. Fuel 78, 1745–1754 (1999)
Backreedy, R.I., Fletcher, L.M., Jones, J.M., Ma, L., Pourkashanian, M., Williams, A.: Co-firing pulverised coal and biomass: a modeling approach. Proc. Combust. Inst. 30, 2955–2964 (2005)
Geng, Y., Che, D.: An extended DEM-CFD model for char combustion in a bubbling fluidized bed combustor of inert sand. Chem. Eng. Sci. 66, 207–219 (2011)
Stopford, P.J.: Recent applications of CFD modelling in the power generation and combustion industries. Appl. Math. Model. 26, 351–374 (2002)
Pallarés, J., Arauzo, I., Díez, L.I.: Numerical prediction of unburned carbon levels in large pulverized coal utility boilers. Fuel 84, 2364–2371 (2005)
Pallarés, J., Arauzo, I., Williams, A.: Integration of CFD codes and advanced combustion models for quantitative burnout determination. Fuel 86, 2283–2290 (2007)
Gera, D., Mathur, M.P., Freeman, M.C., Robinson, A.: Effect of large aspect ratio of biomass particles on carbon burnout in a utility boiler. Energy Fuels 16, 1523–1532 (2002)
Yang, Y.B., Sharifi, V.N., Swithenbank, J., Ma, L., Darvell, L.I., Jones, J.M., et al.: Combustion of a single particle of biomass. Energy Fuels 22, 306–316 (2008)
Mehrabian, R., Zahirovic, S., Scharler, R., Obernberger, I., Kleditzsch, S., Wirtz, S., et al.: A CFD model for thermal conversion of thermally thick biomass particles. Fuel Process. Technol. 95, 96–108 (2012)
ANSYS Inc: ANSYS FLUENT User’ s Guide. ANSYS Inc, Cecil Township (2011)
Bruch, C., Peters, B., Nussbaumer, T.: Modelling wood combustion under fixed bed conditions. Fuel 82, 729–738 (2003)
Li, J., Paul, M.C., Younger, P.L., Watson, I., Hossain, M., Welch, S.: Characterization of biomass combustion at high temperatures based on an upgraded single particle model. Appl. Energy 156, 749–755 (2015)
Acknowledgments
This study was developed in the CONICET (MINCyT)—CNRS Argentine—French collaboration agreement (SYNSOLGAS PROJECT). G. D. Mazza and J. M. Soria are Research Members of CONICET (Argentina). It was supported by the SOLSTICE Laboratory of Excellence of the French “Investments for the future” programme managed by the National Agency for Research under contract ANR-10-LABX-22-01.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mazza, G.D., Soria, J.M., Gauthier, D. et al. Environmental Friendly Fluidized Bed Combustion of Solid Fuels: A Review About Local Scale Modeling of Char Heterogeneous Combustion. Waste Biomass Valor 7, 237–266 (2016). https://doi.org/10.1007/s12649-015-9461-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-015-9461-5