
Abstract
By mineral liberation analyzer (MLA) automated quantitative system, the niobium–tantalum ore in this study was classified as refractory mineral of low-grade which was mainly composed of fergusonite, polycrase, ilmenorutile, and bastnasite. Most of niobium and rare earth metals were disseminated in these minerals (particle sizes of 95 % rare earth elements <40 μm), which cannot be concentrated through traditional floatation process and treated by the current hydrofluoric acid leaching in industry application. It is necessary to develop a new approach to recovery these valuable metals. In this study, an improved method is proposed to extract these metals, which includes acid roasting and sulfuric acid leaching. The influence of mineralogy, acid concentration, leaching temperature, leaching time, and liquid to solid ratio was experimentally studied. It is observed that after the ground ore (−74 μm) was roasted at 350 °C for 2 h with sulfuric acid (18.4 mol·L−1) in the ore to acid mass ratio of 1:1, and then the roasting residue reacted with 25 % sulfuric acid at 90 °C for 2 h, the recovery rate of rare earth elements reaches >90 %, and the leaching extent of niobium can reach 84 %.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Niobium, tantalum, and rare earth elements are important strategic resources, which are key sectors of the national economy in various fields, such as petrochemical, iron steel, electronic and military industry [1, 2]. The niobium–tantalum minerals associated with rare earth mainly exist in the form of multiple oxides, and these minerals are often treated with many methods to extract the valuable metals, such as acid leaching, alkaline leaching, and roasting followed by hydrofluoric acid and electrolytic leaching [3–5].
All niobium minerals can be decomposed by hydrofluoric acid with complete dissolution, and this method is widely used for the dissolution of niobium–tantalum minerals [6–8]. However, concentrated hydrofluoric acid was easy to volatilize, which caused serious pollution problems [9]. Also it generated a lot of industrial wastewater containing NH4 +, F− and H2SO4, which was hard to deal with. All these drawbacks seriously restricted the sustainable development of niobium and tantalum metallurgical industry. Therefore, it is necessary to develop a new approach to recovery these valuable metals.
The niobium–tantalum and rare earth minerals, occurring in the form of multiple oxides, were readily leached under strong acidic conditions [10, 11]. This paper mainly focuses on the mineralogy analysis and leaching process by concentrated sulfuric acid. Specially, it was aimed to improve the leaching extents of Nb, Y, and Ce and to provide fundamentals for the treatment of these minerals in industry application.
2 Experimental
2.1 Materials
The niobium–tantalum minerals in this study were obtained from Panxi area of China. The ore was ground in a disk grinder to −74 μm. The mineralogical composition was analyzed by mineral liberation analyzer (MLA650) automated quantitative system, and the chemical analysis of the typical ore sample is given in Table 1. This ore was classified as complex minerals of low-grade. The economic elements are niobium and rare earth metals (Y and Ce), and tantalum is too rare to recover.
2.2 Methods
Firstly, the raw minerals were roasted in muffle furnace at 350 °C for 2 h in air. And then, the roast residue was cooled down to room temperature for about 60 min. After that, the H2SO4 solution leaching experiments were carried out to obtain the maximum leaching efficiency of different economic metals. The roast residue was leached in 150 ml glassware flask at a required temperature, and the reaction flask was agitated using magnetic stirrer. After the leaching study, the contents of niobium and total rare earth elements remaining in the residue were determined by X-ray fluorescence (XRF) analysis, and the content of total iron was measured by atomic absorption spectrophotometer (AAS) or chemical titration. The roasting conditions were: particle size of 74 μm, roasting temperature of 550 °C, roasting time of 2 h, and ore to acid ratio of 1:1. The different conditions of agitation leaching experiments are listed in Table 2.
3 Results and discussion
3.1 Mineralogical analysis
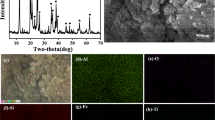
The MLA analysis of raw minerals is shown in Table 3. It is found that the ore is mainly composed of fergusonite, ilmenorutile, polycrase and bastnasite, and gangue minerals mainly consist of quartz and orthoclase. In order to study the characteristic of particle distribution of minerals, the ore was crushed to −74 μm, and the fractions were separated to various sizes from −74 to −8 μm. The distributions of the economic ores in each size intervals are determined as shown in Table 4 and the scanning electron microscope (SEM) images of ores are shown in Figs. 1, 2, 3, 4, respectively.

SEM image of fergusonite irregularly disseminated in quartz

SEM image of polycrase fine tabular crystals distributed in quartz

SEM image of fine ilmenorutile irregularly disseminated in quartz

SEM image of fine bastnasite irregularly disseminated in Hematite
It is obvious that the main ores are distributed finely among the separated fractions. The particle size of about >50 % magnitude niobium minerals is 10 μm, and that of 95 % rare earth elements is <40 μm. Therefore, the ore is checked as refractory mineral of low-grade.
3.2 Activation pretreatment by acid-roasting
The niobium is difficult to dissolve with sulfuric acid [12]. In order to improve the recovery ratio of niobium and other rare earth metals, the raw ore with particle size of −74 μm was pretreated by roasting with muffle furnace in the condition of sulfuric acid concentration of 10.8 mol·L−1, ore to acid ratio of 1:1, roasting temperature of 350 °C, and roasting time of 2 h. The roast residues were cooled down to room temperature for about 60 min, followed by complication reaction to Nb2O(SO4)4 which can be easily hydrolyzed according to the following reactions [13].
3.3 Leaching experiments
3.3.1 Effect of liquid to solid ratio
The influence of the liquid to solid ratio on extraction of valuable metals was studied at 80 °C, and the results are shown in Fig. 5. As seen from Fig. 5, a high liquid to solid ratio yields a high recovery ratio of metal, mainly caused by the essence of transfer kinetics. Therefore, the liquid to solid ratio of 4:1, generating the maximum leaching ratio of Nb, Y, and Ce, was selected for the next experiments.

Effect of liquid to solid ratio on leaching rate of Nb, Y and Ce
3.3.2 Effect of leaching temperature
The effect of leaching temperature was examined in the temperature range of 60–100 °C under the conditions of stirring speed of 300 r·min−1and liquid to solid ratio of 4:1. The results are listed in Fig. 6. It can be seen that the leaching rates of Nb, Y, and Ce are evaluated with the increase of leaching temperature. It may be attributed to the fact that increasing temperature can increase the reaction and diffusion rate between reactants and reaction products [14, 15]. After 90 °C, the leaching rates of Nb, Y, and Ce slightly increase with the leaching temperature and reach the maximum values of 81 %, 90 %, and 96 %, respectively.

Effect of temperature on leaching rate of Nb, Y and Ce
3.3.3 Effect of leaching time
Figure 7 demonstrates the leaching results under different reaction time. It can be seen that the leaching rates of Nb, Y, and Ce increase with the leaching time during the initial 60 min of the reaction. The leaching rates of Y and Ce reach the maximum values at 60 min, while the maximum values of Nb extraction (~84 %) is reached at 2 h. After that, the leaching rates of Nb, Y, and Ce keep constant with the further increase of leaching time.

Effect of time on leaching rate of Nb, Y and Ce
3.3.4 Effect of acid concentration
The relationship between acid content and the leaching rates of valuable metals are shown in Fig. 8. The leaching rates of Nb and Y decrease with the decrease of acid content, while the leaching rate of Ce keeps at high level with the change of acid content.

Effect of acid content on leaching rate of Nb, Y and Ce
On the basis of leaching results, the optimum conditions of leaching Panxi tantalum–niobium rare earths bearing minerals are obtained as follows: particle size of ground ore of −74 μm, ore to acid mass ratio of 1:1, roasting temperature of 350 °C, roasting time of 2 h; then the roast residue was cooled down to room temperature followed by leaching with the mixture of 10.8 mol·L−1 sulfuric acid in acid content of 25 vol% for 2 h at 90 °C. The leaching rates of Nb, Y and Ce can reach the maximum values of 84 %, 91 %, and 96 %, respectively.
4 Conclusion
The leaching efficiency of niobium and associated rare earth elements was investigated by sulfuric acid instead of hydrofluoric acid. In this study, it is clear that the Panxi tantalum–niobium and rare earths minerals of low-grade can be dissolved in sulfuric acid leaching system.
The ore obtained from Panxi mainly consists of fergusonite, ilmenorutile, polycrase, and bastnasite. The economic elements are finely distributed among the separated fractions, and the particle size of more than half of magnitude niobium minerals is <10 μm, and that of above 95 % rare earth elements is <40 μm. Therefore, the ore is checked as refractory minerals of low-grade. A new improved method was proposed for the leaching of the low-grade refractory niobium–tantalum ores, including pretreatment with acid roasting and sulfuric acid leaching. This process yields not only high recoveries of Nb, Y, and Ce, but also low cost consumption. Also, it can reduce the risks of environmental problems compared with the current HF process.
The optimum condition for leaching Panxi tantalum–niobium mineral is obtained as follows: the ore with particle size of −74 μm was mixed with 10.8 mol·L−1 sulfuric acid in mass ratio of 1:1, and then it was roasted at 350 °C for 2 h, followed by leaching with a sulfuric acid solution of 10.8 mol·L−1 in acid concentration of 25 % for 2 h at 90 °C. Under the experimental conditions mentioned above, over 90 % of Y and Ce are extracted and 84 % of Nb is leached from the tantalum–niobium ore of low-grade, respectively.
References
El-Hussaini Omneya M, Mahdy Mohamed A. Sulfuric acid leaching of Kab Amiri niobium–tantalum bearing minerals, Central Eastern Desert, Egypt. Hydrometallurgy. 2002;64(3):219.
Gao WC, Wen JK, Wu B, Shang H. Extraction of niobium, yttrium, and cerium from a low-grade niobium-bearing ore by roasting (NH4)2SO4-Na2SO4-H2SO4 system. Rare Met. 2014;33(6):754.
Zhang PS, Tao KJ, Yang ZM, Yang XM, Song RK. Genesis of rare earth, niobium and tantalum minerals in Bayan Obo ore deposits of China. J Chin Soc Rare Earths. 2011;19(2):97.
Gupta CK, Suri AK. Extractive Metallurgy of Niobium. London: CRC Press; 1994. 125.
Ziolek M, Decyk P, Sobczak I, Trejda M, Florek J, Klimas HGW, Wojtaszek A. Catalytic performance of niobium species in crystalline and amorphous solids–gas and liquid phase oxidation. Appl Catal A. 2011;391(1–2):194.
Zhou HM, Zheng SL, Zhang Y, Yi DQ. A kinetic study of the leaching of a low-grade niobium–tantalum ore by concentrated KOH solution. Hydrometallurgy. 2005;80:170.
Zhou HM, Zheng SL, Zhang Y. Leaching of a low-grade niobium–tantalum ore by highly concentrated caustic potash solution. Hydrometallurgy. 2005;80(3):83.
Wang XH, Zheng SL, Xu HB, Zhang Y. Leaching of niobium and tantalum from a low-grade ore using a KOH roast–water leach system. Hydrometallurgy. 2009;98(3–4):219.
Rodriguez M, Rivarola J, Ruiz MD. The effects of carboxylic acid addition on hydrofluoric acid autoclave leaching of a ferrocolumbite. Hydrometallurgy. 2004;74(1–2):39.
Wang F, Zhao TP, Chen W. Advances in study of Nb-Ta ore deposits in Panxi area and tentative discussion on genesis of these ore deposits. Miner Depos. 2012;31(2):293.
Kumar N, Sundaresan A, Rao CNR. Rare earth niobium oxynitrides, LnNbON2-δ (Ln = Y, La, Pr, Nd, Gd, Dy): synthesis, structure and properties. Mater Res Bull. 2011;46(11):2021.
Wu B, Shang H, Wen JK. Study on leaching of niobium from low-grade refractory tantalum–niobium bearing minerals. Chin J Rare Met. 2012;36(6):953.
Guo QW, Wang ZX. Modern Metallurgy of Tantalum and Niobium. Beijing: Metallurgical Industry Press; 2009. 122.
Feng XL, Long ZQ, Cui DL, Wang LS, Huang XW, Zhang GC. Kinetics of rare earth leaching from roasted ore of bastnaesite with sulfuric acid. Trans Nonferrous Met Soc China. 2013;23(3):849.
Li DD, Long ZQ, Li HW, Zhang GC. Leaching behaviors of Ce4+ and Fe3+ ions in the bastnaesite with sulfuric acid. Chin J Rare Met. 2004;28(2):452.
Acknowledgments
This work was financially supported by the National Science & Technology Pillar Program (No. 2012BAB10B00).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wu, B., Shang, H. & Wen, JK. Sulfuric acid leaching of low-grade refractory tantalum–niobium and associated rare earths minerals in Panxi area of China. Rare Met. 34, 202–206 (2015). https://doi.org/10.1007/s12598-014-0436-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-014-0436-7