
Abstract
An integrated approach has been applied to predict and optimize multi-performance characteristics, such as optimum thrust force (Fz), torque (Mz), hole surface roughness (Ra), delamination (D) and hole roundness (R), in drilling process of Kevlar fiber reinforced polymer. The experiments were performed by varying drill point geometry and drilling process parameters, i.e., drill point angle, feed rate, and spindle speed. The quality characteristics Fz, Mz, Ra, D, and R were the smaller the better. Taguchi orthogonal array (OA) L18 was used as the design of experiments. Grey fuzzy analysis was first applied to obtain a rough estimation of the optimum drill point geometry and drilling process parameters. Backpropagation neural network (BPNN) model was developed and utilized to predict the optimum Fz, Mz, Ra, D, and R. Genetic algorithm (GA) was performed to search for global optimum of drilling process parameters combinations. The analysis of the effect of drill point angle, as well as drilling process parameters, on the individual performance characteristics was conducted by examining both the percentage contribution of drill point geometry and drilling process parameters on the total variance of three responses individually, and the response graphs. The results of the confirmation experiment showed that the BPNN based GA optimization method could accurately predict and also significantly improve the multiple performance characteristics.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Kevlar has been widely used as a reinforcing fiber in producing composite materials due to its specific tensile modulus which is greater than glass and aluminum. However, they are not as stiff as graphite or boron fibers. Kevlar fiber reinforced polymer (KFRP), or also often called aramid fiber reinforced polymer (AFRP), is one of the composite types which have several beneficial properties, such as high tensile strength, high hardness, low density, heat and corrosion resistant, strong and lightweight [1]. KFRP is usually used in the automotive industry, tank industry, aircraft, military equipment and spacecraft. In the manufacturing industry, drilling is one of the machining processes commonly applied in producing hole for components assembly using bolt and rivet. There is a difference in the drilling process of this material from the metal materials because of its nonhomogeneous and anisotropic properties. While drilling composite materials, the two phases namely filler and matrix behave differently than when they are separate, because composite contains the soft epoxy matrix and hard fibers.
The performance of the drilling process on composite materials can be measured based on several performances or quality characteristics such as delamination (D), hole surface roughness (Ra) and hole roundness (R) [2,3,4]. Delamination is initiated by thrust force, which is affected by feed rate and tool geometry significantly [2]. Therefore, the aforementioned quality characteristics, including responses such as thrust force (Fz) and torque (Mz), should be minimized. The minimum multiple quality characteristics could be achieved by determining the optimal drilling parameters using the multiple quality characteristics optimization methods. Currently, the multiple quality or performance characteristics optimization methods are developed based on statistical and meta-heuristic methods. Response surface methodology (RSM) is commonly used to explore the relationships between machining or explanatory variables and performance characteristics or response variables, as well as to predict the response. The popular statistical based optimization methods include RSM combined with desirability function, Taguchi method combined with grey relational analysis (GRA), fuzzy logic, utility, a technique for order performance by similarity to ideal solution (TOPSIS) and weighted principal component analysis (WPCA). Palanikumar et al. conducted an optimization of multiple performance characteristics in turning of glass fiber reinforced polymer composite material using grey-fuzzy analysis [5]. The optimized responses were tool wear and surface roughness. Fiber orientation, cutting speed, feed, depth of cut and machining time was considered as the turning parameters. An optimization of multiple performances using grey-fuzzy analysis in the drilling of hybrid metal matrix composites has been performed [6]. The drilling parameters used in the optimization were spindle speed, feed rate and percentage weight of SiC. The optimized multiple performance characteristics were thrust force, surface roughness, and burr height. Krishnamoorthy et al. have also used grey-fuzzy analysis to optimize five different performance characteristics (thrust force, torque, entry delamination, exit delamination, and hole surface roughness) in the drilling of carbon fiber reinforced plastic (CFRP) [3]. The drilling parameters which considered affected the performance characteristics were spindle speed, point angle, and feed rate. Pandey and Panda have applied the grey-based fuzzy algorithm to conduct an optimization of multiple performance characteristics in the drilling of bone [7]. The objective of the multiple performance optimization were reducing the temperature and force during the drilling process and surface roughness of the hole. The drilling parameters considered were spindle speed and feed rate. Sakthivel et al. have also used grey-fuzzy logic in the optimization of cutting parameters in the drilling of glass fibre reinforced stainless steel mesh polymer composite [8]. The optimized responses were thrust force, torque, delamination and diameter deviation. The varied drilling parameters were point angle, spindle speed, and feed rate.
Artificial neural network (ANN) has gained popularity for modeling very complex nonlinear systems and predicting the responses. The meta-heuristic methods for single or multiple objectives optimizations commonly used are a genetic algorithm (GA), ant colony optimization (ACO), harmony search, simulated annealing (SA), particle swarm optimization (PSO) and gravitational search algorithm (GSA). Jayabal and Natarajan conducted an optimization of three different responses (thrust force, torque, and tool wear) in the drilling of coir fiber reinforced composites using Nelder-Mead and GA methods [9]. The varied drilling parameters were drill bit diameter, spindle speed, and feed rate. Saravanan et al. applied GA based multi objective optimization in drilling carbon fibre reinforced plastic (CFRP) [10]. The input parameters were spindle speed and feed rate, while the output were metal removal rate (MRR) and hole eccentricity or hole roundness. Kannan et al. performed a study to improve hole quality (surface roughness), to increase productivity (drilling time) and to reduce thrust force in drilling copper by applying the integration of ANN with GA and PSO [11]. Spindle speed and feed rate were the varied drilling parameters. The relationships between the drilling parameters and surface roughness, drilling time and thrust force were developed by using ANN. GA and PSO were utilized for minimizing surface roughness, drilling time and thrust force. Shunmugesh and Panneerselvam conducted a multi objective optimization in drilling of CFRP using ANN which is linked with particle swarm optimization gravitational search algorithm (PSO GSA) and GA [4]. Cutting speed, feed rate and drill bit type were the varied drilling parameters, while thrust force, torque and surface roughness were the minimized responses. In the past, Wan et al. experimented with multi-objective optimization in small scale resistance spot welding of titanium alloy [12]. Grey relational analysis was used for rough estimation of the optimum welding parameters. BPNN based GA was applied to search the global optimum parameters.
The usage of grey fuzzy analysis and BPNN based GA for the minimization of thrust force, torque, hole surface roughness, delamination and hole roundness simultaneously in drilling composites was very limited. This research has taken KFRP as working material and applying the combination of grey fuzzy analysis and BPNN-based GA for determining the optimal parameters in the drilling process. Grey fuzzy analysis has been used for obtaining a rough estimation of optimum parameters combination in drilling KFRP. The multiple performance characteristics were predicted and improved by BPNN-based GA optimization method.
2 Optimization Methodologies
2.1 Grey-Fuzzy Optimization
Taguchi’s method has been carried out for analyzing the experimental results. Taguchi method uses the design of orthogonal arrays to study the variables and its interactions using a small number of experiments. The steps used to perform an optimization using grey-fuzzy analysis are shown in Fig. 1.

Steps for optimization using grey-fuzzy
2.1.1 Calculation of S/N Ratio
The signal-to-noise (S/N) ratio is a measure of the data set relative to the standard deviation. If the S/N is large, the magnitude of the signal is large relative to the noise, as measured by the standard deviation. There are three S/N ratios available, depending on the type of the performance characteristics; lower is better (LB), higher is better (HB) and nominal is better (NB). In drilling process, lower thrust force, torque, hole surface roughness, delamination and hole roundness are indications of better performance. Therefore, for obtaining minimum machining performance, the “LB” ratio was selected for all of these responses. The S/N ratios for LB characteristic can be calculated as follows [13]:
where n is the number of measurements and \( {\text{y}}_{\text{i}}^{2} \) is the measured characteristic value. Regardless the category of performance characteristics, the greater S/N ratio corresponds to the better performance characteristic.
2.1.2 Calculation of S/N Ratio
In the grey relational analysis method, data preprocessing is used to normalize the initial data. The experimental results of thrust force, torque, hole surface roughness, delamination and hole roundness have been converted into values in the range between zero and one by using linear normalization. The normalization of S/N ratio of the responses were calculated using Eq. (2) [14, 15].
where \( {\text{X}}_{\text{i}}^{ *} \left( {\text{k}} \right) \) is the normalization value, \( \hbox{min}\; {\text{X}}_{\text{i}} \left( {\text{k}} \right) \) is the smallest value of \( {\text{X}}_{\text{i}} \left( {\text{k}} \right) \) for the kth response and \( \hbox{max}\; {\text{X}}_{\text{i}} \left( {\text{k}} \right) \) is the largest value of \( {\text{X}}_{\text{i}} \left( {\text{k}} \right) \) for the kth response.
2.1.3 Grey Relational Coefficient
Grey relational analysis is used to measuring the two systems or two sequences relevancies. The sequences used in the grey relational analysis are called grey relational coefficient (GRC), which shows the relationship between the ideal condition and the actual condition of the normalized response. The calculation of GRC \( \xi_{\text{i}} \left( {\text{k}} \right) \) conducted by using Eq. (3) [14, 15].
where \( \Delta_{{0,{\text{i}}}} \left( {\text{k}} \right) \) is the deviation sequence of the reference sequence, ζ the distinguishing coefficient (ζ = 0.5 is generally used), \( \Delta_{ \hbox{min} } \) is the smallest value of \( \Delta_{{0,{\text{i}}}} \) and \( \Delta_{ \hbox{max} } \) is the largest value of \( \Delta_{{0,{\text{i}}}} \).
2.1.4 Fuzzification and Defuzzification
The GRC of each quality characteristic converted into one multi-response output which is called grey fuzzy reasoning grade (GFRG). The fuzzy logic analysis which uses membership function, fuzzy rule and defuzzification are used to perform the GRC conversion.
2.1.5 Analysis of Variance (ANOVA)
The purpose of ANOVA is to evaluate the significance of the factor effect on an experiment. The factor effect is not cited in the prediction formula until its significance has reached a certain level. The percentage contribution of machining parameters or factors on the desired quality measures value indicates the relative power of a factor and/or interaction for reducing the total variance [16]. If the factor or/and interaction levels could be controlled precisely, then the total variation could also be reduced by the amount indicated by the percentage contribution. This tool has been used by several researchers [15,16,17,18].
2.2 Back Propagation Neural Network (BPNN)
Artificial neural network (ANN) is an information processing system that has certain work-related characteristics that resemble biological neural networks [19]. ANN has been developed as a generalization of mathematical models of the cognitive aspects of human or biological nerves, that is based on the assumptions that:
-
1.
Information processing occurs on elements called neurons.
-
2.
Signals propagate between neurons through the interconnection.
-
3.
Each interconnection has a corresponding weight that on most neural networks serves to multiply the transmitted signal.
Each neuron implements an activation function, which is not linear usually, on the network input to determine its output signal. One of the architectures of artificial neural networks that has a high accuracy and speed is the back-propagation neural network (BPNN). BPNN was first introduced in 1986 [20]. BPNN is commonly applied to multilayer perceptrons. Perceptron has at least an input section, an output section and several layers that are between input and output. This middle layer, also known as hidden layers, can be one, two, three layers or more. The last layer output from the output layer is directly used as the output of the neural network.
Training on back-propagation method involves three stages, that is feed forward training pattern, error counting and weight adjustment. After the training, network applications only use the first stage of computing, i.e., feed forward, to perform testing. Although the training phase is slow, the network can produce output very quickly. Back-propagation method has been varied and developed to improve the speed of the training process. Since a single layer of the network has a very limited capacity in learning, adding layered networks would give more capacity in learning. BPNN architecture consists of many layers (multilayer neural network), namely [21]:
-
1.
Input layer which consists of neurons or input units, from input 1 to input unit n.
-
2.
The hidden layer which consists of hidden units ranging from hidden units 1 to hidden units p.
-
3.
Output layer consists of units of output starting from the output unit 1 to the output unit m.
The symbols n, p and m is each arbitrary integer numbers according to the artificial neural network architecture designed.
2.3 Genetic Algorithm (GA)
Genetic algorithm is a search method of stochastic optimum value based on natural selection mechanism-genetic theory. Genetic algorithms differ from conventional convergence method that are more deterministic [22, 23].The classical optimum search method generally utilizes the convergence of the convergent asymptotic curves to the desired solution. The convergence process is conducted by evaluating a point on the asymptotic curve in each iteration process. In the next iteration process, the evaluation point is shifted towards the valleys/hills that are expected to lead to the convergent point that exists. Point-by-point analysis like this can produce the correct value only if the problem being analyzed has an extreme point that ensures that the local optimum value is also a global optimum value. On the other hand, genetic algorithms perform the process of searching the optimum value at several points simultaneously (one generation). A set of optimized parameters will be used to create a chromosome which defined as a solution candidate for an optimization problem. The chromosome being analyzed can be a binary, integer or decimal code. For the first generation, the initial chromosome is randomly generated from its solution space. A set of good chromosome (parent) is then selected based on its fitness value, whereas a set of bad chromosome will be removed from solution candidate in the next generation. The iteration process is then carried out with a generation-to-evolution approach, but the number of chromosome in each generation is generally maintained. Two parent chromosomes are then selected using selection method (e.g. roulette wheel, ranking and tournament) to produce offspring chromosome through crossover and mutation process for generating and maintaining the population set. A stopping parameter is finally applied to stop iteration and a chromosome with the best fitness is then selected as a solution for the optimization problem. Figure 2 shows the flow chart of BPNN–GA based optimization method.

Optimization using BPNN–GA method
3 Experimental Design and Result
3.1 Materials and Equipment
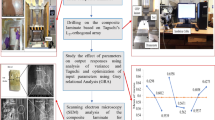
A CNC Milling Machine YCM MV 86A is used to conduct the experimental study. The drilling process of KFRP composite was conducted without coolant as shown in Fig. 3. A KISTLER 4-component dynamometer Type 9272 was used to measure the thrust force and torque as shown in Fig. 4. Table 1 shows the levels of drill point geometry, point angle, feed rate and cutting speed that were used in the experiment. The levels of parameters used in the study adapted to the levels interval recommended by the manufacturer of the cutting tool. The drill bits used in this experiment were two flute straight twist drill having a diameter of 10 mm. Two drill point geometries were selected, i.e., S-type and X-type as shown in Fig. 5. While the first type was made of HSS, the other was made of HSS-cobalt. KFRP composite with a dimension of 200 mm (length) × 30 mm (width) × 6 mm (thickness) was used as workpiece material. The matrix material is an epoxy resin, while the fiber is kevlar/aramid. The composite was manufactured by PT. Dirgantara Indonesia, an aircraft manufacturer. It has a tensile strength of 515 MPa, a tensile modulus of 25 GPa, the density of 1.35 g/cm3 and shear modulus of 8.45 GPa. The hole surface roughness values were measured using a Mitutoyo Surftest SJ-310. The hole roundness values were measured using a Roundtest Roncorder EC-3D. The value of delamination is represented by delamination factor which is calculated as the ratio between maximum diameter (Dmax) in the delamination area and the nominal diameter (D0) of the drill (10 mm), or [24]:

KFRP drilling process

Schematic of thrust force and torque measurement

Drill point geometry for a S-type, b X-type
3.2 Design of Experiments
An experiment was designed using Taguchi method which uses an orthogonal array to study the entire parametric space with a limited number of experiments [14]. Design of experiments and Taguchi’s method have been used to accomplish the objective of the experimental study. To select an appropriate orthogonal array for the experiments, the total degrees of freedom had to be computed. There were 7 degrees of freedom due to one two-level machining parameter and four three-level machining parameters in the drilling process. Hence, an L18 orthogonal array was selected for the experiment and shown in Table 2. To preserve the randomness of the experiment, a random order was also determined for running the experiments. The experiments were replicated three times.
3.3 Experimental Results
Table 3 shows the experimental result for thrust force, torque, hole surface roughness, delamination and hole roundness. The S/N ratios for all response parameters were calculated using Eq. (1).
4 Optimization Results
4.1 Grey-Fuzzy Optimization
The normalization of S/N ratio of the responses was calculated using Eq. (2). The calculation of GRC \( \xi_{\text{i}} \left( {\text{k}} \right) \) was conducted using Eq. (3). The GRC of each response was converted into one multi-response output which is called grey fuzzy reasoning grade (GFRG) as shown in Table 4. The conversion was conducted by using fuzzy logic analysis which uses membership function, fuzzy rule and defuzzification.
In this research, three fuzzy subsets are assigned in the GRC of thrust force, torque, hole surface roughness, delamination and hole roundness as shown in Fig. 6a, b shows that there are nine fuzzy subsets assigned in the GFRG. For both figures, S is small, VS is very small, M is middle, SM is smaller middle, LM is larger middle, L is large, VL is very large and H is huge. The GFRG from all 18 experiments with three replications were predicted by evaluating the fuzzy inference system (FIS), which was activated by a set of rules that have been written.

Membership function of a GRC for all responses, b GFRG
The optimum condition of the parameter levels can be chosen by using average analysis from the response graph. The procedure of response table is used to group GFRG by parameter levels and then to calculate the average. The average GFRG value for each factor levels is then plotted in Fig. 7 to attain the optimum parameter setting that would reduce the total variance of the responses simultaneously. Based on Fig. 7, for minimizing all of the responses in drilling of KFRP composite drill point geometry, drill point angle, feed rate and cutting speed are set at level 2 (type X), level 1 (100°), level 1 (50 mm/min), level 1 (50 mm/min) and level 2 (62.8 m/min) respectively. This setting is selected from the drilling parameters which have the greatest GFRG.

Response graph for GFRG
Table 5 shows the ANOVA table of the GFRG which includes the percentage contribution of each drilling parameters. The application of grey-fuzzy optimization is useful in determining the levels of drilling parameters for multiple-performance optimization. However, the obtained levels of the drilling parameters are considered as rough estimations. Therefore, further analysis is conducted for searching the global optimum drilling parameters by using the combine methods of BPNN and GA.
4.2 BPNN–GA Based Optimization
4.2.1 BPNN
The numbers of neurons of input and output layers were the same as the numbers of drilling parameters and responses. Therefore, there are four neurons of input layers and five neurons of output layers. Trial and error method was performed to obtain the minimum value of mean square error (MSE) in determining the number neuron of the hidden layer, as well as the number of hidden layers. The result showed that the number of neurons in the hidden layer was 16, which meant that the optimum architecture of BPNN used in this study was 4–16–5 as seen in Fig. 8. This architecture produces MSE training and testing values of 0.019 and 0.015 respectively, which are the minimum values from trial and error calculation. The activation functions for hidden layers and output layers were tansig and purelin respectively. Levenberg–Marquardt (trainlm) was applied as the training function. The stopping criteria in training the data is shown in Table 6. The percentage of data used for training and testing were 70% and 30% respectively from 54 total data. Table 7 shows the overall data of BPNN that compare the predicted and experimental results of each combination for all of the responses. It can be seen that the average error between experimental and predicted results did not exceed 10%, which verified that the prediction of the responses close to the experimental data [25].

BPNN architecture
BPNN training, testing and validation were conducted by using MATLAB R2013a. The graphs between the targets (experimental data) and BPNN output or predicted results for training, testing, validation and all data are shown in Fig. 9. The values of the correlation coefficients for training, testing and all data were 0.99258, 0.96947 and 0.98534 respectively. These results indicating that there was an excellent goodness of fit between the targets (experimental data) and BPNN output or predicted results. The same procedure [26] for examining the correlations between the target and output values in term of training, testing and all data was also applied.

Comparison between experimental data and prediction data of BPNN
4.2.2 GA
GA parameters are shown in Table 8. By solving the optimization problem using GA, the minimum thrust force, torque, hole surface roughness, delamination and hole roundness could be obtained by using X-type drill point geometry and setting drill point angle, feed rate and cutting speed at 100°, 50 mm/min and 75 m/min respectively.
5 Result and Discussion
5.1 Influence of Drilling Condition on Thrust Force, Torque, Hole Surface Roughness, Delamination and Hole Roundness
The percentage contributions of drilling parameters on the total variance of the multiple responses or GFRG are shown in Table 5. Feed rate has the highest contribution (46.8%), followed by point angle (23.82%), cutting speed (11.33%) and drill point geometry (3.48%). The analysis of the influence of drilling parameters on KFRP was conducted by examining the percentage contribution of drilling parameters on total variance of five responses individually and the response graphs. The percentage contribution of drilling parameters is shown in Table 9. Regarding the magnitude of the percentage contribution of drilling parameters on the total variance of thrust force, torque, hole surface roughness and delamination, the highest contributor was feed rate, followed by cutting speed, drill point angle and drill point geometry respectively. The same results were also obtained by several researchers [17, 18]. The percentage contribution of cutting speed is the highest for hole roundness, followed by drill point geometry, drill point angle and feed rate respectively. The response graphs for thrust force, torque, hole surface roughness, delamination and hole roundness are presented in Figs. 10, 11, 12, 13 and 14. The results of the optimization using grey fuzzy analysis and BPNN–GA have shown that drill point geometry type X would produce a low value of thrust force, torque, hole surface roughness, delamination and hole roundness.

Response graph for thrust force

Response graph for torque

Response graph for hole surface roughness

Response graph for delamination

Response graph for hole roundness
Figure 10 shows that increasing point angle would increase the thrust force. The increase of feed rate increases the load on the drill and hence increases the thrust force, while the increase of cutting speed reduces the thrust force. The increase of feed rate would enhance the cross-sectional area of the undeformed chip which has a greater resistance to chip formation, consequently needs a greater axial thrust force to cut it through [27]. This figure also indicates that the increase of cutting speed would decrease the thrust force [18, 28]. Several researchers were also obtained the same conclusion regarding the effects of point geometry, point angle, feed rate and cutting speed on thrust force [3, 5, 6, 18].
Figure 11 depicts that only the increase of feed rate would increase the torque, while the increase of the other three drilling parameters would reduce the torque. This corresponds to the empirical equation for calculating the torque during the drilling process, which states that the torque is influenced by the diameter of the workpiece, feed rate and chisel geometry [29]. This finding is in accordance with the results of several researchers [3, 17, 27].
It can be seen in Fig. 12 that low hole surface roughness could be obtained by using small point angle, low feed rate and high cutting speed. Increasing feed rate would increase the thrust force and fracture the composite materials, which finally increasing surface roughness. The use of high cutting speed and low feed rate will lead to a rise in temperature in the composite material. The temperature rise will decrease the hardness of the composite hence composite material will be cut easily, resulting in lower surface roughness. These phenomena are in agreement with literature [27]. Other studies also obtained similar results [5, 6, 17, 18].
From Fig. 13, it can be seen that delamination could be prevented by using small point angle, low feed rate and high cutting speed. Increasing the feed rate will enhance the thrust force, hence leads to increase the delamination at drilled hole. This observation is similar to the results of several researcher [3, 18, 27, 28, 30, 31].
Based on Fig. 14, small hole roundness could be produced by drilling using small point angle, low feed rate and high cutting speed. These phenomena are in agreement with other studies [3, 17, 27].
5.2 Confirmation Experiment
Table 10 shows the results of the confirmation experiments using the optimal drilling parameters obtained by using grey fuzzy and BPNN–GA optimization methods. Both optimization methods recommended the same type of drill point geometry (type X), drill point angle (100°) and feed rate (50 mm/min). However, BPNN–GA optimization method yielded a higher cutting speed, i.e., 75 m/min. The confirmation experiments of both optimization methods were replicated three times and the averages are also presented in Table 10. Since grey fuzzy analysis does not predict the responses, the given responses values were obtained from the confirmation experiment. It can be seen that all of the predicted responses of BPNN–GA are lower than the results of the experimental confirmation of grey fuzzy, but still higher than the results of the experimental confirmation of BPNN–GA. Therefore, the minimum thrust force, torque, hole surface roughness, delamination and hole roundness could be obtained by applying the optimal drilling parameters which were determined by using BPNN–GA.
6 Conclusions
In this study, a multi-objective prediction and optimization of multiple performance characteristics were investigated in drilling KFRP. Grey fuzzy logic was applied first to determine a rough estimation of the optimum drilling parameters. The most influential drilling parameters on multiple performance characteristics were feed rate, followed by point angle, cutting speed and drill point geometry. Next BPNN model was developed and used to predict the minimum thrust force, torque, hole surface roughness, delamination and hole roundness. Afterwards, GA was utilized to search for global optimum drilling parameters combinations. In the end, the analysis of the influence of drilling parameters on the individual performance characteristics was conducted by examining the percentage contribution of drilling parameters on total variance of five responses individually and the response graphs. The results of the experimental confirmation showed that BPNN based GA optimization method could accurately predict and also significantly improve the multiple quality characteristics.
Abbreviations
- \( y_{i} \) :
-
Measured characteristic value of the response
- \( X_{i}^{*} \left( k \right) \) :
-
Normalization value of the \( k \) response
- \( \hbox{min} \;X_{i} \left( k \right) \) :
-
The smallest value of \( X_{i} \left( k \right) \) for the kth response
- \( {\text{max}}\;X_{i} \left( k \right) \) :
-
The largest value of \( X_{i} \left( k \right) \) for the kth response
- \( \zeta \) :
-
Distinguishing coefficient
- \( \xi_{i} \left( k \right) \) :
-
GRG value of the kth response
- \( \Delta_{0,i} \left( k \right) \) :
-
Deviation sequence of reference for the kth response
- \( \Delta_{min} \) :
-
Smallest value of \( \Delta_{0,i} \)
- \( \Delta_{max} \) :
-
Largest value of \( \Delta_{0,i} \)
References
Zheng, L., Zhou, H., & Gao, C. (2012). Hole drilling in ceramics Kevlar fiber reinforced plastics double-plate composite armor using diamond core drill. Journal Material and Design, 40, 461–466.
Bhattacharyya, D., & Horrigan, D. P. W. (1998). A study of hole drilling in kevlar composites. Composites Science and Technology, 58, 267–283.
Krishnamoorthy, A., Boopathy, S. R., Palanikumar, K., & Davim, J. P. (2012). Application of grey fuzzy logic for the optimization of drilling parameters for CFRP composites with multiple performance characteristics. Measurement, 45(5), 1286–1296.
Shunmugesh, K., & Panneerselvam, K. (2016). Machinability study of carbon fiber reinforced polymer in the longitudinal and transverse direction and optimization of process parameters using PSO-GSA. Engineering Science and Technology an International Journal, 19, 1552–1563.
Palanikumar, K., Latha, B., & Davim, J. P. (2012). Application of Taguchi method with grey fuzzy logic for the optimization of machining parameters in machining composites. Computational Methods for Optimizing Manufacturing Technology: Models and Techniques. https://doi.org/10.4018/978-1-4666-0128-4.ch009.
Rajmohan, T., Palanikumar, K., & Prakash, S. (2013). Grey-fuzzy algorithm to optimise machining parameters in drilling of hybrid metal matrix composites. Composites Part B Engineering, 50, 297–308.
Pandey, R. K., & Panda, S. S. (2014). Optimization of bone drilling parameters using grey-based fuzzy algorithm. Measurement, 47, 386–392.
Sakthivel, M., Vijayakumar, S., & Jenarthanan, M. P. (2017). Grey-fuzzy logic to optimise process parameters in drilling of glass fibre reinforced stainless steel mesh polymer composite. Pigment & Resin Technology, 46, 276–285.
Jayabal, S., & Natarajan, U. (2010). Optimization of thrust force, torque, and tool wear in drilling of coir fiber-reinforced composites using Nelder-Mead and genetic algorithm methods. International Journal Advance Manufacturing Technology, 51, 371–381.
Saravanan, M., Ramalingam, D., Manikandan, G., & Kaarthikeyen, R. R. (2012). Multi objective optimization of drilling parameters using genetic algorithm. Procedia Engineering, 38, 197–207.
Kannan, T. D. B., Rajeshkannan, G., Kumar, B. S., & Baskar, N. (2014). Application of artificial neural network modeling for machining parameters optimization in drilling operation. Procedia Materials Science, 5, 2242–2249.
Wan, X., Wang, Y., & Zhao, D. (2016). Grey relational and neural network approach for multi-objective optimization in small scale resistance spot welding of titanium alloy. Journal of Mechanical Science and Technology, 30(6), 2675–2682.
Taguchi, G. (1990). Introduction to quality engineering. Tokyo: Asian Productivity Organization.
Lin, J. L., & Lin, C. L. (2002). The use of orthogonal array with grey relational analysis to optimize the electrical discharge machining process performance with multiple characteristics. International Journal of Machine Tools and Manufacture, 42, 237–244.
Soepangkat, B. O. P., Soesanti, A., & Pramujati, B. (2013). The use of Taguchi-grey-fuzzy to optimize performance characteristics in turning of AISI D2. Applied Mechanics and Materials, 315, 211–215.
Ross, P. J. (2008). Taguchi technique for quality engineering. New York City: McGraw-Hill Education.
Vankanti, V. K., & Ganta, V. (2014). Optimization of process parameters in drilling of GFRP Composite using Taguchi method. Journal of Materials Research and Technology, 3(1), 35–41.
Palanikumar, K. (2011). Experimental investigation and optimisation in drilling of GFRP composite. Measurement, 44, 2138–2148.
Fausett, L. V. (1994). Fundamentals of neural networks: architectures, algorithm, and applications. Upper Saddle River: Prentice-Hall.
Rumelhart, D. E., Hinton, G. E., & Williams, R. J. (1986). Learning internal representations by error propagation (pp. 318–362). Cambridge: MIT Press.
Gowda, C. C., & Mayya, S. G. (2014). Comparison of back propagation neural network and genetic algorithm neural network for stream flow prediction. Journal of Computational Environmental Sciences, 1, 1–6.
Holland, J. H. (1975). Adaptation in natural and artificial systems: An introductory analysis with applications to biology, control, and artificial intelligence. Ann Arbor: University of Michigan Press.
Goldberg, D. (1989). Genetic algorithms in search, optimization and machine learning. Boston: Addison-Wesley Longman Publishing Co.
Gaitonde, V. N., Karnik, S. R., & Davim, J. P. (2007). Taguchi multiple-performance characteristics optimization in drilling of medium density fibreboard (MDF) to minimize delamination using utility concept. Journal of Materials Processing Technology, 196, 73–78.
Zhang, Z., Ming, W., Huang, H., Chen, Z., Xu, Z., Huang, Y., et al. (2015). Optimization of process parameters on surface integrity in wire electrical discharge machining of tungsten tool YG15. International Journal of Advanced Manufacturing Technology, 81, 1303–1317.
Kumar, K. V., & Sait, A. N. (2017). Modelling and optimisation of machining parameters for composite pipes using artificial neural network and genetic algorithm. International Journal on Interactive Design and Manufacturing, 11(2), 435–443.
Krishnaraj, V., Zitoune, R., & Davim, J. P. (2013). Drilling of polymer-matrix composites. Berlin: Springer.
Kilickap, E. (2010). Optimization of cutting parameters on delamination based on Taguchi method during drilling of GFRP composite. Expert Systems with Applications, 37, 6116–6122.
Armarego, E. J. A. (1996). Material removal process-twist drills and drilling operations. Parkville: University of Melbourne.
Lin, S. C. (1996). Drilling carbon fiber-reinforced composite material at high speed. Wear, 194(1), 156–162.
Tsao, C. C., & Hocheng, H. (2004). Taguchi analysis of delamination associated with various drill bits in drilling of composite material. International Journal of Machine Tools and Manufacture, 44, 1085–1090.
Acknowledgements
The authors acknowledge the PNBP Grant Provided by Mechanical Engineering Department, Institut Teknologi Sepuluh Nopember, Surabaya, Indonesia.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Soepangkat, B.O.P., Pramujati, B., Effendi, M.K. et al. Multi-objective Optimization in Drilling Kevlar Fiber Reinforced Polymer Using Grey Fuzzy Analysis and Backpropagation Neural Network–Genetic Algorithm (BPNN–GA) Approaches. Int. J. Precis. Eng. Manuf. 20, 593–607 (2019). https://doi.org/10.1007/s12541-019-00017-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00017-z