
Abstract
The use of optical measurement equipment and software based on photogrammetry is becoming more affordable and is increasing their reliability in presenting results on surfaces topography as well as strain distribution. The question is, how feasible can their support be to the process/product development engineer in the choice of the right auto body-in-white (BIW) component design; how can they influence blank and tool geometries, process parameters and moreover the right material selection, in order to reduce the springback of such materials on drawing, reaching the required quality standards for the part. This paper describes some industrial cases on how these new techniques can be applied to lay out industrial deep drawing processes, accomplished by the use of optical measurement, improving design and process issues.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
To reach the new market requirement targets for the auto BIW development, process integration from the early concept development phases to the start of production, must provide a streamlined scalable environment that encompasses every step in the process from early design feasibility to the process final validation. High safety standards, the high reduction in weight that improves fuel consumption, emissions and performance trends, a world class quality at reasonable production costs and schedule timing are changing the development chain in the automotive industry. Mainly regarding automotive lightweight construction based on the use of lightweight materials, meaning that building materials of low specific density and high-strength can be used, automotive engineers and designers are daily challenged, through the introduction of many new materials for their applications. Therefore, new design aims and methodologies should be developed [1, 2]. Auto BIW complaints usually involve complex geometry, irregular pressed parts from many different metallic materials. Forming these blanks is normally a combination of deep drawing and stretching and bending, that can afterwards lead to the springback geometry of the part, making it non-useful or refuted depending on or according to the quality standards. To avoid this, a detailed analysis and judgement of the forming process with conventional processes requires a lot of energy for most cases. A variety of effects, such as plastically orthotropy and strain rate dependence of the material as well as different friction conditions in the contact area sheet-tool and their corresponding friction conditions, plays a reasonable role in the process behaviour. In this sense, the consequent use of optical measurement techniques enables saving try-out time as well as an increment in quality of the stamping parts by means of optimization of the drawing process, process parameters, material choice, blank and forming steps.
The remaining question is, if the part is suitable to stamping, if all the tooling analysis have been made and conclusion taken about the stamping capability, the remaining issue is, what about the part springback?
Regarding quality standards, is it suitable, from the dimensional point of view, to be assembled without any difficulty to the BIW? [2]. High costs in the so-called “non-quality” in BIW fabrication are related to the non-conformities in stamping part regarding the geometry, mainly due to strong part springback, which causes the body-shop to strongly influence the welding process, the geometry and the matching capability in BIW fabrication.
Industrial relevance of Springback research
Currently, the lead-through time from design to production is considerable. The reason for the long lead through time is that after the first design of the tools and choice of blank material and lubricant, an extensive and time-consuming experimental trial and error process has to be started to determine the proper tool design and all other variables, leading to the desired product [1–6].
An accurate prediction of the springback phenomenon during the whole process modelling will enable tool designers to numerically evaluate the design (through FEM Simulations), and eventually redesign, to meet the requirements for the desired product shape. As a result, the lead-through time from design to production can be decreased drastically when the experimental trial and error process can be reliably replaced by a numerical one, while costs are reduced.
The accuracy of a springback prediction after a forming operation depends on the accuracy of the stress state. The accuracy of the stress state is influenced by the accuracy of several numerical algorithms [1, 5–13]. Here the greatest influences on the stress state would be: constitutive equations (Hill, Vegter, Barlat, possibly microscopic material models), friction and contact behaviour (Coulomb, Stribeck, rigid/deformable tools), integration schemes (number of integration points through thickness) and mesh dependency (mesh adaptively, mesh size, mesh shape). Improvement in the accuracy of the springback prediction after each forming operation needs thorough research on the influence of these aspects on springback predictions. The springback is not influenced by the deep drawing operation only. In case of trimming, locally large deformations (and thus hardening) occur and, as a result, high internal stresses appear. These internal stresses can significantly contribute to the springback of the final product. However, nowadays in the current FEM codes, the internal stresses due to trimming are not taken into account. The same holds for hemming and flanging. The internal stresses after these operations are lower than in case of trimming, but they appear in a larger area, so the amount of springback due to these internal stresses cannot be neglected, leading to some difficulty for engineers to predict springback compensations mechanisms.
Determination of 3D Optical Coordinate Measuring
The present photogrammetric measuring devices are based upon the principle of triangulation. Multiple images are taken from the desired object using a camera. Knowing the projection equations of the used optical elements, 3D coordinates can be calculated from as many object points as needed [13]. Using photogrammetry, the position of a point in 3D space can be determined by triangulating multiple bundles of observation rays.
If the spatial orientation of each bundle is known in the object coordinate system, the intersection of the rays delivers the desired 3D object coordinate, as shown in Fig. 1a and b, from GOM® Metrology Systems. The camera model is used to describe the projection of an object onto the image plane of a camera.

(a) Handling of a Photogrammetry ATOS® Scanner (b): Photogrammetry ATOS® Scanner positioned
This model is based upon a pinhole perspective device with the camera lens as the pinhole. Next, light waves are described as straight lines, as typical for incoherent metrology [15].
An object point P(X P ,Y P ,Z P ) and its observation p(x p, y p ) in the image plane B as well as the projection centre O(X O ,Y O ,Z O ) are on one projection line (Fig. 2) and a mirrored image plane (Fig. 3).

Coordinate of object points P i by triangulating bundles rays from different image planes

Central Projection
The relationship between object and image coordinates can be described mathematically according to the collinear assumption as:
As:
The camera parameters, such as the principle distance c, the coordinates of the principle point (x H ,y H ) and the elements to describe the lens distortions (dx,dy) are called inner orientations.
The values for the projection centre (X O ,Y O ,Z O ) and the rotation matrix R, which depends upon the camera position in the global coordinate system, establish the outer orientation.
The orthonormal rotation matrix is used for the transformation of global coordinates into support coordinates.
Bundle adjustment
The bundle adjustment is used to determine the unknown object coordinates and additionally the parameters of the detecting arrangement. For this, multiple observations from different directions are required, with a partially overlapping image area. Furthermore, it is necessary for all the desired object points to exist in more than one observation. A minimum of two observations of one object point is required to create enough equations for the derivation of its position. The image coordinates together with the appropriate project centre define bundles of projection rays as illustrated in Fig. 3. The goal of the bundle adjustment is to determine the unknown parameter so that the collinear assumptions are met as well as possible. The equation can typically not be solved exactly, as more observations than unknown parameters exist and the observations have errors related to the detection process. An iterative process is needed for the approximation of this system of equations. If all parameters of the detection setup are unknown, seven additional degrees of freedom exist in the equation system. Three of them describe a translation, three a rotation and one the scale. These degrees of freedom, which are called additional observations, have to be restricted.
Additional Observations
For the transformation of the calculated point coordinates (X Pi ,Y Pi ,Z Pi ), from the model coordinate system to (X’ Pi ,Y’ Pi ,Z’ Pi ) of the reference coordinate system, restricted additional observations are needed. For a definition of the reference coordinate system without contradiction, the introduction of the following additional observations is typical.
-
Definition of a plane: Restriction of the Z-coordinate Z’ P1 , Z’ P2 , Z’ P3 of three object points (P’ 1 ,P’ 2 ,P’ 3 ) in the reference coordinate system;
-
Definition of a direction;
-
Definition of a coordinate: For the use of these observations for the adjustment calculation, the detection setup has to be transformed from the model coordinate system into the reference coordinate system which is defined by the additional observations. In case of a definition of the position of the reference coordinate system without contradiction, the transformation takes place as follows;
-
Scaling: The scaling can be derived based upon the relationship between the measured distance S in the model coordinate system and the pre-defined distance S’ in the reference coordinate system;
-
Transformation of the three fixed Z-coordinates;
-
Transformation of the two fixed Y-coordinates;
-
Transformation of the one fixed X-coordinate
Circular markers
So as to characterize the image points in the camera image, the so-called reference targets are used, which are applied onto the object surface or the surrounding area.
The following criteria should be taken into consideration for the choice of these markers: High accuracy concerning the determination of the position, Ability to be identified automatically and Easy production and handling. In photogrammetry, typically circular markers are used as they meet these criteria. For the coordinate determination of the reference targets using the bundle adjustment, the circular markers have to be identified uniquely in the different images (Fig. 4), to make sure that they can be related to each other [13–15]. The goal is to have an automated identification to eliminate a time consuming and erroneous manual procedure. For the unique identification of the circular markers, a special ring coding was developed. The code is next to the circle and corresponds to a binary coding. Thus, a rotation invariant identification of the reference targets is made.

Formed part prepared for measurement. Bar-coded markers allow multiple camera shots to be overlapped and combined
Identification of non-coded circular markers and material of the reference targets
The disadvantage of the ring code is the larger area which they cover in comparison to the non-coded circles. It is then necessary to have less coded reference targets and to identify the remaining non-coded targets based upon their relationship to the coded ones. The material of circular markers is an important factor for the ease of use of such a photogrammetric system. It is typical to use a retro reflective material, as in Fig. 5.

Non-coded circular markers
These targets can easily be identified in the images as they are bright and the rest of the image is black. For the present stamping research, retro reflective targets cause some disadvantages as in the black images; details such as scars or blood marks are not recognizable. Some commercial photogrammetry system also utilizes plane white targets. Their advantage is that they can easily be produced on a standard laser printer and, in addition, the image itself is still visible. Thus the image can still be used for some further processing and even colour images can be used. Using some advanced search algorithms, the time to identify plain white targets is now at the same level as for retro reflective targets and the identification accuracy even exceeds that of the retro reflective targets.
Measurement procedure
The six steps of a photogrammetric measurement are:
-
Applying the non-coded markers at the required measurement positions;
-
Applying some coded markers;
-
Positioning of scale length;
-
Taking images;
-
Automatic processing of all images and automated calculation of the 3D coordinates of all markers;
-
Transformation of the results into a distinct coordinate position.
When a photogrammetric system is applied for any measurement task, the user has to be sure the efficiency of the used system is adequate. The German Standard VDI/VDE guideline 2634 part 1 introduces a standardized way of determining the length measuring deviation as stated in ISO 10360-2.
Inspection and monitoring of photogrammetric measurement systems are performed by measuring calibrated test-specimen. Here one-dimensional length standards are used, which are calibrated with a coordinate measuring machine [15].
The length measuring deviation has to be tested in the complete measurement volume. For this, seven different measurement lines of the test-specimen are evaluated. Along these measuring lines, the specimen should be positioned. Five test lengths have to be measured along one measurement line as shown in Fig. 6.

Positioning of the test specimen during the test phase
The longest test length has to be as long as the measurement volume. The specimen should be positioned as shown in Fig. 6. The deviation between the calibrated and the measured length is determined and leads to the length measuring deviation of the photogrammetric setup.
For larger objects, such as car bodies, side panels or larger forming tools, reference points are applied directly to the object. Prior to the actual scanning process, these reference points are measured by means of the photogrammetry system. For this purpose, the object is recorded from various views, using the camera system, as in Fig. 5. The equipment provides for creating a reference data set for objects of almost any size. For an object of 4 m, the 3D accuracy is approximately 0.1 mm.
Industrial application: measuring blanks to optimize the die milling strategy
Large tools for sheet metal forming are mainly produced from tailor-made cast blanks. The cast blank is oversized in order to compensate the tolerances of the mould and casting techniques. In addition, the active parts of the tool must have processing allowances so that the required shape and surface quality of the pressings and stampings can be achieved by milling, grinding and polishing at the effective areas of the tool.
Optical digitizing captures the real shape of the cast blank and allows for fast and complete allowance control [13]. Using special lenses, the camera sensor head is adjusted to a very large measuring volume of approx. 2 × 2 [m]. Digitizing the complete shape of the cast blank is achieved by just a few measurements recorded from a few directions.
The measuring data can be directly loaded into CAM systems such as TEBIS or WorkNC as STL data (polygon mesh). Based on the digitized data, first the allowances are checked and then the optimum alignment of the blank with minimum processing time. In addition, the optimum milling paths, which provide for cutting the desired shape under optimum cutting conditions, are calculated based on the actual shape of the blank.
As the shape is available as complete and digital data set, modern milling programs can carry out a complete collision calculation, ensuring that the blank is processed safely, efficiently and without any crash or break of the cutter even without manual supervision. The time for roughing a tool is reduced by an average of 50% when using optical digitization.
Measuring tool try-outs
Pressed sheet metal parts made with tools manufactured according to the CAD data, in most cases do not comply with the specified data straightaway, although the deep drawing processes have been simulated in advance. Therefore, those tools have to be manually modified (try-out) resulting in the fact that the tools after the try-out process differ from the CAD data models. Using optical digitizing, modified areas can be identified by means of a nominal/actual comparison. Surface reconstruction of the relevant modified areas provide for updating the CAD to the real shape of the tool. Thus, if required, a substitute tool can be manufactured in no time, e.g. in case a tool breaks. For simply copying a tool or a modified area, the digitized data may also be imported as STL data into CAM systems without surface reconstruction The high accuracy and the data quality of the system allows for direct milling on the polygon meshes with normal finishing work, as shown in Fig. 7.

Measured Data as polygon mesh
Optical measurement analysis in sheet metal forming
There is a new state-of-the-art in stamping quality control for easy, effective and reliable determination of shape, strains and thinning. Full-field optical vision systems based on the well-known principles of circle grid analysis and photogrammetry provide automated analysis and quantitative colour maps for every square inch of complex parts. The quality results are displayed on a 3D computer model, using the actual measured dimensions of the real part, allowing it to be viewed from any angle.
These results show and document the formed shape, the strains from forming, the resulting thinning and a forming limit analysis. The user can place a cursor at any point on the surface, and a corresponding crosshair shows that same point on the forming limit diagram (FLD), together with a detail box showing all of the measured and calculated values. Thus, critical areas can be readily identified and fully quantified so that corrective action can be taken [5, 6].These measuring systems are technician-usable, but meet the needs of R&D at the same time. The accuracy is 0.5% strain, and automatic evaluation eliminates repeatability issues. Now, finite element models can be verified with compatible data from factory tests on the real parts. The initial verification of the tooling, first article inspection as well as ongoing checks for wear, tooling alignment and material lots, together with surface file records, were developed aiming to support a total quality control.
Principle of optical measurement
A circular dot pattern is electrochemically etched onto the unformed sheet, exactly as it would be for circle grid analysis (see Fig. 8). The usual dot size is 0.5–2 mm and spacing is 1–4 mm. After forming, a scale bar and a series of bar-coded markers are distributed around the part, as shown in Figs. 4, 8 and 9. The user snaps a series of pictures of the stamped part with a high-resolution digital camera connected to a computer. The exact camera locations are arbitrary, as long as every area of the surface is contained in at least 3 pictures from different angles. Typically, this will require 5–50 shots. Total time to capture the images, including setup, is 5 min for an area of interest or 10 to 30 min for an entire part [13]. An ellipse finder algorithm identifies and marks the centre of every dot visible in each camera shot, as shown in Fig. 9. Each dot occupies at least 3–6 pixels in the camera, so the centre can be interpolated with an accuracy of about 1/10 of a pixel.

Regular dot pattern on a flat metal sheet

Shaped metal sheet after the forming process with bar-coded markers
The system must determine the 3D coordinates of the centre of each dot. This is done using the principles of photogrammetry. Although the user was not concerned with the exact camera locations, the software can calculate both the camera locations and the distances to each dot.
This process is illustrated in Fig. 9. In circle grid analysis, the stretching of individual dots is measured and compared with the known original dimensions, to directly indicate strains. In the camera-based system described here, the distances between all of the dots are compared to the known originals using a larger neighbourhood of points.
Since the 3D coordinates of the surface are measured, the actual deformed shape is documented, and the resultant material thinning is calculated using the constant volume assumption [14].
The calculation process is automatic and requires 2–20 min, depending on the complexity of the stamping and the number of camera shots required to fully document it. Once processing is complete, a wide variety of data presentation tools are available. One of the most powerful displays is a cursor linked between the 3D graphic strain map and the forming limit diagram, as shown in Figs. 10 and 11.

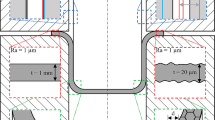
Thickness reduction along a surface section in the centre of deep drawn cup

Forming Limit Diagram (FLD)
It is not unusual for a stamping to contain several thousand dots. Each of these measurement points is shown as an individual point on both the FLD and the 3D colour graphics. As mentioned above, one available data presentation feature involves a dynamic link between the FLD and strain/thinning colour map [14].
When a point is clicked on either display, a second crosshair automatically highlights that same point on the other display, and a detail box presents all measured and calculated quantities.
Critical points can be identified at a glance so that corrective actions can be taken [14]. First, the resulting point cloud consists of distorted points that are not assigned. Now, the system automatically creates a mesh assigning the points to their correct neighbours, as in Fig. 10. Then, in this mesh, for example, each 2 × 2 point field is compared to the original geometry and the corresponding surface strain tensor in space is determined.
As a result, the major and minor strain and the thickness reduction of the sheet metal are available as surface information. The thickness reduction is directly calculated from the major and minor strain assuming a constant volume. The forming limit diagram compares the major and minor strain with the material characteristics (Fig. 11). Thus, the forming process can directly be evaluated with respect to the material limits. All results are calculated on the object surface as they are determined directly from the dots. In areas of smaller radii or when measuring thick sheet metals, the results and particularly the thickness reduction are falsified. The software provides for calculating the results in the centre plane of the sheet metal by the possibility to enter the thickness of the sheet metal and the viewing direction. As the surface of the object is known because of the 3D coordinates, the system intersects the normal vector of each dot with the centre plane of the sheet metal. Thus, the surface point is projected onto the centre plane and the deformation is calculated again on this basis. Figure 10 shows significant differences in thickness reduction of the sheet metal.
Frequently, it is of interest to know the hardening of the material in the sheet metal in order to assess the crash safety. The software determines the local hardening from the deformations, taking into consideration the hardening characteristics of the material. All calculated values are displayed in colour on the 3D contour as sections or as form limit diagrams. Shortly, precise and complete information on the shaping process is available by simply rotating the 3D contour. In addition, all calculated values and the respective 3D coordinates can be exported in user-defined ASCII files and imported into other post processors. The flexible recording principle of the system allows for flexible adaptation of the measurement to various applications. A minimum of three views is required for measuring. As the individual views are recorded successively with a single camera, the system can be used for simple and for very complex applications as well as for small and large measuring volumes. As during the photogrammetric calculation the system is calibrated automatically, no other preparations of the system is needed except for adjusting the lenses to the desired measuring volume. A stamping tool is normally designed and produced using standard techniques. After the first stamping tests, it became obvious that some areas were deformed close to or above their limits. In an industrial scale application of this technique, Fig. 12 shows one long front part from one vehicle platform and respective results obtained from a stamping simulation performed using a commercial stamping simulation program. Normally, due crash requirements, this part is produced with materials belonging to the high strength steels family, which not only confers strengths to the part, but also undesirable springback.

Long member front from one vehicle platform and respective simulation results obtained from a stamping simulation performed using a standard program. On a circle evidence, wellness critical paths
In the simulation, evidenced on a circle are the critical paths, where one can clearly see a wellness effect due to the material flow during the deep drawing on the tool and a springback after calibration of the part. After stamping the problematic areas, exactly the part where the non-conformities occur can be analyzed using the photogrammetric system. The 3D point cloud defines the form of the object after stamping. The system particularly stands out for its simple and robust measuring process.
In Fig. 13, the part is displayed with the deformed areas measured. Different views were captured using the high resolution ATOS® CCD camera.

Long member front from one vehicle platform and respective results obtained from a stamping simulation performed using a commercial stamping simulation program
The forming analysis of the critical area shows that the material was clearly deformed more than was allowed according to the forming limit curve. Both data were analysed and compared between the calculated values and the found one, and later new design suggestions to compensate the springback vectors were made by modifying the tool contour, it was attempted to clearly reduce the degree of deformation in this area, as can be seen in Fig. 14(a–d) on the performed simulation in modified 4 different geometry models according to the measured results analysis.

(a–d): Performed simulation in 4 modified geometry model proposals according to the measured results
Another photogrammetry measurement proved the optimisation (Fig. 15). Here it is obvious that the maximum values of the former critical area are clearly below the forming limit curve. As the environment of the former critical area is recorded largely and completely, the result also proves that no new critical area occurred in the neighbourhood. The entire measuring volume now clearly has a distinct safe margin from the forming limit curve. The optical measurement can clearly confirm the success of the optimization process.

Confirmation results after optimisation
Conclusions
Optical measuring systems for digitizing, forming analysis and material property determination are a part of advanced process chains in the development of products and production processes for sheet metals and tools. Today, time, costs and quality are optimized, thus increasing the competitiveness of companies. In the future, these measuring technologies will be increasingly used for automated inspection tasks due to their further integration in processes and the availability of powerful data processing systems. Systems can and should be designed with ease of use as a primary feature. For example, with the camera directly connected to a computer, there are no image import steps. The computer controls the digital camera shutter, assuring optimum exposure for each shot.
The software uniquely overcomes problems of highly reflective surfaces, such as Aluminium. Data to create a forming limit diagram for any known material can be imported. Alternatively, a two-camera version of the technology, called 3D image correlation photogrammetry can be used to experimentally determine the FLD for any new material or be used to study the strength of the materials under load, as a full-field optical strain gauge. Hence, the measurement of limited areas can be performed in minutes, and uniquely, entire parts can be fully documented for quality control purposes.
Comparing the results obtained in a simulation with the true values found in a tryout stamped part measured through optical systems provides true values that can be overlapped in a cross-section analysis, supplying the stamping method plan analysts and die designers with more reliable information so that they can better figure out different solutions and local geometry improvements or compensations in order to bring the geometry of the part in capability and capacity, instead of using the regular “trial and error” approach, as has normally been applied in the stamping tryout activities for so many years, compromising budget, schedule time and quality or the producer.
Abbreviations
- B:
-
Image plane
- C:
-
Principle distance
- R :
-
Rotation Matrix
- dx, dy :
-
Lens distortions
- x,y:
-
Image coordinate system
- xH :
-
Image coordinates of the principle point
- xP ,yP :
-
Image coordinate of projected object point P
- X,Y,Z:
-
Object coordinate system
- X*,Y*,Z*:
-
Support coordinate systems
- XO,YO,ZO :
-
Object coordinates of the projection centre O
- XP,YP,ZP :
-
Object coordinates of the observed object point P
- X P ,*,Y P ,*,Z P * :
-
Support coordinates of the object point P
References
Damoulis GL, Batalha GF (2004) Development of Industrial Sheet Metal Forming Process Using Computer Simulation as Integrated Tool in the Car Body Development. Sci Eng J 13:33–39
Damoulis GL, Batalha GF, Schwarzwald RC(2004) New Trends in Computer Simulation as Integrated Tool for Automotive Components Development“, NUMIFORM, Ohio 2003 In: S. Ghosh, J.M. Castro, J.K. Lee (eds). Proc. NUMIFORM 2004. Columbus. 1:2103-2107
Haug E, Pascale EDI, Pickett AK, Ulrich D (1991) Industrial Sheet Metal Forming Simulation Using Explicit FEM, VDI Bericht, Nr. 894, Germany
Batalha GF, Stipkovic Filho M (2001) Quantitative characterization of the surface topography of cold rolled sheets – new approaches and possibilities. J Mater Process Technol 113:732–738
Batalha GF, Stipkovic Filho M (2000) Estimation of the Contact Conditions and its Influences on the Interface Friction in Forming Processes, In: Pietrzyk, M. et al. (eds). Proc. 8th Metal Forming 2000. Krakow, A. A. Balkema, 71–78.
Damoulis GL, Gomes E, Batalha GF (2008) The Industrial Sheet Metal Forming Process Using the Forming Limit Diagram (FLD) through Computer Simulation as Integrated in Car Body Development. Int J Mechatron Manuf Syst 1(2/3):264–81
Hill R (1948) A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc Roy Soc A, p. 193.
Hill R (1990) Constitutive Modeling orthotropic plasticity in sheet metals. J Mech Phys Solids 38(3):405–417
H. Berg and P. Hora, Simulation of sheet metal forming process using different anisotropic constitutive models, In: Hutink & Baijens (eds). Proc. NUMIFORM 98, Rotterdam, 1998, 405–17.
Maziliu LS, Kurr J (1990) Anisotropy Evolution by Cold Prestrained Metals Described by ICT-Theory. J Mater Process Technol 24:303–311
Keeler SP (1965) Determination of Forming Limits in Automotive Stampings. Sheet Met Ind 9:357–361 & 364
G. M. Goodwin, Application of Strain Analysis to Sheet Metal Forming Problems in the Press Shop, La Metallurgia Italiana, n. 8, (1968), pp. 767-74 / SAE Paper No. 680093, (Jan 1968).
Swift HW (1952) Plastic Instability under Plane Stress. J Mech Phys Solids 1:1–18
K. Galanulis, Optical Measuring Technologies in Sheet Metal Processing, GOM Gesellschaft für Optische Messtechnik GmbH. (2007)
T. Schmiedt, J. Tyson and K. Galanulis, Total Area Strain Mapping Improves Total Quality of Stampings“. GOM—Gesellschaft für Optische Messtechnik GmbH, (2007).
D. Behring, J. Thesing, H. Becker and R. Zobel, Optical Coordinate Measuring Techniques for the Determination and Visualization of 3D Displacements in Crash Investigations. GOM—Gesellschaft für Optische Messtechnik GmbH, (2007).
Acknowledgements
The authors gratefully acknowledge Mr. Vicente Massaroti (ROBTEC-Brazil/GOM GmbH) and Fiat SPA for the support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Damoulis, G.L., Gomes, E. & Batalha, G.F. New trends in sheet metal forming analysis and optimization trough the use of optical measurement technology to control springback. Int J Mater Form 3, 29–39 (2010). https://doi.org/10.1007/s12289-009-0413-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-009-0413-0