
Abstract
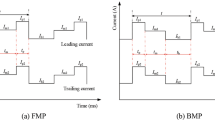
In this work, we utilized high-speed video photography to investigate the arc characteristics, metal transfer behavior, and welding spatter of the pulse-current flux-cored arc welding (P-FCAW) process in the horizontal position. The results indicate the presence of a stable “flux pole” during both the pulse-on and pulse-off periods when the mean current ranged from 140 to 170 A. The existence of this “flux pole” was beneficial for droplet transfer in the “axial droplet transfer” mode. With respect to welding spatter, with an increase in the welding current, we observed three kinds of spatter—explosive spatter, rebounded droplet spatter, and scattering spatter. With an increase in the pulse current from 310.6 to 345.6 A, the deflection of the arc reduced from 30.4° to 16.6°, which positively influenced the arc rigidity, particularly in the horizontal position.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Positional welding is often required in the construction and maintenance of steel structures such as offshore platforms, submarine hulls, storage tanks, transmission towers, and reactors. However, it is very difficult to place and maintain the weld pool in the proper position during welding due to the gravitational effect. Particularly in the horizontal welding process, the control of defects is more difficult because the molten pool sags under the influences of gravity and the asymmetry of the weld formation. The difficulty in controlling a molten pool causes bottlenecks in the development of horizontal gas metal arc welding (GMAW). It is generally acknowledged that metal transfer has a great influence on positional welding as well as on the metallurgical reaction and efficiency of welding [1]. To improve positional welding, reduce welding spatter, and obtain higher weld quality, many studies have been carried out to monitor and characterize metal transfer behavior [2–5]. Positional welding by short-circuit GMAW was also considered in one study, however weld defects like spattering, cold lapping, and lack of penetration were often produced, so its application in production is rare [6]. Randhawa et al. [7] proposed the pulse-current gas metal arc welding (P-GMAW) technique to overcome these difficulties. Conventionally, P-GMAW uses two current levels [8]: a lower level denoted as the base current and an upper level as the pulse current, both with determined elapsed times (base and pulse times) in order to maintain a favorable relationship with a regular metal detachment at a lower-level mean current. The metal transfer that provides the best characteristics is that with one drop per pulse [9]. In addition, the appropriate pulse parameters can provide the required droplet velocity to both propel it against gravity and realize the consequent fluidity of the weld pool to achieve the desired weld metal geometry in positional welding [10]. In pulse current welding, the projected spray mode of metal transfer is achieved at a low mean current, which, as a welding current, produces a short-circuiting or globular mode of metal transfer in the conventional GMAW process [11]. It has also been observed that the interrelated nature of pulse parameters, which conform to the energy-balance criterion of the power source, results in the simultaneous variation of all other pulse parameters when any one is changed.
With respect to the horizontal welding process, the technology can be sorted into two control strategies: energy strategy and force strategy. The technical features of the energy strategy are devoted to reducing the welding heat input to shorten the cooling period in order to decrease the sagging tendency of the molten pool. There are two methods of reducing the heat input. One is to use the pulse current to reduce the energy input of the welding, such as in pulse arc welding–horizontal bead (PAW-HB) technology [12]. The other method is to increase the instantaneous velocity of the welding. Based on the force strategy principle, in this method, external force is applied to counteract the gravity of the molten pool. The most common technology using this strategy is multi-pass welding, in which the lower bead supports the upper bead. The Lorentz force has been used by Kano et al. [13] and Manabe et al. [14] to support the molten pool and prevent it from sagging. The use of slag and a backing plate to support the molten pool has also been studied [15].
Because of its high deposition rate, good arc performance, and adequate shielding protection, which meet the requirements of positional welding, flux-cored arc welding (FCAW) is unique and distinct from other gas-shielded welding processes [16, 17]. Matsuda et al. [18, 19] determined three modes of metal transfer in self-shielded flux-cored arc welding: bridging transfer or short-circuiting transfer, free flight transfer, and bridging transfer without arc interruption. However, other studies [20] have argued that explosive transfer is an observable mode and that bridging transfer consists of different phenomena with a self-shielded flux-cored wire. These authors all share the common view that a “flux pole” is always formed between the extruded electrode and the welding pool, as the metal sheath melts more rapidly than the flux [21]. Some early studies [6] of CO2-shielded flux-cored arc welding concluded that there were three principal modes of metal transfer: short-circuiting transfer, globular transfer, and fine droplet transfer, the metal transfers either along the “flux pole” or drops in free flight.
However, most of these studies have focused only on well-established conventional FCAW, which uses a direct current power source. Few studies have addressed the arc profile and droplet transfer behavior in pulse-current flux-cored arc welding (P-FCAW). In this work, we present an experimental study on the arc profile, the droplet transfer mode, and the resultant spatter characteristics of P-FCAW in the horizontal position, which is expected to provide some helpful guidance in the development of positional welding technology.
Experimental Procedure
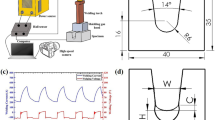
We investigated the arc characteristics and behavior of droplet transfer by deposition on a 14-mm-thick steel plate by P-FCAW using direct current electrode positive with a 1.2-mm-diameter GFL-711Ni (AWS A5.20 E71T-1C-J) flux-cored filler wire. We selected premixed shielding gas (80% Argon+ 20% CO2) for use in our experiments. We used a Kemppi FastMig Pulse450 power source for our welding trials and performed bead-on-plate deposition in the horizontal position. We recorded images of the welding arc to study the real-time dynamic behavior of the welding arc and droplet transfer during the P-FCAW process. To acquire these images, we used a high-speed CCD camera (PHOTRON FASTCAM super 10 KC) with a maximum frame rate of 10,000 frames per second. We used a xenon lamp to project a back light toward the wire and then the image plane as a set of parallel lights. We used a filter lens to diminish the intensity of the arc light and to promote image articulation. We set the frame capture rate at 1000 frames per second. Figure 1 shows a schematic illustration of the experimental setup.

Schematic illustration of experimental setup
We performed welding at a wide variation of pulse parameters, as shown in Table 1, and studied the process characteristics as a function of the welding parameters. We used a transient recorder (maximum resolution of 20 kHz) to measure pulse characteristics, including the mean current (I m), pulse current (I p), base current (I b), average arc voltage (U average), pulse time (t p), and pulse frequency (f). We analyzed our observations of the photographs with respect to the P-FCAW parameters by classifying the panel current into four levels—160, 180, 200, and 220 A. We measured the arc characteristics, as defined by its root diameter (D r), projected diameter (D p), length (L), and arc deflection (A 0D ) [21], and applied an appropriate computerized scaling technique to the photographs for each welding parameter during the pulse-on period, as shown in Fig. 2a. During the pulse-off period, we also measured the deviation of the arc from the electrode axis using a similar computerized scaling technique, as shown in Fig. 2b.

a Arc dimensions and b Measurement of arc blow in terms of arc deflection
Results and Analysis
Weld quality is largely affected by the arc profile, arc stiffness, and the nature of the droplets transferred during welding for different welding parameters in the P-FCAW process, particularly in the horizontal position. The degree of constriction and stiffness of the arc impact the quality of the horizontal weld and are significantly affected by the nature of the arc defined by its D r, D p, L, and arc deflection. Nevertheless, in contrast to the FCAW process, in which there is a steady arc during welding, appropriate P-FCAW parameters ensure good arc constriction and stiffness which can provide the required droplet velocity to propel it against gravity and control the heat input, thereby achieving the desired geometrical characteristic of the weld metal in the horizontal position.
Arc Characteristics of P-FCAW
Figure 3 shows the typical arc characteristics of different parameters during the welding process. We can see that with an increase of I p, there is a relatively stronger arc at the higher I m of 170.6 A than at the comparatively lower I m of 140.0 A at the pulse-on time. Despite this fact, we also observed variations in the nature of the arc characteristic during the pulse-on period. At a comparatively lower I m of 140.0 A, a “flux pole” formed between the extruded electrode and the metal pool during the pulse-on period, as shown in Fig. 3a, along which the molten metal droplet could fly into the pool with few spatters. The “flux pole” was eliminated at the pulse-on time for the higher I m of 170.6 A, as shown in Fig. 3b, which is related to the significant change in the heat input and the metal transfer mode.

Voltage waveforms and arc profiles of P-FCAW process at a I m = 140.0 A, U = 25.0 V and b I m = 170.6 A, U = 24.6 V
At the pulse-off time, we adopted a lower current and voltage, thus maintaining the arc at a lower heat input. Similar to the observed P-GMAW case of stainless steel with a solid wire, a deflection from the axis of the weak arc of the flux-cored wire during the pulse-off period has also been reported in horizontal welding [22]. At given I m values of 140.0 and 170.6 A, respectively, deflected arcs exist at the pulse-off time that have an appreciable geometry of extension between the wire tip and base material, and the deflection tendency was weakened by an increase in the pulse-off current, as shown in Fig. 3. However, this deflection of the weak arc differed from that of a solid wire in that a “flux pole” formed at the end of flux-cored wire, which serves to maintain a relatively high temperature compared to that of an arc without a “flux pole” at the pulse-off time. The semi-molten state “flux pole” was deflected from the arc axis under the combined effect of gravity and lower arc pressure at the pulse-off time. These differences exert a great influence on the arc profile of the pulse-off period, which we discuss below.
Over a given arc voltage range of 24.6–26.0 V, the influences of I p on the arc length (L) and the projected arc diameter (D p) are shown in Fig. 4. This figure shows that the variations of L and D p differed with the increase in I p from 310.6 to 338.4 A, whereas at a given arc voltage, an increase in I p reduced L, but only slightly affected D p. With an increase of I p, we know that the field intensity of the arc will be enhanced by an increase in the current density of the arc, so L is decreased if the arc voltage is held constant [23]. Thus, we can infer that the arc characteristics of stiffness and the degree to which it spreads over the weld can be significantly controlled by varying the I p and arc voltage.

Over an arc voltage range of 24.6–26.0 V, the influence of I p from 310.6 to 338.4 A on a projected arc diameter (D p) and b arc length (L) during pulse-on period
Arc Stiffness
The arc stiffness as a representation of the welding parameters plays an important role in maintaining the arc on the central axis, which significantly affects metal transfer in positional welding. A high degree of stiffness can be produced by high arc pressure, which supports the droplet to achieve an appropriate velocity to overcome gravity. Ghosh et al. [22] reported that the arc stiffness is generally considered to be a direct function of arc pressure. The equation for estimating arc pressure P a in P-FCAW has been deduced as follows:
Thus, we can infer from Eq. (1) that the P-FCAW process is primarily affected by its pulse current I p, whereas the base current I b maintains the continuity of the arc. The arc pressure increases with increased I p, as does the arc stiffness. In addition, the change rate of the current from the base current to the pulse current also has a big influence on the arc stiffness. We found an obvious change in the arc stiffness at the pulse-on time, as shown in Fig. 5, in which we can see that with an increase in I p from 310.6 to 345.6 A, the change rate of the current increases from 2.08 × 105 A s−1 to 2.43 × 105 A s−1, and the arc deflection reduces from 30.4° to 16.5°.

Influence of pulse current on arc deflection at pulse-on time in the P-FCAW process over an I p range of 310.6–345.6 A
Metal Transfer
During conventional flux-cored arc welding with a DC power source, metal transfer has been identified by high-speed photography as having three types: bridging transfer without arc interruption, globular repelled mode, and droplet transfer [20]. Similar to the metal transfer of conventional GMAW with a solid wire, droplet transfer, repelled transfer, and short-circuiting bridges have been observed during the P-FCAW process. We also obtained differences in our study, which influenced metal transfer and the geometry of the weld pool in the horizontal position.
Metal Transfer Mode
Compared with the GMAW process, the surface tension of the molten droplet at the wire tip may be considerably reduced in the presence of a “flux pole” in FCAW. Accordingly, the metal transfer behavior may be altered. In the pulse welding process at low parameter values of I m = 143.9 A and U = 19.8 V, an arc root was formed on the bottom of the molten metal, thus the metal suspended on the “flux pole” was continuously repelled and grew upward until the droplet came into contact with the weld pool, as shown in Fig. 6a. In this case the electromagnetic force acted as resistance during metal transfer, enabling the volume of metal suspended on the “flux pole” to increase, thus forming a short-circuiting bridge at times and the explosion of this bridge produced spatters. As such, the geometry of the horizontal weld acquired by short circuiting was not desirable. In the pulse process at higher values of I m = 162.7 A and U = 26.0 V, the “flux pole” and molten metal were wrapped by the arc, and the molten metal attached to the “flux pole” was pushed into the weld pool along the arc axis by electromagnetic force, as shown in Fig. 6b. During the P-FCAW process, the liquid bridge coupled with the burning arc can be attributed to the flux-cored wire, as the core flux often melts more slowly than the sheath metal [21]. Baune et al. [2] reported that the surface tension of the molten droplet at the electrode tip may be considerably reduced in the presence of flux, and the molten sheath metal can slip into the weld pool stably along the “flux pole” by the combined action of gravity and electromagnetic force, with few spatters. Furthermore, with the “flux pole” between the wire tip and weld pool, the transmission distance of the droplet decreases and the molten metal can slip into the pool along the “flux pole” within a relatively short time, so few spatters are caused along with little deviation in the weld formation. The interaction between “flux pole” and molten metal can keep the droplet in the axis of the filler wire and thus avoid spatter, which we discuss in the next section.

Typical behavior of droplet transfer at different welding parameters a 143.9 A, 19.8 V and b 162.7 A, 26.0 V
Figure 7 shows the weld formation of the horizontal weld at different welding parameters, in which we can see that when the mean current (I m) ranges from 140 to 170 A, the weld formation is very good and has no defects or sagging. But when the I m is greater than 190 A, the weld beam obviously sags. These results indicate that the application of a pulse current within a certain range is beneficial to weld formation in horizontal welding.

Appearances of the horizontal weld obtained at different welding parameters. a 143.9 A, 19.8 V, b 162.7 A, 26.0 V, c 170.7 A, 27.4 V and d 198.7 A, 27.8 V
Influence of Welding Parameters on Droplet
In horizontal welding, the droplet is always given priority. In this section, we investigate the impact of weld parameters on droplet transfer. Videographs have made it possible to measure the droplet diameter (D) and velocity (V i), which primarily depend upon I p due to its significant influence on the mechanism of droplet detachment from the electrode [22]. Irrespective of the variation of other pulse parameters, the predominant influence of I p on the D and V i of metal transfer differs somewhat from earlier observations on aluminum and stainless steel [22]. Figure 8 shows the influence of I p on the measured D and V i values. Figure 8a shows that at a given arc voltage of 25.0–26.0 V, D decreases with an increase of I p, which is consistent with that of P-GMAW with solid wire. The melting rate of sheath metal of flux-cored wire increases more quickly than that of the core flux with an increase of I p, because the melting of the core flux is delayed during welding when argon-containing shielding gases are used [18, 19]. However, the droplet will be pushed into the arc before it grows upward with the increase of I p, thus D is reduced. The arc length decreases with the increase of I p from 310.6 A to 338.4 A, as shown in Fig. 4, thus the increase of V i will slow down, as shown in Fig. 8b. With a higher mean current I m of 186.9 A, we observed a change in the arc profile, as compared with the aforementioned metal transfer mode. Due to the high I p of 338.4 A at an I m of 186.9 A, the sheath metal and flux core were always both molten at pulse-on time, while a “flux pole” formed during the pulse-off period, which is in contrast to that formed during the pulse-on period. Meanwhile, at a given higher I m of 165.6 A and U of 28.6 V, the frequency of metal transfer increased significantly compared with lower parameter values of I m = 140.0 A and U = 25.0 V.

At given arc voltages of 25.0–26.0 V, the influence of I p on a droplet diameter (D) and b velocity of droplet at the time of detachment (V i) at I p of 310.6–338.4 A
Figure 9 shows the effect of arc voltage on droplet diameter, in which D reduces with increased arc voltage, and it is consistent with that of P-GMAW with solid wire. When the L was prolonged with the increase in arc voltage, the “flux pole” was also prolonged. The molten droplet can be easily pushed into the arc along the “flux pole” before it grows upward with the lower surface tension of a molten droplet.

Over a given I m range of 156.4–165.2 A, the effect of arc voltage on droplet diameter (D)
Force of Droplet
During horizontal welding, the droplet is accelerated by the plasma flow force, whereas the gravity of the droplet is perpendicular to the axis of the droplet transfer, which will increase the deflection of the droplet. Thus, a powerful plasma flow force can promote good axial transfer of the droplet. The droplet velocity at the time of detachment (V i) at different I p values is shown in Fig. 8b, from which we can determine the acceleration of the droplet. Then, we can derive the plasma flow force (F c) with the following equation:
where r is assumed to be the size of the droplet radius (D/2); and ρ d = 7860 kg/m3. We can determine the gravity of the droplet (F g) with the following equation:
where the gravitational acceleration (g) is set to be 10 N/kg.
According to the high-speed photos, the radius of the wire was 1.2 mm, so the droplet radius (r) can be calculated. Then, we can also obtain the plasma flow force (F c) and the gravity of the droplet (F g), as shown in Table 2.
During horizontal welding, forces such as gravity of the droplet (F g) and plasma flow force (F c) are perpendicular to each other. Unlike the plasma flow force, gravity is perpendicular to the metal transfer, thus an increase in the ratio of F c to F g will promote the axial transfer of the droplet.
Welding Spatter
Previous work has found the occurrence of a “flux pole” to be detrimental to metal transfer as the transferring droplets tend to become larger, thus increasing the risk of spattering in conventional FCAW. For P-FCAW, at a given high I p value, the molten droplet can be easily pushed into the arc by increasing the arc pressure along the axis of the electrode due to the lower surface tension of a molten droplet in the presence of a “flux pole.” Thus, we rarely observe droplet deviation spatter in P-FCAW. During welding process at a lower I m value of 129.7 A, the molten droplet and flux are repelled by the arc beneath the droplet and grow upward until short circuiting, then explosive spatters are caused by the explosion of the bridge in the “bridge transfer,” as shown in Fig. 10. However, we rarely witnessed this kind of spatter at high parameter values.

At an arc voltage of 18.5 V, the spatters produced during droplet transfer from electrode tip to weld pool at an I m of 129.7 A
At a relatively higher I m value of 157.7 A, due to the electromagnetic force provided by an I p value of 315.3 A, the droplet was notably speeded up at the pulse-on time. This high droplet velocity can propel it against gravity to achieve the desired weld metal in positional welding [1]. At the same time, a new type of spatter is produced in this situation. The high speed of the droplet also exerts a greater impact on the weld pool, and when the driving force of the rebounded droplet is greater than the surface tension, the droplet will be rebounded into the arc, thus forming the spatter shown in Fig. 11.

Rebounded spatters produced during droplet transfer from electrode tip to weld pool at I m of 157.7 A and an arc voltage of 23.7 V
During this process, we occasionally observed another kind of spatter which was caused by a high I p at a high I m. When the I p reached 345.6 A at an I m of 198.7 A and an arc voltage of 27.8 V, the sheath metal melted rapidly due to the excessive current density. However, the current was not evenly distributed on the sheath metal of the flux-cored wire, and parts of the sheath metal were melted in advance of others. With the imbalance of gravity and the higher electromagnetic force in position welding, the partially melted metal scattered into the arc more quickly than occurred at relatively lower parameter values. Also, the pre-molten metal was detruded from the axis of the arc into spatters, as shown in Fig. 12. At the same time, these spatters were always small in size, and were not observed either in conventional GMAW or P-GMAW with solid wire, because spray projection was the prime mode of metal transfer at currents as high as 198.7 A.

Scattering spatters produced in the welding process at an I m of 198.7 A and an arc voltage of 27.8 V
Conclusions
-
1.
With respect to the P-FCAW process at a comparatively lower mean current I m of 140.0 A, we found a “flux pole” to exist at the tip of the wire during both the pulse-on and pulse -off periods. This “flux pole” was eliminated at the pulse-on time if the mean current I m was greater than 170 A.
-
2.
With an increase in the pulse current I p from 310.6 to 345.6 A, the change rate of the current increased from 2.08 × 105 A s−1 to 2.43 × 105 A s−1, and the deflection of the arc reduced from 30.4° to 16.6°, a variation that positively influenced arc welding performance in the horizontal position.
-
3.
With respect to P-FCAW, there are two metal transfer modes—the “globular repelled transfer” and the “axial droplet transfer.” At a low power input of I m = 143.9 A and U = 19.8 V, the “globular repelled transfer” mode predominated, whereas at a higher power input of I m = 162.7 A and U = 26.0 V, the metal transfer changed to the “axial droplet transfer” mode.
-
4.
With an increase in the mean current, we observed three kinds of spatter—explosive spatter, rebounded droplet spatter, and scattering spatter. When the mean current ranged from 140–170 A, the spatter was very slight and the weld beam quality was very good, exhibiting no defects or sagging.
References
Ghosh PK, Gupta SR, Randhawa HS (2000) Characteristics of a pulsed-current vertical-up gas metal arc weld in steel. Metall Mater Trans A 31(9):2247–2259
Baune E, Bonnet C, Liu S (2001) Assessing metal transfer stability and spatter severity in flux cored arc welding. Sci Technol Weld Join 6(3):139–148
De Miranda HC, Scotti A, Ferraresi VA (2007) Identification and control of metal transfer in pulsed GMAW using optical sensor. Sci Technol Weld Join 12(3):249–257
Pal K, Pal SK (2011) Effect of pulse parameters on weld quality in pulsed gas metal arc welding: a review. J Mater Eng Perform 20(6):918–931
Yamane S, Xiang S, Kaneko Y et al (2005) Effect of power source characteristic on CO2 short circuiting arc welding. Sci Technol Weld Join 10(3):281–286
Zhu Z, Wu W, Chen Q (2005) Random nature of droplet size and its origins in short circuit CO2 arc welding. Sci Technol Weld Join 10(6):636–642
Randhawa HS, Ghosh PK, Gupta SR (1998) Geometrical characteristics of pulsed current positional GMA Weld. ISIJ Int 38(3):276–284
Baune E (1999) High performance basic flux-cored arc welding consumable development. Colorado School of Mines (Golden), USA
Subramaniam S (1996) Process modeling and analysis for pulsed gas metal arc welding of an aluminum automotive spaceframe. West Virginia University (Morgantown), USA
Wu CS, Chen MA, Lu YF (2005) Effect of current waveforms on metal transfer in pulsed gas metal arc welding. Meas Sci Technol 16(12):2459
Smati Z (1986) Automatic pulsed MIG welding. Metal Constr 18(1):38R–44R
Murakami S, Kitagawa A, Nakajima H et al (1986) A study on horizontal narrow gap welding for heavy plates. Hitachi Zosen Tech Rev 47(1):33–38
Kano M, Hirakoso K, Nomura K. Welding Apparatus with Shifting Magnetic Field: United States Patent 4190760. 1980-02-26
Manabe Y, Zenitani S, Hiromoto Y. Method of welding in the horizontal position and welding apparatus therefor: United States Patent 6023043. 2000-02-08
Henderson I, Seifert K (1976) Investigation of different methods of protecting the molten metal pool in narrow-gap welding of a structural steel for nuclear reactor use. Weld Cut 28(8):291–293
Aloraier A, Ibrahim R, Thomson P (2006) FCAW process to avoid the use of post weld heat treatment. Int J Press Vessel Pip 83(5):394–398
Ghosh PK, Rai BK (1996) Characteristics of pulsed current bead on plate deposit in flux cored GMAW process. ISIJ Int 36(8):1036–1045
Matsuda F, Ushio M, Tsuji T et al (1979) Arc characteristics and metal transfer with flux-cored electrode in CO2 shielding (Report I). Trans JWRI 8(2):187–192
Matsuda F, Ushio M, Tsuji T et al (1980) Arc characteristics and metal transfer for flux-cored electrode in GMA welding (Report II). Trans JWRI 9(1):39–46
Wang Y, Zhang YQ, Wang B et al (2014) Study on metal transfer and welding spatter characteristics of basic flux cored wire. Appl Mech Mater 477:1369–1372
Liu HY, Li ZX, Li H et al (2008) Study on metal transfer modes and welding spatter characteristics of self-shielded flux cored wire. Sci Technol Weld Join 13(8):777–780
Ghosh PK, Dorn L, Kulkarni S et al (2009) Arc characteristics and behaviour of metal transfer in pulsed current GMA welding of stainless steel. J Mater Process Technol 209(3):1262–1274
Ghosh PK, Dorn L et al (2009) Pulsed current gas metal arc welding under different shielding and pulse parameters, Part 2: behaviour of metal transfer. ISIJ Int 49(2):261–269
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Cheng, F., Zhang, S., Di, X. et al. Arc Characteristic and Metal Transfer of Pulse Current Horizontal Flux-Cored Arc Welding. Trans. Tianjin Univ. 23, 101–109 (2017). https://doi.org/10.1007/s12209-017-0039-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12209-017-0039-0