
Abstract
The weld quality comprises bead geometry and its microstructure, which influence the mechanical properties of the weld. The coarse-grained weld microstructure, higher heat-affected zone, and lower penetration together with higher reinforcement reduce the weld service life in continuous mode gas metal arc welding (GMAW). Pulsed GMAW (P-GMAW) is an alternative method providing a better way for overcoming these afore mentioned problems. It uses a higher peak current to allow one molten droplet per pulse, and a lower background current to maintain the arc stability. Current pulsing refines the grains in weld fusion zone with increasing depth of penetration due to arc oscillations. Optimum weld joint characteristics can be achieved by controlling the pulse parameters. The process is versatile and easily automated. This brief review illustrates the effect of pulse parameters on weld quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Gas Metal Arc Welding (GMAW) is a metal joining process, in which the arc is established between a continuous, consumable electrode wire and the metal being welded as shown in Fig 1. The arc is shielded from contaminants in the atmosphere by the shielding gas such as carbon dioxide, argon, helium etc. The welding current, arc voltage, and welding speed are the primary variables in any GMAW process. The auxiliary adjustable parameters are the welding torch angle, plate-to-nozzle distance, welding direction, and shielding gas flow rate and its pressure. However, wire electrode diameter and its composition, polarity and its extension, base material compositions, type of shielding gas, etc., are generally kept constant during welding. These process parameters are interdependent, i.e., a little change of one parameter might affect another (Ref 1). The arc energy, an indicator of heat content of the weld pool, is affected by the primary process parameters as per Eq 1.
where Q is the arc energy in J/mm, I is the welding current in amp, E is the arc voltage in V, and v is the welding speed in mm/s.

Schematic representation of GMAW process
A good quality weld should have enough penetration, desired microstructure, and right welding profile without any spatter. Welding current intensity appreciably influences heat concentration in the weld pool and thus, affects the depth of penetration (Ref 2). Weld pool expands with an enhancement of arc voltage. The maximum weld penetration is achieved at a particular value of welding speed. Weld bead shape has a major impact on weld strength. The fluidity of the molten weld pool depends on the interfacial tension and wetting, which are influenced by arc intensity (Ref 3). The high welding speed, i.e., low arc power usually produces poor fusion, whereas a higher electrode feed rate produces flatter weld bead (Ref 4). The longer arc length produces less penetration, whereas very small arc length may also result in poor penetration, if the arc power is very low. However, weld penetration and heat-affected zone (HAZ) increase with the increase in electrode feed rate at a constant arc length. The arc stability also has to be maintained to achieve spatter-free weld.
On the other hand, steel weld toughness depends on the ferritic microstructure and the percentage of acicular ferrite (Ref 5). Microstructure of weld zone (WZ) and HAZ basically depend on cooling rate, alloying elements of both base and filler materials and other welding conditions, such as welding position, and shielding gas. The grain morphology and phase content in weld fusion zone microstructure can be changed with the variations of heat input due to different solidification modes (Ref 6). Weld microstructure as well as mechanical properties also depend on initial grain size, phases as well as chemical composition of base metal, and base and filler material combination (Ref 7).
Welded structures are used in several engineering applications such as power generation, offshore structures, transportation, and aerospace industries. In recent years, high-strength low-alloy (HSLA) steels are widely used with low carbon steel to manufacture machine parts, automobile parts, structural components, tube and pipes, pressure vessels, compressors, steam generators etc. High nitrogen steels are also widely applied for industrial applications. Various advanced steels like transformation induced plasticity (TRIP) steels and non-ferrous aluminum-based alloys used to increase safety and strength to weight ratio in the automotive and aerospace industries. However, with the increasing demand in the application requirements, the joining of these advanced materials becomes highly inevitable in manufacturing industries. The welding of dissimilar materials such as ferritic steel to austenitic steel is also required to fabricate tubes and pipes in fossil fuel fired power plants, and gas-cooled and liquid metal-cooled fast breeder reactors.
The GMAW is widely used in manufacturing industries because of the high metal deposition rate and ease of automation with better weld quality at permissible cost than other welding processes. However, the coarse weld microstructure with higher HAZ due to higher heat requirement and lower weld penetration with higher reinforcement significantly reduce the weld joint strength and its service life. The carbon diffusion from a high carbon alloy to a low carbon alloy in the weld pool and the difference in thermal expansion coefficients of weld metals are the major causes for poor joint quality in case of dissimilar ferrous materials weld. The presence of martensite adjacent to the weld interface of such welds has been found within the partially melted zone (PMZ) of the weld. The formation of PMZ may lead to premature failure at elevated temperature. It suggests the need for advanced welding processes, various heat treatment processes or addition of silicon, nitrogen, nickel, hydrogen etc to the weld metal. The addition of hydrogen to argon permits increased welding speeds in stainless steel and nickel-based alloys. However, it is not recommended to use in other weld metals, because it produces hydrogen cracks in the weld. The nitrogen also may be added to argon to improve joint strength of stainless steel welds. The primary reasons to generate crack in WZ of high strength steel are the diffused hydrogen inclusion, induced residual stress, and hardened microstructure.
Significant efforts have been made to improve the weld quality in GMAW through auxiliary preheating of solid filler wire (Ref 8), multi-pass welding (Ref 6), preheating of welding plate (Ref 9), weld post-heating (Ref 10), an ultra-narrow gap GMAW (Ref 11), etc. However, weld quality features (especially weld microstructure) are not significantly improved. Pulsed GMAW (P-GMAW) is an alternative technique providing a better way for overcoming these afore mentioned weld quality problems.
Pulsed GMAW
P-GMAW is often used to improve joint quality as well as productivity in thin sheet metal industries (Ref 12). It is an advanced spray transfer process with low mean current (Ref 13). The primary parameters of a rectangular current pulse are peak current (I p), background current (I b), pulse duration (t p), pulse off-time (t b), and pulse frequency (f), as shown in Fig. 2. The pulse duty factor (D p) is the ratio of pulse duration (pulse on-time) to the pulse cycle time (sum of pulse on-time and pulse off-time). Various process parameters such as welding speed, pulse parameters, and welding voltage as well as electrode parameters such as wire feed rate, electrode extension and torch angle influence the process behavior during welding in P-GMAW, as shown in Fig. 3. The welding process sequence may be expressed as operational characteristics to thermal behavior to phase transformation and solidification of the molten weld pool, which affect the various weld quality features such as arc stability, bead geometry, weld microstructure and weld mechanical properties, respectively.

Schematic representation of a current-time diagram in P-GMAW (I p = peak current; I b = background current; t p = pulse on-time; t b = Pulse off-time; f = pulse frequency)

Schematic illustration of pulsed GMAW process
The current pulsing reduces overall heat input without any spatter (Ref 14-17). It is a variation of constant current welding which involves cycling of the welding current from a high to a low level at a selected regular frequency (Ref 18, 19). This process works by forming one droplet of molten metal at the end of the electrode per pulse (Ref 14). The right amount of current is then added to push that droplet across the arc and into the puddle. The detachment time is inversely proportional to the peak current magnitude (Ref 20). The high level of the peak current is generally selected to achieve adequate penetration and bead contour, while the low level of the background current is set at a level sufficient to maintain arc stability. In contrast to constant current welding, the heat energy required to melt the base material, supplied only during peak current pulses for brief intervals of time allows the heat to dissipate into the base material leading to a narrower HAZ. Thus, it provides “cooling off” period between subsequent pulses, which reduces the plate distortion (Ref 21).
The P-GMAW is versatile, and easily automated. Thus, it is becoming increasingly popular for use in modern robotics and automated industries. Current pulsing has been used to obtain grain refinement in weld fusion zones, which has a positive contribution to mechanical properties. Optimum bead geometry with better penetration can be achieved by smooth spray transfer, through carefully selecting pulse parameters (Ref 22).
Process Stability in P-GMAW
The welding process stability depends on metal transfer behavior and arc shape variation. A stable welding process must have a uniform material transfer with no spatter. There are mainly two types of metal transfer: droplet mode and spray mode. In the spray transfer mode, the time between two subsequent drops should always be the same (Ref 23). The monitoring of arc stability would be more problematic in case of pulsed welding processes due to the larger number of controlling parameters. The droplet, does not detach in correspondence with the pulses; the metal transfer becomes unstable, if the pulse magnitude is insufficient (Ref 24, 25). This increases the spatter which may enter the weld pool. Thus, the weld quality suffers degradation due to non-uniform metal transfer. The arc stability in P-GMAW is the best for the one-droplet-per-pulse (ODPP) condition with the droplet diameter close to that of the electrode wire (Ref 24, 26, 27). This can be achieved by selecting the appropriate amplitude, and duration of peak current which should be higher than transition current to ensure detachment (Ref 28). The ODPP condition also depends on background conditions (Ref 29). The peak current and pulse on-time obeys the power law relations (I 2p t p = constant) (Ref 30-32). The arc stability is better for higher peak current with lower pulse on-time (Ref 33). Rajasekaran (Ref 34) proposed ODPP to achieve a smoother clad surface than other modes of droplet detachment. The arc stability also depends on the type of shielding gases in different pulse mode conditions, e.g., pure carbon dioxide is better for short-circuit GMAW process (Ref 35-38). Short-circuit GMAW is a specialized short-arc, low-current joining process in which electrode wire touches the base plate; and metal transfer occurs during that period. Thus, the process stability is significantly influenced by the variation of pulse parameters in P-GMAW (Ref 39).
Significant efforts were made to achieve ODPP condition in P-GMAW. Zhang et al. (Ref 40) developed a robust feedback system to control the melting rate of the electrode such that the wire feed is tracked under different operational parameters and disturbances. The molten droplet size as well as metal transfer rate depends on pulse parameters. Zhang et al. also developed a model to analyze the droplet oscillation, detachment process, and the effect of pulse parameters on the dynamic behavior of metal transfer in the modified pulsed current GMAW. Miranda et al. (Ref 41) also developed a control system capable of setting parameters to achieve stable ODPP transfer. The pulse waveforms like auto-plus, double pulse, rectangular, trapezoidal, and exponential with intelligent microprocessor control in conjunction with automatic feedback control systems can provide implementation of quality systems at an affordable price (Ref 42). Wire feed rate is also affected by any change of pulse parameters (Ref 43-47).
Therefore, the pulse parameters in P-GMAW have to be properly controlled to attain uniform metal transfer with stable arc, so that spatter-free uniform weld can be achieved. Various reliable microprocessor-based close loop control systems can be used to maintain the arc stability in real time.
Selection of Pulse Parameters in P-GMAW
The P-GMAW can be used for any type of ferrous as well as non-ferrous materials, even for sheet metal joining and positional welding, which is very much problematic with other welding processes. It can reduce hot cracking, corrosive tendency, spattering, and distortion due to pulsed nature of current. However, this process depends greatly on the right selection of pulse parameters, as the latter affect the weld microstructure and porosity content of the weld due to their influence on weld thermal cycle and arc characteristics. These pulse parameters may be summarized by a factor φ [=(I b/I p)ft b], which directly controls the weld quality (Ref 48).
The appropriate selection of pulse parameters provides a droplet of required size (Ref 34) with a suitable velocity to propel it against gravity and fluidity of the weld pool, to achieve desired weld bead. The transition value current is defined as the current required to change the metal transfer mode from droplet (or globular) to spray. It is constant for a particular type of electrode material and its diameter. The deposition characteristics of the pulsed process are better when the average current is higher than the transition current (Ref 49). However, it is not so easy to select the pulse parameters values, since for each welding condition (base material, electrode material and diameter, shielding gas type, etc.) there is an optimum parametric combination (Ref 50-53). Palani and Murugan (Ref 54) reviewed the various aspects of pulse parameters and their selection to obtain good quality welds. Burn-off rate, droplet detachment, and arc stability have been the primary criteria for selecting the suitable range of pulse parameters in P-GMAW (Ref 24, 33).
The rectangular shape of pulsed current waveform affects the heat input as well as the weld bead shape in GMAW (Ref 55, 56). Wu et al. (Ref 57) developed advanced pulse waveforms with six parameters that can be fine tuned to optimize the welding process. They compared the effect of pulsed current waveforms on the metal transfer in P-GMAW, and found out the appropriate sets of pulse parameters to achieve the ODPP transfer mode.
This brief discussion indicates the importance of pulse parameters on burn-off rate, metal droplet size, and its transfer velocity in P-GMAW. The nature of pulse waveform also influences the thermal cycle and molten weld pool fluidity.
Effect of Pulse Parameters on Bead Geometry, Dilution, and Defects
Weld bead geometry, i.e., bead width, depth of penetration, reinforcement height, and toe angle (as shown in Fig. 4) are affected by arc voltage, welding current, and welding speed. Weld bead penetration (Ref 58) increases with an enhancement of electrode wire diameter, arc current, welding voltage, and reduction of welding speed due to higher heat content of the weld pool. The influence of welding current is approximately 2.5 times greater than that of the arc voltage and welding speed on penetration (Ref 2). However, the weld penetration is not significantly influenced with gas flow rate.

Schematic diagram of a butt weld joint (t: thickness of base plate; A: area of joint gap; B: area of fused base metal; C: area of heat-affected zone; W: width of top reinforcement; R: height of top reinforcement; θ: weld toe angle; w: width of bottom reinforcement; r: height of bottom reinforcement; a: joint gap length)
The weld dilution is generally expressed as the ratio of base metal fusion area to the weld bead area. It increases up to 50% with high currents and high welding speeds in P-GMAW (Ref 59). However, a good quality cladding requires a weld bead having uniform profile with minimum dilution. Nouri et al. (Ref 60) investigated the effect of wire feed rate, welding speed, gap between welding torch to base plate, and welding gun angle on dilution and weld bead geometry in P-GMA cladding. The weld dilution increases with the feed rate and welding speed due to higher arc power. The forehand welding or lower electrode extension improves (decreases) the weld toe angle.
In pulse current GMAW, the pulse parameters modified the weld bead geometry as well as internal residual stress in the solidified weld (Ref 61, 62). Ghosh et al. (Ref 63) investigated the effects of pulse frequency (0-100 Hz) at various mean currents (150-220 A) on the butt-weld geometry (Al-Zn-Mg alloys) in pulsed metal inert gas welding (P-MIGW). The result indicated that, at a particular mean current, the increase in pulse frequency reduces the root width of the weld deposit up to a certain level, followed by an expansion with further increase in pulse frequency, especially at higher mean current. However, this variation was found to be reversed with an increase of mean current at a constant pulse frequency. The weld pool width decreases with an increase of filler metal diameter or pulse frequency due to screening of the heat input from the pulse current arc or lowering of the arc gouging, respectively (Ref 64). There was an increase of depth-to-width ratio with an increase of pulse frequency due to higher energy density of the heat source (Ref 65).
The solid wire may be replaced by flux-cored wire or metal core wire to increase the deposition rate and wetting capability. The HAZ width has been significantly influenced with the variation of pulse frequency and pulse duration (C-Mn steel) in flux cored P-GMAW (Ref 66). The HAZ width increases with the enhancement of pulse frequency or pulse duration for a particular mean current due to the increase of super heating of weld deposit related to the metal droplet temperature. The temperature of the metal droplet at the time of its deposition decreases with an increase of φ at a particular mean current. The super heating of weld pool is also a function of pulse parameters as is the wire feed rate (Ref 43). The HAZ width in pulse current weld was relatively less than continuous current weld at low pulse frequency or low pulse duration keeping mean current constant. It decreases linearly with the increase of φ at a particular mean current due to reduced metal droplet temperature. The arc voltage and welding speed significantly enhance and reduce the HAZ width, respectively, related to arc energy, as per Eq 1.
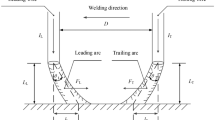
Positional welding is often required in the construction and maintenance of steel structures. However, it is very difficult to bring and preserve the weld pool in proper position during welding due to effect of gravity. Positional welding by short circuit GMAW often produces weld defects like spattering, cold lapping, and lack of penetration as well as low process economy. Randhawa et al. (Ref 67) suggested current-pulsing technique to overcome these difficulties. Randhawa et al., in another study, (Ref 68) developed a theoretical model of effective current with the variation of φ and verified in vertical-P-GMAW. The effective current as well as mean current is a function of pulse parameters, which controls arc heat and resistive heat generation of wire electrode, respectively. The effective current is defined as the root mean square of the pulse current wave. It reduces with the enhancement of φ at constant mean current, which significantly decreases the heat content at the tip of the filler wire generated by resistive heating. However, at a defined mean current, the wire burn-off rate decreases with the increase of φ, which may enhance the metal droplet temperature. However, the decrease in temperature of the droplet with the increase of φ indicates that the resistive heating factor is more predominant in that case. This reduction of droplet temperature decreased the fluidity of the weld pool, which results into more fusion of base material, i.e., more dilution. It also increased the area of root reinforcement with reduction of width, and height of top reinforcement in that case. It has been further magnified with reduction of deposition rate of filler metal (wire feed rate) at higher value of φ. Thus, the total heat content of the molten metal droplet depends on the burn-off rate as well as the wire feed rate, which in turn dictates the heat concentration in the weld pool and fluidity of the weld pool.
On the other hand, at a particular value of φ, an increase in mean current enhances the arc heating of the filler wire. Thus, it causes significant enhancement in net heat input at the tip of filler wire, which provides a positive effect toward increase of droplet temperature. The burn-off rate of the filler wire is also significantly increased with an enhancement of mean current, which imparts a negative effect on the increase of droplet temperature. However, the enhanced heat generation is overcompensated by the heat consumption due to the excessive melting of filler wire which results in a reduction of droplet temperature. Therefore, the root reinforcement was found to be increased with the increase of mean current due to the reduced molten weld pool fluidity. The top reinforcement height was also significantly increased due to higher deposition rate at higher mean current. The bead width increased with the mean current, especially at higher value φ. However, the dilution was found to be marginally enhanced with the increase of mean current keeping φ value constant.
The weld form factor (bead width to reinforcement height) is significantly enhanced with φ at low mean current. The weld toe angle depends on the competitive influence of the down-flow, lateral spread, and rate of deposition of the weld metal. The increase of φ value (or mean current) at a constant mean current (or φ value) reduces the droplet temperature, which influence the weld toe angle in an opposite manner. This is because of their reversed role in the amount of deposition of weld metal. However, in case of short circuit GMAW, the low energy input may have caused an incomplete fusion of base metal at the joint gap. This is due to the lack of contact of the weld metal with the base metal, restricting its lateral flow and reducing the weld toe angle. The notch effect reduces with an increase of weld form factor or with a reduction of weld toe angle. It may be achieved using higher φ at lower mean current. Ghosh et al. (Ref 48) have tried to maintain bead geometry of carbon steel butt weld in vertical-up P-GMAW. The variation of weld bead shape was found to be the same with the variation of φ as shown by Randhawa et al. (Ref 68). However, HAZ width was not significantly reduced with the increase of mean current at a particular value of φ. The variation in welding parameters at a particular heat input has no considerable influence on the HAZ width in short-circuit GMAW.
The thin stainless steel sheets can be effectively welded by P-GMAW at lower heat input with small root reinforcement, which is difficult to achieve in continuous current GMAW (Ref 69). An appreciable penetration in P-GMA weld at a low heat input or low mean current was found to be achieved due to the increased velocity of the depositing droplet at the higher peak current. The increase of φ in P-GMAW considerably reduces the root reinforcement of the weld joints primarily due to decrease in temperature of weld metal deposition. In continuous current GMAW, an increase of heat input up to a certain extent enhances the dilution, followed by a reduction in it with the further increase in heat input. However, the weld metal, the area of weld joint, and the root reinforcement increase continuously as in the case of pulse current GMAW. In P-GMAW, the increase of φ (up to 0.41) with a defined heat input reduces weld metal area as well as weld joint area, but enhances dilution significantly. The result indicated that P-GMAW produces significantly larger area of weld joint as well as amount of weld deposition at the same energy input.
The weld-induced residual stress is highly detrimental at various loading conditions. Tseng and Chou (Ref 65) investigated the effects of pulsed gas tungsten arc welding (P-GTAW) parameters on the residual stress of bead-on-plate SUS 304 and SUS 310 stainless steel weld. The degree of double fusion and the heat content of the weld decrease with more pulse spacing. The shrinkage stress decreased with a higher amplitude ratio (ratio of background current to peak current) due to reduction of the temperature difference between the fusion zone and unaffected base metal in the weld. As the duration ratio (ratio of background time to peak time) increases, the peak temperature of the thermal cycle decreases, which reduces the residual stress. The temperature difference between the fusion zone and the unaffected base metal is increased in materials having lower thermal conductivity as in the case of 310 stainless steel weld. Thus, the residual stress in 310 stainless steel welds was found to be higher due to lower thermal diffusivity, which enhances the heat storage capability of the weld. The tensile residual stress zone was found to be smaller in pulse current weld as compared to constant current weld due to less amount of heat input.
In general, the weld quality improves with increasing φ up to a certain extent for a particular weld metal such as 0.1 in the case of aluminum alloy (Ref 70). Kumar et al. (Ref 71) investigated the bead geometry of thin aluminum alloy (Al 6082) sheet weld using the Vario wire in P-GMAW. The macrographs of butt-weld joints as well as lap joints indicated better gap-bridging capability than conventional arc welds. The dilution of butt-weld was found to be higher (60-80%) than lap joint (10-25%). It reduces with an increase of heat input due to higher deposition rate. However, weld mismatch in butt-weld increased with higher heat input due to higher differential thermal expansion in HAZ and unaffected base metal. The butt joints require more heat input as compared to lap joints. The weld size, throat, and bead convexity as well as deposition rate were all found to be significantly increased with the increase of φ. The notch effect was also found to be decreased due to high form factor and low toe angle with φ as in the case of low carbon steel welds. Kumar et al. (Ref 72) extended their investigation to achieve better weld bead without any spatter or any kind of defects using AC P-GMAW. The average dilution of butt welds was found to be reduced significantly. The electrode negative ratio, i.e., the ratio of electrode negative current to the summation of electrode negative current and positive current for one cycle, primarily affects the weld penetration. The shallow penetration has been achieved with the increase of electrode negative ratio, which is useful to weld thin sheets. The gap-bridging improved due to higher top weld reinforcement at higher electrode negative ratio.
Ghosh et al. (Ref 73) investigated the effect of pulse parameters on weld joint area and residual stresses in Al-Zn-Mg alloy butt welds with the same type of filler in P-GMAW. The area of the butt weld joint and the area of the weld deposition both significantly decreased with the increase of φ due to reduction of burn-off rate, which affects the residual stress in the weld joint. This may have predominantly lowered the heat content of the weld deposit in the presence of a marginal increase in the temperature of the droplet at the time of deposition. However, the area of the weld joint revealed a comparatively smooth logarithmic decrease with the increase of φ. The use of higher welding current enhances residual stresses at the center line of the weld joint. The longitudinal residual stress of the weld joint is relatively higher than the transverse residual stress. The increase of φ comparatively reduces both the longitudinal and transverse residual stresses. The nature of variation in residual stresses of the weld joint with φ has indicated closer similarity to the nature of variation in the area of the weld joint with φ. Therefore, the residual stresses of the weld joint are primarily attributed to the contraction stresses developed in the area of the weld joint rather than the top and root reinforcement of the weld joint.
Thus, the weld bead shape is strongly affected by summarized pulse factor φ in ferrous as well as non-ferrous welds. The internal residual stresses as well dilution can also be reduced significantly with proper adjustments of pulse parameters. The weld geometry features can be improved with an increase of φ up to a certain extent in most of the cases, when the heat required for wire electrode burn-off is same as the heat generated due to arc heating and resistive heating of electrode wire. Thus, metal droplet size, droplet velocity from electrode to weld pool and droplet temperature are influenced by these factors, which have an direct impact on weld quality as illustrated in Fig. 5.

Schematic expression indicating the influence of summarized pulse factor on weld quality
Effect of Pulse Parameters on Porosity Content of Weld and Weld Microstructure
The porosity content of weld and weld microstructure are influenced by the arc force variation and the metal transfer behavior in GMAW. The porosity content reduces with proper adjustment of pulse parameters in P-GMAW. The heat transfer and fluid flow in the weld pool are significantly affected by the pulse parameters, which influence the temperature gradient, local cooling rate, and solidification mode. Thus, the weld microstructure, i.e., grain size, grain morphology, and phases, changed with the variation of pulse parameters.
Porosity Content of Weld
The porosity formation in the weld depends primarily on the contamination in the consumables and shielding atmosphere. Porosity may be increased in high thermal conductive weld materials like aluminum alloys due to higher solidification rate and less chances of gas escapement. Weld porosity content also depends on the variation of pulse parameters in P-GMAW, which influence the arc characteristics and the shielding atmosphere around the weld pool. Porosity may also depend on weld bead geometry dimensions, such as weld reinforcement (R)-to-width (W) ratio, i.e., the bead convexity, and W/(P + R), (where, P means depth of penetration), which indicates the bead slenderness. The porosity reduces with less “R/W” and high W/(P + R) due to better escapement of gas.
It is widely recognized that hydrogen is the dominant cause of porosity in aluminum weld deposits due to high solubility. However, in a micro-gravity environment with vacuum, other gases like oxygen may also be induced in the weld pool. The size, shape, distribution, and amount of pores due to hydrogen inclusions generated in the weld mainly depend on the solidification mode, cooling rate, bead shape, type of shielding gas, and its pressure. The controlled metal transfer in P-GMAW leads to less porosity than the continuous current transfer modes, and the worst results may be found in the case of short-circuiting transfer.
In the case of continuous current GMAW, the porosity content of Al-Zn-Mg alloy weld decreased with the increase of welding current, because of the enhancement of heat input causing a larger dissolution of available hydrogen in molten weld pool (Ref 63). However, an increase in welding current reduces the length of stay of the molten droplet in the arcing zone. Thus, it may also reduce the absorption of hydrogen, which reduces the porosity content, as in the case of carbon steel weld (Ref 66). Therefore, the porosity content depends on two different phenomena affected by welding conditions.
In P-GMAW, the variation of arc pressure leads to formation of a vortex in shielding atmosphere, which leads to the aspiration of air in weld pool. It may play an important role in the occurrence of porosity in the weld deposit (Ref 63). The variation in arc pressure is primarily governed by the ratio of peak current to the base current (I p/I b). The influence of “I p/I b” on the porosity formation may be somewhat complex due to other pulse parameters. It first decreases and then increases with the increase of “I p/I b” at a constant mean current and pulse frequency range. The influence of mean current on the porosity content of the weld deposit was found to be different at different pulse frequencies. The porosity content first increased, and then decreased to a value, even less than continuous current weld with an increase of pulse frequency. In P-GMAW, the increase of pulse duration up to a certain level at constant mean current reduced the porosity content of weld deposit to almost the same level as that of continuous current weld. It was more prominent at higher pulse duration with low mean current.
However, the variation of arc voltage does not influence the porosity content of the weld significantly at a particular mean current (Ref 66). The porosity content of weld deposit enhanced with welding speed during pulse current welding at low mean current due to some instability in shielding atmosphere. It can be overcome with an increase of mean current due to stable arc and higher velocity of plasma. Thus, the porosity content can be decreased at higher welding speed when mean current is also higher.
The effect of summarized influence of all the pulse parameters “φ” on the weld porosity content has also been investigated (Ref 48). With the increase in φ at a given mean current and the increase in mean current at a given φ, the porosity content of the weld deposit was found to be decreased, because of the reduction in droplet temperature and solubility of the gas in the droplet. However, the porosity content of weld deposit enhanced linearly with the increase of φ at different pulse parametric combinations. However, during short-circuiting current, the increase in welding current has no significant influence on the weld porosity content due to the different nature of current pulses. Kumar et al. (Ref 71) investigated the porosity level in thin sheet aluminum alloy (Al 6082) butt-weld and lap joint using the Vario wire in P-GMAW. The porosity content was found to be higher, which reduced with an increase of φ as before. The weld porosity content has been significantly reduced (less than 1%) using AC P-GMAW due to easy escaping of absorbed gases (Ref 72). It was caused by stirring of weld pool with the change of polarity in every cycle and pulsation of current.
The level of porosity content has also been reduced with the variation of P-GMAW, called as double-pulsed GMAW (DP-GMAW) (Ref 74). Double pulsation is controlled with the alternation of low frequency periods of thermal base (τb) and thermal pulse (τp). The equilibrium condition has to be maintained with proper adjustment of “τb” and “τp” to reduce weld porosity. However, the cyclic variation of arc shape at low frequency may result in a poor arc stability, which may enhance the weld porosity content. The double pulsation in DP-GMAW might generate a turbulent molten metal flow that would help the gases to escape. The gas entrapment may also be reduced with the breakage of the columnar grain growth. The resulting pores in P-GMA weld were found mostly in the central region, whereas the pores in the DP-GMA weld were more scattered, though the weld pool shape was spherical in both the cases.
This brief discussion indicates the significance of pulse parameters on porosity content in weld. The level of porosity can be reduced significantly with the increase of φ with proper inert shielding gas atmosphere. The variation of arc pressure has to be reduced to achieve pore-free weld.
Weld Microstructure
Weld quality problems are faced by the manufacturers due to improper weld microstructure, especially in case of dissimilar welds (Ref 75). The interface of the WZ and HAZ was found to be the weakest zone in most of the ferrous weldments (Ref 76). Various microstructural defects such as grain-coarsening, carbide precipitation, and martensite formation often occur in the HAZ of low alloy steel welds, which reduce fracture toughness with increasing tendency to brittle fracture. The coarse-grained weld microstructure may also raise the risk of weld failure in non-ferrous alloys. Various intermediate and intercritical quenching techniques may provide homogeneous microstructure, which may improve the weld mechanical properties.
The solidified weld pool and corresponding heat affected base metal are called as WZ and HAZ, respectively. The partially melted zone (PMZ) in the interface of WZ and HAZ is also found in case of some specific non-ferrous alloy welds. The cooling rate and peak temperature primarily dictate the solidification mode and phase content of the weld microstructure. The influence of temperature gradient on solidification mode is shown in Fig. 6. The grain morphology is found to be cellular to columnar dendritic to equiaxed dendritic from fusion line to weld center along the easy growth direction 〈100〉 of the base metal grain. The cross section of austenite columnar grain, i.e., the hexagons changed from grain boundary ferrite (GBF) to side plates Widmanstatten ferrite (WF) to acicular ferrite (AF) with the increase of cooling temperature from 800 to 500 °C in case of low carbon low alloy steel weld, as shown in the continuous-cooling transformation (CCT) diagram (Fig. 7). The bainite (B) and martensite (M) may also result in case of high energy density welding (e.g., EBW, LBW, etc.) due to very high cooling rate. The phase formation mechanism in HAZ is the same as the phases occurring in weld metal except for “AF”. The peak temperature in HAZ is just beyond the lower critical temperature of low carbon steel weld metal. Therefore, the pearlite colonies are transformed to austenite, and they expand slightly into the prior ferrite matrix during heating (from 1 to 2) and then decompose into fine ferrite-pearlite grains during cooling (from 2 to 3), as shown with iron-carbon diagram (Fig. 8). However, there are some coarse retained austenite grains in the HAZ near to fusion line due to lack of sufficient carbon diffusion from austenite to ferrite. The shielding gases may interact with the weld pool during welding which produces inclusions in the weld. The presence of inclusions is detrimental to weld properties. However, under certain conditions, the acicular ferrite grains nucleate on nonmetallic inclusions in the weld pool, which provide a relatively tough and strong microstructure.

Variation in solidification mode across the fusion zone (Ref 83)

Continuous cooling transformation diagram for weld metal of low-carbon steel (Ref 83)

Mechanism of partial grain refining in carbon steel (Ref 83)
The pulse parameters significantly affect weld thermal cycle and arc characteristics in P-GMAW, which indirectly influence the weld microstructure. Current pulsing results in periodic variation of arc forces. Some extra fluid flows due to this generated forces which may reduce the temperature in front of the solidifying interface. The amplitude of thermal oscillations in the weld pool enhances with increasing ratio of the peak to base currents and reduces with higher pulse frequency. The temperature fluctuation inherent in pulsed welding also leads to a continuous change in the weld pool size and shape, which favors the growth of new grains. The new grains have been found to be regularly oriented toward the direction of higher thermal gradient at the interface of molten weld pool and solid base metal. Thus, the grain refinement was observed in the P-GMA welds.
Ghosh and Rai (Ref 66) investigated the weld microstructure of C-Mn steel (0.175% C) having ferrite-pearlite microstructure by a same type flux-cored wire in pulsed as well as continuous current GMAW. The dendritic microstructure containing ferrite (bright) and pearlite with little bainite (dark) phases has been noticed at the weld center; whereas it changed to columnar at the interface of WZ and base metal. The increase of welding current reduced the columnar growth of dendrites in the matrix. The morphology of the bainite was found to be changed with the variation in welding parameters. The pulse current resulted into coarse microstructure with respect to the growth of dendrites, especially at higher pulse frequency and pulse duration due to reduced cooling rates. However, the pulse current welding carried out at a higher arc voltage found to be beneficial to produce a finer weld microstructure.
Ghosh et al. (Ref 48) extended their investigation to steel butt weld microstructure in the vertical-up P-GMAW and short circuit GMAW. The WZ contained a dendritic microstructure with significant epitaxial growth of dendrites. The aspect ratio of the dendrites reduced to unity at the weld center. There was no significant variation of the weld microstructure in both processes at a constant heat input, but the morphology of the dendrites changed with the variation of pulse parameters. The weld microstructure was found to be finer with an increase of φ at a given mean current, which increases the area of dendrite boundary and the amount of ferrite in the matrix.
Ishida (Ref 64) explored the microstructural features of stainless steel filler metal conversion on mild steel surface using bead-on-plate method in pulsed TIG welding under a pulse frequency of 1-500 Hz. The cellular austenitic structure appeared in the centre of the WZ and a columnar austenitic structure appeared in the fusion boundary. In the fusion boundary of the deposited zone, columnar austenite appears wavy due to the pulsating arc. The formation of pearlite indicates partial conversion of stainless steel to mild steel plate due to collective movement of the molten pool by the pulsating action. However, the complete conversion into stainless steel have been achieved with higher diameter filler wire and higher pulse frequency due to cumulative consequence of multiple melting with low dilution.
There have been a lot of efforts to maintain the delta ferrite content in stainless steel weld to prevent hot cracking, such as addition of nitrogen (austenite stabilizer) to argon as a shielding gas. However, the pulse current decreases with the addition of nitrogen due to less ionization energy than pure argon. The influence of pulse parameters on hot cracking tendency of thin plate AISI 316L stainless steel weld has been investigated. The experiments have been carried out at various welding positions from 6 h (torch held perpendicularly downward) to 12 h (torch held perpendicularly upward) in pulsed tungsten inert gas (TIG) welding (Ref 77). The allowable welding speed was found to be lower at 9 h position than at 6 h position to achieve adequate weld penetration. The arc length is shorter with high nitrogen content at 9 h position, which reduces the pulse current. The axial pulse arc force balances the gravitational force at 12 h welding position. The lowest delta-ferrite content was found to be at 9 h welding position due to less pulse current with respect to other positions. The nitrogen content in weld metal at the 6 h position is lower than 9 h position resulting in higher delta ferrite in the weld metal at 6 h position.
Duplex stainless steels (DSS) are often used in oil and gas, paper, and petrochemical industries as an alternative to austenitic stainless steels to overcome stress corrosion cracking problem. However, the mechanical property and the corrosion resistance of the DSS weldment are corrupted due to less austenite (γ) in the fusion zone. Various techniques have been attempted to solve the problem of lower γ content in the DSS solidified weld such as addition of nitrogen to argon, alloy addition in the filler material, post-weld heat treatment processes and current pulsing. Wang et al. (Ref 78) attempted to solve the problem of lower γ content in DSS weld metal with the variation of pulse parameters in P-GTAW. The γ content in DSS weld has been increased by controlling both the pulsed current in GTAW process and the cooling rate. The pulsed dc current together with higher cooling rate generated refined equiaxed ferrite grains instead of longer columnar grains. The pulse current also stimulated the Widmanstatten austenite side plate due to the higher cooling rate. The grain boundary austenite becomes thicker due to Widmanstatten austenite formation along the grain boundary.
The formation of chromium carbide in austenitic stainless steel weld HAZ adversely affects the corrosion properties of the weld joint. The formation of chromium carbide has been reduced by reducing welding heat input. The susceptibility to inter-granular-corrosion (IGC) decreased significantly in pulsed current GMA weld with an increase of φ (Ref 69). In continuous GMA weld, the width of cellular dendritic region increases with the reduction of heat input due to higher constitutionally super-cooled zone in the weld near to fusion line. However, in case of P-GMAW, it has been observed that at a similar heat input the increase of φ up to 0.41 further enhances the width of the cellular dendritic region in the weld. Thus, the reduction in the co-axial growth of dendrites has been possible with less heat input or higher φ with constant heat input. It reduces the thermal intensity of weld pool, which may reduce the degree of constitutional super-cooling.
Several methods have been attempted to refine the weld fusion zone grains such as inoculation with heterogeneous nucleants, microcooler additions, surface nucleation induced by gas impingement, and introduction of physical disturbance through techniques such as torch vibration and current pulsing. The current pulsing significantly refines fusion zone grains. The P-GTAW technique produces finer grains in the Al-Zn-Mg-Cu alloy weld compared to P-GMAW due to less heat input in P-GTAW (Ref 79, 80). There was about 75% reduction in grain size compared to continuous current GMAW. However, there were no considerable changes in fusion zone grain size by the post-weld aging treatments (Ref 81). However, the simple aging treatment applied to the welds caused noticeable changes in the formation of strengthening precipitates (MgZn2 and CuAl2) and their distribution. The precipitates were uniformly distributed throughout the matrix of weld metal in pulsed current welds, whereas the precipitates were more densely available in the grain boundaries than in the grain interior in continuous current welds.
Padmanabham et al. (Ref 82) attempted to eliminate the joint-weakening equiaxed grain zone (EQZ) formation at the interface between WZ and the base metal in Al-Cu-Li alloy welds due to a heterogeneous nucleation mechanism aided by Al3Zr and Al3(Zr x Li1−x ) phases. The EQZ may become liquid beyond 643 °C temperature. This difficulty has been reduced by controlling the pulse frequency in multi-pass P-GMAW. The first welding pass as well as root pass contained the EQZ on the weld interface with the base metal, but there was no EQZ at the boundaries between any two successive weld passes. This EQZ was found to be shifted to the fusion zone from the weld interface at higher pulse frequency welds. The fusion zone microstructure was dendritic beyond the EQZ. There were some undesirable pores with fine equiaxed grains in PMZ adjacent to the weld interface. Microstructures in the core of the various passes were found to be different for different pulse frequency welds. The grain coarsening has also been noticed in the interface of successive weld passes, especially in lower pulse frequency weld specimens. This coarsening effect was more predominant in the root pass than the first fill pass due to double amount of heat input.
Thus, the grain morphology as well as phase contents of the weld can be controlled by adjusting the pulse parameters. The joint-weakening tendency due to grain coarsening, corrosion, or/and improper phases present in the matrix was found to be superior with the increase of φ. The weld microstructure can be further improved with post-weld aging treatment due to uniform homogenous grains as well as phases.
Effect of Pulse Parameters on Weld Mechanical Properties
The main challenges in the fabrication industries include withstanding the ever increasing stresses and temperatures without the occurrence of disastrous failure at different service conditions. The weld hardness, joint tensile strength, impact toughness, and fatigue life primarily indicate the mechanical characteristics of the weld. The tensile properties of weld joint primarily depends on the weld bead shape and weld microstructure influenced by process parameters in GMAW. The fatigue properties primarily depend on weld porosity content and the residual stress generation related to the weld bead shape. Weld penetration has a major impact on joint strength and its service life. The weld dilution dictates the degree of base metal fusion, which must be adequate to maintain weld quality. The area of HAZ has to be reduced to improve the carbon steel weld quality. The hardness variation at the interface of WZ and HAZ highly correlated the joint strength. The joint weakening tendency can be significantly reduced in ferrous weld, as well as non-ferrous welds with appropriate selection of pulse parameters in P-GMAW. Various post-weld heat treatment techniques are also found to be alternative solutions to maintain the weld quality.
Hardness of Weld
The pulse parameters affect the weld microstructure, which in turn influence the weld hardness. An increase of pulse frequency or pulse duration at a constant mean current reduces the hardness of carbon steel weld fusion zone, as well as HAZ. It was found to be significantly less than continuous current weld at higher pulse frequency or higher pulse duration (Ref 66). However, an increase of arc voltage or welding speed in P-GMAW significantly increases the hardness of the weld. The hardness of weld bead was also found to be reduced with an increase of mean current, especially at higher pulse frequency or pulse duration and lower arc voltage. The reason was the grain coarsening due to an increase in super heating of the weld pool. The hardness of HAZ was strongly correlated with φ. The HAZ hardness linearly increased with an increase of φ. The variation of weld hardness with mean current and welding speed was found to be almost same in both continuous, as well as in pulsed condition.
The hardness variation not only depends on degree of grain refinement, but also on secondary phase formation (Ref 48). The carbon steel weld metal has significantly higher hardness than base metal due to grain refinement, which contains higher amount of “AF”, “B”, and comparatively finer pearlite at less heat input. However, there was no significant change in hardness with different values of φ due to two competitive processes of microstructure refinement and “GBF” formation. The HAZ hardness close to the fusion line was found to be higher than the base metal, primarily due to low peak temperature of the weld pool, which reduces the amount bainite transformation from austenite. Thus, HAZ hardness near to fusion line was not reduced with grain coarsening due to the presence of the retained austenite in the matrix. However, the grain coarsening may also be found to be predominant for the reduction of HAZ hardness in low alloy low carbon (0.08% C) steel welds (Ref 76). In short-circuit GMAW, the hardness variation was found to be insignificant with welding current due to same type of weld microstructure.
The pulse parameters and cooling rate have been varied to achieve uniform hardness in DSS weld in P-GTAW (Ref 78). The higher cooling rate promotes the formation of Widmanstatten austenite besides grain-boundary austenite, which increases the austenite content in the matrix. The higher cooling rate also reduces the weld microstructure grain size. The volume fraction of austenite was found to be inversely proportional to the weld hardness, which makes it uniform with base metal hardness.
The influence of pulse parameters on non-ferrous weld was also found to be significant. The pulse parameters have been adjusted to overcome the reduction of hardness at the interface of fusion zone and HAZ in thick Al-Cu-Li alloy multi-pass butt-welds (Ref 82). The hardness at the interface of successive welding passes was also found to be reduced. The hardness variation from WZ to HAZ was found to be more pronounced with the increase with pulse frequency towards the root passes.
The weld fusion zone typically exhibits coarse columnar grains for high strength aluminum (Al-Zn-Mg-Cu) alloy weld (Ref 79, 80). The probable reason was the prevailing thermal conditions during weld metal solidification, which often results inferior weld hardness. This coarsening phenomenon along with segregation of various precipitates has been tried to overcome by refining the fusion zone grains using pulsed current technique. The hardness was relatively higher in the PMZ and HAZ regions compared to WM region due to the formation of very fine re-crystallized grains. The simple post-weld aging treatment significantly reduces this hardness variation across the joint cross section due to uniform weld microstructure (Ref 81). The hardness of HAZ in thin 1 mm sheet aluminum alloy (Al 6082) weld was reduced significantly at higher heat input condition due to deterioration of Mg2Si in the aluminum matrix, especially in the case of AC P-GMAW (Ref 71, 72).
Tensile Strength and Impact Toughness of Weld Joint
The tensile strength of carbon steel weld joint depends on the degree of grain refinement, the amount of pro-eutectoid ferrite and the porosity content. It is also difficult to maintain joint tensile strength due to improper weld bead, especially in case of positional welding. The notch tensile strength of structural steel weld was found to be significantly increased with an increase of φ at a given mean current due to the refinement of microstructure in vertical-up P-GMAW (Ref 48). However, the notch tensile strength of HAZ reduced with an increase of φ at a constant mean current. This was caused by the improper grain morphology and detrimental phases present in the matrix, which increased the variation of hardness (notch sensitivity) with the variation of φ. However, the influence of mean current at constant φ was not so significant on tensile strength and notch tensile strength of WZ as well as HAZ due to same type of weld microstructure. The same result has also been noticed in case of short-circuit GMAW.
During welding of austenitic stainless steel, the formation of chromium carbide in HAZ unfavorably affects the corrosion properties of the weld joint. The reduction of the chromium carbide formation requires low heat input welding. Ghosh et al. (Ref 69) investigated the influence of pulse parameters on thin stainless steel sheet weld in P-GMAW. The variation in heat input (4.22 to 8.84 kJ/cm) had no significant effect on tensile strength. There was an enhancement in the ultimate tensile strength, yield strength and elongation at higher φ values for the same heat input condition. P-GMAW was found to be more effective in producing relatively fine dendrite and reduced IGC in the weld deposit, which improved the tensile properties.
The tensile strength has been improved for high strength aluminum alloy butt-welds (6 mm thickness) by adjusting the pulse parameters in P-GMAW (Ref 79, 80). The enhancement of tensile strength (about 10%) and ductility (about 20%) was mainly due to the grain refinement in the fusion zone from continuous mode to pulsed mode of current. The maximum tensile strength and joint efficiency was achieved in P-GTAW due to reduced heat input. The tensile strength of P-GTAW joints were 25% higher compared to continuous mode GMAW joints, and 15% higher compared to P-GMAW joints. There was also an enhancement of 40 and 20% of P-GTAW joint notch tensile strength compared with continuous GMAW and P-GMAW joints, respectively. There was also an improvement in notch strength ratio of 12% compared to continuous GMAW, and 5% compared to P-GMAW. Thus, the joint efficiency in P-GMAW joints were found to be 25, 16, and 8% higher compared to GMAW, P-GMAW, and GTAW joints, respectively.
The welding of thin sheet (less than 1.5 mm) aluminum alloy (Al 6082) by conventional TIG and MIG welding impose numerous problems such as burn through, gap bridging and distortion. The application of P-GMAW also results in a burn through, which has been solved using the Vario wire in P-GMAW (Ref 71). This new technique reduces the cross section of a standard electrode wire to 1-mm diameter by forming near the welding torch, which leads to a reduced energy per unit length to weld thinner sheets. The joint tensile strength was found to be increased with proper selection of φ. The joint failure mostly occurred in the weld metal due to higher porosity content (about 0.1-11.59%), which was found to be significantly reduced with an increase of φ. The tensile strength of thin sheet aluminum butt joint has further been improved with AC P-GMAW (Ref 72). In AC P-GMAW, an increase in electrode negative ratio for a given wire feed rate reduces the current and hence the penetration is lowered, which is required for thin sheet welding. The joint tensile strength (more than 200 MPa), as well as elongation capability (more than 2%), was found to be significantly improved due to significant reduction of weld porosity content (0-5.82%). The HAZ near to fusion line was found to be the weakest zone due to precipitation of Mg2Si in the aluminum matrix of the base metal.
Post-weld aging treatment has also been applied to increase the tensile strength and tensile ductility of aluminum welds in continuous, as well as in P-GMAW and GTAW (Ref 81). There was a significant improvement (about 8-10%) in the yield strength, the tensile strength and the joint efficiency (about 4%) of the post-weld aged joints due to uniform distribution of precipitates in the weld metal. The notch tensile strength and notch sensitivity factor have also been improved by the post weld aging process.
In the last twenty years, the weldability of thick section, and higher strength-to-weight ratio alloys have been extensively investigated as these welds are very much useful in aerospace applications, marine applications. and lightweight pressure vessels. Even though the power beam welding processes seem to be yielding better weld quality compared with other arc welding processes, there are various problems like low accuracy of joint fitting, transverse HAZ tearing, large pores, and high cost. The joint weakening tendency has been reduced by reducing the EQZ, PMZ, and grain coarsening at the interface of WZ and HAZ in multi-pass thick Al-Cu-Li alloy butt-welds by proper selection of pulse parameters in P-GMAW (Ref 82). An increase in pulse frequency with constant mean current reduces the yield strength of the joint due to coarsening of weld microstructure. The elongation increased slightly due to the increase in difference between yield stress and stress at fracture. The fracture in tensile specimens was found to be occurred mostly through the first fill pass and weld interface of the root pass. However, it was also found at the fine EQZ or the PMZ. The fracture path changed with specimens made at different frequencies due to the change of position and microstructure of weakened EQZ at the interfaces of successive weld passes.
Various alloy addition techniques are often used to maintain toughness with adequate tensile strength of the carbon steel weld. Ghosh et al. (Ref 48) have tried to improve weld toughness with the variation of pulse parameters in vertical-up P-GMAW. The impact toughness of fusion zone and HAZ in carbon steel weld joint was found to be enhanced significantly by the refinement of its microstructure and higher ferrite content of weld metal with the increase of φ. However, this variation was not very significant with mean current in pulse mode or short-circuit GMA weld. However, the weld toughness reduced considerably with the reduction of the test temperature.
Fatigue Properties of Weld
The fatigue strength of weld is primarily influenced by the residual stress, stress concentration, mechanical properties of the base materials, and weld microstructure. To maintain the weld properties in cyclic loading is highly critical, especially in the case of positional welded structure. The fatigue life of butt weld structural steel plates in vertical-up P-GMAW has been investigated (Ref 48). The weld fatigue life reduced with an increase of bead toe angle due to notch effect, but has been improved with an enhancement of φ. This was caused by the reduction of the weld toe angle and enhancement of the form factor with an increase of φ, specifically at low mean current.
The Al-Zn-Mg alloy welds are prone to stress corrosion cracking and fatigue failure with higher heat input during welding due to coarse dendritic structure and high porosity content of the weld (Ref 63). The geometry of the weld joint dictates its nature of residual stresses. The weld fatigue life increased with the ratio “r” (root bead width to top bead width) for Al-Zn-Mg alloy butt-weld in pulsed current due to reduction in residual stresses with permissible porosity content. However, in the case of continuous current MIG weld, the fatigue life increases with mean current due to a significant reduction of porosity content, even with reduced “r” value. In the case of pulsed MIGW, the fatigue life curve showed almost similar to the “r” value curve with different trend of porosity change with different pulse frequencies. Both higher “r” value and lower porosity content increased the fatigue life significantly at higher pulse frequency condition. The fatigue fracture was found to be occurred at the weld centre. The fatigue life of the weld reduced significantly with a reduction of “r” up to 0.56 at a given level of porosity, followed by an insignificant change in it with a further decrease in “r”. However, the weld fatigue life was found to decrease significantly with increasing porosity content up to 3% volume, followed by a moderate decrease with a further increase in porosity level at a given range of “r”. The presence of porosity at or close to the work surface also acts as a potential site for crack initiation, which reduced the fatigue life significantly.
The residual stress distribution is generally non-uniform within the weld, which has unfavorable influence on distortion, fatigue, corrosion, and stress corrosion cracking properties of the weld. The maximum tensile residual stress at weld center affects on the performance in long run applications, especially under dynamic loading conditions. The weld fatigue life is not only attributed to residual stresses and porosity content of the weld, but also on the weld microstructure, and porosity distribution in the weld deposit. An increase of pulse factor “φ” enhanced the fatigue life of the Al-Zn-Mg alloy butt weld joint (Ref 73). The fatigue life was found to be significantly improved than continuous current weld joint. The result also indicated that the use of higher welding current reduce the fatigue life of the weld due to higher joint area and higher residual stress.
The weldability of aluminum alloys is highly affected by hot cracking or solidification cracking. Therefore, various filler material combinations and post-weld solution heat treatment has highly been used. The current pulsing offers enhanced resistance to crack initiation and crack propagation i.e., superior fatigue performance of the weld due to collective result of higher yield strength and higher ductility of the weld. However, the notch sensitivity increases with tensile strength, and fatigue notch factor is higher for stronger materials. The higher strength P-GTAW joints were found to be more sensitive to fatigue notches, whereas lower strength continuous current GMAW joints were less sensitive (Ref 79, 80). The resistance to fatigue crack initiation increases with decreasing grain size and more number of equiaxed grains, due to higher amount of grain boundary areas, which offer more resistance to fatigue crack propagation. This may be the probable reason of higher weld fatigue life in pulsed GTA weld. The weld fatigue strength has also been further improved with uniform distribution of precipitates in the weld microstructure through proper ageing technique of the solidified weld (Ref 81).
Conclusions
This brief review reveals the significance of current pulsing to achieve better weld quality. The weld depth-to-width ratio enhances with the increase of pulse frequency. The appropriate selection of pulse parameters in P-GMAW is highly critical. However, the summarized pulse factor φ significantly influence various weld quality features such as weld joint area, HAZ width, weld porosity content, grain refinement, etc, which are strongly related to weld mechanical properties. The weld joint area reduces with the increase of φ.
The arc pressure variation influences the aspiration of air in weld pool, which controls the porosity content of weld deposit. With the increase of φ, keeping mean current constant, reduce the weld porosity content due to the reduction in droplet temperature as well as gas solubility in the weld pool. The level of porosity content can also be further reduced using double current pulsing in DP-GMAW.
The complete transformation of mild steel into stainless steel can be achieved using higher diameter electrode wire at higher pulse frequency. The increase of φ results into finer weld microstructure, which enhances the area of dendrites boundary as well as a larger amount of ferrite in low carbon steel weld matrix. The austenite content in duplex stainless steel weld can be improved by controlling both the pulsed current and the cooling rate.
The risk of hardness variation can be reduced with refined grain size and secondary phase formation in P-GMAW. The inter-granular corrosion susceptibility in stainless steel weld reduces with an increase of φ. The impact toughness as well as tensile strength of carbon steel weld improves with higher φ. The notch effect decreases with higher value of φ. Thus, the resistance to fatigue crack propagation enhances with φ.
References
P.K. Palani and N. Murugan, Development of Mathematical Models for Prediction of Weld Bead Geometry in Cladding by Flux Cored Arc Welding, Int. J. Adv. Manuf. Technol., 2006, 30(7–8), p 669–676
E. Karadeniz, U. Ozsarac, and C. Yildiz, The Effect of Process Parameters on Penetration in Gas Metal Arc Welding Processes, Mater. Des., 2007, 28(2), p 649–656
K. Ishizaki, Interfacial Tension Theory of the Phenomenon of Arc Welding-Mechanism of Penetration, Proceedings of Symposium on Physics of Arc Welding, The Institute of Welding, London, 1962, p 195–209
D.S. Nagesh and G.L. Datta, Prediction of Weld Bead Geometry and Penetration in Shielded Metal-Arc Welding Using Artificial Neural Networks, J. Mater. Process. Technol., 2002, 123(2), p 303–312
G. Powell and G. Herfurth, Charpy V-Notch Properties and Microstructures of Narrow Gap Ferritic Welds of a Quenched and Tempered Steel Plate, Metall. Mater. Trans. A, 1998, 29(11), p 2775–2784
V.S.R. Murti, P.D. Srinivas, G.H.D. Banadeki, and K.S. Raju, Effect of Heat Input on the Metallurgical Properties of HSLA Steel in Multi-Pass MIG Welding, J. Mater. Process. Technol., 1993, 37(1–4), p 723–729
M. Eroglu, M. Aksoy, and N. Orhan, Effect of Coarse Initial Grain Size on Microstructure and Mechanical Properties of Weld Metal and HAZ of a Low Carbon Steel, Mat. Sci. Eng. A, 1999, 269(1), p 59–66
A.S. Shahi, S. Pandey, and J.S. Gill, Effect of Auxiliary Preheating of Filler Wire on Dilution in Gas Metal Arc Stainless Steel Surfacing Using RSM, Surf. Eng., 2007, 23(5), p 384–390
Y.C. Lin and K.H. Lee, Effect of Preheating on the Residual Stress in Type 304 Stainless Steel Weldment, J. Mater. Process. Technol., 1997, 63(1–3), p 797–801
T. Mohandas, G. Madhusudan Reddy, and B. Satish Kumar, Heat-Affected Zone Softening in High-Strength Low-Alloy Steels, J. Mater. Process. Technol., 1999, 88(1), p 284–294
T. Nakamura and K. Hiraoka, Ultranarrow GMAW Process with Newly Developed Wire Melting Control System, Sci. Technol. Weld. Join., 2001, 6(6), p 355–362
H. Tong, T. Ueyama, S. Harada, and M. Ushio, Quality and Productivity Improvement in Aluminium Alloy Thin Sheet Welding Using Alternating Current Pulsed Metal Inert Gas Welding System, Sci. Technol. Weld. Join., 2001, 6(4), p 203–208
Z. Smati, Automatic Pulsed MIG Welding, Mater. Construct., 1986, 18, p 38r–44r
K. Stanzel, Pulsed GMAW Cuts Cycle Time by 600 Percent, Weld. Des. Fabr., 2001, April, p 85–87
J. Tippins, Box Beam Fabrication Using the Pulsed MIG Process, Mater. Construct. Br. Weld. J., 1970, December, p 547–550
R.C. Harvey, Gas Metal Arc Welding Fume Generation Using Pulsed Current, Weld. J., 1995, 74(11), p 59s–68s
M. Thamodharan, H.P. Beck, and A. Wolf, Steady and Pulsed Direct Current Welding With a Single Converter, Weld. J., 1999, 78(3), p 75s–79s
A. Raja, Flux Core Stelliting by Pulsed MAG Welding, WRI, J., 1998, 19(3), p 98–101
I.E. French and M.R. Bosworth, A Comparison of Pulsed and Conventional Welding With Basic Flux Cored and Metal Cored Welding Wires, Weld. J., 1995, 74(6), p 197s–205s
M. Jilong and R.L. Apps, New MIG Process Results from Metal Transfer Mode Control, Weld. Met. Fabr., 1983, 51, p 168–175
B. Bernard, Effects of Shielding Gas in Pulsed MIG Welding, Join. Mater., 1989, June, p 277–280
J.A. Lambert, Assessment of the Pulsed GMA Technique for Tube Attachment Welding, Weld. J., 1989, 68(2), p 35–43
S. Ueguri, K. Hara, and H. Komura, Study of Metal Transfer in Pulsed GMA Welding, Weld. J., 1985, 64(8), p 242s–250s
M. Amin, Pulsed Current Parameters for Arc Stability and Controlled Metal Transfer in Arc Welding, Met. Construct., 1983, 15, p 272–278
P. Boughton and J.A. Lucey, The Use of Pulsed Current to Control Metal Transfer in Welding, Br. Weld. J., 1965, 4, p 159–166
C.J. Allum, Welding Technology Data: Pulsed MIG Welding Weld, Met. Fabr., 1985, 53, p 24–30
Y.S. Kim, “Metal Transfer in Gas Metal Arc Welding,” PhD Thesis MIT, Cambridge, MA, 1989.
P. Mike and Kemppi, Power Sources for Pulsed MIG Welding, Join. Mater., 1989, June, p 268–271
S. Subramaniam, D.R. White, J.E. Jones, and D.W. Lyons, Droplet Transfer in Pulsed Gas Metal Arc Welding Of Aluminum, Weld. J., 1998, 77(11), p 458s–463s
S. Rajasekaran, Method of Selecting The Most Suitable Combination of Parameters in Pulsed Current Gas Metal Arc Welding Process, Proceedings of International Conference on Advances in Mechanical and Industrial Engineering, Roorkee, 1997, p 1115–1122.
M. Amin, Synergic Pulse MIG Welding, Met. Construct., 1981, 6, p 349–353
C.J. Allum, MIG Welding—Time for a Reassessment, Met. Construct., 1983, June, p 347–353
S. Rajasekaran, S.D. Kulkarni, U.D. Mallya, and R.C. Chaturvedi, Droplet Detachment and Plate Fusion Characteristics in Pulsed Current Gas Metal Arc Welding, Weld. J., 1998, 77(6), p 254s–269s
S. Rajasekaran, Surface Topography of Pulsed Current Gas Metal Arc Clads, Surf. Eng., 2000, 16(6), p 495–500
M. Suban and J. Tusek, Methods for the Determination of Arc Stability, J. Mater. Process. Technol., 2003, 143–144, p 430–437
N. Jacobsen, Monopulse Investigation of Drop Detachment in Pulsed Gas Metal Arc Welding, J. Phys. D, 1992, 25, p 783–797
P. Boughton and T.M. Matani, Two Years of Pulsed Arc Welding, Weld. Met. Fabricat., 1967, October, p 410–420
M.R. Bosworth, Effective Heat Input in Pulsed Gas Metal Arc Welding With Solid Wire Electrodes, Weld. J., 1991, 70(5), p 111s–117s
P.K. Ghosh, L. Dorn, M. Hubner, and V.K. Goyal, Arc Characteristics and Behaviour of Metal Transfer in Pulsed Current GMA Welding of Aluminium Alloy, J. Mater. Process. Technol., 2007, 194(1–3), p 163–175
Y.M. Zhang, E. Liguo, and B.L. Walcott, Robust Control of Pulsed Gas Metal Arc Welding, J. Dyn. Syst. Meas. Control. ASME, 2000, 124, p 1–9
H.C. De Miranda, A. Scotti, and V.A. Ferraresi, Identification and Control of Metal Transfer in Pulsed GMAW Using Optical Sensor, Sci. Technol. Weld. Join., 2007, 12(3), p 249–257
P. Praveen, P.K.D.V. Yarlagadda, and M.J. Kang, Advancements in Pulse Gas Metal Arc Welding, J. Mater. Process. Technol., 2005, 164–165, p 1113–1119
P.K. Palani and N. Murugan, Modeling and Simulation of Wire Feed Rate For Steady Current and Pulsed Current Gas Metal Arc Welding Using 317L Flux Cored Wire, Int. J. Adv. Manuf. Technol., 2007, 34(11–12), p 1111–1119
S. Subramaniam, D.R. White, J.E. Jones, and D.W. Lyons, Experimental Approach to Selection of Pulsing Parameters in Pulsed GMAW, AWS, Weld. J., 1999, 78(5), p 166s–172s
J.F. Collard, Adaptive Pulsed GMAW Control: The Digital Pulse System, Weld. J., 1998, 77(11), p 35s–38s
P.K. Ghosh, P.C. Gupta, and V.K. Goyal, Stainless Steel Cladding of Structural Steel Plate Using the Pulsed Current GMAW Process, Weld. J., 1998, 77(7), p 307s–314s
J.C. Needham, Pulse Controlled Consumable Electrode Welding Arcs—General Principles and Operating Characteristics, Br. Weld. J., 1965, 4, p 191–197
P.K. Ghosh, S.R. Gupta, and H.S. Randhawa, Characteristics of a Pulsed-Current, Vertical-Up Gas Metal Arc Weld in Steel, Metall. Mater. Trans. A, 2000, 31A, p 2247–2259
P.K. Ghosh and P.C. Gupta, Use of Pulse Current MIG Welding Improves the Weld Characteristics of Al–Zn–Mg Alloy, Indian Weld. J., 1996, April, p 24–32
Y.S. Kim and T.W. Eagar, Metal Transfer in Pulsed Current Gas Metal Arc Welding, Weld. J., 1993, 72(7), p 279s–287s
L.O. Vilarinho and A. Scotti, An Alternate Algorithm for Synergic Pulsed GMAW of Aluminum, Australas. Weld. J., 2000, 45, p 36–44
W.G. Essers and V. Gompal, Arc control with Pulsed GMA Welding, Weld. J., 1984, 64(6), p 26s–32s
S. Rajasekaran, Weld Bead Characteristics in Pulsed GMA Welding of Al–Mg Alloys, Weld. J., 1999, 78(12), p 397s–407s
P.K. Palani and N. Murugan, Selection of Parameters of Pulsed Current Gas Metal Arc Welding (Review), J. Mater. Process. Technol., 2006, 172, p 1–10
A. Joseph, D. Farson, D. Harwig, and R. Richardson, Influence of GMAW-P Current Waveforms on Heat Input and Weld Bead Shape, Sci. Technol. Weld. Join., 2005, 10(3), p 311–318
J.C. Needham and A.W. Carter, Material Transfer Characteristics with Pulsed Current, Br. Weld. J., 1965, 5, p 229–241
C.S. Wu, M.A. Chen, and Y.F. Lu, Effect of Current Waveforms on Metal Transfer in Pulsed Gas Metal Arc Welding, Meas. Sci. Technol., 2005, 16(12), p 2459–2465
I.S. Kim, A. Basu, and E. Siores, Mathematical Models for Control of Weld Bead Penetration in the GMAW Process, Int. J. Adv. Manuf. Technol., 1996, 12(6), p 393–401
C.J. Allum and L. Quintino, Control of Fusion Characteristics in Pulsed Current MIG Welding, Meter. Construct., 1985, April, p 242r–245r
M. Nouri, A. Abdollah-Zadehy, and F. Malek, Effect of Welding Parameters on Dilution and Weld Bead Geometry in Cladding, J. Mater. Sci. Technol., 2007, 23(6), p 817–822
H. Ian and N. John, Pulsed MIG/MAG Welding, Join. Mater., 1989, June, p 264–281
V.K. Goyal, P.K. Ghosh, and J.S. Saini, Analytical Studies on Thermal Behaviour and Geometry of Weld Pool in Pulsed Current Gas Metal Arc Welding, J. Mater. Process. Technol., 2008, 209(3), p 1318–1336
P.K. Ghosh, S.R. Gupta, P.C. Gupta, and R. Rathi, Fatigue Characteristics of Pulsed MIG Welded Al-Zn-Mg Alloy, J. Mater. Sci., 1991, 26(22), p 6161–6170
T. Ishida, Stainless Steel Modification on a Mild Steel by Pulsed-Current Arc, J. Mater. Sci. Lett., 1992, 11(2), p 83–85
K.H. Tseng and C.P. Chou, The Effect of Pulsed GTA Welding on the Residual Stress of a Stainless Steel Weldment, J. Mater. Process. Technol., 2002, 123(3), p 346–353
P.K. Ghosh and B.K. Rai, Characteristics of Pulsed Current Bead on Plate Deposit in Flux Cored GMAW Process, ISIJ Int., 1996, 36(8), p 1036–1045
H.S. Randhawa, P.K. Ghosh, and S.R. Gupta, Geometrical Characteristics of Pulsed Current Positional GMA Weld, ISIJ Int., 1998, 38(3), p 276–284
H.S. Randhawa, P.K. Ghosh, and S.R. Gupta, Some Basic Aspects of Geometrical Characteristics of Pulsed Current Vertical-up GMA Weld, ISIJ Int., 2000, 40(1), p 71–76
P.K. Ghosh, S.G. Kulkarni, M. Kumar, and H.K. Dhiman, Pulsed Current GMAW for Superior Weld Quality of Austenitic Stainless Steel Sheet, ISIJ Int., 2007, 47(1), p 138–145
V.K. Goyal, P.K. Ghosh, and J.S. Saini, Influence of Pulse Parameters on Characteristics of Bead-on-Plate Weld Deposits of Aluminum and Its Alloy in the Pulsed Gas Metal Arc Welding Process, Metall. Mater. Trans. A, 2008, 39(13), p 3260–3275
R. Kumar, U. Dilthey, D.K. Dwivedi, S.P. Sharma, and P.K. Ghosh, Welding of Thin Sheet of Al Alloy (6082) by Using Vario Wire DC P-GMAW, Int. J. Adv. Manufact. Technol., 2009, 42(1–2), p 102–117
R. Kumar, U. Dilthey, D.K. Dwivedi, and P.K. Ghosh, Thin Sheet Welding of Al 6082 Alloy by AC Pulse-GMA and AC Wave Pulse-GMA Welding, Mater. Des., 2009, 30(2), p 306–313
P.K. Ghosh and A.K. Ghosh, Control of Residual Stresses Affecting Fatigue Life of Pulsed Current Gas-Metal-Arc Weld of High-Strength Aluminium Alloy, Metall. Mater. Trans. A, 2004, 35(8), p 2439–2444
C.L.M. Silva and A. Scotti, The Influence of Double Pulse on Porosity Formation in Aluminum GMAW, J. Mater. Process. Technol., 2006, 171(3), p 366–372
M. Sireesha, V. Shankar, S.K. Albert, and S. Sundaresan, Microstructural Features of Dissimilar Welds Between 316LN Austenitic Stainless Steel and Alloy 800, Mat. Sci. Eng. A, 2000, 292(1), p 74–82
A. Gural, B. Bostan, and A.T. Ozdemir, Heat Treatment in Two Phase Region and its Effect on Microstructure and Mechanical Strength after Welding of a Low Carbon Steel, Mater. Des., 2007, 28(3), p 897–903
G. Lothongkum, E. Viyanit, and P. Bhandhubanyong, Study on the Effects of Pulsed TIG Welding Parameters on Delta-Ferrite Content, Shape Factor and Bead Quality in Orbital Welding of AISI, 316L Stainless Steel Plate, J. Mater. Process. Technol., 2001, 110(2), p 233–238
S.H. Wang, P.K. Chiu, J.R. Yang, and J. Fang, Gamma (γ) Phase Transformation in Pulsed GTAW Weld Metal of Duplex Stainless Steel, Mater. Sci. Eng., 2006, 420(1–2), p 26–33
V. Balasubramanian, V. Ravisankar, and G. Madhusudhan Reddy, Effect of Pulsed Current Welding on Fatigue Behaviour of High Strength Aluminium Alloy Joints, Mater. Des., 2008, 29(2), p 492–500
V. Balasubramanian, V. Ravisankar, and G. Madhusudhan Reddy, Effect of Pulsed Current Welding on Mechanical Properties of High Strength Aluminum Alloy, Int. J. Adv. Manuf. Technol., 2008, 36(3–4), p 254–262
V. Balasubramanian, V. Ravisankar, and G. Madhusudhan Reddy, Effect of Pulsed Current and Post Weld Aging Treatment on Tensile Properties of Argon Arc Welded High Strength Aluminium Alloy, Mater. Sci. Eng., 2007, 459(1–2), p 19–34
G. Padmanabham, M. Schaper, S. Pandey, and E. Simmchen, Tensile and Fracture Behavior of Pulsed Gas Metal Arc-Welded Al-Cu-Li, Weld. J., 2007, 86(6), p 147s–160s
S. Kou, Welding Metallurgy, 2nd ed., Wiley Interscience Publication, 2002, p 145–430.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pal, K., Pal, S.K. Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review. J. of Materi Eng and Perform 20, 918–931 (2011). https://doi.org/10.1007/s11665-010-9717-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-010-9717-y