
Abstract
Energy is one of the most important components in the socio-economic development processes of countries. The share of the manufacturing industry in total energy production in the world is 37 and 30% of this is used in steam production in industrial steam boilers. Therefore, industrial steam boilers should be one of the industrial processes considered first in the manufacturing industry to increase the energy efficiency and cleaner production implementations. In addition, selecting the most suitable one among the many practices is very effective in increasing the savings and benefits. At this point, energy efficiency practices (EEPs) that can be applied in industrial steam boilers need to be evaluated by using an analytical decision-making model. In this study, EEPs commonly applied in industrial steam boilers were investigated. These EEPs were evaluated by using PROMETHEE decision model, one of the multi-criteria decision-making models (MCDM) according to total eight criteria such as potential energy saving opportunities, initial investment and operating costs, applicability, technology accessibility, economic savings potential, environmental benefit, cross-media effects, and payback period. As a result, some EEPs such as reuse of condensate, maintenance and repair of steam traps, insulation of steam boilers, and distribution systems were found as priority EEPs. Surprisingly, it was concluded that heat recovery from waste flue gases, economizer installation, and heat recovery from blow down have lower priority. The results showed that prevention-oriented practices were higher priority than pollution control and recovery practices.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Energy, which is one of the most important components of the socio-economic development processes of countries, constitutes one of the indispensable inputs of the manufacturing industry. Energy consumption may vary depending on the industrialization and population of the countries (Abdelaziz et al., 2011). Although manufacturing industry is responsible for approximately 37% of total energy consumption (Yang & Dixon, 2012; Atabani et al., 2013), this ratio can be as high as 50% in many industrialized countries (Zhao et al., 2016). In the manufacturing industry, energy costs are largely reflected in product costs and indirectly affect the market competitiveness of facilities. Therefore, optimal use of energy and energy efficiency practices (EEPs) in manufacturing industry are becoming increasingly important (Hasanbeigi, 2010). Energy efficiency is the minimization of the amount of energy consumed, without reducing the quantity and quality of production, preventing economic development and social welfare (Uzun & Değirmen, 2018). A simpler definition of energy efficiency means using less energy to provide the same level of energy. EEPs often do not only save energy, but also reduce emissions in manufacturing sectors (EC, 2009; Atabani et al., 2013; Hong et al., 2010). Lu et al., (2013) stated that energy savings of up to 18% and emission reduction potential between 12 and 23% could be achieved by various energy saving applications in industrial sectors.
Industrial steam boilers, which have become an integral part of manufacturing processes in manufacturing industry, are responsible for the use of high amounts of energy and generation of emissions in many industries. About 30% of the thermal energy used in the manufacturing industry is covered by industrial steam boilers (IEA, 2007; Yang & Dixon, 2012; Hasanbeigi et al., 2016). Industrial steam boilers are one of the most important processes to reduce energy consumption in industrial plants in terms of energy efficiency potentials (Bashmakov 2009). However, one of the most important barriers to the realization of this potential is the lack of knowledge about productivity practices, potential savings ratios, implementation data, and payback periods (Hasanbeigi et al., 2016). In addition, energy efficiency opportunities may vary in particular depending on machinery properties, production structure, process characteristics, good management practices, technical training levels of workers, innovation of machines and installations, and other existing practices. Therefore, EEPs should be specific to the facility. In this case, there is a gap in the literature on how to decide the most appropriate EEPs for each facility. Although analytical and systematic models were used in the decision-making processes of cleaner production/EEPs in many studies in the literature, no decision model or method was used in most of them (Einstein et al., 2001; Saidur et al., 2009; Hasanbeigi, 2010; Barma et al., 2017; Liu et al., 2017). There is also a gap in which criteria can be used to select the most appropriate EEPs. Investment and operating costs, savings ratios, and environmental benefits are generally considered. However, this may often not be enough and accurate, because these parameters are also variable. For instance, an energy efficiency practice has lower investment cost and higher energy saving ratios, but the amount of saving can be lower. Besides, criteria such as technology accessibility, technical applicability, potential side effects, and payback period should be taken into consideration to selection of an energy efficiency practice. In addition, these criteria may have different importance in facilities. Therefore, a systematic and analytical decision-making model should be used in EEP’s decision-making processes. Several multi-criteria decision-making (MCDM) models allow selection of the best alternatives according to many evaluation criteria with different weights. In this way, it is possible to determine priority alternatives in EEPs, to avoid unnecessary investments, to provide a more accurate planning strategy, and to achieve lower costs and more savings.
In this study, priority EEPs for industrial steam boilers were decided by using the model of Prevent Ranking Organization Method for Enrichment (PROMETHEE) which is one of the MCDM models. The main aim of this study is to test the applicability and effectiveness of PROMETHEE model in selecting best practices for EEPs in industrial steam boilers. The main reasons for choosing the PROMETHEE model can be listed as (i) ease of implementation, (ii) enable potential alternatives to be prioritized according to certain criteria, (iii) be responsive to the needs of decision-makers, and (iv) be used for the first time in this purpose. This study highlights the necessity of using a systematic decision-making method in the selection of EEPs in energy efficiency/cleaner production studies and examines the usability of the PROMETHEE method in this process. In addition, inferences and suggestions for improvement of decision-making processes were made in this study. Thus, it provides a new perspective and a roadmap for deciding on the most appropriate EEPs to operators, experts, researchers, and industry stakeholders. To the best knowledge of the authors, this is the first study in the literature investigating the selection of best energy efficiency practices for industrial steam boilers by employing PROMETHEE decision-making method.
Industrial steam boilers and properties
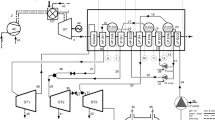
Industrial steam boilers are often used as auxiliary processes to meet the thermal energy requirements needed in production processes (Wang, 2014). In general terms, steam boilers are defined as pressure vessels for heating water, and generating steam, and electricity (Barma et al., 2017). Worrell et al. (2008) reported that steam generation consumes about 15% of global final industrial energy use. The efficiency of current steam boilers can be as high as 85% by implementing several EEPs such as general maintenance, improved insulation, combustion controls, and leak repair improved steam traps and condensate recovery (Worrell et al. 2008). A typical industrial steam boiler is presented in Figure 1. Steam boilers can use different fossil fuels and the boiler types vary according to the fuel type (Bhander and Jozewicz, 2017). Today, the most commonly used fuels in industrial steam boilers are natural gas and coal. Besides, another important input of steam boilers is feed water. The quality of feed water is very important in terms of boiler efficiency, energy efficiency, lifetime of steam boilers, and distribution systems. Therefore, steam boiler feed water is generally softened or ultra-softened to prevent scale and scab formations in boilers and steam distribution systems. Efficiency in industrial steam boilers varies according to many factors such as boiler type, fuel type, technology, insulation, feed water quality, inlet air temperature, and calorific properties of fuel, but 65–80% of the thermal energy obtained by combustion of fuel can be used in production. About 10–30% of the total thermal energy obtained from the fuel can be lost from hot surfaces, waste flue gases, boiler blow downs, and flashes (Barma et al., 2017). A typical energy balance of an industrial steam boiler is presented in Figure 2. If boiler efficiency is low, the most heat loss can occur with waste gas streams (Jayamaha, 2006). Bujak (2009) stated that thermal energy losses in industrial steam boilers and distribution systems are mostly due to incomplete combustion and convective losses from hot surfaces. Gupta et al. (2011) reported that heat loss in coal boilers occurred during combustion of hydrogen, unburned carbon, dry waste gas, fuel moisture, thermal radiation, and blow down. In addition, condensate reuse ratios are very effective in providing energy efficiency in steam boilers. Energy saving and emission reduction can be achieved by applying various efficiency measures in industrial steam boilers. In this context, European Commission (EC) Integrated Pollution Prevention and Control (IPPC) Bureau was published Best Available Techniques (BAT) Reference Document (BREF) to promote and facilitate energy efficiency in industrial sectors in 2009 (EC, 2009). The EC IPPC Directive, which was first published in 1996 and then revised in 2008, was merged under Industrial Emission Directive (IED, 2010/75/EU) in 2010 together with seven different directives. This directive aims in structuring sustainable, cleaner production and energy efficiency in manufacturing sectors with a holistic and proactive approach. IED-IPPC directive is defined BAT-based emission limit values (ELV). Although BATs are defined for the production processes and auxiliary processes of a large number of sectors in sectorial BREF documents, there is a gap in the choice of which one should be preferred or how to decide if there are more than one BAT alternatives. This is often a problem for decision-makers, practitioners, technical personnel, and operators. Another problem is that BAT alternatives will be evaluated according to which criteria in the decision-making process. At this point, a decision-making model can be used, which is easy to employ, widely used, developed, and allows the BATs to be sorted according to their priorities.

Schematic presentation of a steam production and distribution system (Einstein et al., 2001)

Typical heat balance of a boiler
MCDMs and EEPs
Decision-making is a concept that is constantly developing depending on the development of the human mind. The concept of decision-making is defined as the selection of the most appropriate one by taking into consideration the determined criteria from the available options to realize the determined purpose. Choosing the most appropriate option for decision-makers is to realize the aim in the most effective way by taking into account the multiple factors that affect each other. Achieving targeted results shows the effectiveness of the decision-making. Decision-making processes consist of defining the problem, listing all possible options, determination of evaluation criteria and minimization or maximization directions, establishing decision matrices, selecting a decision model, applying the model, and selecting an alternative, respectively. The MCDM is a collection of necessary methods used to select, sort, or classify one or more options from a set of options with different characteristics, generally by specifying and taking into account the numerous and often conflicting qualitative and quantitative criteria to assist in a decision process. The MCDMs are effective tools for applications designed to solve multiple-choice problems (Özdemir et al., 2020). MCDMs can be classified as deterministic, stochastic, and fuzzy models according to the type of data. A large number of decision-making models are widely used in the literature to solve a problem in many scientific fields including engineering areas. Some of the most commonly used decision models are TOPSIS, PROMETHEE, MOORA, VIKOR, COPRAS, and EATWIOS (Stanujkic et al., 2013; Marković et al., 2017; Ozturk, 2018).
There is a need to select alternatives that are determined according to criteria with different priorities in the selection of priority EEPs. Although MCDMs offer a significant opportunity to decision-makers in the selection and sorting of priority practices, they were used in very few scientific studies especially in industrial production practices. Ozturk et al. (2016a) used MCDMs in determination of BATs for reducing water and chemical consumption in cotton fabric production. In another similar study, researchers determined 22 priority BATs of total 92 BATs alternatives by using a combined MCDM model consisting of criteria weighted (CWM), weighted total method (WSM), and simple sorting methods (SRM) (Ozturk et al., 2016b). Ozturk and Cinperi (2018) used a four-step combined model consisting of analytic hierarchy (AHP), CWM, WSM, and SRM to determine the best techniques for water efficiency and reduction of wastewater generation in the wool textile industry. Some researchers have tried to decide on BATs using different methods other than MCDMs. Samindi et al. (2011) tested the effectiveness of life cycle assessment (LCA)– and MCDM-based methods in BAT selection for ceramic industry production processes. However, LCA method may not allow the inclusion of different assessment criteria, such as alternative opinions in decision-making processes, since it is basically a method for evaluating resource uses and environmental impacts. Cikankowitz and Laforest (2013) tried to develop a model based on their MCDMs, which they call L-BAT, to facilitate decision-making for the metal finishing industry and to assist operators/sector stakeholders (Evrard et al., 2018).
PROMETHEE, one of MCDMs, is a very simple applicable (practical) and effective decision model (Vivekh et al., 2017). It is a very well-designed model for a limited number of alternatives to be sorted by conflicting criteria (De Smet et al., 2009). PROMETHEE decision model is widely used and can be successfully applied in many areas due to its mathematical properties and easy to use (Ozbek, 2017). PROMETHEE is basically based on binary comparisons based on assessment factors to determine the order of decision options (Ozturk, 2018). The most important feature differences from other MCDMs are take into account the importance of the evaluation of the relationship between the evaluation factors and its internal relationship to each evaluation factor (Majidi, 2013). Another advantage of the PROMETHEE method is that it allows the decision-maker to make a particular choice in terms of an evaluation factor or to limit the evaluation factor according to the values it determines (Ozbek, 2017). It performs this by using its preference functions (Calıskan et al., 2013; Ozturk, 2018). PROMETHEE decision models can be widely used in many areas such as business and financial management, logistics and transportation, manufacturing and installation, energy management, tourism, health, agriculture, education, pharmaceutical industry, medicine, chemistry, workforce planning, environmental management, and social areas (Ozbek, 2017). The PROMETHEE method has not yet been tested in the process of determining energy efficiency practices and BATs in the light of the existing knowledge of the authors and the literature surveys.
Materials and methods
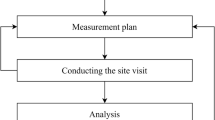
This study consists of four basic steps (Figure 3). In the first step, efficiency practices in EC IPPC sectorial BREF documents (especially EC Energy Efficiency BREF) and literature were investigated. Potential savings rates, environmental benefits, initial investment and operating costs, potential environmental benefits, side effects, and potential payback periods of each common energy efficiency practices were also examined. In the second part of the study, evaluation criteria and its weights were determined for the evaluation of EEPs with widespread use. In the third section, weights of the EEPs were determined according to evaluation criteria. In the last part of the study, EEPs were prioritized and ranked by using PROMETHEE decision model. The main framework of the study is given in Figure 3.

The main framework of the study
Determination of evaluation criteria and weighting
In MCDMs, it is essential to evaluate the alternatives according to the determined criteria, because the decision-maker aims to make an evaluation according to the determined criteria and reach the result (Ozbek, 2017). However, the criteria may have different priorities. For instance, the first investment-operating costs and saving potentials may have a high priority in the decision-making process of an energy efficiency practice, whereas environmental benefit and intermediate interactions may have a low priority in practice. Therefore, it may be misleading to evaluate all alternatives in decision processes according to criteria with equal priority. In this study, the criteria used in the definition of BAT in EC IPPC sectorial BREF documents were determined (EC, 2003, 2009) and the most common evaluation criteria were used in literature (Hasanbeigi, 2010; Hasanbeigi & Price, 2012; Ozturk et al., 2016a, b). Besides, the adequacy of the evaluation criteria was asked to the participants and the criteria for accessibility to technology were added to the evaluation criteria with the suggestions of the participants. These evaluation criteria can be listed as energy saving potential, initial investment and operating costs, applicability, accessibility to technology, economic savings potential, environmental benefit, side effect, and payback period. Although some of these evaluation criteria (economic saving potential and payback period) are dependent criteria, they are the criteria included in the BAT explanations in the IPPC BREF documents and commonly used in decision-making/feasibility study in cleaner production/energy efficiency studies. Energy saving potential refers to the potential energy savings to be achieved through the implementation of the EEPs. Initial investment and operating costs include the costs necessary for the implementation and operation of the EEPs. Applicability refers to whether the EEPs are applicable to existing boilers. Accessibility to technology refers to the availability and accessibility of the relevant technology for the implementation of the EEP, because some techniques and technologies may be under development and accessibility may not be possible. Economic saving potentials indicate the total monetary equivalent of direct (energy saving) or indirect savings (water saving, chemical saving, maintenance-repair and labor costs, water treatment costs, waste/emission disposal costs, etc.). Environmental benefit refers to the benefits to be achieved by reducing the negative impacts on the environment (water, air, and soil) and human health through the implementation of EEPs. Negative side effect indicates to the potential negative effects (increase in water consumption, emissions, wastewater and waste amounts, energy (electricity, thermal energy, fuel) consumption, etc.) that may occur in other components with the implementation of an EEP. Positive side effect is the opposite of the negative side effect. Payback period refers to how long it takes to cover the total cost with the total savings to be achieved through the EEPs. In this study, adequacy to decide an EEP with these evaluation criteria was also discussed and/or suggestions were made to develop these evaluation criteria with new criteria.
The evaluation criteria and weights of criteria are presented in Table 1. The opinions of the sector stakeholder, industry experts, operators, and academic experts working in this field were consulted in the weighting of the evaluation criteria. In this study, 88% of the participants are industry stakeholders and operators, 7% are sector experts, and 5% were academic experts. The evaluation criteria were weighted between 1 and 9 points according to their priorities/importance levels in decision-making by the participants. The participants also included their existing knowledge and experience in the weighting process. Thus, it is aimed to reflect the priorities/importance levels of the criteria to the decision-making processes. Because each evaluation criterion may not always have equal priority, weighting the evaluation criteria according to the level of importance increases the sensitivity and stability of the decision-making processes. In addition, an overall weighted average score were calculated according to the weighted average of the scores given by the participants for each evaluation criteria. In PROMETHEE application, the criteria weight points must be 1 (Ozbek, 2017; Ozturk, 2018). Accordingly, the average criterion weight scores determined on a scale of 1–9 were normalized to be total to 1 with a linear proportion.
Determination of weighting of alternatives
Successful applications to improve energy efficiency in the steam boilers of the IPPC sectorial BREF documents and literature were examined. However, it was focused on successful EEPs (alternatives), which are non-specific, widespread, proactive, and directly related to steam boilers, from a large number of applications. These alternatives were weighted according to the evaluation criteria previously determined by taking the opinions of sector stakeholders, industry experts, operators, and academicians. In cases where there is not sufficient and qualified data to weight the EEP alternatives according to the evaluation criteria, the experience and technical knowledge of the sector representatives, industry experts, operators, and academicians were used. As in the criterion weighting process, the mean weight scores of the participants were taken and thus weighted on a scale of 1 to 9 according to each evaluation criteria. Evaluation criteria and used weighting scale are presented in Table 1 (EEP alternatives and weights). After determining the criteria and alternative weights, the decision matrix was calculated for PROMETHEE decision model.
Selection and ranking of the best alternatives
The PROMETHEE decision model, which consists of seven steps, was used in selection and ranking of the best EEPs for industrial steam boilers. For this purpose, Visual PROMETHEE 1.4.0.0 software was used. In this context, data matrix was created in the first step. Thus, evaluation criteria and alternatives as well as their weights were determined in this step. Also, a decision matrix was created according to these values. In the second step, preference functions were determined for criteria which show the structure and internal relations of the evaluation criteria. An important advantage of the PROMETHEE method than other multiple decision-making methods is that it allows decision-makers to make a certain choice in terms of an evaluation factor or to limit the evaluation factor to the values they have determined. It performs this function by using preference functions. There are six types of preference functions such as usual, U type, V type, level, linear, and Gaussian. If there is no preference for the relevant evaluation factor for the decision-maker, the preference function to be selected for that evaluation factor should be the usual type preference function. If the decision-makers want to use their preference for the decision points with a value above a value they have determined in terms of the relevant evaluation factor, the preference function to be selected should be the U type preference function. If the decision-maker wants to use the decision points with a value above the average in terms of an evaluation factor, but does not want to neglect the values below this value, the preference function to be chosen should be the V type preference function. If a certain range of values will determine the decision-maker’s preference for an evaluation factor, the preference function to be chosen should be a level preference function. If the decision-makers want to use their preference for decision points with above-average value in terms of an evaluation factor, the preference function to be selected should be the linear preference function. If the deviation values of the relevant evaluation factor values from the mean will be decisive in the decision-maker’s preference, the preference function to be selected should be the Gaussian preference function. Accordingly, the linear preference function was used for C1, C2, C5, C6, and C8 (Eq. 4) in this study. Because the linear preference function is generally used if the decision-maker does not have any preference for the evaluation criteria and/or the linear preference function is the best choice for most quantitative criteria. Usual preference function was used for C3, C4, and C7 because it can be the right choice for non-quantitative criteria (Eq. 5). Besides, maximization and minimization directions of evaluation criteria should be determined in the PROMETHEE method. In this study, C2 and C8 have minimization directions and other evaluation criteria have maximization directions. The weight scale presented in Table 1 was used in the weighting of the EEP alternatives according to the evaluation criteria, and this scale was prepared by considering the aspects of the evaluation criteria (maximization or minimization). In fact, if a scale as in Table 1 was not used in the weighting and the current criteria weights defined were placed directly in the data matrix, then it would have been necessary to determine the minimization or maximization directions of criteria in PROMETHEE method.
In the third and fourth steps, common preference functions and preference indexes were determined according to Eqs. 6 and 7, respectively. In the fifth step, positive and negative advantages were calculated for alternatives by using Eqs. 10, 11, 12, 13, 14, 15, 16. At this stage, the positive and negative advantages of the decision options were evaluated by pairwise comparisons. In the final stage of the PROMETHEE decision model, the full priorities of the decision options were calculated and ranked from the largest to the smallest by using Eqs. 17, 18, 19. In this case, alternatives with high priority points were more important than those with lower priority points. The implementation steps of the PROMETHEE decision model and the equations used in each step are presented below.
-
First step: Equations 1, 2, and 3 were used to construct the data matrix and criterion weights were determined for k number criteria.
$$w={w}_{1},{w}_{2}, \dots , {w}_{k}$$(1)\(w\): criteria weight
$$c={f}_{1},{f}_{2}, \dots , {f}_{k}$$(2)\(c\): criteria weight and f: function
$$s=(A, B, C, \dots )$$(3)s: decision alternatives
-
Second step: Equation 4 (linear preference function) and Eq. 5 (usual preference function) were used to determine the preference functions for the criteria.
$$p\left(d\right)=\left\{\begin{array}{cc}0& d\le q\\ \left(d-q\right)/\left(p-q\right)& q<d\le p\\ 1& d>p\end{array}\right.$$(4)q: indifference value
p: sufficient biggest diference
d: difference between two decision alternatives
$$P\left(d\right)=\left\{\begin{array}{cc}0,& d\le 0\\ 1,& d>0\end{array}\right.$$(5)d: difference between two decision alternatives
-
Third step: Identifying common preference functions
The common preference function for “a” and “b” decision alternatives was calculated by using Eq. 6.
$$P\left(a,b\right)=\left\{\begin{array}{cc}0,& f\left(a\right)\le f(b)\\ p[f\left(a\right)-f\left(b\right],& f(a)>f(b)\end{array}\right.$$(6)When making pairwise comparisons of decision points, it is necessary to pay attention to whether the evaluation factor is maximization or minimization according to Eq. 6.
-
Fourth step: Determination of preference indexes
The common preference functions were used to determine preference indexes for each pair of decision alternatives. In addition, the preference index of the “a” and “b” decision options evaluated by the k-number criteria with the weight weights \({w}_{i}, \left(i=\mathrm{1,2},\dots , k\right)\) were calculated by using Eq. 7.
$$\pi\left(a,b\right)={\textstyle\sum_{i=1}^K}w_iP_i\left(a,b\right)$$(7) -
Fifth step: Determination of \({positive \varphi }^{+}\) and \(negative {\varphi }^{-}\) advantages for alternatives by using Eqs. 8 and 9.
$${\varphi }^{+}\left(a\right)=\frac{1}{n-1} \sum \pi (a,b)$$(8)$${\varphi }^{-}\left(a\right)=\frac{1}{n-1} \sum \pi (b,a)$$(9) -
Sixth step: Determination of partial priorities with PROMETHEE I
The difference between “a” and “b” decision alternatives were shown in Eqs. 10 and 11. If any of the following conditions are met, decision option “a” is indistinguishable from decision option “b”.
$${\varphi }^{+}\left(a\right)={\varphi }^{+}\left(b\right)$$(10)$${\varphi }^{-}\left(a\right)={\varphi }^{-}\left(b\right)$$(11) -
It was shown in Eqs. 12, 13, 14 that the decision “a” was superior to the “b” decision alternative. If any of the following conditions are met, decision option “a” is superior to decision option “b”.
$${\varphi }^{+}\left(a\right)>{\varphi }^{+}\left(b\right) ve {\varphi }^{-}\left(a\right)<{\varphi }^{-}\left(b\right)$$(12)$${\varphi }^{+}\left(a\right)>{\varphi }^{+}\left(b\right) ve {\varphi }^{-}\left(a\right)={\varphi }^{-}\left(b\right)$$(13)$${\varphi }^{-}\left(a\right)<{\varphi }^{-}\left(b\right) ve {\varphi }^{+}\left(a\right)={\varphi }^{+}\left(b\right)$$(14)The following equations were used where “a” decision alternative cannot be compared with the decision alternative “b”.
$${\varphi }^{+}\left(a\right)>{\varphi }^{+}\left(b\right) ve {\varphi }^{-}\left(a\right)>{\varphi }^{-}\left(b\right)$$(15)$${\varphi }^{+}\left(a\right)<{\varphi }^{+}\left(b\right) ve {\varphi }^{-}\left(a\right)<{\varphi }^{-}\left(b\right)$$(16) -
Seven step: Full ranking with PROMETHEE II by using Eq. 17. The full ranking of decision options is performed with PROMETHEE II. The exact priorities of the decision options are determined by Eq. 17. All calculated priority values are ordered from higher priority to less. Thus, all decision options are evaluated similarly, and a full ranking is obtained.
$$\varphi \left(a\right)={\varphi }^{+}\left(a\right)-{\varphi }^{-}\left(a\right)$$(17)Based on the full priority value calculated from the two decision alternatives “a” and “b”, the decisions given in the following equations can be reached.
$$\varphi \left(a\right)>\varphi \left(b\right)$$(18)The “a” decision alternative is superior.
$$\varphi \left(a\right)=\varphi \left(b\right)$$(19)The “a” and “b” alternatives are not different.
Results and discussion
In EC IPPC sectorial BREF documents and literature, a total of 18 practices were proposed to increase energy efficiency for industrial steam boilers (Table 2). However, some of these practices did not have widespread use and were specific. Another part of these practices did not directly relate with industrial steam boilers and they related with pre-treatment and waste flue gas management. For instance, the coal classification system and the selection of coal size between 5 and 35 mm are not directly related to industrial steam boilers although they can increase energy efficiency. In addition, this practice is only applicable to coal-fired industrial boilers. Another practice is hot dust and emission reduction and it can be evaluated within the scope of emission management. It is found that the rest of the practices were different applications of the same nature. Therefore, it was found that there were a total of 10 practices widely applicable in industrial steam boilers when these applications are simplified. Thus, these ten practices were evaluated within the scope of this study. Potential energy saving ratios, initial investments, operating costs, potential environmental benefits/emission reductions, and potential payback periods were investigated for each determined ten EEPs by a detailed literature survey (Table 3). The unknown data in Table 3 were eliminated by utilizing the existing experience and knowledge of industry stakeholders, industry experts, operators, and academics, and were included in the decision-making process by weighting the EEP alternatives according to the evaluation criteria. Therefore, the data that could not be found did not have a negative effect on the decision-making process. The findings are presented below under the subtitles.
EEPs in industrial steam boilers
Improvement of insulation in boiler and distribution system
Usually, there is a significant temperature difference between steam production-distribution system and their environment. Therefore, it may be heat losses by convection and thermal radiation in these systems (Barma et al., 2017). In steam boilers and distribution systems (including equipment), thermal losses can be significantly reduced by 83% (Goligher, 2002) and energy efficiency can be increased by full steam/heat insulation (Einstein et al., 2001; Hasanbeigi, 2010; Gupta et al., 2011). However, in insulation applications, the choice of insulation material is very important. Thus, low thermal conductivity in the selection of insulation material, dimensional stability in temperature change, water absorption resistance, and combustion resistance should be considered (CEEP, 2007). However, according to these properties, the prices of insulating materials vary and this case may cause the first investment costs to increase. Therefore, optimization studies can be done in the selection of appropriate insulation materials. Many researchers examined energy savings and cost indicators to be provided by industrial steam boilers, auxiliary equipment, and insulation systems of steam distribution systems in energy efficiency studies. Barma et al. (2017) stated that 3–13% savings can be achieved in boilers by insulation implementations and the payback period may be 13 months. In another study, the savings to be obtained by repairing and insulation of the boiler and pipeline were investigated. In the study, the unit cost of the insulation application was accepted to be approximately 12 USD/m and total 1910 USD investment cost was required. It was reported that approximately 5700 USD/year savings was achieved by insulation implementations (Goligher, 2002). Hasanbeigi et al. (2016) stated that with the improvement of boiler insulation, the boiler energy efficiency can be increased by 0.5–5%. In addition, it was noted that the investment cost can be changed according to the size of the boiler (Hasanbeigi et al., 2016). According to this, it is possible to save energy in industrial steam boilers, auxiliary equipment, and steam distribution lines by insulation applications between 3 and 13%. It may also be possible to achieve similar emission reductions, even if not the same proportion. In addition, the economic savings rates can be variable depending on energy costs. However, it can be concluded that the estimated payback period of insulation implementation may be shorter than 12 months. The size of the area to be insulated, the quality of the used insulation material, and the unit price of insulation material may also affect the payback period. If the insulation is already present and the completion of the insulation deficiencies requires a lower investment cost, the costs required for the initial restoration/renewal may be higher. If an evaluation is made between the energy savings and initial investment costs to be provided for these two situations, the energy saving rates may be less in the first case due to heat loss lower. In the second case, the energy savings can be higher because energy losses may be higher. Therefore, payback periods may not change significantly in both cases.
Maintenance and repair of steam traps
Steam traps are used in steam systems to remove condensate and non-condensable gases from the system. If the steam traps do not function properly, there may be significant energy losses (Barma et al., 2017). If the steam traps are not maintained, usually 15–30% of the traps fail in a couple of years (EC, 2009; Hasanbeigi, 2010) and serious energy losses may occur (Yang & Dixon, 2012). Some researchers were reported that significant savings in energy can be achieved through the maintenance and repair of steam traps. Energy savings of 5–15% can be achieved by the maintenance and repair of steam traps and the payback period can be less than 12 months (Barma et al., 2017). According to Korea Environmental Institute’s report, 14–15% energy savings in boiler can be achieved by maintenance and repair of steam traps and the payback period may be shorter than 3 months (CEEP, 2007). Hasanbeigi (2010) also stated that more than 10% energy savings can be achieved in boiler by regular maintenance and repair of steam traps and the payback period may be less than 6 months. Generally, energy savings of 5–15% can be achieved by the maintenance and regular repair of steam tramps and the payback period may be less than 6 months.
Reuse of steam condensate
In steam production systems, the steam delivered to the required process at a certain pressure is partially condensed after heat is lost. Steam condensates contain a significant amount of heat energy (EC, 2009). The energy discharged from the boiler system by condensates can be between 20 and 65% in boilers operating at 1 bar and 40 bar pressures, respectively (EC, 2009). The use of steam condensates as closed circuit in steam systems saves significant amounts of fuel (Barma et al., 2017). Therefore, re-use of steam condensates increases the energy efficiency of industrial steam boilers (CEEP, 2007). In addition, fresh feed water can be preheated by hot flue gases before being mixed with steam condensate in order to increase the efficiency of the boiler. On the other hand, the pre-treatment costs of the boiler feed water can be saved in case of steam condensate reuse. This practice is among the most widely used EEPs in industrial steam boilers. Rakib et al. (2017) reported that 9–14% fuel savings can be achieved by reuse of the condensates. They stated that the investment cost for this implementation was 30,000 USD and the payback period is about 5 months (Rakib et al., 2017). According to Center for Energy and Environmental Policy (CEEP) report (2007), 10% thermal energy and 2% fuel savings can be achieved by reuse of the steam condensates. The payback period is approximately 13 months (CEEP, 2007). It was also stated that savings can be achieved by combining condensate return and flash steam recovery options. Thus, 10% energy saving (Barma et al., 2017) and an efficiency increase of 0.5–4% can be achieved (Hasanbeigi et al. 2016). The payback period for this combination may be 13 months (Barma et al., 2017). Approximately 9–14% energy savings can be achieved in the steam boilers by reuse of the steam condensates and the payback period may be about 12 months.
Prevention of steam leaks
Steam losses-leakages are mostly caused in flanges, valves, pipe connection points, steam traps, and other similar installation equipment. The size of the steam losses-leakages at these points may vary in proportion to the openings in the system and the operating pressure (Jayamaha, 2006). The steam losses cause more steam production in steam boiler than required (CEEP, 2007). Significant savings can be achieved by identifying these loss-leaks and taking necessary measures. Barma et al. (2017) stated that the boiler fuel consumption can be saved at 3–5% by the prevention of steam leakages and the payback period may be about 5 months. Hasanbeigi (2010) also reported that payback period may be shorter than 6 months in order to prevent steam losses-leakages by maintenance and repair practices.
Regular boiler maintenance
It is possible to increase the efficiency of the boiler and thus save energy by the efficient practice of a regular maintenance and repair program in industrial steam boilers and distribution systems (CEEP, 2007). Inadequate maintenance and repair practices in steam boilers may cause 20–30% reduction in boiler efficiency in a short period of a few years (Einstein et al., 2001; Hasanbeigi, 2010). For instance, in case of 0.1-mm and 1-mm boiler accumulation in steam boilers and distribution systems, heat transfer can be reduced to between 1 and 9%, respectively (EC, 2009). Hasanbeigi (2010) stated that 10% energy savings can be achieved with regular boiler maintenance and the payback period would be approximately 4 months. Similarly, Einstein et al. (2001) reported that there is a potential of 10% energy saving by the implementation of the regular maintenance program in industrial boilers. It can also be reduced in environmental emissions through the implementation of a regular maintenance program. In this way, it was found that 11.3 kg-C/ton-product release was reduced by regular boiler maintenance in a paper industry (CEEP, 2007).
Excess air management
Suitable air-fuel mixture ratios should be available in order to achieve efficient combustion in industrial steam boilers (Barma et al., 2017). Oxygen is basically required for the combustion reaction to occur in steam boilers. In the case of excessive air supplies to the combustion chamber, poor mixture is achieved and full combustion cannot be provided (Hasanbeigi, 2010). Thus, emissions of undesirable gases in terms of human health and air quality can be released into the atmosphere (CEEP, 2007). Therefore, the optimum amount of air supplied to the combustion chamber is directly related to the boiler efficiency, energy savings, and emission reductions. Some researchers have reported that the air surplus rate is above the level of optimum in their studies to provide energy efficiency in industrial steam boilers (Kaya et al., 2014). In a study, air/fuel ratio is controlled by variable speed driver (VSD) and its automatic control system by Shen et al. (2017). They stated that 5% boiler efficiency is increased by adjusting the air fuel ratio using VSD. In other similar studies, it was stated that by adjusting the air/fuel ratio, savings of 10–17% can be achieved in boiler energy consumption and the payback period would be 36 months. The investment cost of the system varies between 16,000 and 50,000 USD. It was also reported that by adjusting the air/fuel ratio, 41–771 ton-C emission can be decreased (CEEP, 2007). Kaya et al. (2014) indicated that the air surplus coefficient was decreased from 37 to 20% in the industrial steam boilers (air adjustment with automatic valves); 12,000 USD per year can be achieved by this way. Accordingly, it is possible to achieve an energy saving of 5–17% in industrial steam boilers by optimization and management of air/fuel ratio. The payback period of the necessary investment may be ranged between 6 and 36 months.
Waste heat recovery from stack gas
In industrial boilers, the waste flue gas temperature is generally between 150 and 250°C. Therefore, 10–30% of the total energy supplied from fuel can be lost with hot waste flue gases (Barma et al., 2017). The high temperature of the waste gas affects the energy efficiency of the boilers (Abdelaziz et al., 2011). Heat recovery can be achieved from hot flue gases by various methods. In addition, hot flue gases can be used to preheat the inlet air and feed water. Boiler efficiency can be increase about 15% by using stack heat recovery systems (Wang, 2014). Qu et al. (2014) reported that the boiler efficiency increased by 5% and the efficiency increased to 84% by heat recovery from the exhaust gas by heat pump. They also stated that the initial investment cost for this practice is 18,500 USD and the annual economic savings is 10,392 USD. They calculated that the payback period of the investment was approximately 22 months. Rakib et al. (2017) conducted a waste heat recovery system for industrial steam boiler which requires an initial investment of approximately 150,000 USD. They achieved an economic savings of 141,000 USD per year by this practice and calculated the payback period of the practice as approximately 13 months. In another study, it was reported that 10% increase in boiler efficiency was achieved by heat recovery from hot flue gases and the payback period of the practice varied between 24 and 36 months (Zhao et al., 2016). In industrial steam boilers, energy recovery can be achieved between 5 and 10% by means of heat recovery from hot waste flue gases and it can be said that the payback periods vary between 12 and 36 months.
Installation of economizer
The economizer is defined as a bare tube and expanded surfaces composed of a series of horizontal pipe elements used to recover the flue gas waste heat (Abdelaziz et al., 2011). Feed water preheating can be made from flue gas waste heat by economizers. Thus, it is possible to save the fuel by reducing the heat required to produce steam (Hasanbeigi, 2010). However, one of the limiting factors of the use of economizer is the condensation of acids in the flue gas in the economizer. This condensation can be prevented by keeping the economizer temperature higher than the condensation temperature of the acids in the flue gas (Einstein et al., 2001). Abdelaziz et al. (2011) reported that boiler efficiency could be increased by 2–4% in industrial steam boilers by using economizer. It stated that the investment cost required for the Economizer installation ranged between 20,000 and 32,000 USD and the payback period was approximately 26 months. In addition, 2150 tons of carbon release can be reduced per year with the use of economizer in industrial steam boilers (Abdelaziz et al., 2011). In another study, it was reported that energy savings of 5–10% were achieved by the economizer established with an investment of approximately 72,000 USD and the payback period was 26 months. It was also reported that 344,263 m3 of natural gas was saved annually by economizer (Rakib et al., 2017). In a natural gas boiler with an economizer, the feed water temperature has been increased from 45 to 58°C and thus a 10% increase in boiler efficiency was found (Lee et al., 2011). According to the EC Energy Efficiency BREF, it is possible to save fuel between 5 and 10% by economizer establishment and the payback period is shorter than 24 months (EC, 2009). In general, boiler efficiency can be increased by 5–30% using the economizer (Atabani et al., 2013) and the payback period is less than 36 months.
Blow down heat recovery
Solid particles and dissolved substances in the water used in boilers remain in the drum by evaporation of water in the boiler. These substances create thermal resistance by forming sludge and precipitate in the boiler drum. Therefore, the levels of suspended and dissolved solids (TDS) in the boiler are kept within the standard limits by dropping water from the bottom of the drum (Barma et al., 2017). The ratio of the amount of bluff generated by the direct feeding of boiler feed water to the total amount of water is 7–8% (EC, 2009). Discharged water is a good source of heat recovery. Heat recovery from blow down is suitable for boilers with a blow down rate exceeding 4% of the steam rate (EC, 2009). Recovered heat can be used for space heating, preheating feed water, and increasing efficiency (Hasanbeigi, 2010). Rakib et al. (2017) stated that they could achieve 2–4% energy savings in the boiler with heat recovery from blow down water and an annual saving of 8500 USD in the boiler. The investment cost of the system is 8200 USD and the payback period is approximately 11 months (Rakib et al., 2017). Einstein et al. (2001) stated that 1.3% fuel savings can be achieved by recuperation from blow down and 32 months payback period. Hasanbeigi (2010) states that the payback period for bluffing heat recovery can be 19 months and the heat recovery ratios from blow down varies according to system size.
Using variable speed drives in boiler pumps and fans
The variable speed drive (VSD) is an electronic power converter used to control the speed, torque, and mechanical power output of a standard acoustic (AC) induction motor (Abdelaziz et al., 2011). It is possible to provide significant energy savings using VSD in many industrial areas (Mecrow and Jack, 2008). Ozdemir (2004) investigated the air ratio adjustment by VSD. Normally, fan motors running at 1450 RPM are reduced to 400 RPM by using VSD. They stated that with the adjustment of air rate by VSD, the boiler efficiency increased by 2.5% and the payback period ranged from 2 to 48 months depending on the engine size. In addition, the flue gas temperature decreased from 195 to 145 °C and the annual 71 ton-C emission was reduced by using VSD. The investment cost of the system is 6250 USD (Ozdemir, 2004). In another study, the use of VSD in 13–22 kW motors used in steam boilers was investigated. Accordingly, the use of VSD was found to be 14,098–32,873 kWh/year energy saving and the investment cost ranged from 5000–6200 USD. The payback period varies between 36 and 90 months (Saidur et al., 2010). Barma et al. (2017) stated that energy savings in fans can be reduced by 10–60%. Saidur et al. (2009) found that VSD’s investment cost ranged between 4200 and 14,500 USD and the payback period was between 2–70 months. They also reported that VSD could reduce the emission of 49,836–134,558 tons CO2 (Saidur et al., 2009). Savings and payback periods due to VSDs vary according to engine size, total operating hours, and load on engine/fans.
Deciding to implement EEPs with PROMETHEE decision-making model
It is necessary to determine the criteria, alternatives, and their weight scores in order to apply the PROMETHEE model as in other decision-making models. In this study, a total of 10 EEPs for increasing the efficiency of industrial steam boilers were investigated. These practices were evaluated according to a total of 8 basic criteria including potential savings rate, economic savings, initial investment and operating costs, applicability, accessibility to technology, environmental benefits, side interactions, and payback period. The opinions of sector stakeholders, academic sector experts, and operators were taken by interviews and questionnaires in determining these criteria and the weighted scores of the practices evaluated. The weighted averages of the obtained results were taken as criteria and weight points in the decision matrix.
In the PROMETHEE decision model, the total weight of the criteria should be 1. Therefore, the criterion was normalized in the decision matrix with a total of 1 weight points. The decision matrix of the evaluated EEPs, evaluation criteria, and their weights are presented in Table 4. In the PROMETHEE decision model, it is necessary to determine the common preference function in the next step after the decision matrix is created. In the PROMETHEE decision model, six different functions, U-shape, V-Shape, level, linear, and Gaussian, can be used, depending on whether the decision-maker has any preference for the criterion. In this study, linear type decision function is used because it is aimed to rank the practices having above average rating according to evaluation criteria. In the next step, the positive and negative advantages were determined for each application using the Visual PROMETHEE software (Table 5). At this stage, partial priorities are determined, and paired comparisons of the positive and negative superiority values of the decision options are made. However, the difference of decision options, the superiority of a decision option over another, and decision choices were not be comparable. Therefore, the full priorities of the decision options have been determined in order to make a full ranking. Thus, the calculated full priority values can be sorted from large to small (Table 6). The ranking of the best alternatives for energy efficiency in steam boilers with PROMETHEE decision model was found as A3, A2, A1, A5, A6, A4, A10, A7, A8, and A9, respectively. According to the results, condensate reuse was found the best priority energy efficiency practice. The use of condensate reuse is the top priority for industrial steam boilers due to shorter payback period, higher energy saving potential, feasibility (in all types of boilers), easy access to technology, and lack of significant negative side interaction were effective. However, if condensate reuse is not available in an industrial boiler or significant condensate losses are present, some investment costs may be required. If the condensate is still in use, a small amount of investment can be sufficient for maintenance and control. Condensate reuse can provide significant advantages in increasing boiler efficiency and fuel saving. The reduction in fuel consumption may also be effective in reducing emissions.
The second best energy efficiency practice is the effective maintenance and repair of steam traps. As a result of the cooling of the pipes in steam circuits, some steam condenses and turns into condensate. The generated condensate should be removed immediately or shortly according to the process. If the condensate accumulated in the circuit takes the energy inside the fresh steam, the desired temperatures cannot be provided, and the accumulation of air in the system causes heat loss. In addition, condensate and air accumulate in turns and pits, preventing the transmission of steam or causing steam to become useless. It is necessary to remove the condensate and the air in the circuit in the most appropriate way by steam traps to more efficient use of the steam. Regular maintenance and repair of these traps can be implemented on all steam lines and require less investment costs, but there is a greater potential for energy savings. Therefore, it is among the best EEPs for industrial steam boilers.
The third best energy efficiency technique is the insulation of steam boilers and steam distribution systems. Insulation practices are effective in reducing thermal energy losses up to 90%. However, it depends on the properties of the insulation material used and the steam system. Insulation is one of the best practice because it was applicable, especially; it was applicable in all steam systems, widespread presence of various insulation materials, and short payback period. Although potential savings ratios vary, they are usually effective in preventing thermal losses, increasing boiler efficiency, saving energy, and reducing environmental emissions. Although the practice does not have a significant negative side interaction, there are some effects such as waste formation during deformation, deforming during maintenance, and making it difficult to access the distribution line.
According to obtained results, waste heat recovery from stack gas, installation of economize, and heat recovery from blown down alternatives were found have lowest priority. The opinions of participants about these EEPs are that higher investment/operational costs, lower applicability in existing boilers (especially old type boilers), higher difficulty in accessibility of technology, lower economic savings, and longer payback periods were effective to find lower priority results. On the other hand, similar concerns arising from the fact that these EEPs are not preventive but rather end-of-pipe control measures (waste heat recovery etc.) may also have contributed to the lower priority of these EEPs. It does not indicate that the lowest priority EEPs are impracticable or have a significant contribution to energy efficiency, only that they have a lower priority compared to other EEPs.
Economizer installation and waste heat recovery from stack gas are among important energy saving practices. Economizers are heat exchanger interfaces, especially from hot waste gas emissions. Heat recovered in economizers can be used for preheating of feed water and combustion air in steam boilers. Economizers have environmental benefits as they provide energy efficiency as well as reduction of waste gas temperature. On the other hand, the exhaust gas temperature and flow rate must be sufficient for the use of economizer. Otherwise, the heat recovery potential may be reduced. Depending on the characteristics of the industrial steam boiler compared to other practices, the initial investment costs may be variable and high. This practice does not prevent the energy and emission at the source but it provides heat recovery from hot flue gas emissions.
The practice of blow down recovery in industrial steam boilers was the last one. In industrial steam boilers, the amount of blow down varies depending on the quality of the feed water (including the impurities). Blow down is the process of removing some of the boiler water from the system in order to reduce the amount of dissolved and suspended solids with increasing concentration in the boiler feed water. These substances are mainly due to the contamination of the feed water or condensation water. In order to reduce the amount of blow down, regular maintenance and repair of the condensate lines or protection of the condensate from contamination is necessary. On the other hand, it may be necessary to use an effective treatment system such as filtration, cationic ion exchangers, and reverse osmosis to make the feed water more qualified. However, the configuration of the feed water treatment system may vary depending on the water quality of the area. In a properly operated steam boiler, there is a heat loss of about 2–4% by blow down. According to decision analysis results, it was concluded that cleaner production-oriented practices are more important than end-of-pipe practices.
Although the results obtained are largely compatible with the literature data, there are differences. If a priority ranking is made considering the potential savings rates presented in Table 3, the most priority EEP alternatives are A6, A2, and A3. Considering only the payback periods, the priority ranking is A5, A4, and A2, and it is very difficult to prioritize the EEP alternatives with similar values. The priority ranking is A2, A3, and A1 when potential savings rates and payback periods are considered together. In all three cases, different priority ranking is obtained and the results are not stable. Increasing the evaluation criteria makes it difficult and more complex to prioritize the alternatives. This shows the necessity and importance of using a systematic decision-making method like PROMETHEE in similar energy efficiency and cleaner production studies.
Conclusions
Determined EEPs were prioritized using PROMETHEE decision model to increase energy efficiency in steam boilers in this study. Increasing of condensate reuse, maintenance and repair of steam traps, and insulation of steam boilers and distribution systems with appropriate insulation materials were determined as priority practices in order to increase energy efficiency in industrial steam boilers. Low initial investment and operating costs, practicality, access to technology, high potential economic savings, and short payback periods were affected in priority of these practices. The economizer installation, the use of VSD in fans and pumps, and the recuperation of blow down heat recovery practices were found to have lower priority due to lower energy saving potentials, high initial investment and operating costs, limited implementation areas, lower economic savings ratios, and high payback periods. Surprisingly, cleaner production-oriented practices were higher prioritized, but heat recovery practices have lower priority. Cleaner production (prevented)-oriented practices have less investment and operating costs, and potential energy and economic savings rates are higher than the initial investment required. These criteria directly affected the priority. Since waste heat recovery practices have more technical and technological requirements, they can have higher initial investment and operating costs. In addition, the potential energy and economic savings ratios to be provided are similar or slightly higher compared to other priority practices for such practices. Thus, it can be concluded that in industrial steam boilers, the cost for increasing one unit of energy efficiency is higher. As a result, evaluation of preventive practices at the source may help to achieve more results which are effective when it is aimed to increase energy efficiency in industrial steam boilers.
PROMETHEE method was used in the prioritization of EEPs according to the determined evaluation criteria, its effectiveness was tested in this study, and as a result, the full ranking of the most suitable EEPs for the steam boilers according to their priorities was obtained as intended. Therefore, the PROMETHEE method can be preferred to decide on the most appropriate techniques in energy efficiency and cleaner production applications. The applicability and effectiveness of various decision-making methods (TOPSIS, VIKOR, MOORA, etc.) other than PROMETHEE can be tested in future similar studies. In this study, the most widely used evaluation criteria in the literature and IPPC BREF were taken as a basis for deciding on EEPs. Although the current evaluation criteria are sufficient to decide on the most suitable EEPs for steam boilers, it is possible to expand the list of evaluation criteria with new evaluation criteria in similar studies in the future. In this study, the most widely used evaluation criteria in IPPC BREF documents and literature were selected for deciding on EEPs. Although the current evaluation criteria are sufficient to decide on the most suitable EEPs for steam boilers, it is possible to expand the list of evaluation criteria with new evaluation criteria (durability, reliability, technical expertise/or qualified personnel requirement, ease of operation, emission reduction, etc.) in future similar studies. Besides, EEPs/BATs and operational data of BATs for steam boiler in the IPPC BREF document should be updated or specific BREF documents can be prepared on the most commonly used auxiliary processes (steam boilers, process water preparation system, etc.) in the industry. On the other hand, a user-friendly decision-making software can be developed to facilitate the decision of the most appropriate techniques in energy efficiency and cleaner production applications. This could be provide a significant contribution to the standardization and more objectivity of decision-making on BATs/EEPs.
Availability of data and materials
The datasets generated and/or analyzed during the current study are not publicly available, however they may be provided by the corresponding author at upon request.
References
Abdelaziz, E.A., Saidur, R., Mekhilef, S. (2011). A review on energy strategies in industrial sector. Renewable and Sustainable Energy Reviewshttps://doi.org/10.1016/j.rser.2010.09.003
Atabani, A. E., Saidur, R., Mekhilef, S., & Silitonga, A. S. (2013). Energy economical and environmental analysis of industrial boiler using economizers. The International Journal of Energy Engineering, 3, 33–38.
Barma, M. C., Saidur, R., Rahman, S. M. A., Allouhi, A., Akash, B. A., & Sait, S. M. (2017). A review on boilers energy use, energy savings, and emission reductions. Renewable and Sustainable Energy Reviews. https://doi.org/10.1016/j.rser.2017.05.187
Bashmakov, I. (2009). Resource of energy efficiency in Russia: Scale, costs, and benefits. Energy Efficiency, https://doi.org/10.1007/s12053-009-9050-1
Bhander, G., & Jozewicz, W. (2017). Analysis of emission reduction strategies for power boiler in the US pulp and paper industry. Energy Emission Control Technol. https://doi.org/10.2147/EECT.S139648
Bujak, J. (2009). Minimizing energy losses in steam system for potato starch production. The Journal of Cleaner Production,https://doi.org/10.1016/j.jclepro.2009.06.013
Chao, L., Ke, L., Yongzhen, W., Zhitong M., & Yulie, G. (2017). The effect analysis of thermal efficiency and optimal design for boiler system. Energy Procedia. https://doi.org/10.1016/j.egypro.2017.03.629
Calıskan, H., Kurşuncu, B., Kurbanoğlu, C., Güven, S.Y. (2013). Material selection for the tool holder working under hard milling conditions using different multi criteria decision-making methods. Material Design,https://doi.org/10.1016/j.matdes.2012.09.042
Center for Energy and Environmental Policy (CEEP). (2007). Carbon dioxide emission reduction Technologies and measures in US industrial sector. University of Delaware, Final Report to Korea Environment Institute, February. https://cpb-us-w2.wpmucdn.com/sites.udel.edu/dist/3/848/files/2013/08/2007_CO2-Emission-Reduction-Technologies-in-Energy-Intensive-Industries-in-U.S.1.pdf. Accessed 8 Oct 2020
Cikankowitz, A., Laforest, V. (2013). Using BAT performance as an evaluation method of techniques. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2012.10.005
De Smet, Y., Mareschal, B., & Verly, C. (2009). Extending the PROMETHEE II method to continuous and combinatorial multi-objective optimization problems: A first model. IEEE International Conference on Industrial Engineering and Engineering Management, 1(4), 1608–1611.
Einstein, D., Worrel, E., Khrushch, M. (2001). Steam system in industry: Energy use and energy efficiency improvement potential webpage on scholarship. https://escholarship.org/uc/item/3m1781f1 (accessed 28 December 2018).
European Commission (EC) (2003). Integrated Pollution Prevention and Control (IPPC) reference document on best available techniques for the textile industry (BREF). European Commission IPPC Bureau, Seville. https://eippcb.jrc.ec.europa.eu/reference (accessed 4 January 2019).
European Commission (EC) (2009). Integrated Pollution Prevention and Control (IPPC) reference document on best available techniques for the energy efficiency (BREF). European Commission IPPC Bureau, Seville. https://eippcb.jrc.ec.europa.eu/reference (accessed 4 January 2019).
Evrard, D., Villot, J., Armiyaou, C., Gaucher, R., Bouhrizi, S., Laforest, V. (2018). Best available techniques: An integrated method for multicriteria assessment of reference installations. The Journal of Cleaner Production,https://doi.org/10.1016/j.jclepro.2017.11.234
Fang, J., Li, G., Aunan, K., Vennemo, H., Seip, H. M., Oye, K. A., & Beer, J. M. (2002). A proposed industrial-boiler efficiency program in Shanxi: potential CO2-mitigation, health benefits and associated costs. Applied Energy. https://doi.org/10.1016/S0306-2619(02)00013-2
Goligher, S. (2002). Analysis of the optimization potential of an industrial boiler system. Master thesis, Energy System Research Unit University of Strathclyde, England. http://www.esru.strath.ac.uk/Documents/MSc_2002/goligher.pdf (accessed 12 October 2020).
Gupta, R.D., Ghai, S., Jain, A. (2011). Energy efficiency improvement strategies for industrial boilers: A case study. Journal of Engineering and Technology Management, https://doi.org/10.4103/0976-8580.74541
Hasanbeigi, A. (2010). Energy-efficiency improvement opportunities for the textile industry. Ernest Orlando Lawrence Berkeley National Lab., LBNL-3970E. https://www.energystar.gov/sites/default/files/buildings/tools/EE_Guidebook_for_Textile_industry.pdf (accessed 12 October 2020).
Hasanbeigi, A., Harrell, G., Schreck, B., Monga, P. (2016). Moving beyond equipment to system optimization: Techno-economic analysis of energy efficiency potentials in industrial steam system in China. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2016.02.023
Hasanbeigi, H., Price, L. (2012). A review of energy use and energy efficiency technologies for the textile industry. Renewable and Sustainable Energy Reviews,https://doi.org/10.1016/j.rser.2012.03.029
Hong, G., Su, T., Lee, J., Hsu, T., Chen, H. (2010).Energy conservation potential in Taiwanese textile industry. Energy Policy,https://doi.org/10.1016/j.enpol.2010.07.024
International Energy Agency (IEA) (2007). Tracking industrial energy efficiency and CO2 emissions. https://www.iea.org/publications/freepublications/publication/tracking_emissions.pdf (accessed 4 January 2019).
Jayamaha, L. (2006). Energy efficient building systems, Mc-Graw-Hill, Newyork. ISBN-13: 9780071482820.
Kaya, D., Eyidogan, M., Kılıç, F.C., Çay, Y., Çagman, S., Çoban, V. (2014). Energy saving and emission reduction opportunities in mixed-fueled industrial boilers. Environmental Progress & Sustainable Energy, https://doi.org/10.1002/ep.11925
Lee, S., Kum, S., Lee, C. (2011).Performances of a heat exchanger and pilot boiler for the development of a condensing gas boiler. Energyhttps://doi.org/10.1016/j.energy.2011.05.018
Liu, F., Sui, J., Liu, T., Jin, H. (2017).Energy and exergy analysis in typical days of a steam generation system with gas boiler hybrid solar-assisted absorption heat transformer. Applied Thermal Engineering, https://doi.org/10.1016/j.applthermaleng.2017.01.011
Lu, S., Lu, C., Tseng, K., Chen, F., Chen, C. (2013).Energy-saving potential of the industrial sector of Taiwan. Renewable and Sustainable Energy Reviewshttps://doi.org/10.1016/j.rser.2013.01.021
Majidi, I. (2013). Comparative evaluation of PROMETHEE and ELECTRE with application to sustainability assessment. A Master Thesis in The Department of Concordia Institute for Information Systems Engineering (CIISE), Montreal, Quebec, Canada. https://core.ac.uk/download/pdf/211517035.pdf (accessed 12 October 2020).
Marković, L., Marković, L.M., Mitrović, S., Stanarević, S. (2017). The evaluation of alternative solutions for the highway route E-763 Belgrade-South Adriatic: A case study of Serbia. Tehnički Vjesnik, https://doi.org/10.17559/TV-20160403134356
Mecrow, B.C., Jack, A.G. (2008). Efficiency trends in electric machines and drivers. Energy Policy, https://doi.org/10.1016/j.enpol.2008.09.042
Ozbek, A. (2017). Multi criteria decision making methods and problem solution with Excel. Seckin Publishing. 978-975-02-4513-8.
Özdemir, A., Özkan, A., Günkaya, Z., Banar, M. (2020). Decision-making for the selection of different leachate treatment/management methods: the ANP and PROMETHEE approaches. Environmental Science and Pollution Researchhttps://doi.org/10.1007/s11356-020-08524-7
Ozdemir, E. (2004). Energy conservation opportunities with a variable speed controller in a boiler house. Applied Thermal Engineering, https://doi.org/10.1016/j.applthermaleng.2003.11.009
Ozturk, E. (2018). Applying analytical decision methods for determination of the best treatment alternative to remove emerging micropollutants from drinking water and wastewater: Triclosan example. Environmental Science and Pollution Research,https://doi.org/10.1007/s11356-018-3036-5
Ozturk, E., Cinperi, N.C. (2018). Water efficiency and wastewater reduction in an integrated woolen textile mill. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2018.08.021
Ozturk, E., Koseoglu, H., Karaboyacı, M., Yigit, N.O., Yetis, U., Kitis, M. (2016a). Minimization of water and chemical use in a cotton/polyester fabric dyeing textile mill. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2016.01.080
Ozturk, E., Koseoglu, H., Karaboyacı, M., Yigit, N.O., Yetis, U., Kitis, M. (2016b). Sustainable textile production: cleaner production assessment/eco-efficiency analysis study in a textile mill. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2016.02.071
Qu, M., Abdelaziz, O., Yin, H. (2014). New configurations of a heat recovery absorption heat pump integrated with a natural gas boiler efficiency improvement. Energy Conversion and Management, https://doi.org/10.1016/j.enconman.2014.06.083
Rakib, M.I., Saidur, R., Mohamad, E.N., Afifi, A.M. (2017). Waste-heat utilization- The sustainable technologies to minimize energy consumption in Bangladesh textile sector. The Journal of Cleaner Productionhttps://doi.org/10.1016/j.jclepro.2016.11.098
Samindi, M. K., Smarakoon, Gudmestad, & Ove, T. (2011). The IPPC directive and technique qualification at off shore oil and gas installations. Journal of Cleaner Production, 19, 13–20.
Saidur, R., Ahamed, J. U., & Masjuki, H. H. (2010). Energy, exergy and economic analysis of industrial boilers. Energy Policy. https://doi.org/10.1016/j.enpol.2009.11.087
Saidur, R., Hasanuzzaman, M. (2009). Energy and environmental analysis of electrical motor in industrial boilers. Proceedings of ICEE 2009 3rd International Conference on Energy and Environment, 427-435, 7-8 December, Malacca, Malaysia. http://eprints.um.edu.my/6778/ (accessed 12 October 2020).
Shen, B., Han, Y., Price, L., Lu, H., Liu, M. (2017).Techno-economic evaluation of strategies for addressing energy and environmental challenges of industrial boilers in China. Energy, https://doi.org/10.1016/j.energy.2016.10.083
Stanujkic, D., Đorđević, B., & Đorđević, M. (2013). Comparative analysis of some prominent MCDM methods: A case of ranking Serbian banks. Serb J Manage. https://doi.org/10.5937/sjm8-3774
Uzun, A., Değirmen, M. (2018). Energy efficiency and energy management in industrial enterprises. Int. J. Econ. Stud., 4, 2149-8377. https://dergipark.org.tr/tr/download/article-file/792925 (accessed 12 October 2020).
Vivekh, P., Sudhakar, M., Srinivas, M., Vishwanthkumar, V. (2017). Desalination technology selection using multi-criteria evaluation: TOPSIS and PROMETHEE-2. International Journal of Low-Carbon Technologies, https://doi.org/10.1093/ijlct/ctw001
Wang, L. (2014). Energy efficiency technologies for sustainable food processing. Energy Efficiency,https://doi.org/10.1007/s12053-014-9256-8
Worrell, E., Bernstein, L., Roy, J., Price, L., Harnisch, J. (2008). Industrial energy efficiency and climate change mitigation. Energy Efficiencyhttps://doi.org/10.1007/s12053-008-9032-8
Yang, M., Dixon, R.K. (2012).Investing in efficient industrial boiler system in China and Vietnam. Energy Policy, https://doi.org/10.1016/j.enpol.2011.10.030
Zhao, X., Fu, L., Yuan, W., Li, F., Li, Q. (2016). The potential and approach of flue gas waste heat utilization of natural gas for space heating. Procedia Engineering, https://doi.org/10.1016/j.proeng.2016.06.380
Acknowledgements
We thank experts and other participants who provided consructive comments and feedbacks to help improve this paper. Author Emre Demirel and author Elif Simsek are PhD scholars in the thematic field of “Sustainable Water Resources” in Suleyman Demirel University within the scope of the Turkish Council of Higher Education (CoHE) 100/2000 PhD program.
Author information
Authors and Affiliations
Contributions
All authors contributed to conception and design of the study. Material preparation, data collection and analysis were performed by all authors. The first draft of the manuscript was written by all authors and all authors were revised the comments the previous version of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics declarations
This study does not involve any animal and human data.
Consent to participate and publish
The experts (interviewers) voluntarily shared their information while filling out the survey. They agreed the publication of the survey results.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Demirel, Y.E., Simsek, E., Ozturk, E. et al. Selection of priority energy efficiency practices for industrial steam boilers by PROMETHEE decision model. Energy Efficiency 14, 89 (2021). https://doi.org/10.1007/s12053-021-10007-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12053-021-10007-8