
Abstract
Alginate is a natural biopolymer composed of mannuronic and guluronic acid monomers. It is produced by algae and some species of Azotobacter and Pseudomonas. This study aims to investigate the effect of dissolved oxygen tension (DOT) and growth medium substrate and calcium concentrations on the monomeric composition of alginate produced by Azotobacter vinelandii ATCC® 9046 in a fermenter. Results showed that alginate production increased with increasing DOT from 1 to 5 %. The highest alginate production was obtained as 4.51 g/L under 20 g/L of sucrose and 50 mg/L of calcium at 5 % DOT. At these conditions, alginate was rich in mannuronic acid (up to 61 %) and it was particularly high at low calcium concentration. On the other hand, at extreme conditions such as high DOT level (10 % DOT) and low sucrose concentration (10 g/L), guluronic acid was dominant (ranging between 65 and 100 %).
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Alginate is a polysaccharide composed of variable proportions of β-D-mannuronic acid (M) and its C-5 epimer, α-L-guluronic acid (G). The arrangement of monomeric units of alginate can lead to the homopolymeric (MM or GG) or heteropolymeric (MG) regions in the polymer structure. At present, most of the commercial alginate is produced by farmed brown algae (primarily Laminaria hyperborean and Macrocystis pyrifera) [1]. Alginates are also produced by bacteria mainly by Pseudomonas and Azotobacter species. In view of the commercial exploitation of alginate, the viscosity and gel-forming capacities are the most important characteristics. While the former primarily depends on the molecular weight of the polymer, the latter is determined by the GG block content [2].
Azotobacter vinelandii cells produce alginate as a protective barrier against attacks and adverse environmental conditions depending on their needs under specific situations. Dissolved oxygen tension (DOT) is one of the key parameters affecting alginate formation particularly under nitrogen fixing conditions since nitrogenase enzyme complex, catalyzing the reduction of dinitrogen to ammonia, is highly sensitive to oxygen [2]. Alginate production may have a function in handling high oxygen tension and regulating the activity of nitrogenases; thus, alginate production helps in growth of A. vinelandii [3]. The effect of DOT on alginate production by A. vinelandii was generally investigated under microaerophilic conditions, i.e., conditions having lower oxygen concentration (2 to 10 %) than air saturation. Optimum conditions for the formation of alginate was observed at dissolved oxygen values between 2 and 5 % of air saturation independent of the dilution rate studied (D = 0.08 and 0.2/h) [4]. Therefore, it is important to control DOT delicately.
A. vinelandii can utilize a wide range of carbon sources for the production of alginate with the widest use of simple carbohydrates such as sucrose and glucose [5–8]. The dose of carbon source with which the A. vinelandii was grown was found to influence the amount of alginate. For example, the effect of specific growth rate was investigated when sucrose served as the carbon source [9]. Alginate yield increased by decreasing the carbon concentration available to the microorganisms, reaching a maximum as 2.6 g alginate/g biomass and 1.74 g alginate/g sucrose at μ of 0.03/h. Another study was performed at two different sucrose concentrations, 5 and 20 g/L [10]. It was observed that alginate production was not affected by the changes in dilution rate at 20 g/L of sucrose concentration, while alginate concentration increased by decreasing dilution rate from 0.08 to 0.05/h at 5 g/L of sucrose.
Alginate is known to be first synthesized as mannuronic acid. It is then epimerized to guluronic acid by mannuronan C-5-epimerases like AlgG, and AlgE1–AlgE7. Except AlgG, these epimerases are extracellular and they strongly depend on Ca2+ for their activity [11]. Earlier studies showed that high GG-block alginates were observed when calcium concentration was high [12]. On the other hand, both calcium and alginate concentrations were important for the efficient epimerization of alginate [13]. However, none of these studies were conducted under controlled environmental conditions such as DOT and/or pH. There were other studies interested in post-epimerization of alginate samples. The optimum concentration of calcium ion for the activities of AlgE1 [14], AlgE2 [15], and AlgE4 [16] on epimerization of different alginate samples was found to be in the range of 0.8 to 3.3 mM depending on the enzyme.
The monomer distribution determines a number of industrially important characteristics of alginates. For example, the use of alginate in food or pharmaceutical industries mostly depends on the gel formation ability of the monomeric blocks with cations. Some products require softer and more elastic gels, such as the ones formed with MM blocks, and others require more rigid gels, as the ones formed with GG blocks and calcium. Despite the well-known importance of monomer distribution in determining the potential use of the polymer, to our knowledge, there is no study examining the effect of substrate concentration on monomer distribution of alginates. Furthermore, three studies which examined the monomer distribution of alginate by A. vinelandii, were conducted with no DOT control. Therefore, this study aims to investigate the influence of DOT in the range of 1 to 10 %, sucrose in the range of 10 to 40 g/L and calcium in the range of 25 to 100 mg/L on the monomeric block distribution of alginate produced by A. vinelandii ATCC® 9046 under well-controlled/defined conditions. Together with monomer distribution, alginate production, bacterial mass, and sucrose concentration were also monitored during the course of fermentation.
Materials and Methods
Microorganism and Cultivation Medium
The strain used in this study was A. vinelandii ATCC® 9046; the stock of which was stored at −20 °C in 20 % of glycerol solution during the study. For alginate production, a modified Burk’s medium was used. Details of the medium composition and sterilization conditions are described elsewhere [17].
Inoculum Preparation
For the preparation of preculture, 1 mL of the stock culture was added to 250-mL Erlenmeyer flask having 60 mL of Burk’s medium [17]. This culture was grown at 30 °C temperature by shaking at 200 rpm for 48 h and used to inoculate the fermenter.
Alginate Production in the Fermenter
The fermenter used in the study (BIOSTAT® A plus, Sartorious BBI Systems, Germany) had 2 L of working volume. DOT which was measured by an oxygen probe (Hamilton, Switzerland) was adjusted to four different values as 1, 3, 5, and 10 ± 1 % with respect to air saturation in each set. A controller system together with the oxygen probe maintained a constant DOT in the fermenter. In this system, the output of the pO2 controller triggers the set point input of the servo controller. Air or oxygen and nitrogen gas mixture was fed into the fermenter via a pulsed control valve depending on the oxygen demand of the bacteria. For optimum adaptation of the control system, the proportional-integral-derivative (PID) parameters for servo controller were adjusted accordingly. Since 5 % DOT was found to provide the best results in terms of alginate quantity and monomeric composition, investigations of medium component effect were conducted at 5 % DOT. The effect of sucrose (10, 20, and 40 g/L) and calcium (25, 50, and 100 mg/L) concentrations were studied in two separate sets. The vessel was equipped with six-bladed disk impellers with a stirrer diameter of 53 mm which supplied a constant agitation speed of 400 rpm. pH was maintained by a built-in probe (Hamilton, Switzerland) at 7.2 by the addition of 1 N NaOH or HCl. Preculture, 1.6 g/L, was inoculated into the fermenter at 3 % (60 mL/2000 mL) concentration. All experiments were conducted at 30 °C temperature for 72 h of culture time. A total of 50 mL of sample was taken at each predetermined sampling time for the measurement of the parameters including bacterial and alginate mass, sucrose concentration, and monomer distribution. All measurements were performed in duplicate, and the results presented are the averages from the duplicate measurements. At the beginning of the study, experiments were conducted three times at 5 % DOT under the same operational conditions. Since duplicate sampling was performed, there were six different measurements for each sampling time conducted at 5 % DOT. Very reproducible results were obtained with the percent standard deviation varying between 5 to 12 %. Therefore, the experiments at 1, 3, and 10 % DOT were continued with single batch reactor.
Determination of Bacterial Mass, Alginate, and Sucrose Concentration
Bacteria concentration was measured gravimetrically. Alginate recovered from culture broth by ethanol precipitation was measured gravimetrically. Sucrose was measured by DNS method [18] after acid degradation of the samples. Details of these analytical measurements are described elsewhere [17].
Determination of Monomer Distribution of Alginate
Alginate samples were subjected to 1H-NMR analysis in order to determine the monomer distribution. Prior to 1H-NMR analysis, the samples were degraded by partial acid hydrolysis to obtain well resolved signals. For this purpose, 0.1 g of solid alginate sample was added into 100 mL of distilled water and pH of the solution was adjusted to 5.6 (using 1 or 0.1 M HCl). Then, the samples were heated at 100 °C for 1 h, the pH was decreased further to 3.8 with HCl, and the alginate sample was heated at 100 °C for an additional 30 min. After cooling, the mixture was neutralized to pH 7–8 (using 1 M or 0.1 M NaOH) and freeze-dried. For the analysis, a 10 mg of sample was dissolved in 0.5 mL of D2O, together with a 10 μL of 0.3 M EDTA in an NMR tube. EDTA aims to eliminate the interaction of divalent cations such as calcium with alginate during the analysis [19]. ASTM F 2259-03 method was used as a guide, and the 1H-NMR signals of alginate monomers were detected [20].
Results and Discussion
Effect of DOT on Alginate Quantity and Quality
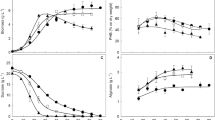
Alginate production by A. vinelandii ATCC® 9046 was studied in a laboratory fermenter under controlled environmental conditions by varying DOT from 1 to 10 % of air saturation for 72 h of fermentation period. Samples were collected at predetermined time intervals from the fermentation vessel. Changes in bacterial mass at different DOT values with respect to culture time are shown in Fig. 1a. It seems from the figure that there was a short lag period for cell growth since bacterial concentration was very low at the end of 6 h. After 6 h, biomass concentration started to increase rapidly until 24 to 32 h (as a function of DOT). Then, the biomass concentration showed a general decrease till the end of the culture time. The highest cell concentrations were achieved as 8.7 and 9.29 g/L at 5 and 10 % DOT, respectively. Specific growth rate which was calculated as 0.253/h by exponential model was observed when DOT was 10 %. Similarly, it was observed that the higher the DOT (in the range of 0.5 to 5 %), the higher the growth rate [21]. They observed the highest growth rate as 0.20/h at 5 % DOT and the lowest growth rate as 0.07/h at 0.5 % DOT at 300 rpm.

Variations in bacterial mass (a), alginate concentration (b), and sucrose utilization (c) during alginate production at different DOT levels
As it is illustrated in Fig. 1b, alginate formation started with a similar delay of 6 h. The increase in alginate concentration was rapid after 6 h. Except for 10 % DOT, alginate production kept increasing almost until the end of culture period. Alginate production is believed to be partially growth associated. This judgment is due to the observation that about 70 % of total production of alginate corresponds to the actively growing phase at 1 and 3 % DOT. This finding is believed to be closely related to the oxygen profile in the production medium. Earlier, it was claimed that alginate production was partially or completely growth associated in DO controlled laboratory fermenters. On the other hand, most of the alginate formation was observed during stationary growth phase in shake flask studies, in which high aeration conditions that delay alginate production particularly in early cultivation times were prevailing [21]. In this work, 1 and 3 % DOT followed similar alginate production patterns and yielded the highest productions around the end of the fermentation process as 3.18 and 3.35 g/L, respectively. On the other hand, alginate production increased when the DOT was raised from 3 to 5 %. However, further increase to 10 % DOT resulted in very low alginate synthesis. It was observed only 0.78 g/L production at 32 h. This value was about four times lower than those obtained at 1 and 3 % DOT. The possible reason might be the wastage of carbon source by channeling it to respiration to reduce the high oxygen concentration around the cells. Production of alginate and biomass during cultivation creates an environment which yields a decrease in oxygen transport rate from the gas phase to the aqueous phase and from the bulk liquid to the cell surface. The highest alginate concentration was found at 5 % DOT as 4.51 g/L at 72 h of fermentation, which corresponded to a yield of 1.015 g alginate/g biomass. In addition to this study, it was observed that formation of alginate increased with increasing dissolved oxygen levels between 2 and 5 % of air saturation [3, 22]. Therefore, it can be suggested that oxygen tension in the fermenter is one of the primarily important parameters controlling alginate production.
In this part of the study, sucrose was used as the carbon source to produce alginate by A. vinelandii ATCC® 9046 at a concentration of 20 g/L (Fig. 1c). Utilization of sucrose was observed to be faster only during early fermentation phase especially at 6 h. In this phase, remaining sucrose concentration was lower with the increase of DOT from 1 to 10 %. After that, sucrose consumption rate slowed down. Up to 24 h, sucrose seems to be consumed mostly for cellular growth and partly for alginate production. After exponential growth phase, sucrose appears to be utilized by bacteria mainly for the production of alginate except for the case observed at the highest DOT since both alginate production and cell growth ceased at 24 h in the case of 10 % DOT. Almost all sucrose was used up during the course of fermentation process leading to over 90 % of consumption at all DOT values. When the relationship of alginate with sucrose consumption was examined, the maximum yield based on sucrose utilization was found to be almost the same at 1 and 3 % DOT as 0.18 g alginate/g sucrose. This trend is expected since biomass and alginate production rates are also similar at these DOT levels. The yield increased up to 0.246 g alginate/g sucrose at 5 % DOT, while it decreased considerably at 10 % DOT to 0.05 g alginate/g sucrose. At 5 and 10 % DOT, only biomass production rates are similar, while alginate production patterns are completely different. Since alginate production is very low at 10 % DOT, it seems that this DOT is highly stressful to bacteria. The difference in sucrose uptake between 5 and 10 % DOT may be related with very high respiration requirement of bacteria at 10 % DOT since both alginate and bacterial mass are very little at 6 h.
One of the major contributions of this study is the measurement of monomer block distribution of the alginates produced under a number of well-controlled conditions. Generally, the presence of G residues in alginates introduces the potential for gel formation in the presence of divalent cations such as Ca2+, but harder and denser gel formation can only take place if the G residues are found as consecutive stretches. Therefore, it becomes important to determine the amount of GG blocks in the polymer chain rather than G/M ratio. Although some similar work on the influence of DOT on alginate production was conducted previously, the main focus of these studies was to determine the effect of DOT on the polymerization of alginate produced, which was investigated by viscosity and/or molecular weight determination. None of these work focused on the monomer distribution of alginate. The few studies investigating monomer distribution of alginate either only considered G/M ratio of the polymer or were performed without DOT control. This work is the first study investigating the effect of DOT on monomer distribution, in terms of MM, MG, and GG blocks, under constant agitation. Thus, our study makes the evaluation of the effect of DOT on the epimerization of alginates possible.
The effect of various DOT values on monomer distribution of alginate is shown in Fig. 2. For the tested conditions, alginate produced by A. vinelandii ATCC® 9046 was found to be almost homopolymeric in nature that is either contain MM or GG blocks with very little amount of MG blocks. It is known that Azotobacter first produces MM blocks, which are then epimerized into MG or GG blocks. Together with a periplasmic mannuronan C5-epimerase (AlgG), Azotobacter modifies alginate by seven extracellular epimerases (AlgE1-7). Each of these seven enzymes introduces a different characteristic sequence distribution of G residues in the polymannuronate substrate in vitro [23]. For instance, AlgE2 and AlgE5 seem to predominantly epimerize M residues located next to a preexisting G residue, generating GG blocks, while AlgE4 does not do this, rather it forms alternating sequences, MG blocks [11]. As it is seen from Fig. 2, at 1 % DOT, MM block content decreased from 44 to 14 % between 24 and 72 h while GG block content increased from about 57 to 84 %. So, epimerization of MM blocks to GG blocks happened as the fermentation time proceeded with very small amount of MG block production. Epimerization of MM blocks into GG blocks was even faster at 10 % DOT, such that all alginate produced at 48 h had only GG blocks. On the other hand, at 3 % DOT, maximum GG block content was obtained as 71 % at the end of fermenter operation, which was lower than at 1 % DOT. Furthermore, at 5 % DOT, the value that maximizes the alginate production, alginate was almost equally composed of MM and GG blocks showing a maximum of 61 % GG blocks at 56 h.

Changes in monomer block distribution at different DOT levels
From our results, it can be assessed that under the cultivation conditions used in this study, the enzymes forming mainly GG blocks were favored (Fig. 2). Epimerization of mannuronic acid to guluronic acid is a reaction that seems to depend on both the conditions that the bacteria are exposed to and the amount of alginate synthesized. Results showed that all of the mannuronic acid was epimerized to guluronic acid at 10 % DOT after 48 h, which was possibly due to the stress caused by high oxygen level around the cells. Azotobacter species are known for their sensitivity to high oxygen concentrations. To protect themselves from this unfavorable condition, bacteria may require stiffer coating which could only be obtained with alginates having high GG block content as observed at 10 % DOT. Due to the high respiration activity at this DOT, alginate concentration was also considerably lower compared to the other DOT values. Between the DOT values of 1 and 5 %, the conditions were more suitable for alginate production, and alginate concentration was significantly higher than that at 10 % DOT (Fig. 2). Alginate productions were very close at 1 and 3 % and somewhat higher at 5 % DOT. All the alginate cultured between 1 and 5 % DOT had initially 40–50 % MM blocks in the polymer (the remaining being mainly GG blocks). As the fermenter operation time increased, composition of the polymer started to change differently under different conditions, indicating that the epimerization trends are different. In the case of 1 % DOT, a rather fast epimerization proceeded and the MM block content decreased quickly down to approximately 15 % at the end of the culture period. On the other hand, at 3 and 5 % DOT values, approximately 25 to 40 % of the MM blocks remained unepimerized at the end of fermenter operation. Also, the epimerization happened much slower. This is believed to be due to the presence of the favorable conditions for bacteria, in which no stress is imposed to yield GG blocks and a balance between MM and GG blocks is kept. On the other hand, when the stress caused by environmental conditions on bacteria is increased as in the case of low DOT at 1 %, epimerization of alginate was favored leading to the production of highly protective GG blocks. This finding is also supported by the data obtained from fermenter operations at other extreme conditions [24]. Data showed that at extreme conditions of substrate concentration and mixing speed and especially when the alginate production was low, bacteria preferred to quickly epimerize MM blocks to produce more protective GG blocks.
Further evaluation of the data can be done by calculating the quantities of different block types in extracted polymer. For this reason, the concentrations of different block types in extracted polymer are calculated by multiplying the alginate concentrations measured and the block percentages analyzed by the 1H-NMR spectroscopy. This approach takes into account the alginate mass produced and converts it to the mass of each block formed under various conditions. These results are presented in Table 1. From this table, it can be seen that monomeric block concentrations vary widely with time and changing DOT values. For example, at 1 % DOT value, MM block concentration decreased with time of fermentation; however, at 3 % DOT, it first increased until 56 h, then started to decrease. At 5 % DOT, at which the maximum amount of MM block was observed (at 72 h), the MM blocks’ presence fluctuated. On the other hand, at 10 % DOT, there were almost no MM blocks except for the early phases of fermentation. Besides, the values remain minimal. MG block presence was considerably much smaller all throughout the fermentation times, regardless of the DOT values as mentioned above. The condition that maximized the mass of MG blocks was 3 % DOT at 32 h of fermentation. From the data in Table 1, the dominance of GG blocks for all the DOT values, through the entire fermentation period can be seen. The general trend is that the GG block concentration increases with increasing time for all the DOT values examined except for a few minor cases. This is consistent with the expected flow of epimerization reactions discussed above. The condition that maximizes the GG block production in terms of its mass is 1 % DOT as can be seen from the table. Very similar magnitude of values is obtained for 5 % DOT as well. Therefore 1 and 5 % of DOT seem to be the conditions maximizing the GG block concentration, which are closely followed by 3 % DOT. Even though the GG block percentage is very high, 10 % DOT value ends up producing significantly lower GG block mass due to the low total alginate production compared to the other DOT values. If maximizing the overall alginate production is critical, rather than the block type and concentration, the condition to be chosen is 5 % DOT.
Effect of Sucrose Concentration on Alginate Quantity and Quality
Sucrose at different concentrations was used as the carbon source in order to produce alginate by A. vinelandii ATCC® 9046 under controlled environmental conditions. DOT was maintained constant at 5 % of air saturation, and calcium concentration was 50 mg/L during these tests. Effects of the sucrose dose (10, 20, and 40 g/L) on bacteria concentration, alginate production, and sucrose utilization are shown in Fig. 3. For all sucrose levels, a lag phase was observed during the first 6 h for bacterial growth. Both at low and high doses of sucrose, some fluctuations in bacteria concentration were observed. On the other hand, bacterial concentration increased smoothly up to 24 h indicating the exponential growth at medium sucrose concentration. Generally, higher sucrose concentrations applied caused higher biomass concentrations even though the relationship was not a direct proportionality. Similarly, it was observed that although the sucrose concentration in the feed medium was increased from 5 to 20 g/L, a proportional increase in the cell concentration was not obtained [25]. The results showed that at 10 g/L of sucrose, the maximum bacteria concentration observed was 7.17 g/L, while it was 9.49 g/L at 40 g/L of sucrose. At 20 g/L of sucrose, the maximum bacteria concentration was 8.70 g/L and this value was reached at an early stage of fermentation.

Variations in bacterial mass (a), alginate concentration (b), and sucrose utilization (c) during alginate production at different sucrose concentration
As it is seen from Fig. 3b, minimum amount of alginate was produced at 10 g/L of sucrose concentration. It was obvious that this condition was not supporting alginate production. The carbon amount was low, and the bacteria possibly were not able to direct this low amount of carbon into alginate production. This lowest concentration of sucrose resulted in only 1.63 g/L of maximum alginate synthesis. When the sucrose dose was increased to 20 g/L, the alginate concentration increased by about three times, reaching the highest amount as 4.51 g/L. When sucrose concentration was 40 g/L, the alginate quantity remained lower than at 20 g/L for most of the samples collected. The highest concentration reached was 4.79 g alginate/L at 72 h of fermentation. Results showed that the maximum alginate concentrations obtained at 20 and 40 g/L of sucrose were close to each other. It was obtained that the same alginate amount (3.5 g/L) at 2 and 4 % concentrations of carbon source and 240 rpm mixing in a shake flask [26]. The maximum yields were as 0.15 and 0.246 g alginate/g sucrose utilized at 40 and 20 g/L of sucrose concentrations, respectively. These numbers indicated that the most efficient conversion of sucrose into alginate was obtained at the dose of 20 g/L of sucrose. The explanation that can be suggested for the lower alginate yield at the highest sucrose dose is that at this dose, most of the sucrose is utilized by respiration rather than synthesis of alginate or biomass.
As seen in Fig. 3c, the rate of sucrose utilization was faster during early fermentation periods due to the growth of bacteria which caused about the half of the sucrose consumption. After that, sucrose concentration continued to decrease slowly particularly due to alginate production and cell synthesis till the end of the fermentation period. In the cases of 10 and 20 g/L of sucrose, final sucrose concentration was 0.8 and 1.65 g/L, respectively, at 72 h. This showed that almost all of the sucrose was used during the fermenter operation period. However, at the highest sucrose dose of 40 g/L, 9 g/L of sucrose remained in the medium when fermentation finished. Although the rate of sucrose utilization slowed down after 32 h, it still continued throughout the remaining fermentation period.
The block distribution of alginate was measured during 72 h of fermentation at different sucrose concentrations. Results showed that low sucrose concentration, 10 g/L, resulted in alginates having high guluronic acid content (Fig. 4). The GG block content increased up to 89 % at 48 h of fermentation. At this lowest dose of sucrose, no alternating sequence (MG block) production was observed, whereas the MM block content remained mostly around 20 %. On the other hand, at the other sucrose concentrations, alginate was synthesized mainly as equal amounts of mannuronic and guluronic acids. For these sucrose doses too, most of the alginate was composed of homopolymeric regions with very little amount of MG blocks. This might be due to the conditions favoring the production of enzymes mainly responsible for GG block synthesis. Maximum amount of GG block was observed as 61 % at 56 h in the case of 20 g/L of sucrose. The MG block content was obtained at the highest sucrose dose which increased up to 23 % after 48 h of fermentation. Sucrose doses of 20 and 40 g/L resulted in higher amount of alginate with about equal distribution of monomers at most of the times during experiments. On the other hand, at 10 g/L of sucrose, the dominance of GG block and the lowest production of alginate were obvious. One can think that under this condition, bacteria produced alginate with a more protective nature since this lower sucrose dose did not yield high quantity of alginate.

Changes in monomer block distribution at different sucrose concentration
Table 2 summarizes the calculated block concentrations of the harvested alginates at different sucrose concentrations. This table too was obtained by multiplying the alginate concentrations with the block percentages similar to those in Table 1. From these results also, it is clear that at the studied sucrose doses, it is not possible to produce high concentrations of MG blocks. On the other hand, MM blocks can be produced at both 20 and 40 g/L of sucrose concentrations, for which 20 g/L seems to favor the production a bit further. A similar argument is applicable for GG blocks. The sucrose concentration that maximizes the GG block concentration is uniquely 20 g/L, especially after 32 h of fermentation time. The absence of MG blocks in most of the fermentation conditions can be explained by the fact that these being intermediate blocks between the syntheses of GG blocks from MM blocks. In most cases, a quick synthesis of GG happened and most of the MG blocks were epimerized into GG blocks.
Effect of Calcium Concentration on Alginate Quantity and Quality
Variations in bacterial mass, alginate, and sucrose concentration are presented for three calcium concentrations (25, 50, and 100 mg/L) studied at 5 % of air saturation in Fig. 5. During these experiments, the sucrose concentration was kept constant at 20 g/L. For all calcium levels, a lag phase was observed during the first 6 h for bacterial growth, after which cell mass started to increase exponentially up to 24 h reaching the maximum values at 24 h for 25 and 50 mg/L of calcium. The biomass increase continued until 32 h at 100 mg/L of calcium. After the peak value was observed, the biomass concentration started to decrease which continued till the end of fermentation. Bacteria concentration was not much affected by the changes in calcium concentration. The highest cell concentrations were obtained as 8.5, 8.7, and 8.4 g/L at 25, 50, and 100 mg/L of calcium, respectively. Likewise, specific growth rates were close to each other and the maximum values were calculated as 0.222, 0.239, and 0.226/h for 25, 50, and 100 mg/L of calcium ion concentration.

Variations in bacterial mass (a), alginate concentration (b), and sucrose utilization (c) during alginate production at different calcium concentration
Alginate biosynthesis was examined during 72 h and plotted in Fig. 5b. Alginate production increased continuously throughout the 72 h of fermentation process at 50 mg/L of calcium. At the other doses of calcium, most of the alginate was produced during the exponential phase of growth. The highest amount of alginate, 4.51 g/L, was produced at 50 mg/L of calcium concentration. On the other hand, the highest calcium dose (100 mg/L) yielded the lowest, amount of polymer which was 2.5 times lower compared to that produced at 50 mg/L of calcium concentration. Furthermore, at the lowest calcium dose (25 mg/L), maximum alginate concentration was obtained as 2.65 g/L. Additionally, the highest alginate yield was found at 50 mg/L of calcium as 1.015 g alginate/g bacteria. The maximum yields at the other doses were found to be almost the same and approximately equal to 0.3 g alginate/g bacteria.
Sucrose consumption rate was observed to be faster during the early fermentation period and slower after 32 h (Fig. 5c). Change in calcium concentration did not lead to a substantial difference in sucrose consumption. In all reactors, most of the carbon source appeared to be used for alginate and cell synthesis. At the end of experiments, only around 10 % of sucrose remained in the medium. The yield of alginate based on sucrose consumption was 0.246 g alginate/g sucrose when calcium was 50 mg/L, whereas it was 0.13 g alginate/g sucrose for 100 mg/L of calcium and 0.20 g alginate/g sucrose for 25 mg/L of calcium.
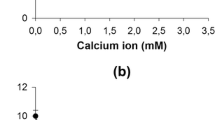
Figure 6 illustrates the variations of monomer distribution of alginates observed at different calcium ion concentrations. Results showed the higher presence of MM block indicating that the epimerization of mannuronic acid was not favored at the lowest calcium dose, 25 mg/L. Maximum MM block content at 25 mg/L of calcium was 73 % at 24 h. The amount of MG blocks increased up to 28 % at the end of fermentation process due to the continuous conversion of MM blocks. This value was the highest level achieved during the whole experiments. On the other hand, GG block content decreased from 21 to 12 % at 25 mg/L of calcium from the beginning till the end of the fermentation period. When calcium ion concentration was increased to 50 mg/L, GG block content increased greatly to 61 % at 56 h, while the amount of alternating sequences, MG blocks, remained very low. With further doubling of calcium ion in the medium (at 100 mg/L of Ca2+), the GG block content was affected minimally. These results are in agreement with literature. For example, M/G ratio was found to decrease from 8 to 0.3 by increasing calcium ion concentration in the range of 0.068 to 0.68 mM [27]. The reason for lower epimerization degree at 25 mg/L of Ca2+ could be the dependency of the enzymes responsible for epimerization of alginate on calcium ion for their activity. The optimum calcium ion concentration with respect to the GG block dominance seems to be 50 mg/L of calcium since further increase in calcium ion concentration did not enhance the epimerization of mannuronic acid into guluronic acid blocks.

Changes in monomer block distribution at different calcium concentration
Table 3 shows the block concentrations at different calcium ion doses. These values provide the combined result of alginate concentration and the block percentages. So, it is possible to find out the condition which maximizes the mass of a specific block at different times of fermentation at various calcium concentrations. One can see from Table 3 that at lower fermentation times at 25 mg/L of calcium, it is possible to maximize the mass of MM block produced. On the other hand at 50 mg/L of calcium, it is possible to produce highest amount of GG block especially at higher fermentation times. It is also possible to produce relatively high and fairly uniform amount of MM blocks at 50 mg/L calcium dose.
Implications of the Study
Alginate production by A. vinelandii ATCC® 9046, as well as the quality of the polymer produced, is known to be a function of growth conditions of bacteria. The effects of DOT, carbon source dose, and calcium ion concentration have been studied previously and were shown to affect the alginate production. However, some of these studies were not conducted under well-controlled fermentation conditions. Besides, none of these studies investigated the monomeric composition with a quantitative technique like 1H-NMR, despite the well-recognized importance of monomeric composition on polymer’s physicochemical properties. This study has aimed to fill this present gap in the literature. Findings show that at a number of operation conditions, it is possible to maximize alginate production. Besides, it is possible to produce different quality alginate under various fermentation conditions. However, if there is a target monomer composition such as high quantity of GG block production, then the conditions favoring this may not necessarily correspond to those that produce high quantity alginate. Results show that the DOT should be controlled carefully since it determines the utilization of the carbon source as well as the produced alginate quality and quantity. When it is possible to maximize alginate quantity at 5 % DOT, it is possible to produce highest quantity GG blocks at 1 or 5 % DOT. It is also observed that alginate production is not automatically increased by increasing initial sucrose concentration. Therefore, if the main concern is to produce high amount of alginate, optimum conditions are 20 g/L sucrose concentration, 50 mg/L of calcium dose and 5 % DOT.
Depending on the intended use of alginate, distribution of the monomers may be very much important. For example the use of alginate in food or pharmaceutical industries mostly depends on the gel formation ability of the monomeric blocks with cations. Some products require softer and more elastic gels, such as the ones formed with MM blocks, and others require more rigid gels, as the ones formed with GG blocks and calcium. Alginate recovered at the optimum conditions giving the highest production yield (20 g/L sucrose concentration, 50 mg/L of calcium dose and 5 % DOT) has almost equal amount of mannuronic and guluronic acid. Extreme conditions such as low sucrose application and low and high DOT result in higher levels of epimerization with high GG block containing polymer. Such an alginate should be selected if the polymer is intended to be used as gelling agent. Among the studied conditions, 20 g/L sucrose concentration and 50 mg/L of calcium dose at 1 % DOT appear to the best choice for the high GG block content. On the other hand, alginates with higher mannuronic acid content are observed to be synthesized at low calcium ion concentration, 25 mg/L, during early fermentation times.
References
Hay, I. D., Rehman, Z. U., Ghafoor, A., & Rehm, B. H. A. (2010). Journal of Chemical Technology and Biotechnology, 85(6), 752–759.
Sabra, W., Zeng, A. P., & Deckwer, W. D. (2001). Applied Microbiology and Biotechnology, 56(3-4), 315–325.
Sabra, W., Zeng, A. P., Lunsdorf, H., & Deckwer, W. D. (2000). Applied and Environmental Microbiology, 66(9), 4037–4044.
Sabra, W., Zeng, A. P., Sabry, S., Omar, S., & Deckwer, W. D. (1999). Applied Microbiology and Biotechnology, 52(6), 773–780.
Asami, K., Aritomi, T., Tan, Y. S., & Ohtaguchi, K. (2004). Journal of Chemical Engineering of Japan, 37(8), 1050–1055.
Moreno, J., Vargas-Garcia, C., Lopez, M. J., & Sanchez-Serrano, G. (1999). Journal of Applied Microbiology, 86(3), 439–445.
Reyes, C., Pena, C., & Galindo, E. (2003). Journal of Biotechnology, 105(1-2), 189–198.
Segura, D., Guzmaan, J., & Espin, G. (2003). Applied Microbiology and Biotechnology, 63(2), 159–163.
Priego-Jimenez, R., Pena, C., Ramirez, O. T., & Galindo, E. (2005). Biochemical Engineering Journal, 25(3), 187–193.
Diaz-Barrera, A., Silva, P., Berrios, J., & Acevedo, F. (2010). Bioresource Technology, 101(23), 9405–9408.
Ertesvåg, H., Valla, S., & Skjåk-Bræk, G. (2009). In B. H. A. Rehm (Ed.), Alginates: biology and applications, Enzymatic alginate modification, alginates: biology and applications (pp. 95–115). Berlin: Springer-Verlag.
Annison, G., & Couperwhite, I. (1984). Applied Microbiology and Biotechnology, 19(5), 321–325.
Annison, G., & Couperwhite, I. (1986). Applied Microbiology and Biotechnology, 25(1), 55–61.
Ertesvag, H., Hoidal, H. K., Skjak-Braek, G., & Valla, S. (1998). Journal of Biological Chemistry, 273(47), 30927–30932.
Ramstad, M. V., Markussen, S., Ellingsen, T. E., Skjak-Braek, G., & Levine, D. W. (2001). Enzyme and Microbial Technology, 28(1), 57–69.
Hoidal, H. K., Ertesvag, H., Skjak-Braek, G., Stokke, B. T., & Valla, S. (1999). Journal of Biological Chemistry, 274(18), 12316–12322.
Moral, C. K., & Sanin, F. D. (2012). Journal of Industrial Microbiology & Biotechnology, 39(3), 513–519.
Miller, G. (1959). Analytical Chemistry, 31, 426–428.
ASTM (2003) Standard test method for determining the chemical composition and sequence in alginate by proton nuclear magnetic resonance (1H NMR) spectroscopy. ASTM F 2259-03 2003.
Moral, C. K., Dogan, O., & Sanin, F. D. (2013). Journal of Polymer Engineering, 33(3), 239–246.
Pena, C., Trujillo-Roldan, M. A., & Galindo, E. (2000). Enzyme and Microbial Technology, 27(6), 390–398.
Parente, E., Crudele, M. A., Aquino, M., & Clementi, F. (1998). Journal of Industrial Microbiology & Biotechnology, 20(3-4), 171–176.
Remminghorst, U., & Rehm, B. H. A. (2006). Biotechnology Letters, 28(21), 1701–1712.
Moral Kıvılcımdan, Ç. (2011). PhD Thesis, Ankara: Middle East Technical University.
Diaz-Barrera, A., Aguirre, A., Berrios, J., & Acevedo, F. (2011). Process Biochemistry, 46(9), 1879–1883.
Savalgi, V., & Savalgi, V. (1992). Journal of General and Applied Microbiology, 38(6), 641–645.
Obika, H., Sakakibara, J., & Kobayashi, Y. (1993). Bioscience, Biotechnology, and Biochemistry, 57(2), 332–333.
Acknowledgments
This study is funded by the Turkish Prime Ministry-State Planning Organization and Middle East Technical University Research Fund (BAP-DPT 2002 K120510).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kıvılcımdan Moral, Ç., Doğan, Ö. & Sanin, F.D. Effect of Oxygen Tension and Medium Components on Monomer Distribution of Alginate. Appl Biochem Biotechnol 176, 875–891 (2015). https://doi.org/10.1007/s12010-015-1617-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-015-1617-z