
Abstract
The short supply of edible vegetable oils is the limiting factor in the progression of biodiesel technology; thus, in this study, we applied response surface methodology in order to optimize the reaction factors for biodiesel synthesis from inedible castor oil. Specifically, we evaluated the effects of multiple parameters and their reciprocal interactions using a five-level three-factor design. In a total of 20 individual experiments, we optimized the reaction temperature, oil-to-methanol molar ratio, and quantity of catalyst. Our model equation predicted that the following conditions would generate the maximum quantity of castor biodiesel (92 wt.%): a 40-min reaction at 35.5 °C, with an oil-to-methanol molar ratio of 1:8.24, and a catalyst concentration of 1.45% of KOH by weight of castor oil. Subsequent empirical analyses of the biodiesel generated under the predicted conditions showed that the model equation accurately predicted castor biodiesel yields within the tested ranges. The biodiesel produced from castor oil satisfied the relevant quality standards without regard to viscosity and cold filter plugging point.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over the past three decades, many researchers have focused on the development of novel renewable and sustainable petroleum substitutes, including biodiesel. Currently, the short supply of edible oils from which biofuels can be manufactured, in addition to the attendant higher feedstock costs, limits the expansion of the commercial biodiesel market [1–4]. Multiple studies have involved the direct application of fatty acid esters from a variety of vegetable oils, animal fats, and waste oils as biodiesel fuels and chemical substitutes [1, 3–6]. These biodiesel products have several advantages over petroleum products, in that they are biodegradable, nontoxic, eco-friendly, and useful in CO2 recycling over short periods [7, 8].
This work describes the transesterification of castor oil using methanol and potassium hydroxide. Castor oil (Ricinus communis L.), which comes from a member of the Euphorbiaceae family which grows in temperate climates all over the world [9, 10], is an odorless, viscous, pale-yellow, nonvolatile, and nondrying oil. This oil has a triglyceride content of 80–90% ricinoleic acid (12-hydroxy-cis-octadec-9-enoic acid), 3–6% linoleic acid, 2–4% oleic acid, and 1–5% saturated fatty acids, such as palmitic acid and stearic acid. In the fatty acids of castor oil, ricinoleic acid and its derivatives evidence indigestibility, high hygroscopicity, high solubility in alcohol, and high viscosity as compared to edible vegetable oils. In addition, its C-12 hydroxyl group imparts several unique chemical and physical properties, including high viscosity [9, 11, 12]. Its viscosity is more than 100 times that of the no. 2 diesel fuel. Other edible oils have viscosities ranging from ten to 20 times higher than that of the no. 2 diesel fuel [12]. Owing to its unique structure, ricinoleic acid is currently utilized as a raw material for paints, coatings, inks, lubricants, plastics, cosmetics, and a broad range of other products [10]. Many studies have been conducted regarding the production of biodiesel from castor oil [11–15]. Silva et al. [12] previously reported that the reaction temperature did not affect the reaction, because the castor oil is soluble in ethanol at room temperature. By way of contrast, other studies [3, 7, 13, 16, 17] have reported that the reaction temperature exerted a significant influence on the biodiesel synthesis rate when vegetable oils and fats were used as feedstock.
In previous studies, many factors affect the biodiesel production process with short-chain alcohols and an alkali catalyst, including the free fatty acid and water content of the feedstocks, the quantity of alcohol, the amount and type of catalyst, the reaction temperature, the mixing strength, and reaction time [3, 8, 16–18]. In this study, the speed of mixing and reaction time were maintained at a constant 300 rpm and 40 min. Adequately, addressing and optimizing so many reaction factors requires an enormous number of experiments, and this is laborious, time consuming, and cost prohibitive. Response surface methodology (RSM) is a useful statistical technique for the evaluation or optimization of complex processes, as it reduces the number of experiments required to acquire sufficient data for a statistically reasonable result. Other groups have applied RSM in an effort to optimize process factors for biodiesel production, using rapeseed oil, soybean oil, cottonseed oil, castor oil, and lard [12, 17, 19–21]. In order to address this issue, we conducted a study to assess the potential of castor oil, an inedible vegetable oil, as a biodiesel feedstock, and we optimized the associated process factors via response surface methodology with a five-level three factor design.
Materials and Methods
Materials
The starting material, refined and bleached castor oil (Ricinus oil; acid value 18.3 mg KOH/g), was acquired from Duksan Pure Chemical Co., Ltd. (Ansan, South Korea). The fatty acid composition of the castor oil was 4.90% oleic acid, 0.74% palmitic acid, 4.21% stearic acid, 0.67% linoleic acid, 1.0% linolenic acid, 88.26% ricinoleic acid, and 0.22% others. Fatty acid methyl ester reference standards for gas chromatography analysis, including palmitic, stearic, linolenic, linoleic, oleic, ricinoleic, and heptadecanoic methyl esters, all > 99% pure, were purchased from Sigma Chemical Co. Ltd. (St. Louis, MO, USA). Methanol, potassium hydroxide, and all other chemicals used in this study were of analytical grade.
Reaction Procedures
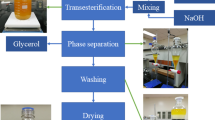
Initially, the 100-mL reaction bottle was charged with 30 g of castor oil and heated to the set temperature with mixing at approximately 300 rpm using a magnetic stirrer. As indicated in the individual experiments, variable quantities of catalyst were dissolved in varying amounts of methanol. After the reaction bottle containing the reactant achieved the set temperature, methanolic catalyst was added. The reaction was permitted to proceed for 40 min for complete reaction, beginning at the point at which the catalyst and methanol were added. The specific experimental factors are described in detail in Table 1.
Experimental Design
In order to optimize the reaction factors, a five-level three-factor central composite rotatable design (CCRD) was utilized in this study. In order to gain information regarding the interior of the experimental region and to evaluate the curvature, this study was conducted in a total of 20 experiments in accordance with a 23 complete factorial design plus six central points and six axial points (star points). The distance of the star points from the center point is provided by α = (2n)1/4, in which n is the number of independent factors, for three factors α = 1.68 [16, 17]. The experimental factors selected for optimization and their respective ranges were as follows: reaction temperature (24.8–75.2 °C), oil-to-methanol molar ratio (1:2.45–1:12.55), and quantity of KOH catalyst (0.16–1.84 wt.%). The variable ranges adopted, as provided in Table 1, were selected to cover the intervals commonly utilized in the literature [16, 17]. Table 1 describes the coded and uncoded independent factors (X i ), the test ranges for the parameters, and the overall experimental design.
Statistical Analysis
The experimental design was analyzed with RSM, and the quadratic response surface model was fitted to the equation provided below in Eq. 1, which was designed by Design-Expert 6 software (Stat-Ease, Inc., Minneapolis, MN, USA). The fit of the model was evaluated using the coefficients of determination and analysis of variance (ANOVA) [17].
in which Y is the response factor (fatty acid ester content), x i is the ith independent factor, β 0 is the intercept, β i is the first-order model coefficient, β ii is the quadratic coefficient for the factor i, and β ij is the linear model coefficient for the interaction between factors i and j.
Analytical Methods
Sample preparation: Approximately 1 mL of sample mixture was collected in a 10-mL test tube and mixed immediately with the indicated quantity of 1 N hydrochloric acid, in order to neutralize the residue catalyst and stop the reaction. Nonreacted methanol and glycerin were evaporated from the samples, which were subsequently diluted with a hexane-containing internal standard (methyl heptadecanonate) for gas chromatography analysis [3, 17].
Quantitative Analysis of Fatty Acid Methyl Ester Content
Fatty acid ester content in each sample was measured with KS H ISO 5508 (animal and vegetable fats and oils analysis by gas chromatography of methyl esters of fatty acids) [3, 16, 22]. The analyses were conducted on a gas chromatograph (Donam Instruments Inc., Gyeonngi-do, South Korea) using a fused silica capillary column (HP-INNOWAX, Agilent Technologies, Novi, MI, USA) and a flame-ionization detector with an injector temperature of 250 °C, an oven temperature of 210 °C, and a detector temperature of 250 °C.
Viscosity
The viscosities of the castor oil and the resultant biodiesel were measured with a viscometer (DV-II+Pro, Brookfield Engineering Laboratories, Inc., Middleboro, MA, USA) at 40 °C [17].
Cold Filter Plugging Point
The cold filter plugging points (CFPP) of the castor oil and the resultant biodiesel were measured with an automatic CFPP tester (Tanaka AFP-102, Cannon Instrument Company, Kawasaki, Japan) [17].
Results and Discussion
Optimization of Reaction Conditions by RSM
In an effort to optimize the reaction factors for castor oil biodiesel production, we selected a CCRD with a five-level three-factor design that addressed reaction temperature, oil-to-methanol molar ratio, and the quantity of catalyst. Table 2 describes these experimental parameters and their results, on the basis of the CCRD experimental design. We conducted the 20 designed experiments and analyzed the results with multiple regressions using Design-Expert 6 software. Regression analysis yielded three linear coefficients (X 1, X 2, X 3), three quadratic coefficients (\(X_1^2 \), \(X_2^2 \), \(X_3^2 \)), and three cross-product coefficients (X 1 X 2, X 1 X 3, X 2 X 3) for the full model (Table 3). Table 3 also describes the ANOVA for the response surface quadratic model. We evaluated the coefficients of the response surface model as described in Eq. 1. The p values of the linear coefficients without X 1 showed that these coefficients were more significant than their quadratic and cross-product terms, but we considered all of the factor coefficients when designing the model in an effort to minimize error. The low lack of fit, as indicated by the ANOVA of the reaction factors, indicated that the model would accurately predict the relationships between the reaction factors within the selected ranges. The coefficient of determination of the model is 0.74, which demonstrates that the model adequately represented the actual relationships among these experimental factors.
The final estimative response model equation (based on the final empirical values), by which we analyzed castor biodiesel synthesis, was as follows:
in which Y is the response factor, fatty acid ester content (wt.%). X 1, X 2, and X 3 are the values of the three independent factors, reaction temperature (°C), the oil-to-methanol molar ratio (−), and the quantity of catalyst (wt.%). The model coefficients and probability values (coded values) are provided in Table 4. The model adequately represented the actual relationships among these experimental factors.
Figure 1 presents the effects of reaction temperature, oil-to-methanol molar ratio, and their reciprocal interactions on castor biodiesel production using 1.0 wt.% KOH as a catalyst and a reaction time of 40 min. Increases in reaction temperature did not significantly affect the fatty acid ester content at any of the tested oil-to-methanol molar ratios. This result showed that the reaction temperature did not significantly influence the process of castor oil transesterification. In a similar case, Silva et al. [12] reported that the reaction temperature did not affect the castor oil alcoholysis reaction, because castor oil is soluble in ethanol at room temperature. By way of contrast, other studies [3, 7, 16, 17] have demonstrated that the reaction temperature exerted a significant degree of influence on the rate of biodiesel synthesis using vegetable oils and fats as feedstock. The difference between our results and theirs may stem from some of the unique characteristics of castor oil, most notably its high solubility in alcohol and its high viscosity. Castor oil has a viscosity of approximately 238 cp at 40 °C. This value is more than seven to ten times that of conventional vegetable oils and fats [3, 14, 17]. In order to explain the effects of reaction temperature and alcohol solubility of castor oil on viscosity change, the changes in the viscosity of castor oil were assessed with changes in reaction temperature and the added amount of methanol. Figure 2 shows the effects of reaction temperature on the viscosity changes of castor oil. In the case of 100% castor oil, the viscosity of castor oil was reduced sharply by increases in the reaction temperature. Nevertheless, its viscosity at 70 °C is higher than that of commercial oils and fats at room temperature. This high viscosity is interrupt to complete mixing of castor oil, whereas in the case of a mixture of methanol/oil at a ratio of 30% (v/v), the viscosity changes of methanol/oil mixture evidenced a low slope decrease. Nevertheless, these values were higher than those of conventional oils and fats. In this experiment, the mixed form of methanol/oil exhibited a similar condition as a real reactant of castor oil transesterification. Figure 3 provides the effects of the methanol/oil ratio of the mixture on the viscosity change of castor oil at 40 °C. The viscosities of the mixture of castor oil and methanol were reduced sharply by increases in the methanol/oil ratio. Generally, conventional oils and fats do not mix well with alcohol. Thus, in order to enhance reaction yield, the chance of reaction with oil and alcohol can be increased by increasing the temperature and the amount of alcohol [3, 17, 18]. However, in the case of castor oil, this problem was resolved via the addition of methanol to the castor oil, as these two materials more readily form a uniform mix. As shown in Figs. 2 and 3, the viscosity of castor oil was largely affected by the reaction temperature. Also, the viscosity of the mixtures of castor oil and methanol was largely influenced by the quantity of added methanol. However, the viscosity of the mixture of castor oil and methanol was affected slightly by reaction temperature. A reduction in the viscosity of the mixtures of castor oil and methanol can readily enhance the mixing of the reactant, which can subsequently increase the reaction rate. In conclusion, castor oil’s high solubility in alcohol may be the reason that reaction temperature did not significantly affect the reaction.

Response surface plots representing the effects of reaction temperature, catalyst amounts, and their reciprocal interaction on castor biodiesel synthesis. Other factors are constant at a level of zero

Effect of reaction temperature on viscosity change of castor oil

Effect of methanol to castor oil ratio on viscosity change of castor oil
Figure 4 shows the effects of different reaction temperatures and quantities of added catalyst on castor oil biodiesel synthesis, when a constant oil-to-methanol molar ratio of 7.5:1 was maintained. Increases in the reaction temperature did not significantly influence fatty acid ester content under conditions in which any amount of catalyst had been added. By way of contrast, increasing the designated quantity of catalyst, within the range of 0.5 to 1.5 wt.%, resulted in an increase in fatty acid ester content when reaction temperature was held constant. We obtained the maximal fatty acid ester content using approximately 1.3 wt.% KOH.

Response surface plots representing the effects of reaction temperature, oil-to-methanol molar ratio, and their reciprocal interaction on castor biodiesel synthesis. Other factors are constant at zero level
Figure 5 shows the effects of different oil-to-methanol molar ratios and quantities of catalyst on castor biodiesel production at 50 °C. Within the designated range of catalyst concentrations, the oil-to-methanol molar ratio profoundly influenced biodiesel synthesis. In addition, at any of the designated oil-to-methanol molar ratios, an increase in the quantity of added catalyst enhanced the fatty acid ester content in a linear trend. Our results showed that these two factors, the oil-to-methanol molar ratio and the quantity of added catalyst, are the principal parameters influencing biodiesel production from castor oil. On the basis of the data shown in Figs. 1, 4, and 5, we delineated the optimal conditions for maximal fatty acid ester acquisition: a high oil-to-methanol molar ratio in the presence of 1.2 to 1.5 wt.% catalyst.

Response surface plots representing the effects of catalyst amount, oil-to-methanol molar ratio, and their reciprocal interactions on castor biodiesel synthesis. Other factors are constant at zero level
We determined the optimal values for these factors by resolving the regression equation (Eq. 2) using Design-Expert 6 software. The optimal conditions were selected from within the designated range of reaction temperatures (35–65 °C), oil-to-methanol molar ratios (1:4.5–1:10.5), and quantities of KOH (0.5–1.5 wt.%). The optimal conditions for biodiesel synthesis from castor oil, as estimated by the model equation, were as follows: X 1 = 35.5 °C, X 2 = 1:8.24, and X 3 = 1.45 wt.% (Fig. 6). Theoretically, these conditions should yield a fatty acid ester content of Y = 92 wt.%. In order to verify the accuracy of the model, we conducted three independent replicates for castor oil biodiesel synthesis under these optimal reaction conditions. The average conversion yield was 93.2 ± 0.8%, thus demonstrating that statistical methods such as RSM, coupled to an appropriate experimental design, can effectively estimate the optimal conditions for the process of biodiesel transesterification. Our results are very promising, as Silva et al. [12] reported that the castor oil needs a large quantity of excess ethanol for alkaline ethanolysis in order to achieve good conversion, which can be obtained with ethanol: a castor oil molar ratio above 20:1. This value is more than two times that of our methanol: castor oil molar ratio of 8.24:1. This result provides useful information that will facilitate the development and improvement of processes using castor oil and alkali transesterification systems.

Response surface plot representing the effect of reaction temperature and catalyst amount of the optimal castor biodiesel synthesis conditions at the stationary point (oil-to-methanol molar ratio of 1:7.5 and reaction time of 40 min)
Characteristics of Castor Biodiesel
We evaluated the characteristics of the biodiesel we synthesized from castor oil, methanol, and KOH by measuring its viscosity and CFPP. The methyl ester composition reflected the original fatty acid composition of the castor oil. The original castor oil and its biodiesel evidenced respective acid values of 18.1 and 3.1 mg KOH/g and respective viscosities of 238.6 and 20.3 cp at 40 °C. Importantly, the process reduced the viscosity by approximately 11.8-fold, yielding a biodiesel with a higher viscosity than that of other vegetable oil and fat-derived biodiesels [2, 4, 17]. Additionally, the CFPP of the castor biodiesel was 8 °C, which does not satisfy biodiesel quality standards (EN 14214; Table 5).
Conclusions
In this study, we conducted experiments using RSM to identify the optimal reaction factors for a biodiesel synthesis process that utilized castor oil as a feedstock. Among the three factors, reaction temperature affected the reaction slightly, owing primarily to certain characteristics of castor oil, most notably alcohol solubility and high viscosity. Our statistical experiments yielded the following optimal reaction factor values: reaction temperature, 35.5 °C; oil-to-methanol molar ratio, 1:8.24; and 1.45 wt.% catalyst (KOH), with a reaction time of 40 min. Under these predicted optimum conditions, we obtained castor oil biodiesel with a fatty acid ester content of approximately 92 wt.%. Not only did the experimental values closely match the values estimated by the model equation but also the characteristics of the biodiesel produced from castor oil adequately satisfied the relevant standards for biodiesel quality, with the exception of the cold filter plugging point and viscosity.
References
Mittelbach, M., & Remschmidt, C. (2004). Biodiesel—the comprehensive handbook (1st ed.). Austria: Boersedruck Ges.m.b.H.
Kim, H. R. (2002). Prospectives of Industrial Chemistry, 5, 27–34.
Jeong, G. T., & Park, D. H. (2006). Applied Biochemistry and Biotechnology, 129–132, 668–679. doi:10.1385/ABAB:131:1:668.
Park, J. Y., Kim, D. K., Wang, Z. M., Lu, P., Park, S. C., & Lee, J. S. (2008). Applied Biochemistry and Biotechnology, 148, 109–117. doi:10.1007/s12010-007-8082-2.
Lang, X., Dalai, A. K., Bakhshi, N. N., Reaney, M. J., & Hertz, P. B. (2001). Bioresource Technology, 80, 53–62. doi:10.1016/S0960-8524(01)00051-7.
Ma, F., & Hanna, M. A. (1999). Bioresource Technology, 70, 1–15. doi:10.1016/S0960-8524(99)00025-5.
Graboski, M. S., & McCormick, R. L. (1998). Progress in Energy and Combustion Science, 24, 125–164. doi:10.1016/S0360-1285(97)00034-8.
Jeong, G. T., Oh, Y. T., & Park, D. H. (2006). Applied Biochemistry and Biotechnology, 129–132, 165–178. doi:10.1385/ABAB:129:1:165.
Scholz, V., & Silva, J. N. (2007). Prospects and risks of the use of castor oil as a fuel. Biomass and Bioenergy, 32, 95–100. doi:10.1016/j.biombioe.2007.08.004.
Ogunniyi, D. S. (2006). Bioresource Technology, 97, 1086–1091. doi:10.1016/j.biortech.2005.03.028.
Meneghetti, S. M. P., Meneghetti, M. R., Wolf, C. R., Silva, E. C., Lima, G. E. S., Silva, L. L., et al. (2006). Energy & Fuels, 20, 2262–2265. doi:10.1021/ef060118m.
Silva, N. D. L. D., Maciel, M. R. W. M., Batistella, C. B., & Filho, R. M. (2006). Applied Biochemistry and Biotechnology, 129–132, 405–414. doi:10.1385/ABAB:130:1:405.
Oliveira, D., Luccio, M. D., Faccio, C., Rosa, C. D., Bender, J. P., Lipke, N., et al. (2005). Applied Biochemistry and Biotechnology, 121–124, 553–560. doi:10.1385/ABAB:122:1-3:0553.
Meneghetti, S. M. P., Meneghetti, M. R., Serra, T. M., Barbosa, D. C., & Wolf, C. R. (2007). Energy & Fuels, 21(6), 3746–3747. doi:10.1021/ef070039q.
Varma, M. N., & Madras, G. (2007). Industrial & Engineering Chemistry Research, 46(1), 1–6. doi:10.1021/ie0607043.
Jeong, G. T., Kim, D. H., & Park, D. H. (2007). Applied Biochemistry and Biotechnology, 136–140, 583–594. doi:10.1007/s12010-007-9081-z.
Jeong, G. T., Yang, H. S., & Park, D. H. (2009). Bioresource Technology, 100, 25–30. doi:10.1016/j.biortech.2008.05.011.
Freedman, B., Pryde, E. H., & Mounts, T. L. (1984). Journal of the American Oil Chemists' Society, 61, 1683–1643.
Vicente, G., Coteron, M., Martinez, M., & Aracil, J. (1998). Industrial Crops and Products, 8, 29–35. doi:10.1016/S0926-6690(97)10003-6.
Shieh, C. J., Liao, H. F., & Lee, C. C. (2003). Bioresource Technology, 88, 103–106. doi:10.1016/S0960-8524(02)00292-4.
Shaw, J. F., Wu, H. Z., & Shieh, C. J. (2003). Food Chemistry, 81, 91–96. doi:10.1016/S0308-8146(02)00383-7.
Korean Standard Association (2003). Animal and vegetable fats and oils analysis by gas chromatography of methyl esters of fatty acids (KS H ISO 5508). Geneva: ISO.
Acknowledgments
This work is an outcome of the fostering project of the Specialized Graduate School, which is supported financially by the Ministry of Knowledge Economy.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Jeong, GT., Park, DH. Optimization of Biodiesel Production from Castor Oil Using Response Surface Methodology. Appl Biochem Biotechnol 156, 1–11 (2009). https://doi.org/10.1007/s12010-008-8468-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-008-8468-9