
Abstract
Radio-frequency (RF)-based dielectric heating was used in the alkali (NaOH) pretreatment of switchgrass to enhance its enzymatic digestibility. Due to the unique features of RF heating (i.e., volumetric heat transfer, deep heat penetration of the samples, etc.), switchgrass could be treated on a large scale, high solid content, and uniform temperature profile. At 20% solid content, RF-assisted alkali pretreatment (at 0.1 g NaOH/g biomass loading and 90°C) resulted in a higher xylose yield than the conventional heating pretreatment. The enzymatic hydrolysis of RF-treated solids led to a higher glucose yield than the corresponding value obtained from conventional heating treatment. When the solid content exceeded 25%, conventional heating could not handle this high-solid sample due to the loss of fluidity, poor mixing, and heating transfer of the samples. As a result, there was a significantly lower sugar yield, but the sugar yield of the RF-based pretreatment process was still maintained at high levels. Furthermore, the optimal particle size and alkali loading in the RF pretreatment was determined as 0.25–0.50 mm and 0.25 g NaOH/g biomass, respectively. At alkali loading of 0.20–0.25 g NaOH/g biomass, heating temperature of 90oC, and solid content of 20%, the glucose, xylose, and total sugar yield from the combined RF pretreatment and the enzymatic hydrolysis were 25.3, 21.2, and 46.5 g/g biomass, respectively.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The production of fuel ethanol from corn grain is facing challenges such as limited supply and high cost of feedstock [1]. Lignocelluloses represent the most abundant and lowest-cost biomass in the world, and thus, it can be used as alternative raw material for production of fuel ethanol [1].
In cellulosic ethanol production processes, a pretreatment procedure is needed to disrupt the recalcitrant structure of the lignocellulosic materials so that the cellulose can be more efficiently hydrolyzed by cellulase enzymes [2]. These pretreatments include physical, biological, and chemical ways, such as uncatalyzed steam explosion, liquid hot water, dilute acid, flow-through acid pretreatment, lime, ammonium fiber/freeze explosion, and ammonium recycle percolation [3, 4]. Most of these methods involve a high temperature requirement, which is usually achieved through convection- or conduction-based heating.
Dielectric heating is an alternative method for conventional heating [5, 6]. Compared with conduction/convection heating, which is based on superficial heat transfer, dielectric heating uses the ability of some compounds to transform electromagnetic energy into heat; thus, heating is volumetric and rapid [7]. When lignocellulose is treated by dielectric heating, the more polar (lossy) part will absorb more energy, and thus, a “hot spot” within nonhomogeneous materials will be created. It is hypothesized that this unique heating feature results in an “explosion” effect among the particles and improves the disruption of the recalcitrant structures of lignocellulose. In addition, the electromagnetic field generated in the dielectric field might create nonthermal effects that also accelerate the destruction of the crystal structures [7].
Depending on the wavelength used in the heating devices, dielectric heating can be categorized as microwave or radio frequency [8]. Microwave-based heating has been investigated in the treatment of various lignocellulosic materials [9, 10]. This technology, however, is challenging to scale up. Compared with microwave, radio-frequency (RF) heating can penetrate dielectric materials more deeply because the wavelength of RF is up to 360 times greater than that of microwave [11]. This unique feature is advantageous when treating a large amount of sample, and thus, the process is easier to scale up. When RF heating is combined with chemical (e.g., alkali) treatment, the solid content in the chemical solution can be set at a very high level. Even under nonfluid conditions, the samples can still reach a uniform temperature profile by RF heating. This will greatly reduce the reactor volume required and, thus, the capital cost.
RF as a heating method has been widely applied in the food-processing industries over the past several decades [6, 12, 13]. However, there have been no reports on using RF heating for lignocellulose pretreatment. The objective of this research was to investigate the feasibility of combining RF heating with chemical pretreatment of switchgrass, a potential energy crop for ethanol production as defined by the US Department of Energy [14]. Alkali (NaOH) will be used in this case; however, it should be noted that the technology developed here can be applied to other chemicals.
Materials and Methods
Raw Materials
Switchgrass was obtained from Southern Virginia, USA. The material was air-dried and milled. The particles passing through US standard 10# sieve (with maximum sizes of 2 mm) were used as raw material.
NaOH Pretreatment with Radio-Frequency-Assisted Heating
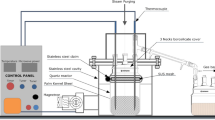
The RF pretreatment was carried out using a pilot-scale Strayfield 6kW RF heater system (Strayfield, Berkshire, England) with an operating frequency of 27.12 MHz and maximum power output of 6 kW (Fig. 1). As shown in Fig. 1, treatment was performed inside the chamber which has electrically insulated walls. The radio-frequency energy was generated via a pair of parallel rectangular plate electrodes; the lower plate applicator was mounted at a fixed position, while an upper electrode was adjustable. The desired coupling of RF energy was achieved by adjusting the distance between the two plate electrodes. In this work, the distance between the two plate applicators was 272 mm. When scaling up the RF-based pretreatment process, the area of the plate electrodes can be increased to “cover” more switchgrass materials, or the distance of the two plate electrodes can be adjusted to “accommodate” larger amount of materials [15]. The average power dissipation per unit volume of switchgrass (P, unit: W m−3) can be estimated by simply multiplying the current (I p) and voltage (V) through the heated materials, both of which can be recorded from the reading of the RF-heater system. The detailed calculation of power consumption and its mechanism was described by Tang et al. [15].

Diagram of radio-frequency heating system
Before treatment, the switchgrass particles were soaked in different concentrations of NaOH solutions at room temperature (ca. 20°C) for 2 h. The presoaked slurry was then transferred to a 5-l plastic container and treated by the RF system. Four fiber-optic sensors (UMI, FISO Technologies, Quebec, Canada) were inserted into different locations of the containers to monitor the sample temperature during the treatment. During the treatment, the temperature was controlled at 90°C with ±3°C fluctuation. Heating was maintained for 60 min.
When the experiment was completed, the container was removed from the RF chamber and cooled at room temperature. The treated slurry was filtered through a Whatman no. 4 filter paper in a Buchner funnel. The filtered cakes were washed by deionized water to neutralize the pH to 7.0 and stored for enzymatic hydrolysis. The liquid fraction after pretreatment contained oligosaccharides, which could not be easily quantified; thus, an extra step was performed to convert those oligosaccharides into monosaccharides before monosaccharide measurement. National Renewable Energy Laboratory (NREL) procedure (LAP 002) was used for this conversion [16].
NaOH Pretreatment with Conventional Heating
NaOH pretreatment of switchgrass with conventional heating was performed to evaluate the efficiency of RF heating. Similar to the RF pretreatment, the switchgrass particles were soaked in either pure water or different concentrations of NaOH solutions at room temperature (ca. 20°C) for 2 h. The presoaked slurry was then transferred to a sealed flask, which was heated at 90°C in a water-bath shaker. Heating was maintained for 60 min. After treatment, the flask was removed from the water bath and cooled at room temperature. The procedures for handling the solid and liquid fractions were the same as those used in RF heating.
Enzymatic Hydrolysis of Pretreated Switchgrass
Two commercials enzymes, Celluclast 1.5-L and Novozyme 188 (Sigma, St Louis, MO, USA), were used for enzymatic hydrolysis. Celluclast 1.5-L contained 98.2 FPU/ml of total cellulase; β-glucosidase activity of Novozyme-188 was 540 unit/ml. One FPU is defined as the enzyme amount that releases 1 μmol of glucose equivalents from Whatman no. 1 filter paper in 1 min. One unit of β-glucosidase activity is defined as the enzyme amount that converts 1 μmol of cellubiose to 2 μmol of glucose in 1 min [17].
Hydrolysis experiments were conducted in 125-ml Erlenmeyer flasks containing a 50-ml mixture of buffer solution (pH 4.8) and pretreated switchgrass. The buffer was 50 mM acetate buffer containing 40 mg/l tetracycline and 30 mg/l cycloheximide antibiotics. The cellulase enzyme loading was 12 FPU/g (dry basis) of substrate; equivalent to 15–20 FPU/g glucan. The β-glucosidase loading was 21 units/g substrate. Flasks were incubated at 50°C in an orbital shaker (160 rpm). During hydrolysis, 1.5 ml samples were taken from the hydrolysis system, chilled on ice, and centrifuged at 10,000×g for 10 min. The supernatants were stored for sugar analysis.
Analysis
The sugar compositions of the raw material and the liquid and solid fractions after pretreatment were analyzed according to NREL Laboratory Analytical Procedures 002 and 003 [16, 18]. Filter paper activity and β-glucosidase activity were determined according to standard International Union of Pure and Applied Chemistry procedures [17]. Glucose and xylose were measured using a Shimadzu Prominence High Performance Liquid Chromatography System (Shimadzu Scientific Instruments, Columbia, MD, USA) with a refractive index detector. An Aminex HPX-87H (Bio-Rad, Hercules, CA, USA) column was used with 0.1% (v/v) H2SO4 solution as the mobile phase. The flow rate was controlled at 0.6 ml/min; the column temperature was 65°C.
Results and Discussion
Switchgrass used in this study contained 33.6% glucan, 19.3% xylan, 21.4% lignin, and 3.9% ash. Because glucose and xylose are the major sugars (>90%) in switchgrass [19–22], the yields of the two types of sugars were used to evaluate the overall pretreatment efficiency. Here, the sugar yield was expressed as grams of sugar released per 100 g (dry weight) of original, untreated biomass (switchgrass). Based on the glucan and xylan contents, the maximum yield for glucose and xylose would be 33.6 × 1.111 = 37.3 and 19.3 × 1.136 = 21.9 g/100 g biomass, respectively.
RF-Assisted NaOH Treatment of Switchgrass at Different Solid Contents
One unique feature of RF is that it has a much greater wavelength and penetrates dielectric materials more deeply compared with other types of dielectric heating such as microwave [11]; thus, RF can treat a large amount of sample at high solid content. Particularly, when the solid content reaches a level where the solid–liquid mixture is not in the fluid state, conventional heating is not able to treat the sample due to poor heating transfer. RF heating can still be used to achieve a homogenous temperature profile for the sample. In the pretreatment of lignocellulosic materials, high solid content means more solid being treated for the same reactor volume, thus reducing the reactor volume required and the capital cost.
In this work, RF-assisted NaOH treatment was performed at solid contents of 16.6, 20, 25, 33.3, and 50%. As shown in Table 1, during the pretreatment, more xylose was produced than glucose. The compositions of glucan, xylan, and lignin in the pretreated solid were similar. Throughout the experiment, the sugar yields were not significantly different among different solid contents.
The pretreated solid materials were hydrolyzed by commercial enzymes, with 20 g/l substrate concentration at pH 4.8 and 50°C. It was found that the sugar content in the hydrolysate increased sharply in the first 12 h and reached stable levels after 72 h (data not shown). Therefore, the sugar released after 72 h of incubation was used for yield calculation. As shown in Fig. 2, the yields of glucose and xylose at both the hydrolysis stage and combined pretreatment/hydrolysis stages were maintained at stable levels due to the fact that the composition of the solid after pretreatment was almost constant (Table 1).

Effects of switchgrass solid content of RF pretreatment on the yield of glucose (filled squares), xylose (filled circles), and the total sugars. a Pretreatment stage; b hydrolysis stage; and c combined two stages. Pretreatment was performed at 90°C, 0.1 g NaOH/g biomass, for 60 min
Comparison of RF and Conventional Heating Pretreatment
The RF treatment and conventional heating were compared at 20% of solid content. It should be noted that when solid loading exceeded 20%, the sample was no longer in fluid state. In this situation, the conventional heating cannot treat the samples to a homogeneous temperature profile.
The two pretreatment methods were evaluated based on the yields of the sugars (glucose and xylose) obtained from both the pretreatment and enzymatic hydrolysis. As shown in Table 2, in the pretreatment stage, RF pretreatment led to a higher xylose yield than the conventional heating pretreatment. The glucose yield was very low for both pretreatment methods. In the hydrolysis stages, RF-treated switchgrass released 19.7 g glucose/100 g biomass, ∼28% higher than that released from conventionally heated switchgrass. Collectively, a total sugar yield of 36.5 g/100 g biomass was obtained from combined RF pretreatment and hydrolysis, while the corresponding yield from the conventional heating pretreatment and hydrolysis was 28.6 g/100 g biomass. It should be noted that alkali soaking itself has a significant effect on pretreatment performance, even without any heating. To account for the “alkali” effect on the pretreatment, additional experiment was conducted by soaking switchgrass with NaOH solution only (at room temperature, without any heating), and monitoring the sugar yield from this alkali-presoaked switchgrass. As shown in Table 2, the alkali treated switchgrass produced a 7.6 g xylose/100 g biomass, 12.6 g glucose/100 g biomass, and 20.3 g total sugars/100 g biomass. These sugar yields were lower than those obtained from the two heating-based pretreatments (Table 2), suggesting that the heating has a significant effect in comparison to no heating with NaOH pretreatment only. Overall, Table 2 shows that RF heating enhanced the solubilization of hemicellulose (xylan) in the pretreatment stage and enzymatic digestibility of cellulose (glucan) in the enzymatic hydrolysis stage. Such a trend (high hemicellulose removal followed by a high cellulose digestibility) has also been reported in pretreatment and hydrolysis of corn stover [23].
Effects of Particle Size on the Sugar Yield of RF-Pretreated Switchgrass
Particle size is an important substrate characteristic associated with available surface area. The reduction of particle size can increase the effective surface area to volume ratio and improve enzyme accessibility to active substrate sites [2, 24]. However, the milling of biomass is rather energy intensive, increases the pretreatment cost, and makes the process uneconomic. To investigate the effects of particle sizes of switchgrass on RF pretreatment efficiency, the milled switchgrass was further passed through US 10#, 18#, 35#, and 60# sieves and fractionated into four levels (2.0–1.0, 1.0–0.5, 0.5–0.25, and <0.25 mm). The alkali loading used was 0.1 g NaOH/g biomass. The lignin removal was similar with different particle sizes (Fig. 3a). During the pretreatment stage, the particle size reduction from 2.00 mm to <0.50 mm did not result in significant increase of xylose yield (Fig. 3b). At the particle size <0.25 mm, however, it was found that summation of xylose/glucose obtained in the liquid phase and the potential xylose/glucose released form the pretreated solid, i.e., 44.5 g/100 g biomass, was less than the maximum potential xylose/glucose contained in the original switchgrass (e.g., 52.9 g/100 g biomass; Table 3), suggesting that some sugars might degrade. In the hydrolysis stage, the glucose yield remained at a constant level, while xylose yield decreased at <0.25 mm of particles (Fig. 3c). This is probably due to the lower amount of xylan contained in the solid after RF pretreatment. Figure 3d shows that glucose, xylose, and total sugar yields from the combined the pretreatment and hydrolysis stages reached the highest level at 0.25–0.50 mm of particle size.

Effects of switchgrass particle size of RF pretreatment on lignin removal of original switchgrass (a); and the yield of glucose, xylose, and the total sugars in the pretreatment stage (b), hydrolysis stage (c), and combined two stages (d). Pretreatment was performed at 90°C, 20% solid content for 60 min
Effects of NaOH loading on RF-Pretreated Switchgrass
The effects of NaOH loading on the pretreatment of switchgrass were investigated by varying the NaOH loading from 0 to 0.30 g NaOH per gram of raw material. Raw material was partly solubilized during the pretreatment, and solubilization increased with NaOH loading. The lignin removal increased with alkali loading from 0 to 0.2 g NaOH/g biomass, while leveled off in the range of 0.2 to 0.3 g NaOH/g biomass (Fig. 4a). As shown in Fig. 4b, in the pretreatment stage, xylose yield increased when NaOH loading increased from 0 to 0.25 g/g biomass, with the highest xylose yield being 15.7 g/100 g biomass. The lignin removal reached the highest level (∼75%) at NaOH loading of 0.20 g/g biomass (data not shown). In the subsequent hydrolysis stage, both glucose and xylose yields increased when NaOH loading increased from 0 to 0.1 g NaOH/g biomass. When alkali loading exceeded 0.1 g NaOH/g biomass, the glucose yield leveled off while xylose yield decreased (Fig. 4c). Combining the pretreatment and hydrolysis stages, it was found that both glucose and xylose yields reached the highest levels at 0.25 g NaOH/g biomass (Fig. 4d). The highest glucose and xylose yields were 25.3 and 21.2 g/100 g biomass, respectively. The total sugar yield was 46.5 g/100 g biomass, corresponding to ∼80% of total maximum theoretical sugar yield contained in switchgrass. However, it should be noted that there is still room to further increase the pretreatment efficiency (i.e., sugar yield) if the RF heating could reach a temperature above 100°C.

Effects of NaOH loading of RF pretreatment on lignin removal of original switchgrass (a); and the yield of glucose, xylose, and the total sugars in the pretreatment state (b), hydrolysis stage (c), and combined two stages (d). Pretreatment was performed at 90°C, 20% solid content for 60 min
Conclusion
In summary, the above results show the potential of using radio-frequency-based dielectric heating as an efficient method in the pretreatment of switchgrass to increase its enzymatic digestibility. When combined with chemical treatment, RF heating can treat samples at very high levels of solid contents (20–50%), at which the conventional heating was difficult to employ due to the loss of fluidity and poor mixing of the materials. Compared with conventional heating pretreatment, RF heating of switchgrass increased the sugar yield in both pretreatment and enzymatic hydrolysis stages. Our current work is under way to develop an enclosed reactor for RF heating which can reach a higher temperature so that the sugar yield could be further improved. The effects of heating time and temperature on the RF-based pretreatment need to be investigated in the future study. An appropriate combination of these two parameters, such as a lower temperature with longer time, might be an effective way to improve the pretreatment performance. Future work is needed to develop a large-scale RF-based pretreatment process. Indeed, RF-based heating has been used in a wide range of industrial applications including welding thin sheets of plastic materials to form fabricated articles, curing glue in plywood, heating rubber, and drying various products such as textile, paper, glass fiber, and foodstuffs [15]; however, there have been no reports on applying RF for biomass pretreatment. Other types of chemicals (e.g., acids or solvents) may also need to be tested with the combination of RF heating due to the relative difficulty of NaOH recovery.
References
Dalgaard, T., Jorgensen, U., Olesen, J. E., Jensen, E. S., & Kristensen, E. S. (1998). Looking at biofuels and bioenergy. Science, 312, 1743–1743.
Chundawat, S. P. S., Venkatesh, B., & Dale, B. E. (2007). Effect of particle size based separation of milled corn stover on AFEX pretreatment and enzymatic digestibility. Biotechnology and Bioengineering, 96, 219–231.
Wyman, C. E., Dale, B. E., Elander, R. T., Holtzapple, M., Ladisch, M. R., & Lee, Y. Y. (2005). Coordinated development of leading biomass pretreatment technologies. Bioresource Technology, 96, 1959–1966.
Wyman, C. E., Dale, B. E., Elander, R. T., Holtzapple, M., Ladisch, M. R., & Lee, Y. Y. (2005). Comparative sugar recovery data from laboratory scale application of leading pretreatment technologies to corn stover. Bioresource Technology, 96, 2026–2032.
Zhao, Y. Y., Flugstad, B., Kolbe, E., Park, J. W., & Wells, J. H. (2000). Using capacitive (radio frequency) dielectric heating in food processing and preservation - A review. Journal of Food Process Engineering, 23, 25–55.
Piyasena, P., Dussault, C., Koutchma, T., Ramaswamy, H. S., & Awuah, G. B. (2003). Radio frequency heating of foods: Principles, applications and related properties - A review. Critical Reviews in Food Science, 43, 587–606.
de la Hoz, A., Diaz-Ortiz, A., & Moreno, A. (2005). Microwaves in organic synthesis: Thermal and non-thermal microwave effects. Chemical Society Reviews, 34, 164–178.
Oberndorfer, C., Pawelzik, E., & Lucke, W. (2000). Prospects for the application of dielectric heating processes in the pre-treatment of oilseeds. European Journal Lipid Science Technology, 102, 487–493.
Azuma, J., Asai, T., Isaka, M., & Koshijima, T. (1985). Enhancement of enzymatic susceptibility of lignocellulosic wastes by microwave irradiation. Journal Fermentation Technology, 63, 529–536.
Zhu, S. D., Wu, Y. X., Yu, Z. N., Chen, Q. M., Wu, G. Y., Yu, F. Q., et al. (2006). Microwave-assisted alkali pre-treatment of wheat straw and its enzymatic hydrolysis. Biosystem Engineering, 94, 437–442.
Marra, F., Lyng, J., Romano, V., & McKenna, B. (2007). Radio-frequency heating of foodstuff: Solution and validation of a mathematical model. Journal of Food Engineering, 79, 998–1006.
McKenna, B. M., Lyng, J., Brunton, N., & Shirsat, N. (2006). Advances in radio frequency and ohmic heating of meats. Journal of Food Engineering, 77, 215–229.
Marshall, M. G., & Metaxas, A. C. (1999). Radio frequency assisted heat pump drying of crushed brick. Applied Thermal Engineering, 19, 375–388.
Kaylen, M. S. (2005). An economic analysis of using alternative fuels in a mass burn boiler. Bioresource Technology, 96, 1943–1949.
Tang, J., Wang, Y., & Chan, T. V. (2004). Radio frequency heating in food processing. In: Gustavo Barbosa-Cánovas (Ed.), Novel food processing technologies, chapter 24. (pp. 501–524). Boca Raton, FL: CRC Press.
Ruiz, R., & Ehrman, T. (1996). Determination of carbohydrates in biomass by high performance liquid chromatography. In: Laboratory Analytic Procedure LAP-002. National Renewable Energy Laboratory (NREL), Golden, CO.
Ghose, T. K. (1987). Measurement of cellulase activities. Pure and Applied Chemistry, 59, 257–268.
Ruiz, R., & Ehrman, T. (1996). Determination of acid-insoluble lignin in biomass. In: Laboratory Analytic Procedure LAP-003. National Renewable Energy Laboratory (NREL), Golden, CO.
Adler, P. R., Sanderson, M. A., Boateng, A. A., Weimer, P. I., & Jung, H. J. G. (2006). Biomass yield and biofuel quality of switchgrass harvested in fall or spring. Agronomy Journal, 98, 1518–1525.
Dien, B. S., Jung, H. J. G., Vogel, K. P., Casler, M. D., Lamb, J. F. S., Iten, L., et al. (2006). Chemical composition and response to dilute-acid pretreatment and enzymatic saccharification of alfalfa, reed canarygrass, and switchgrass. Biomass Bioenergy, 30, 880–891.
Fike, J. H., Parrish, D. J., Wolf, D. D., Balasko, J. A., Green, J. T., Rasnake, M., et al. (2006). Long-term yield potential of switchgrass-for-biofuel systems. Biomass Bioenergy, 30, 198–206.
Fike, J. H., Parrish, D. J., Wolf, D. D., Balasko, J. A., Green, J. T., Rasnake, M., et al. (2006). Switchgrass production for the upper southeastern USA: Influence of cultivar and cutting frequency on biomass yields. Biomass Bioenergy, 30, 207–213.
Yang, B., & Wyman, C. E. (2004). Effect of xylan and lignin removal by batch and flowthrough pretreatment on the enzymatic digestibility of corn stover cellulose. Biotechnology and Bioengineering, 86, 88–95.
Mansfield, S. D., Mooney, C., & Saddler, J. N. (1999). Substrate and enzyme characteristics that limit cellulose hydrolysis. Biotechnology Progress, 15, 804–816.
Acknowledgment
This work is supported by USDA CSREES (2006-38909-03484).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Hu, Z., Wang, Y. & Wen, Z. Alkali (NaOH) Pretreatment of Switchgrass by Radio Frequency-based Dielectric Heating. Appl Biochem Biotechnol 148, 71–81 (2008). https://doi.org/10.1007/s12010-007-8083-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-007-8083-1