
Abstract
Castor oil (CO)-based reactive diluent for UV-curable urethane acrylate oligomers was synthesized by the reaction of a CO with diethanolamine and the resultant product was subsequently reacted with allyl chloroformate. The reactive diluent was characterized by FTIR and 1H NMR techniques. This reactive diluent was incorporated in a urethane acrylate oligomer and photoinitiator at different weight fractions varying from 5 to 25 wt% for UV curing. The effects of reactive diluent concentrations on the viscosity of the formulations along with mechanical, chemical, and optical properties of UV-curable coatings were studied. Furthermore, the cured films were evaluated for glass transition temperature (T g) determined by differential scanning calorimetry and thermal stability by thermogravimetric analysis. Gel content and water absorption of UV-cured films were evaluated.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Radiation curing coating has seen rapid growth due to the absence of any volatile organic content, speed, and efficiency in the process enabling it to be referred to as a green process. Reactive diluent facilitates easy processing of the coating by lowering the viscosity of the formulation.1–5
There are several reactive diluents based on urethane, acrylate, and epoxy reported in the literature, such as 2-(methacryloyloxy)ethyl-2-(methacryloyloxy)ethylcarbamate, 2-(methacryloyloxy)ethyl-3-(methacryloyloxy) propylcarbamate, 1-(methacryloyloxy)propan-2-yl-3-(methacryloyloxy)propylcarbamate, trimethylolpropane triacrylate, tripropylene glycol diacrylate,6–8 para-substituted 2-ally1 phenyl acrylates, and diallyl, dipropenyl, and dipropyl bisphenol-A diiacrylates.9
These reactive diluents are based on petroleum resources, which will have serious limitations of availability in the near future as being a nonrenewable resource.10,11 Therefore, the focus is on renewable resources like as lignin, tannin, starch, vegetable oils, etc., which are looked upon as cheap, nontoxic, and abundantly available materials for coating applications.12–15
The biobased materials are useful for UV-curing application. A great deal of research has been carried out on modification and application of biobased material for UV curing such as photoinitiated polymerization of epoxidized soyabean oil,16,17 the cationic photopolymerization of epoxynorbornane linseed oils,18 UV crosslinking of acrylated epoxidized linseed oil, acrylated epoxidized soybean oil,19,20 UV-cured coatings of castor oil (CO) modified by acrylate,6 and photo-curing of a pigmented UV-curable tung oil alkyd system.21
The research is focused on the use of renewable material such as CO to synthesize reactive diluents for UV-curable urethane acrylate oligomers and examines its coatings properties.
Experimental
Material
The CO was procured from the local market. The allyl chloroformate was purchased from Spectrochem Pvt. Ltd. The triethylamine (TEA), sodium methoxide, diethanolamine, diethyl ether, sodium sulfate, tetrahydrofuran (THF), and methyl ethyl ketone (MEK) were purchased from S. d. Fine Chem. Ltd. The urethane acrylate oligomer (DESMOLUX VPLS 2265) was obtained from Bayer MaterialScience India and Irgacure 184 photoinitiator was obtained from Ciba Specialty Chemicals Inc. All reagents were used without further purification.
Synthesis of diethanol fatty amide of castor oil (FACO)
Diethanolamine (0.1887 mol) and sodium methoxide (0.007 mol) were mixed in a four necked round bottom flask fitted with a mechanical stirrer, thermometer, and condenser. The contents were heated at 110°C and CO (0.0539 mol) was added dropwise over a period of 60 min. The progress of the reaction was monitored by thin layer chromatography. As the reaction was completed, the product was dissolved in diethyl ether, washed with 15% aqueous NaCl, and dried over anhydrous sodium sulfate. The ethereal layer was separated, filtered, and subjected to a vacuum evaporator to obtain diethanol fatty amide. The reaction scheme is shown in Fig. 1.

Synthesis of diethanol fatty amide of castor oil (FACO)
Synthesis of triallyl formate fatty amide (TFFA)
Diethanol fatty amide (0.0522 mol), triethylamine (0.18 mol), and 20 ml tetrahydrofuran were taken in a two neck round bottom flask, equipped with guard tube and dropping funnel. The reaction mixture was cooled at 0°C and then allyl chloroformate (0.1673 mol) was added dropwise for 1 h under stirring. Thereafter, the reaction mixture was stirred at room temperature for 4 h. Reaction was monitored by thin layer chromatography. After the reaction was complete, the product was purified by washing with water and dried over sodium sulfate. The reaction scheme is shown in Fig. 2.

Synthesis of triallyl formate fatty amide
Formulation of UV-curable coating
The triallyl formate fatty amide (TFFA) as a reactive diluent was used in different concentrations with respect to the urethane acrylate oligomer and photoinitiator. The photoinitiator was dissolved in the reactive diluent and oligomer mixture, then applied over 3 × 6 in. wood panel using bar applicator at 100 µm film thickness and cured by IR/UV curing machine (UNIQUE UV Curing Machine, India) with the high-pressure mercury lamp (UV Curing Lamp Power 4 kW: wavelength: 300–400 nm) the exposure time was 20 s. The formulation of UV-curable coatings is shown in Table 1.
Characterization
FTIR spectra (Shimadzo 8400 s, Japan) of TFFA and the cured polymer films were recorded by using ATR technique. The range of spectra was 4000 to 400 cm−1.
1H NMR spectrum of TFFA was recorded at 400 MHz using Bruker Biospin (Avance AV500WB, Germany) using deuterated chloroform as solvent and tetramethylsilane (TMS) as an internal standard.
Thermal analysis of cured polymer was done by thermogravimetric analysis instrument DSC/TGA (Q600; T.A. Instruments, USA). The sample was taken in an aluminum pan and was kept for the thermal analysis under nitrogen atmosphere at a heating rate of 10°C/min between the temperature ranges of 30–600°C.
Glass transition temperature of cured polymer was determined using differential scanning calorimetry (DSC) TA Q100 analyzer (T.A. Instruments, USA). The sample was taken in an aluminum pan and was kept for thermal analysis in DSC under nitrogen atmosphere at a heating rate of 10°C/min between the temperature ranges of 0–100°C.
Hydroxyl value was determined by using ASTM D 1957-86, by refluxing the sample with pyridine–acetic anhydride mixture and the titrated with KOH in the presence of phenolphthalein indicator.
Iodine value was determined according to the Wijs method by using iodine monochloride solution in acetic and carbon tertrachloride and determining the excess halogen by addition of KI solution and titration of the liberated iodine with a sodium thiosulfate (ASTM D 1959-97).
The viscosity of urethane acrylate oligomer with varying concentrations of reactive diluent was measured by using Brookfield Viscometer according to ASTM D 2196.
The cured film was carefully peeled off from the Teflon sheet, in order to measure the gel content, and a known weight of the polymer film was extracted in tetrahydrofuron at room temperature for 24 h. The residues were dried at 70°C in order to get a constant weight. The gel content of the cured film was then determined by the equation22:
where W t is the weight after extraction and W 0 is the weight before extraction.
Water absorption of UV-cured films was performed according to ASTM D570. The UV-cured films were dried at 80°C in a vacuum oven until a constant weight was attained. Then, they were immersed in water at room temperature for 24 h. The UV-cured films were removed, patted dry with a lint-free cloth, and weighed. The percent water gain was determined by the equation.
where W d and W w denote initial weight of material prior to the exposure to water absorption and weight of material after exposure to water absorption, respectively.
Testing of coatings
Gloss of the cured films was measured on a calibrated instrument at 60° angle of reflectance using a digital mini gloss meter (Rhopoint Instruments, ASTM D 523-99). This test method covers the measurement of the specular gloss of coatings for glossmeter geometries of angle 60°.
The hardness of the coating which was applied onto the wood panel was measured by pencil hardness test according to ASTM D 3363. This test method covers a procedure for rapid, inexpensive determination of the film hardness of an organic coating on a substrate in terms of pencil leads of known hardness.
The scratch hardness was determined by the automatic scratch hardness tester as per ASTM D7027. This test method covers hardness of organic coating on a substrate by increasing weight in an automatic scratch hardness tester.
Solvent resistance of coating was determined by ASTM D 5402-93 using solvent rub technique for assessing the solvent resistance of an organic coating by rubbing the coating with a cloth saturated with the MEK.
Adhesion test was performed by crosscut adhesion tester used to check the adhesion of the coated film to wood substrate, according to ASTM D 3359.
Stain test of coatings was performed according to ASTM D 3023-98. The coatings were applied onto wood substrate (3 × 3 in.). Different stain was applied on coatings and covered with filter paper for 24 h, they were washed with water and then ethanol.
Results and discussion
Physico-chemical analysis
The physico-chemical analysis of CO, FACO, and TFFA is shown in Table 2. The synthesis of FACO was monitored by a change in hydroxyl value of CO; after the reaction of CO with diethanolamine, the hydroxyl value was changed from 160.57 to 425.52 mg of KOH/g and showed the formation of FACO. The hydroxyl value of FACO was reduced to 3.07 after the reaction with allyl chloroformate. Also, the iodine value of CO was 83.68 g of I2/100 g and it was increased to 197.83 g of I2/100 g after the reaction of FACO with allyl chloroformate.
FTIR analysis of CO, FACO, TFFA, and UV-cured polymer
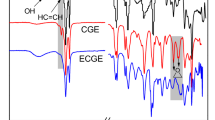
FTIR spectra of CO, FACO, TFFA, and UV-cured polymer are shown in Fig. 3. The peak at 3400.50 cm−1 in spectrum a corresponds to O–H stretching of CO. The peak at 1740.11 cm−1 in spectrum a corresponds to C=O stretching of ester. The peak at 3381.21 cm−1 in spectrum b is assigned to O–H stretching, and the peak at 1620.21 cm−1 in spectrum b corresponds to C=O stretching of amide. The absence of C=O stretching of ester and presence of C=O stretching of amide in spectrum b shows the formation of fatty amide. The peak at 3016.48 cm−1 in spectrum c corresponds to =C–H stretching, the peak at 2928.57 and 2851.64 cm−1 in spectrum c is assigned to CH2 asymmetric and symmetric stretching, respectively. The peak at 1742.12 cm−1 in spectrum c corresponds to C=O stretching of carbonate. The peak at 1643.36 cm−1 and 1621.41 cm−1 in spectrum c corresponds to C=C stretching of allylic bond and double-bond present in the long alkyl chain, respectively. The peak at 1462.20 cm−1 in spectrum c is assigned to C–H bending. The peak at 1212.65 cm−1 in spectrum c corresponds to C–O stretching of carbonate. The peak of =C–H was absent in spectrum d exhibited the consumption of double-bond by UV crosslinking and curing of the film. The FTIR results show that the TFFA was successfully synthesized from diethanol fatty amide and the UV-cured polymer was formed.

FTIR spectrum of (a) CO, (b) FACO, (c) TFFA, and (d) UV-cured polymer
1H NMR spectra of triallyl formate fatty amide (TFFA)
The 1H NMR spectrum of TFFA is shown in Fig. 4. From Fig. 4, the 1H NMR (CDCl3) of TFFA shows a characteristic peak at δ 0.9 t assigned to terminal CH3 (n), the peak at δ 1.2 corresponds to –CH2–CH2–CH2– (m), the peak at δ 1.43 m is assigned to –CH2 (l), the peak at δ 1.6 m corresponds to –CH2 (k), the peak at δ 2.15 m relates to –CH2 (j), the peak at δ 2.2 t is assigned to –CH2 (i), the peak at δ 2.3 t corresponds to –CH2 (h), the peak at δ 3.65 t corresponds to N–CH2 (g), the peak at δ 3.8 m is assigned to –CH–O (f), the peak at δ 4.2 t corresponds to –CH2–O (e), the peak at δ 4.6 m is assigned to –CH2–O (d), the peaks at δ 5.25 and 5.3 dd correspond to –CH2 of double-bond (c), the peak at δ 5.45 d corresponds to CH=CH (b), and the peak at δ 5.93 m corresponds to –CH of double-bond (a). Thus, from the 1H NMR spectral data, it is concluded that TFFA was successfully synthesized.

1H NMR spectrum of TFFA
Effect of reactive diluent concentration on viscosity
The effect of concentration of reactive diluent on the viscosity of urethane acrylate oligomer is shown in Fig. 5. The viscosity of urethane acrylate oligomer drops down from 1070 to 470 cps as the concentration of reactive diluent increases in the formulation from 0 to 25 wt%. Therefore, there is a change in viscosity of urethane acrylate oligomer as a function of concentration of reactive diluent.

Effect of reactive diluent on viscosity of oligomer
Determination of gel content
The extent of photopolymerization of the urethane acrylate oligomer and reactive diluent on UV exposure were determined by solvent extraction in terms of gel content. Figure 6 shows the change in gel content as a function of UV exposure time for the urethane acrylate oligomers consisting of different concentrations of reactive diluent. It was found that there were drastic increases in gel content, up to 38% within 5 s. The gel content of UV-cured films increased progressively with UV exposure time and became 98% at 20 s. The gel content of polymer increased with UV exposure time due to the increasing crosslinking.

Gel content of polymer with different exposure time
Water absorption properties
The increase in the weight fraction of the reactive diluent in the formulation increased the crosslinking density thus decreasing the void volume.23,24 Moreover, the hydrocarbon chain link between the unsaturated groups is hydrophobic in nature, and this also helps in enhancing the water resistance of the cured films.
Figure 7 shows that the water absorption of the cured films decreased with increased concentration of reactive diluent in the final UV-cured polymer. It could be attributed to the fact that the crosslinking of the polymer increased with the content of reactive diluent and led to the decreased free volume in the polymer matrix. It also could be due to the increased long alkyl hydrophobic chain concentration in the polymer with the reactive diluent, which repels the water molecules penetration in the crosslink matrix. The water molecules absorbed by polymer film may exist as bound water or unbounded cluster.25 The small free volume and increasing hydrophobicity of polymer restrict the entry of water molecules into the polymer matrix and retard the water absorption capacity of crosslinked polymer with increasing concentration of reactive diluent.

Water absorption of UV-cured polymer film consisting of different concentrations of reactive diluent
Differential scanning calorimetry (DSC)
Glass transition temperature (T g) of UV-cured polymers consisting of different concentrations of TFFA as a reactive diluent is shown in Fig. 8. It was observed that T g of the UV-cured polymers slightly shifted with concentration of TFFA. The increase in reactive diluent concentration increased the crosslinking density, which increased the T g of the film. However, the long hydrocarbon chains between the reactive sites were also increased. This increased carbon chain as soft segments was responsible for lowering the T g. However, this effect was offset by the enhanced crosslinking. Therefore, the cumulative effect in the coating retains the T g.

DSC analysis of UV-cured polymer films consisting of different concentrations of reactive diluent
Thermogravimetric analysis of UV-cured films
The thermogram of UV-cured polymer films with varying concentrations of TFFA reactive diluent is shown in Fig. 9. From Fig. 9, it is observed that the polymer films showed single-step degradation and the 50% weight loss occurred up to 420°C for all the films. This is due to the decomposition of the aliphatic segments and urethane linkages. The thermal stability of 20 and 25 wt% TFFA-based polymer is higher than 5, 10, and 15 wt% TFFA-based polymer between the temperatures 250–380°C, due to the higher crosslinking matrix in the 20 and 25 wt% TFFA-based UV-cured polymer. The crosslinking increases the thermal stability of the polymer.26,27 The disruption of urethane bonds causes decomposition of hard segments and thermally stable amide linkages correspond to the temperature 280–320°C.28,29

Thermogravimetric analysis of UV-cured polymer films
Gloss of UV-cured coating
The effect of reactive diluent on the surface smoothness property of the coating was determined by gloss measurement at 60° angle. Figure 10 shows that gloss of the coating increased with reactive diluent. This could be due to the crosslinking of the UV-cured polymer increasing with reactive diluent concentration. Therefore, the crosslinking increases the surface smoothness property of the coatings, which enhances the gloss of coatings.22

Effect of reactive diluent on the gloss of coatings
Stain test
Stain tests of UV-cured coatings onto wood substrate was carried out according to ASTM D 3023-98 with mustard oil, permanent ink, ball-point ink, washable ink, wax, hair oil, sauce, shoe polish, and tincture of iodine. The coating showed excellent stain resistance due to the presence of long alkyl chain30 of fatty amide and also could be due to the highly crosslinked network. Therefore, as the concentration of reactive diluent increased the long chain content also increased, which enhanced the stain resistance of coatings. The stain resistance of UV-cured coatings consisting of different concentrations of reactive diluent is shown in Table 3.
Coating properties
The critical properties of most coating films are related to their ability to withstand use without damage. After completing UV curing, several film properties were evaluated, such as pencil hardness, scratch hardness, adhesion, and solvent resistance according to ASTM. The pencil hardness, scratch hardness, and adhesion of coatings increased with reactive diluent due to the increasing crosslinking of the polymer. The –NH groups of urethane linkages formed hydrogen bonds with the substrate, which enhanced scratch hardness, adhesion, and pencil hardness of coatings.31 The solvent rub test was carried out for 500 cycles using MEK. The coatings exhibited very good results without any defects like loss of gloss and dissolution of coating films. The coatings showed excellent mechanical and solvent resistance properties due to the urethane and carbonate linkages from hydrogen bonding with substrate and also due to the high crosslinking of polymer. The mechanical and solvent resistance properties of coatings are shown in Table 4.
Conclusion
The CO-based reactive diluent for urethane acrylate oligomer was successfully synthesized and characterized. The PU-AC oligomer was cured in 20 s with 98% conversion and characterized by gel content (%). The water absorption property of UV-cured PU-AC was drastically reduced to 0.5 from 1.47% with increasing reactive diluent. The viscosity of the PU-AC oligomer was reduced from 1070 to 470 cps with increasing concentration of reactive diluent. No remarkable change in the thermal degradation (TGA) of UV-cured PU-AC with reactive diluent was observed. The glass transition temperature (T g) was slightly increased with reactive diluent concentration. The improvement in optical and mechanical properties of UV-cured PU-AC films was observed with reactive diluent concentration. Therefore, TFFA acts as an effective reactive diluent for UV-curable oligomers.
References
Lin, X, Zhang, S, Qian, J, “Synthesis and Properties of a Novel UV-Curable Waterborne Hyperbranched Polyurethane.” J. Coat. Technol. Res., 11 319–328 (2014)
Tasic, S, Bozic, B, Dunjic, B, “Synthesis of New Hyperbranched Urethane-Acrylates and Their Evaluation in UV-Curable Coatings.” Prog. Org. Coat., 51 321–328 (2004)
Thanamongkollit, N, Miller, KR, Soucek, MD, “Synthesis of UV-Curable Tung Oil and UV-Curable Tung Oil Based Alkyd.” Prog. Org. Coat., 73 425–434 (2012)
Fouassier, JP, Allonas, X, Lalevee, J, Dietlin, C, Photoinitiators for Free Radical Polymerization Reactions. Wiley Inc., Hoboken, 2010
Hong, JW, Kim, HK, Yu, JA, Kim, YB, “Characterization of UV-Curable Reactive Diluent Containing Quaternary Ammonium Salts for Antistatic Coating.” J. Appl. Polym. Sci., 84 132–137 (2002)
Palanisamy, A, Rao, BS, “Photo-DSC and Dynamic Mechanical Studies on UV Curable Compositions Containing Diacrylate of Ricinoleic Acid Amide Derived from Castor Oil.” Prog. Org. Coat., 60 161–169 (2007)
Gao, J, Sun, B, Li, X, Ma, Y, “UV-Curable Coating of Unsaturated Polyester/Epoxy Resins Containing Polyhedral Oligomeric Silsesquioxanes.” Int. J. Polym. Mat., 60 1000–1014 (2011)
Kunwong, D, Sumanochitraporn, N, Kaewpirom, S, “Curing Behavior of a UV-Curable Coating Based on Urethane Acrylate Oligomer: The Influence of Reactive Monomers.” Songkl. J. Sci. Technol., 33 201–207 (2011)
RupaVani, JN, Viaya Lakshmi, V, Sitaramam, BS, Krishnamurti, N, “Syntheses of Ally1 Phenyl Acrylates and Their Evaluation as Reactive Diluents in UV-Curable Coating Compositions.” Prog. Org. Coat., 21 339–352 (1993)
Bhunia, HP, Jana, RN, Basak, A, Lenka, S, Nando, GB, ““Synthesis of Polyurethane From Cashew Nut Shell Liquid (CNSL), a Renewable Resource.” J. Polym. Sci. A, 36 391–400 (1998)
Basturk, E, Inan, T, Gungor, A, “Flame Retardant UV-Curable Acrylated Epoxidized Soybean Oil Based Organic–Inorganic Hybrid Coating.” Prog. Org. Coat., 76 985–992 (2013)
Das, G, Karak, N, “Epoxidized Mesua ferrea L. Seed Oil-Based Reactive Diluent for BPA Epoxy Resin and Their Green Nanocomposites.” Prog. Org. Coat., 66 59–64 (2009)
David, SB, Sathiyalekshmi, K, Allen, GRG, “Studies on Acrylated Epoxydised Triglyceride Resin-co-Butyl Methacrylate Towards the Development of Biodegradable Pressure Sensitive Adhesives.” J. Mater. Sci. Mater. Med., 20 S61–S70 (2009)
Khot, SN, Lascala, JJ, Can, E, Morye, SS, Williams, GI, Palmese, GR, Kusefoglu, SH, Wool, RP, “Development and Applications of Triglyceride Based Polymers and Composites.” J. Appl. Polym. Sci., 82 703–723 (2001)
Marina, G, Lucas, ME, Joan, CR, Gerard, L, Virginia, C, “Vegetable Oil-Based Thermosetting Polymers.” J. Lipid Sci. Technol., 112 87–96 (2009)
Chakrapani, S, Crivello, JV, “Synthesis and Photoinitiated Cationic Polymerization of Epoxidized Castor Oil and Its Derivatives.” J.M.S. Pure Appl. Chem., A35 1–20 (1998)
Decker, C, Viet, TNT, Thi, HP, “Photoinitiated Cationic Polymerization of Epoxides.” Polym. Int., 50 986–997 (2001)
Zong, Z, Soucek, MD, Liu, Y, Hu, J, “Cationic Photopolymerization of Epoxynorbornane Linseed Oils: The Effect of Diluents.” J. Polym. Sci. A, 41 3440–3456 (2003)
Mahendran, AR, Wuzella, G, Aust, N, Kandelbauer, A, Muller, U, “Photocrosslinkable Modified Vegetable Oil Based Resin for Wood Surface Coating Application.” Prog. Org. Coat., 74 697–704 (2012)
Habib, F, Bajpai, M, “Synthesis and Characterization of Acrylated Epoxidized Soybean Oil for UV Cured Coatings.” Chem. Chem. Tech., 5 317–326 (2011)
Chittavanich, P, Miller, K, Soucek, MD, “A Photo-curing Study of a Pigmented UV-Curable Alkyd.” Prog. Org. Coat., 73 392–400 (2012)
Tathe, DS, Jagtap, RN, “Synthesis of Bio-based Polyurethane from Modified Prosopis juliflora Oil.” J. Am. Oil Chem. Soc., 90 1405–1413 (2013)
Manfredi, LB, Fraga, AN, Vazquez, A, “Influence of the Network Structure and Void Content on Hygrothermal Stability of Resol Resin Modified with Epoxy–Amine.” J. Appl. Polym. Sci., 102 588–597 (2006)
Saijun, D, Nakason, C, Kaesaman, A, Klinpituksa, P, “Water Absorption and Mechanical Properties of Water Swellable Natural Rubber.” Songkl. J. Sci. Technol., 31 561–565 (2009)
Tan, SG, Chow, WS, “Thermal Properties, Curing Characteristics and Water Absorption of Soybean Oil-Based Thermoset.” eXPRE. Polym. Lett., 5 480–492 (2011)
Ying Xia, Y, Larock, RC, “Castor Oil-Based Thermosets with Varied Crosslink Densities Prepared by Ring-Opening Metathesis Polymerization (ROMP).” Polym., 51 2508–2514 (2010)
Oprea, S, “Properties of Crosslinked Polyurethanes Obtained by Acrylic Side-Group Polymerization and of Their Blends with Various Plant Oils.” J. Appl. Polym. Sci., 129 3640–3649 (2013)
Pramanik, S, Konwarh, R, Sagar, K, Konwar, BK, Karak, N, “Bio-degradable Vegetable Oil Based Hyperbranched Poly(ester amide) as an Advanced Surface Coating Material.” Prog. Org. Coat., 76 689–697 (2013)
Wei, Y, Cheng, F, Li, H, Yu, J, “Thermal Properties and Micromorphology of Polyurethane Resins Based on Liquefied Benzylated Wood.” J. Sci. Ind. Res., 64 435–439 (2005)
Lawrence, P, Charles, E, Sandra, D, “Stain-Resistant Polyester Overcoat for a Photographic Element.” EP Patent 1 255 159 A2, 2002
Cecilia, OA, Emmanuel, TA, Thomas, Z, “Studies on Newly Developed Urethane Modified Polyetheramide Coatings from Albizia benth oil.” Prog. Org. Coat., 71 89–97 (2011)
Acknowledgments
We wish to thank UGC Green Tech. for providing financial support and Mr. Sunil S. Daddikar (Director, Unique UV & Light PVT. Ltd., Vasai.) for providing the UV curing facility.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Tathe, D.S., Jagtap, R.N. Biobased reactive diluent for UV-curable urethane acrylate oligomers for wood coating. J Coat Technol Res 12, 187–196 (2015). https://doi.org/10.1007/s11998-014-9616-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-014-9616-5