
Abstract
The present study focuses on the use of renewable resource, namely karanja oil for the development of polyurethane foams. The non-edible oil was chemically modified into the diethanolamide by hydroxylation followed by transamidation. The structure of the diethanolamide was confirmed by proton nuclear magnetic resonance spectroscopy, infrared spectroscopy and gas chromatography–mass spectrometry and used as polyol to prepare water-blown polyurethane foams. Polyurethane foams were produced with carbon dioxide as the blowing agent generated by the reaction between excess polymeric MDI with water. Foams were prepared by a hand mixing process which involved blending of the diethanolamide with polypropylene glycol, polymeric MDI, water, catalyst and surfactant. The hydroxyamide content, catalyst nature and molecular weight of polypropylene glycol were varied and the effect on the properties was studied. Foam rise time and other physical properties such as density, compression strength and flexural strength were evaluated. Optical microscopy was used to study the morphology to reveal the closed cell nature and other structure–property relationships.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyurethane (PU) foams have been used commercially for a variety of applications. These foams play an important role in several industrial products like footwear, insulation to furniture, car seating, packaging etc. The use of polyurethane foams is increasing rapidly day by day due to its light weight, excellent strength-to-weight ratio, superior insulating abilities, good energy absorbing performance and comfort behavior [1].
PU foam is traditionally synthesized by the reaction of diisocyanates with polyols [2]. Most commercial polyols are derived from petroleum resources which are diminishing rapidly. The current research is being focused on developing newer technologies from renewable resources [3–5]. In the last several decades, researchers have focused on the use of vegetable-oil-based polyols for the preparation of PU foams [6–11]. Vegetable oils are important raw materials for the production of PU because they lead to PU with low toxicity, inherent biodegradability and high purity [6, 12–14]. The hydrophobic nature of vegetable oils further contributes to polyurethanes with excellent chemical and physical properties like high tensile strength, high tear strength, enhanced hydrolytic tendencies and thermal stability.
Castor oil containing hydroxy groups was extensively used as the polyol in the fabrication of PU elastomers and semirigid foams [12–14]. Soy polyols were prepared from epoxidized soybean oil by Javni et al. [15, 16]. Bhattacharya et al. [17] prepared flexible PU foams with modified soy-based polyols.
Several research studies using palm oil (PO) for PU preparation have been reported [18, 19]. Epoxidized palm oil was used to produce polyols by the Malaysian Palm Oil Board (MPOB) several decades back [20, 21]. A polyol derived from refined-bleached-deodorized (RBD) palm oil was used by Chian et al. [22] to produce rigid PU foam which had density of approximately 200 kg/m3 with a compressive strength >1 MPa. Salmaiah et al. [23] reported that palm oil-based polyols can be used for producing semi rigid and rigid foams, which can be employed as insulation, wall and ceiling panels. Siwayanan et al. [24] reported the preparation of PU from PO polyols by epoxidizing triglyceride molecules followed by the reaction of epoxides with polyhydric alcohols.
The properties of the final foam product depend on the side chain length of the hydroxy bearing groups, the extent of branching and the total number of hydroxy groups. While short chain length compounds with tri and tetra functional alcohols are used to produce rigid foams, longer chain length compounds with trifunctional alcohols are used to generate more flexible foams. However, many of the vegetable oil-based polyols used to produce PU foams have their hydroxyl groups located in the middle of the triacylglycerol alkyl chains. As a result, when these polyols are crosslinked, the pendant chains are unsupported leading to a decrease in rigidity of PU foams [25]. In addition, the pendant chains do not support stress if the polymer network is under load thereby increasing its flexibility. This problem can be overcome by introducing primary hydroxy groups at the terminal positions, which in turn increase the rigidity of PU foam.
The hydroxyl content of the hydroxymethylated oils can be increased by reacting the oils with diethanolamine. Khoe et al. [26] reported the use of hydroxymethylated oil in the synthesis of diethanolamide polyols (alkanolamides) to increase the number of hydroxyl groups and to improve their distribution. The alkanolamides are usually used as non-ionic surfactants in the household and cosmetic industries [27], however, diethanolamides synthesized from natural oils can be utilized to produce rigid polyurethane foam. Superior foams were made from hydroxymethylated castor oil, safflower oil and polyol ester of castor fatty acids [28]. In another study, carboxylated oils and fatty acids from linseed and soybean oil were used to synthesize modified diethanolamides with increased distribution of primary hydroxyl groups in the polyols [29]. In addition, the synthesis of diethanolamides using palm oil has also been reported [30]. Badri et al. prepared diethanolamides by reacting refined bleached deodorized palm kernel olein (RBDPKO) with diethanolamine (DEA) in the presence of potassium acetate as catalyst [31].
India has diverse varieties of oil seeds and tree-borne oil seeds in particular, which are not extensively exploited. In this context karanja oil extracted from the seeds of Pongamia glabra is one of the least exploited and highly potent sources of non-edible oil locally available in India. Karanja oil with a fatty acid composition of oleic acid (18:1) 61.65% and linoleic acid (18:2) 18.52% [32] has been used in the tanning industry for dressing leather, and as a raw material for manufacturing soaps, candles, shampoos and many types of cosmetic products [33]. It is also used as a bio-fuel, lubricant, and water paint binder and finds application in insecticide products and agrochemicals. However, so far there is no information in the literature on the use of karanja oil or modified karanja oil in the preparation of PU foams. In the present work, the feasibility of preparing polyol from karanja oil and using it in the preparation of PU foam in combination with commercially available polyol (polypropylene glycol) has been explored. This study involves the effects of combining karanja oil polyols with commercial polyols using different catalysts on the density, mechanical properties and cell structure of the foams.
Generally, tertiary amine catalysts drive the urethane formation reaction between the polyol and isocyanate (gelation), the urea formation reaction between water and isocyanate (blowing), or the isocyanate trimerization reaction. Some examples of strong gel catalysts are triethylamine (TEA), 1,8-diazabicyclo[5.4.0]undecene-7 (DBU), and pentamethyldiethylenetriamine (PMDETA) which contain alkyl-substituted nitrogen atoms. Since most tertiary amine catalysts will drive all three reactions to some extent, they are also selected based on how much they favor one reaction over another. In the present study, the hydroxyamide derived from karanja oil contains tertiary nitrogen atoms carrying hydroxy ethyl groups which is thereby expected to have a catalytic effect on the gelation in addition to its role as a polyol. The study was focused on the development of PU foams from indigenous raw materials which potentially could substitute petroleum-based PUs.
Experimental Procedure
Materials
Karanja oil was extracted from the seeds collected from Pongamia trees grown in the IICT campus, hydrogen peroxide (30% aqueous solution) was procured from S.D. Fine Chemicals Pvt. Ltd., Mumbai, India. Formic acid, sulfuric acid and diethanolamine (DEA) were procured from Ranbaxy Pvt. Ltd., Delhi, India. Sodium methoxide was procured from Spectrochem. Pvt. Ltd., Mumbai, India. Polypropylene glycol (PPG425) and diazabicyclo octane (DABCO) were supplied by Aldrich, Milwaukee, USA. PPG1000 and PPG2000 (Empeyol) were supplied by Manali Petrochem, Manali, India. Dibutyltin dilaurate (DBTDL) was purchased from Fluka, Germany. Stannous octoate (Kosmos 19) and Tegostab B 8,450 were procured from Th Goldschmidt AG Essen, Germany. Polymeric diphenylmethane diisocyanate (PMDI) was acquired from ICI polyurethanes, Belgium.
Preparation of Hydroxy Karanja Oil
Karanja oil (100 g, 0.12 mol), formic acid (10.4 g, 0.23 mol) and sulfuric acid (2 mL, calculated on the basis of 2% by weight of formic acid and H2O2) were placed in a three-necked round-bottom flask and the temperature of the reaction mixture was maintained at 15–20 °C. 30% H2O2 solution (86.7 mL, 0.85 mol) was added slowly to the contents under mechanical stirring at 15–20 °C for 1 h. After the addition, the contents were stirred at 55–60 °C for 2 h, then the temperature was raised to 80–85 °C and stirring continued for 15 h. The reaction mixture was cooled to room temperature, dissolved in dichloromethane (DCM, 350 mL), washed repeatedly with distilled water to remove unreacted formic and sulfuric acids. The solution was dried over anhydrous sodium sulfate, the solvent was then evaporated in a rotary evaporator and the product was kept under reduced pressure. The structure of hydroxy karanja oil was characterized by GC, GC–MS, IR and 1H NMR spectroscopy.
IR (cm−1, neat): 3,374 (–OH); 1,737 (–O–C=O); 1,176 (–O–C).
1H NMR (ppm): 0.88 (t, –CH3–); 1.22 (m, –(CH2) n –CH3); 1.25 (m, –(CH2)–); 1.43 (m, –CH2–CH–OH–); 1.60 (m, –CH2–CH2–CO); 2.15 (t, –CH2–CO–); 3.32 (m, –CH–OH); 4.27(d,2H, sn-1 and sn-3), 5.25 (m, 1H, sn-2).
GC of hydroxy karanja oil: 16:0 (11.5%), 18:0 (7.9%), 18:1 (1.2%), 18:1 epoxy (3.4%), 18:1 dihydroxy (48.4%), 18:2 hydroxy (16.6%), 20:0 (1.7%), 22:0 (4.5%), 24:0 (1.4%).
Preparation of Diethanolamides of Hydroxy Karanja Oil
Hydroxy karanja oil (50 g, 0.055 mol) was placed in a 250-mL two-neck round-bottom flask, connected with a calcium chloride guard tube and a dropping funnel. The temperature of the medium was maintained at 100–110 °C, followed by addition of sodium methoxide (0.25 g, 0.005 mol), and the contents were stirred magnetically. DEA (17 g, 0.162 mol) was taken in a dropping funnel, added drop wise to the reaction mixture over a period of 1 h and stirred at 100–110 °C for 6 h. The contents were cooled to room temperature, dissolved in DCM (250 mL), washed with water repeatedly till the mixture was free of sodium methoxide and DEA. The reaction mixture was dried over anhydrous sodium sulfate, concentrated using a rotary evaporator followed by drying under reduced pressure (yield = 96%). The karanja diethanolamides obtained were characterized for their hydroxyl value (HV), free amine value, GC, GC–MS, IR and 1H-NMR spectroscopy.
IR (cm−1, neat): 3,374 (–OH); 1,623 (–CONH–)
1H NMR (ppm): 0.89 (t, –CH3–); 1.3 (m, –(CH2) n –); 1.6 (m, –CH2–CH–OH–); 2.15 (s, –CH–OH); 2.39 (t, –CH2–CO–); 3.34 (m, –CH–OH); 3.5 (t, –N–CH2–); 3.73 (t, –N–CH2–CH2–OH).
GC of diethanolamides: 16:0 (11.0%), 18:0 (9.0%), 18:1 (1.2%), 18:1 epoxy (3.3%), 18:1 dihydroxy (51.5%), 18:2 dihydroxy (16.6%), 20:0 (1.7%), 22:0 (4.5%), 24:0 (1.4%).
PU Foam Preparation
Mixing of the raw materials with the aid of a stirring rod is referred to as the hand mixing method. “Hand foaming” is the simplest method of producing small foam buns. It allows even highly viscous raw materials to be processed and solids and pastes to be simply mixed in. The PU foams were prepared by adding PMDI to the polyol mixture (weighed into paper cups), which consisted of a karanja oil-based polyol, PPG, distilled water, catalyst and tegostab with stirring. At the creamy stage, the mixture was poured into a cup and allowed to rise freely. The cup had a diameter of 7 cm and 5 cm at the top and bottom, respectively and height of 8 cm. The full rise time (the time from mixing to full expansion of foaming) was recorded. Later, the foam was removed from the mold and allowed to postcure for 2 days at room temperature before cutting into the test specimens.
Methods
The GC analysis was performed with an Agilent 6,890N series Gas Chromatograph equipped with an flame ionization detector (FID). GC of hydroxyl fatty acid methyl esters and diethanolamide of fatty acid methyl esters of karanja oil was carried out using a DB-5ht capillary column (length 15 m, ID 0.25 mm, film thickness 0.10 μm) was used. The column was programmed from 80 °C held for 8 min to 300 °C at 5 °C/min with a hold time of 15 min. The inlet and detector temperatures were 250 °C. Nitrogen gas with a flow rate of 25 mL/min was used as carrier gas.
The GC–MS analysis was performed using an Agilent (Palo Alto, USA) 6,890N Gas Chromatograph equipped with an HP-1 MS capillary column (length 30 m, I.D. 0.25 mm, film thickness 0.25 μm) connected to an Agilent 6890 mass spectrometer operating in the EI mode (70 eV; m/z 50–550; source temperature 230 °C and a quadruple temperature, 150 °C). The column was programmed from 100 °C to 300 °C at 10 °C/min with a hold time of 15 min. The carrier gas was helium at a flow rate of 1.0 mL/min. The inlet temperature was maintained at 300 °C with a split ratio of 100:1.
1H-NMR spectra were recorded on a Bruker (Wissembourg, France) AR×400 spectrometer (400 MHz) with CDCl3 as solvent. Infrared (IR) spectra were obtained on a 1,600 FT-IR Perkin-Elmer Spectrometer (Norwalk, CT) with a liquid film between NaCl cells.
The hydroxyl and free amine values were determined using AOCS Official Methods Cd 13-64 and Te 3a-64, respectively. Viscosity was determined at 50 °C using a Brookfield Viscometer (LVT model, Middleboro, MA). The color of the compound was determined using a Lovibond PFX 995 Tintometer (PFX Series spectrocolorimeter), Amesbury, UK.
Density Measurements
Density is an important indicator of foam performance with respect to the comfort, support and durability. Density (mass per unit volume) of the foam samples were calculated using the formula
PU foams were cut into specimens with dimensions of about 5 × 5 ×3 cm (length × breadth × thickness). The exact dimensions were measured using a Vernier Caliper. The specimens were accurately weighed to determine their densities using the above equation. The density of each foam was the average value from six specimens.
Compression Strength
Compression strength of the foam samples were carried out using a Shimadzu Universal Testing Machine, model AGS-10 KN (Autograph), Japan, at a crosshead speed of 1 mm/min. Foams were cut with a band saw into 2 in. × 2 in. × 0.5 in. cylindrical blocks. The diameter and initial height of the samples were measured. A minimum of 3 blocks was used from each foam sample. The blocks were compressed in the direction of free-rise during foaming at a rate of 1 mm/min. The load at the yield was determined to calculate the compression strength using the formula:
where P is the load at yield, d is the diameter and L is the length of the sample.
Flexural Strength
A three-point bending test was used to determine the flexural strength using ASTM D790. The test specimens (6 in number) were prepared according to ASTM D790 as 1/8″, 1/2″ and 5″. a Shimadzu Universal Testing Machine, model AGS-10 KN (Autograph) was used for this purpose and test speed was set to 1 mm/min.
The flexural strength (FS) was calculated based on the following equation:
where P is the ultimate load of the specimen, L is the span, W is the specimen width, and t the specimen thickness.
Optical Microscopy
Cross sectional surfaces of the foam samples mounted on glass slides were viewed in a bright field using a Nikon Eclipse TE 2,000-E optical microscope (Japan) at a magnification of 20×.
Results and Discussions
The karanja polyol was prepared from karanja oil by in-situ hydroxylation followed by transamidation. The synthesized polyol was used in the development of polyurethane foams. The various steps involved in the synthesis of polyol and development of PU foams are given in Scheme 1.

Synthesis of polyol and development of polyurethane foam
Hydroxy Karanja Oil: The hydroxy karanja oil was prepared using karanja oil and a 30% H2O2 solution in the presence of formic and sulfuric acids as a catalyst. The hydroxy karanja oil obtained was a viscous yellowish liquid with viscosity of 1,040 cps at 50 °C which was much higher than that of regular karanja oil (75 cps). The high viscosity is due to the hydrogen bonding associated with the hydroxyl groups. The hydroxy compound had a hydroxy value of 180 mg KOH/g. The structure of hydroxy karanja oil was confirmed by 1H NMR, IR, GC and GC–MS. The presence of –OH stretching at 3,374 cm−1 and –O–C stretching at 1,176 cm−1 which was supported by the disappearance of C=C bond at 1,637 cm−1 found in karanja oil in IR spectra (Fig. 1) confirmed the formation of hydroxy karanja oil. The 1H NMR (Fig. 2) showed the disappearance of the C=C bond at 5.3 ppm and formation of –CH–OH at 3.32 ppm and –CH–OH at 4.27 ppm which indicated the formation of hydroxy karanja oil. Furthermore, the structure of the hydroxy karanja oil was confirmed by GC–MS and was found to be 70% by GC analysis. The hydroxy karanja oil so formed was used to prepare the diethanolamide.

IR spectra of a Karanja oil, b Hydroxy karanja oil, c: diethanolamide of hydroxy karanja oil

1H NMR spectra of a Karanja oil, b Hydroxy karanja oil, c: diethanolamide of hydroxy karanja oil
Diethanolamide of Hydroxy Karanja Oil: The diethanolamide of hydroxy karanja oil was prepared using hydroxy karanja oil and DEA in the presence of sodium methoxide as a catalyst. The diethanolamide of hydroxy karanja oil obtained was a viscous reddish yellow liquid with viscosity of 1,200 cps at 50 °C. The diethanolamide of hydroxy karanja oil had a HV 225 mg KOH/g and free amine value 6.63 (1.16%). The structure of diethanolamides of hydroxy karanja oil was confirmed using IR, 1H NMR, GC and GC–MS. The presence of –CONH at 1,623 cm−1, in IR spectra (Fig. 1) showed the formation of diethanolamide of hydroxy karanja oil. The peaks in the 1H-NMR spectrum as shown in Fig. 2, at a chemical shift of 3.5 (–N–CH2–CH2–) and 3.73 ppm (–N–CH2–CH2–OH–), showed the formation of diethanolamide of hydroxy karanja oil. This was further confirmed by the disappearance of sn-1 and sn-3 protons at 4.27 ppm and sn-3 protons at 5.2 ppm. The contents of diethanolamide was confirmed by GC–MS and was found to be 70% by GC.
PU Foam Formulation
The diethanolamide which was characterized for the structure and physicochemical properties was used in the PU foam formulation. The nature of the catalyst, the amount of hydroxyamide and the molecular weight of commercial polyols were varied to investigate their effect on the foam properties. However, the total weight of polyol (weight of hydroxyamide and commercial polyol), surfactant (tegostab), catalyst and distilled water were maintained constant (Table 1). PU 5 which did not contain the hydroxyamide gave total foam collapse leading to poor quality foam and the time taken for complete curing was very high. Hence no further studies were carried out on PU 5.
Foam Rise Time (FRT)
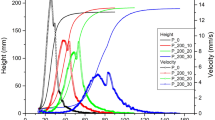
The foam rise time (FRT) is an important factor affecting the density and therefore the other mechanical properties of the foam. In the present case, it was observed that the FRT depended on the composition of the foam formulation as shown in Table 1. When the molecular weight of PPG was increased from 425 to 2000, foaming occurred almost at the same time interval, but the foam height varied. The formulation containing higher molecular weight polyol (PPG2000) yielded foam samples of less height for the same weight of the polyol mixture and MDI taken. The catalysts also affected the foam rise time: DBTDL and stannous octoate accelerated the foaming better than DABCO. This led to the difference in the foam height and hence densities. The effect of hydroxyamide content on the foaming is seen from Table 1 where the FRT decreased with the increase in amount of hydroxyamide. However, PU1 which contained only hydroxyamide showed a higher FRT which may be because of the slow reactivity of secondary hydroxy groups compared to primary OH groups of PPG and high viscosity of the mixture before foaming.
Density Measurements
Foam density is not dependent on the firmness of the foam. However, the density reflects the durability of the foam. Generally, high density foams have good support, but they may be soft foams [34]. When the amount of hydroxyamide increased in the formulation, the density was found to decrease (Table 1). This may be because of the quick foaming action leading to material of low density. Foam formulation without PPG (PU1) showed the highest value of density because of high degree of crosslinking as a result of higher concentration of hydroxyl groups. When the molecular weight of the PPG was increased, the density was found to increase. In the case of PPG2000, the foam rise was very low, leading to an increased material density. A similar explanation can be given for catalyst variation: DBTDL and SO enhanced foaming leading to higher foam rise (~8 cm) and hence a low density foam compared to DABCO (~7 cm).
Compression Strength
When the foam cells are completely closed, the foams behave like solids, leading to a rise in compressive stress. The compressive strength of the PU foams with various amount of hydroxyamide polyol and PPG1000 is in the range of 60–75 kPa. It can be seen from the Table 1 that the compressive strength increased with a decrease in the amount of the hydroxyamide content in the case of PU2, PU3 and PU4. This may be due to an increase in viscosity of the polyol mixture with the increase in the hydroxyamide. As a result of this, the migration of the polymer chains may be restricted and crosslinking might not be effective. However, the composition containing only hydroxyamide (PU1) showed a higher compression strength which may be attributed to low foam rise leading to a compact structure with high density. When the molecular weight of PPG was increased from 425 to 2000, the compression strength increased. It is generally known that the mechanical properties of a cellular material mainly depend on its density [35]. Therefore, variation in the compressive strength with molecular weight of PPG may be due to the increase in foam density. When the nature of the catalyst was changed, the compressive strength of the PU foam changed. If the foam rises more rapidly and causes a material of reduced density, then the compressive strength decreases as seen in the case of SO and DBTDL based foams.
Besides density, cell size of the foams should also exert influence on their compressive properties. Cell diameter slightly decreased with a rise in density (as observed from micrographs) which should make a contribution to the proportional relationship between the foams’ compressive stress and density. This is discussed under “optical microscopy”.
Flexural Strength
The data on flexural strength is compiled in Table 1. It was observed that an increase in the specific flexural strength was recorded for increasing amount of PPG1000. In the foam formulation, when flexible chains of polyol were incorporated in greater quantity, the stiffness of the foam decreased and the flexural strength increased. When the molecular weight of PPG was increased, the flexural strength was found to decrease. An explanation can be given based on the cell size—with increasing molecular weight of PPG, cell size decreases without change in the wall thickness leading to decrease in the flexural strength. The effect of catalyst variation was same as that observed in compression strength measurements.
Optical Microscopy
The optical micrographs of the cross sectional surfaces of foams are shown in Fig. 3. The pores have a less uniform structure composed of cells which are closed and having thicker walls. The final cell structures depend on the curing reaction and network formation. The curing reaction again depends on the ratio of the ingredients in the formulation [15]. As observed from the Fig. 3 when the amount of the karanja polyol decreased, the cell walls became much thicker with an increase in the cell size. This difference was reflected in the density measurements (already discussed). This behavior was due to the higher concentration of the hydroxy groups leading to more curing in the case of formulation having a higher amount of karanja polyol. Similarly when the molecular weight of the PPG was increased from 425 to 2000, the cell size changed without much change in the wall thickness. The average cell size decreased with increases in the molecular weight as seen in Fig. 4. On the other hand, when SO and DBTDL were used in the place of DABCO, uniformly distributed elongated pores were seen. The number of cells per unit area was fewer compared to DABCO based system.

Optical micrographs of a PU2, b PU3, c PU4

Optical micrographs of a PU6, b PU3, c PU7
Conclusion
The viability of karanja oil as a source of polyol for polyurethane foam development has been explored in this paper. The two step synthesis involved hydroxylation followed by transamidation which led to the polyol with a hydroxyl value of 225 mg KOH/g. The polyurethane foams were prepared by a water-blown process using a mixture of karanja oil based polyol and PPG with polymeric MDI. These cellular materials were found to have good mechanical properties such as compression and flexural strength coupled with densities comparable to semi-rigid polyurethane foams. The study has led to the development of polyurethane foams using karanja oil, a non-edible resource as raw material for the first time.
References
Chung L, Xue Y, Hsieh F (2001) Comparative study of physical properties of water blown rigid polyurethane foam extended with commercial soy flours. J Appl Polym Sci 80:10–19
Opera Stefan (2010) Synthesis and properties of polyurethane elastomers with castor oil as crosslinker. J Amer Oil Chem Soc 87:313–320
Narine SS, Kong X, Bouzidi L, Sporns P (2007) Physical properties of polyurethanes produced from polyols from seed oils: elastomers. J Amer Oil Chem Soc 84:55–63
Goldblatt LA, Lyon CK (1963) Fat and oil products in urethane polymers. J Amer Oil Chem Soc 40:157–161
Monteavaro LL, Silva EOD, Costa APO, Samois D, Gerbase EG, Petzold CL (2005) Polyurethane networks from formiated soy polyols: synthesis and mechanical characterization. J Amer Oil Chem Soc 82:365–371
Gruber B, Höfer R, Kluth H, Meffert A (1987) Polyole auf Basis fettchemischer Rohstoffe. Fat Sci Technol 89:147–151
Formo MW (1995) Industrial use of soybean oil. In: Proceedings of the 21st World Congress of the international society of fat research (ISF), The Hague. P. J. Barnes & Associates, Bridgewater, pp 519–527
Hill K (2001) Fats and oils as oleochemical raw materials. J Oleo Sci 50:433–444
Höfer R, Daute P, Grützmacher R, Westfechtel AJ (1997) Oleochemical polyols–a new raw material source for polyurethane coatings and floorings. J Coat Technol 69:65–72
Heidbreder A, Höfer R, Grützmacher R, Westfechtel A, Blewett CW (1999) Oleochemical products as building blocks for polymers. Fett/Lipid 101:418–424
Roloff T, Erkens U, Höfer R, Dusseldorf C (2005) Polyols based on renewable feedstocks–a significant alternative. Urethanes Technol 22:29–33
Ogunniyi DS (2006) Castor oil: A vital industrial raw material. Bioresource Technol 97:1086–1091
Don DA, McSherry WF, Goldblatt LA (1959) Preparations and properties of castor oil urethane foams. J Amer Oil Chem Soc 36:16–20
Mothé G, de Araújo CR (2000) Properties of polyurethane elastomers and composites by thermal analysis. Thermochim Acta 357–358:321–325
Narine SS, Kong X, Bouzidi L, Sporns P (2007) Physical properties of polyurethanes produced from polyols from seed oils: II. Foams. J Amer Oil Chem Soc 84:65–72
Javni I, Zhang W, Petrovic ZJ (2004) Soybean-oil based polyisocyanurate rigid foams. Polym Environ 12:123–129
John J, Bhattacharya M, Turner RB (2002) Characterization of polyurethane foams from soybean oil. J Appl Polym Sci 86:3097–3107
Chian KS, Gan LH (1998) Polyurethane development of rigid foam from palm oil. J Appl Polym Sci 65:509–515
Tuan Noor Maznee TI, Norin ZKS, Ooi TL, Salmiah A, Gan LH (2001) Effect of additives on palm-based polyurethane foams. J Oil Palm Res 13:7–15
Tanaka R, Hirose S, Hatakeyama H (2008) Preparation and characterization of polyurethane foams using a palm oil-based polyol. Bioresource Technol 99:3810–3816
Norin ZKS, Ooi TL, Salmiah A (2004) Effect of triethanolamine on the properties of palm-based flexible polyurethane foams. J Oil Palm Res 16:66–71
Chian KS, Gan LH (1998) Development of a rigid polyurethane foam from palm oil. J Appl Polym Sci 68:509–515
Salamiah A (2001) Palm-based polyol and polyurethanes. MPOB Technol 24:29
Siwayanan P, Ooi TL, Shaari NZK, Ahmad S, Wiese D, Chua MC (1999) Recent development in palm-based polyols. In: Proceedings of the 1999 PORIM International Palm Oil Congress (Oleochemicals). Palm Oil Research Institute, Malaysia, pp 59–64
Guo A, Javni I, Petrovic Z (2000) Rigid polyurethane foams based on soybean oil. J Appl Polym Sci 77:467–473
Khoe TH, Otey F, Frankel EN, Cowan JC (1973) Polyurethane foams from hydroxymethylated fatty diethanolamides. J Amer Oil Chem Soc 50:331–333
Shapiro SH (1968) Commercial nitrogen derivatives of fatty acids. In: Pattison ES (ed) Fatty acids, their industrial applications. Marcel Dekker, New York, pp 77–154
Lyon CK, Garret VH, Frankel EN (1974) Rigid urethane foams from hydroxymethylated castor oil, safflower oil, oleic safflower oil, and polyol esters of castor acids. J Am Oil Chem Soc 51:331–334
Khoe TH, Frankel EN (1976) Rigid polyurethane foams from diethanolamides of carboxylated oils and fatty acids. J Amer Oil Chem Soc 53:17–19
Lee CS, Ooi TL, Chuah CH, Ahmad S (2007) Synthesis of palm oil-based diethanolamides. J Amer Chem Soc 84:945–952
Badri KH, Othman Z, Ahmad SH (2004) Rigid polyurethane foams from oil palm resources. J Mater Sci 39:5541–5542
Meher LC, Naik SN, Das LM (2004) Methanolysis of Pongamia pinnata (karanja) oil for production of biodiesel. J Sci Ind Res 63:913–918
Sharma YC, Singh B (2008) Development of biodiesel from karanja, a tree found in rural India. Fuel 87(8–9):1740–1742
Polyurethane foam Association Inc. (1991) Density. vol 1
Alonso MV, Auad ML, Nutt SR (2006) Modeling the compressive properties of glass fiber reinforced epoxy foam using the analysis of variance approach. Compos Sci Tech 66:2126–2134
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Palanisamy, A., Karuna, M.S.L., Satyavani, T. et al. Development and Characterization of Water-Blown Polyurethane Foams from Diethanolamides of Karanja Oil. J Am Oil Chem Soc 88, 541–549 (2011). https://doi.org/10.1007/s11746-010-1694-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-010-1694-7