
Abstract
Acid oil, a by-product of vegetable oil refining, was enzymatically converted to fatty acid methyl esters (FAME). Acid oil contained free fatty acids (FFA), acylglycerols, and lipophilic compounds. First, acylglycerols (11 wt%) were hydrolyzed at 30 °C by 20 units Candida rugosa lipase/g-mixture with 40 wt% water. The resulting oil layer containing 92 wt% FFA was used for the next reaction, methyl esterification of FFA to FAME by immobilized Candida antarctica lipase. A mixture of 66 wt% oil layer and 34 wt% methanol (5 mol for FFA) were shaken at 30 °C with 1.0 wt% lipase. The degree of esterification reached 96% after 24 h. The resulting reaction mixture was then dehydrated and subjected to the second esterification that was conducted with 2.2 wt% methanol (5 mol for residual FFA) and 1.0 wt% immobilized lipase. The degree of esterification of residual FFA reached 44%. The degree increased successfully to 72% (total degree of esterification 99%) by conducting the reaction in the presence of 10 wt% glycerol, because water in the oil layer was attracted to the glycerol layer. Over 98% of total esterification was maintained, even though the first and the second esterification reactions were repeated every 24 h for 40 days. The enzymatic process comprising hydrolysis and methyl esterification produced an oil containing 91 wt% FAME, 1 wt% FFA, 1 wt% acylglycerols, and 7 wt% lipophilic compounds.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fatty acid methyl esters (FAME) produced from vegetable oils, which are called biodiesel fuel, have the following advantages to the environment: (1) exhaust gas from FAME contains lower concentrations of unburned hydrocarbons, CO, small particulate matter, and SOX compared to that from petroleum diesel fuel; (2) the total amount carbon in the environment does not change through the use of FAME as a fuel because the plants that produce oil seeds, have fixed the CO2 from the atmosphere. Many research groups have been searching for a reasonable source of FAME in addition to refined vegetable oil [1–13]. One of the promising candidates is acid oil. It is recovered from soapstock, which is a by-product in the process of vegetable oil refining. The components of acid oil are FFA, acylglycerols, and lipophilic compounds.
Since an enzymatic method is expected to be environmentally harmonious, enzymatic conversion processe have been sought to produce FAME from acid oil [6–8]. Tueter et al. [7] converted FFA in acid oil, but not acylglycerols, to FAME in hexane. Lai et al. [9] converted crude rice bran oil containing FFA and TAG by a one or two-step conversion system using immobilized Candida antarctica lipase without any solvent. However, the stability of the lipase was not investigated even though the long-term stability is essential for practical application of the system.
In contrast to their works, our two-step conversion system transferred both FFA and acylglycerols in acid oil to FAME without an organic solvent continually for more than 100 cycles [8]. The first step is esterification of FFA to FAME using 1.0 wt% immobilized C. antarctica lipase to the reaction mixture. The second step is conversion of acylglycerols in the first-step product to FAME using 6.0 wt% immobilized C. antarctica lipase. Although the immobilized lipase were able to be used repeatedly for >100 days in the system, smaller amounts of immobilized lipase are desirable to cut down the production cost. It was found that the esterification of FFA with MeOH catalyzed by C. antarctica lipase was >10 times faster than methanolysis of TAG [3, 11] and required smaller amounts of the lipase. Hence, a reaction system that mainly consists of the esterification of FFA can reduce the cost on the lipase.
The methanolysis of TAG in the previous system was thus substituted by hydrolysis in this study. Since C. antarctica lipase is known to have low hydrolytic activity whereas C. rugosa lipase has a high activity and a lower commercial price, the latter lipase was chosen as the catalyst for the hydrolysis. This paper presents an efficient two-step enzymatic process for conversion of acid oil to FAME: hydrolysis of acylglycerols by C. rugosa lipase, followed by methyl esterification of FFA in the resulting oil layer by C. antarctica lipase.
Materials and Methods
Materials
Acid oil was a product of the Nisshin OilliO Group Ltd. (Tokyo, Japan). Prior to use, the acid oil was centrifuged at 10,000g to remove precipitates. The composition of the resulting supernatant, referred to as acid oil supernatant (AOS), was 76.3 wt% FFA, 11.0 wt% TAG, 4.8 wt% DAG, 0.9 wt% phytosterols, 2.2 wt% FA phytosteryl esters, and 4.8 wt% of unknown compounds. Its acid value and water content was 152 mg KOH/g and 1.1 wt%, respectively. Phospholipids were not detected in AOS by TLC analysis using Dittmer–Lester reagent as a coloring agent [14]. The FA composition of AOS was 5.6 wt% palmitic acid, 2.0 wt% stearic acid, 39.3 wt% oleic acid, 44.9 wt% linoleic acid, 7.6 wt% α-linolenic acid, and 0.6 wt% other FAs. Candida rugosa lipase and immobilized C. antarctica lipase were obtained from Meito Sangyo Co. (Aichi, Japan) and Novozymes (Bagsvaerd, Denmark), respectively. C. rugosa lipase was dissolved in deionized water at a concentration of 0.2 g/mL. The activity of the lipase solution was 9,800 units (U)/mL. Here, 1 U is defined as the amount of that liberates 1 μmol of FA in hydrolysis of olive oil at 30 °C [15]. MeOH, glycerol, and tricaproin were purchased from Wako Pure Chemicals Industries Co. Ltd. (Osaka, Japan). Other chemicals were of analytical grade.
Hydrolysis Reaction
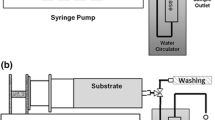
Hydrolysis was performed at 30 °C in a 50 mL screw-capped vessel containing 10 g reaction mixture with stirring at 500 rpm. The reaction mixtures contained given amounts of AOS, water, and C. rugosa lipase. At the required time intervals, 0.8 g reaction mixture was taken out and separated into the oil and water layers by centrifugation for 5 min at 10,000g. The oil layer was used for analyses. A large-scale hydrolysis was performed at 30 °C by agitating at 120 rpm in a 5-L reactor containing 1,700 g AOS, 1,130 g water, and 56,600 U C. rugosa lipase (20 U/g reaction mixture). After the reaction, the mixture was heated to 60 °C to separate the oil and water layers. The resulting oil layer (yield 1,630 g), referred to as acid oil hydrolysate (AOH), was used for esterification.
Esterification Reaction
The first esterification was performed at 30 °C by shaking at 130 oscillations/min in a 20 or 50 mL screw-capped vessel containing 10 or 30 g reaction mixture, which was composed of given amounts of AOH, MeOH, and immobilized C. antarctica lipase. A large-scale esterification was conducted at 30 °C with agitating at 120 rpm in a 2-L reactor containing 660 g AOH, 340 g MeOH, and 10 g of the immobilized lipase (1 wt% to the reaction mixture). After the reaction, the mixture was allowed to settle, and a MeOH layer and some insoluble materials appearing on the interface were removed. The oil layer was dehydrated at 60 °C and 4 hPa for 15 min. The resulting oil layer (yield 666 g), referred to as dehydrated first-esterification product (DEP-1), contained 88.3 wt% FAME, 3.6 wt% FFA, 0.8 wt% TAG, 0.4 wt% DAG, 0.4 wt% phytosterols, 2.4 wt% FA steryl esters, and 4.1 wt% lipophilic compounds. Its acid value and water content was 7.3 mg KOH/g and 0.02 wt%, respectively.
The second esterification was conducted in a 20 mL vessel. A 10 g mixture consisted of given amounts of DEP-1 and MeOH was shaken in the presence or absence of 1.0 g glycerol using immobilized C. antarctica lipase under similar conditions to the first esterification.
Analyses
The composition of TAG, DAG, FAME, FFA, phytosterols, FA phytosteryl esters was performed with an Agilent Technologies 6890 N gas chromatograph (Palo Alto, CA) connected to a DB-1ht capillary column (0.25 mm × 5.0 m, J&W Scientific, Folsom, CA) using tricaproin as an internal standard. The temperature was controlled at 120 °C for 0.5 min, increased to 280 °C at the rate of 15 °C/min, then to 370 °C at the rate of 10 °C/min. It was kept at 370 °C for 1 min. Injector and detector (FID) temperatures were 370 and 390 °C, respectively.
The acid value was determined by neutralization of FFA in the sample with 0.1 or 1.0 mol/L KOH solution. The amount of water was measured by a Karl–Fisher moisture meter (CA-07, Dia Instruments Co. Ltd., Kanagawa, Japan).
Chemical conversions of FFA and acylglycerols to FAME were performed at 75 °C for 10 min in 3.0 mL MeOH solution containing 3.0% BF3 and NaOMe, respectively. FAME were analyzed with a gas chromatograph connected to a DB-23 capillary column (0.25 mm × 30 m, J&W Scientific). The column temperature was kept at 150 °C for 0.5 min, increased to 170 °C at the rate of 4 °C/min, then to 195 °C at the rate of 5 °C/min, and further increased to 215 °C at the rate of 5 °C/min. It was kept at 215 °C for 5 min. Injector and detector temperatures were 245 and 250 °C, respectively.
Results
Hydrolysis of Acylglycerols in Acid Oil Supernatant (AOS) by C. rugosa Lipase
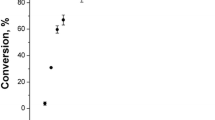
In order to convert acylglycerols in AOS to FFA, optimal condition to hydrolyze acylglycerols by C. rugosa lipase was studied. The lipase selected is widely used in industrial hydrolyses of oils containing unsaturated and hydroxy FA [16]. AOS contained 1.1 wt% water (0.6 mmol/g AOS). The amount is enough to hydrolyze 16 wt% acylglycerols (0.2 mmol/g; required ca. 0.6 mmol/g water). Hence, the addition of C. rugosa lipase powder to AOS resulted in the hydrolysis of TAG (Fig. 1a). However, the reaction without the addition of water was slow and the degree of hydrolysis after 24 h was only 47%. Water was, therefore, added to the reaction mixture. The hydrolysis proceeded faster by increasing the content of water, and reached >90% after 24 h in the presence of 30 wt% or more water.

Several factors affecting hydrolysis of acylglycerols in acid oil supernatant (AOS) by Candida rugosa lipase. a A 10 g mixture of AOS and different amounts of water was stirred at 30 °C with 20 units (U) lipase/g reaction mixture. b A mixture of 7.0 g AOS and 3.0 g water was stirred at different temperatures with 20 U lipase/g reaction mixture. c A mixture of 7.0 g AOS and 3.0 g water was stirred at 30 °C with different amounts of lipase. Open circles degree of hydrolysis of TAG at 3 h; closed circles at 24 h
Study on the effect of temperature revealed that the hydrolysis occurred fastest at 30 °C and achieved 91% after 24 h (Fig. 1b). Meanwhile, temperatures over 40 °C decreased the degree of hydrolysis drastically. This result indicated that the reaction was desirable to be conducted at ≤30 °C. An increase in the amount of lipase increased the velocity of hydrolysis, and >90% hydrolysis was achieved after 24 h when using 20 U/g-mixture or more of the lipase (Fig. 1c).
Based on the above results, the conditions for hydrolysis of AOS by C. rugosa lipase were determined as follows: water content 40 wt%; temperature 30 °C; lipase amount 20 U/g. Under these conditions, 1,700 g AOS was treated with C. rugosa lipase (Fig. 2). The contents of TAG and DAG decreased, and the content of FFA increased from 77 wt% to 92 wt% at 24 h. The water layer was allowed to settle down from the reaction mixture and was removed. The resulting oil layer (1,630 g) was referred to as acid oil hydrolysate (AOH). Its composition was 91.5 wt% FFA, 0.8 wt% TAG, 0.4 wt% DAG, 0.4 wt% phytosterols, 2.5 wt% FA phytosteryl esters, and 4.4 wt% lipophilic compounds. Its acid value and water content was 180 mg KOH/g and 1.5 wt%, respectively. AOH was subjected to the next step, esterification reaction without further removal of water, because water is known not to largely affect the esterification reaction of 92 wt% FFA to FAME [11].

Time course of hydrolysis of acylglycerols in acid oil supernatant (AOS) by C. rugosa lipase. A mixture of 1,700 g AOS, 1,130 g water, and 56,600 U C. rugosa lipase was stirred at 30 °C. Open circles content of FFA; closed circles TAG; open triangles DAG
Esterification of FFA in Acid Oil Hydrolysate (AOH) by Immobilized C. antarctica Lipase
A mixture of AOH and various amounts of MeOH were shaken with 1.0 wt% immobilized C. antarctica lipase for esterification of FFA in AOH with MeOH (Table 1). After 24 h, 87% of FFA was esterified with an equimolar amount of MeOH, and >95% of FFA was esterified with 5 molar or more amounts of MeOH. To apply an enzymatic system to practical use, it is necessary to determine reaction conditions under which the immobilized lipase is stable and can be reused. Hence, the reaction was repeated by transferring the lipase to a fresh substrate mixture containing varying amounts of MeOH. The residual activity of the lipase after the 5th cycle in the presence of 2 mol or more MeOH was higher than that in the presence of an equimole amount, and was the highest within the range of 5–7 mol MeOH. This unique result is discussed later in the “Discussion” section.
The amount of MeOH in the first esterification of FFA in AOH was fixed at 5 mol for FFA, which is 34 wt% of the reaction mixture, because large amounts of MeOH decrease the amount of AOH fed to a reactor. The reaction temperature was set at 30 °C, in order to prolong the life of the lipase. It had been previously revealed that MeOH and temperature synergistically deactivate the lipase in methyl esterification reaction of FFA, and that the lipase loses its activity 3 times faster at 40 °C, and 15 times faster at 50 °C than it does at 30 °C [11].
In summery, reaction conditions determined for the first esterification of FFA in AOH were as follows; MeOH amount 5 mol for FFA; reaction temperature 30 °C; and amount of immobilized C. antarctica lipase 1.0 wt%. A typical time course of the reaction conducted under these conditions is shown in Fig. 3. Esterification of FFA proceeded rapidly and reached 93 and 96% after 10 and 24 h, respectively.

Time course of the first esterification of acid oil hydrolysate (AOH) with immobilized Candida antarctica lipase. A mixture of 19.8 g AOH and 10.2 g methanol (MeOH) was shaken at 30 °C with 0.3 g immobilized C. antarctica lipase
Esterification of Residual FFA in Dehydrated First-Esterification Product (DEP-1) in the Presence of Glycerol by Immobilized C. antarctica Lipase
The first esterification converted 96% of FFA in AOH to FAME. To further increase the degree of esterification, by-produced water was removed from the reaction mixture as described in the “Materials and Methods” section. The resulting oil, referred to as DEP-1, included 3.6 wt% FFA. To esterify the residual FFA, the second esterification was conducted in a mixture of 9.96 g DEP-1 and 0.04 g MeOH (an equimolar amount for the residual FFA) in the presence of 0.1 g immobilized lipase. After 24 h, the content of residual FFA decreased only from 3.6 to 3.3 wt% (degree of esterification of the residual FFA 8.1%). Thus, the amount of MeOH was increased to 5 and 10 molar amounts for the residual FFA, that was 0.22 and 0.44 g in 10 g reaction mixture, respectively. The degree of esterification of residual FFA increased, and the content of FFA decreased to 2.0 and 1.7 wt% (degrees of esterification 44 and 52%), respectively. These degrees corresponded to 98% of the total degrees of esterification.
It may have been effective to repeat esterification one more time to further increase the total degree of esterification, but an increase in the total number of steps is not desirable for an industrial production of biodiesel fuel. We thus planned to conduct the second esterification in the presence of glycerol, because water, which adversely affects the methyl esterification, is assumed to move from the oil layer to the glycerol layer. The second esterification was conducted at 30 °C in a 10 g mixture (DEP-1 and 1, 5, and 10 mol MeOH for residual FFA) with 0.1 g immobilized lipase in the presence or absence of 1.0 g glycerol (Fig. 4). The degree of esterification at 24 h in the reaction with glycerol increased compared with that in the reaction without glycerol; the addition of glycerol increased the degree of esterification from 8.1 to 67% in the reaction with 1 mol MeOH, from 44 to 72% with 5 mol MeOH, and from 52 to 71% with 10 mol MeOH. In the reaction conducted with 1 mol MeOH and without glycerol, the content of water in the reaction mixture at 24 h was 0.07 wt%. On the other hand, when conducting the reaction with glycerol, the contents of water in the oil and glycerol layers were 0.04 wt% and 2.0 wt%, respectively. Likewise, the content of water was 0.1 wt% when conducting with 5 mol MeOH and without glycerol; and in the reaction with glycerol, the content of water in the oil and glycerol layers were 0.03 wt% and 1.9 wt%, respectively. In addition, similar results were obtained in the reaction with 10 mol MeOH. These results indicated that the glycerol layer actually attracts water from the oil layer, resulting in an increase in the degree of esterification. Here, no increase in the contents of partial acylglycerols was detected during the reaction. Thus, the esterification reaction of FFA and glycerol was considered to be negligible.

Effect of glycerol on the second esterification of acid oil hydrolysate (AOH) by immobilized C. antarctica lipase. A 10 g mixture of dehydrated first-esterification product (DEP-1) and 1, 5, and 10 mol MeOH for residual FFA was shaken at 30 °C with 0.1 g immobilized lipase in the presence or in the absence of glycerol. Open bars reaction without glycerol; closed bars with 1.0 g glycerol. See “Fig. 3” for abbreviations
Based on these results, the second esterification was conducted in a mixture of 9.78 g DEP-1 and 0.22 g MeOH (5 mol for residual FFA) with 0.1 g immobilized lipase in the presence of 1.0 g glycerol. The degree of total esterification reached 99% (content of FFA 1.0 wt%) after 24 h.
Continual Esterification of Acid Oil Hydrolysate by Immobilized C. antarctica Lipase
The first and the second esterifications were repeated by transferring the lipase to a fresh substrate mixture every 24 h (Table 2, 3). The degree of the first esterification reached 96% for 45 days (Table 2). The degree of total esterification after the second esterification in the presence of glycerol was 98–99% (content of FFA <1.5 wt%) for 40 days, whereas the degree of esterification was 97–98% when the reaction was conducted in the absence of glycerol (Table 3). The oil layers produced by 40 cycles of the second esterification in the presence of glycerol were combined. The composition was 90.7 wt% FAME, 1.1 wt% FFA, 0.9 wt% TAG, 0.4 wt% DAG, 0.4 wt% phytosterols, 2.4 wt% FA steryl esters, and 4.1 wt% lipophilic compounds.
Discussion
Effect of MeOH on the Stability of Immobilized C. antarctica Lipase
It has been reported that the continual conversion of acid oil to FAME was achieved by hydrolysis of acylglycerols in AOS with C. rugosa lipase followed by methyl esterification of FFA in AOH with immobilized C. antarctica lipase. The immobilized lipase is well known to be destabilized by the increase in the amount of MeOH [11, 17]. Surprisingly, this study revealed that it was not always the case. The immobilized lipase was stabilized by increasing the MeOH amount in the methyl esterification reaction of AOH (Table 1). However, the lipase is essentially stable in a mixture of pure FFA and 1–2 mol MeOH (half life ca. 35 days, [11]). Therefore, the low stability of the lipase in a mixture of AOH and 1–2 mol MeOH might be due to some inhibitors contained in AOH. The inhibition was avoided by adding 5–7 mol MeOH, probably because i) the content of inhibitors was decreased by dilution with MeOH, or ii) inhibitors attached to the lipase in the presence of 1–2 mol MeOH (lower polarity) and detached in the presence of 5–7 mol (higher polarity). Low stability of the lipase in the presence of 10 mol of MeOH can be explained to be a simple deactivation of the lipase by large amount of MeOH.
One of the candidates of inhibitors of the lipase is phospholipids (PL [10]). However, the major part of the PL was removed in the degumming step of vegetable oil refining, which preceded the neutralization step that by-produced acid oil. Therefore, the content of PL was supposed to be very low in AOS. Actually, PL was not detectable in the TLC analysis using the Dittmer–Lester reagent for visualization. In addition, C. rugosa lipase hydrolyzes PL very well (data not shown). Thus PL, if any, should be hydrolyzed and removed in the hydrolysis step. It was indicated that AOH contains inhibitory substance(s) other than PL.
Advantages of Two-step Conversion Comprising Hydrolysis of Acylglycerols With C. rugosa Lipase and Methyl Esterification of FFA With Immobilized C. antarctica Lipase
The process established in this study required 2.5 wt% immobilized lipase per amount of acid oil to produce FAME [in the first esterification, 1.0 wt% × 10 g (reaction mixture)/6.6 g (acid oil); in the second esterification 1.0 wt% × 10 g (reaction mixture)/ 9.98 g (DEP-1)]. The previous two-step process comprising methyl esterification of FFA and methanolysis of acylglycerols required 7.5 wt% immobilized lipase per amount of acid oil (1.5 wt% in the first step; 6.0 wt% in the second step [8]. The amount of immobilized lipase required in the present process, therefore, decreased to 1/3 of that in the previous one. Even under consideration with the required amount of C. rugosa lipase (0.68 mg lipase/g acid oil) for hydrolysis and the commercial prices of the lipases in Japan, the cost of lipases for the production of FAME by the present process was estimated to be about 2/3 of that of the previous one. In addition, the final product obtained by this process contained 1 wt% acylglycerols, whereas that obtained by the previous one contained 3 wt% [8].
The enzymatic process established in this study has the following advantages: a) a high degree of esterification was achieved by conducting the second esterification in the presence of glycerol, which decreases the content of water in the oil layer, glycerol works as an in situ dehydrating agent that is effective under an ambient pressure; b) the immobilized lipase can be used for a long period; thus, the production costs are reduced. In addition, the process is advantageous in the following respects: c) the reaction temperature is moderate; thus, the energy for heating can be saved; d) a process to remove the acid catalyst is not necessary; e) the waste water is neutral in pH and is free from salts. These advantages indicate that this enzymatic system is eco-friendly and may be applicable to an industrial process for the production of biodiesel fuel from acid oil.
References
Mittelbach M, Tritthart P (1988) Diesel fuel derived from vegetable-oils. 3. Emission tests using methyl-esters of used frying oil. J Am Oil Chem Soc 65:1185–1187
Haas MJ, Bloomer S, Scott K (2000) Simple, high-efficiency synthesis of fatty acid methyl esters from soapstock. Ibid 77:373–379
Watanabe Y, Shimada Y, Sugihara A, Tominaga Y (2001) Enzymatic conversion of waste edible oil to biodiesel fuel in a fixed-bed bioreactor. Ibid 78:703–707
Lee KT, Foglia TA, Chang KS (2002) Production of alkyl ester as biodiesel from fractionated lard and restaurant grease. Ibid 79:191–195
Hsu AF, Jones KC, Foglia TA, Marmer WN (2004) Transesterification activity of lipases immobilized in a phyllosilicate sol-gel matrix. Biotechnol Lett 26:917–921
Ghosh S, Bhattacharyya DK (1995) Utilization of acid oils in making valuable fatty products by microbial lipase technology. J Am Oil Chem Soc 72:1541–1544
Tueter M, Aksoy HA, Gilbaz EE, Kursun E (2004) Synthesis of fatty acid esters from acid oils using lipase B from Candida antarctica. Eur J Lipid Sci Technol 106:513–517
Watanabe Y, Pinsirodom P, Nagao T, Yamauchi A, Kobayashi T, Nishida Y, Takagi Y, Shimada Y (2007) Conversion of acid oil by-produced in vegetable oil refining to biodiesel fuel by immobilized Candida antarctica lipase. J Mol Catal B Enzym 44:99–105
Lai C-C, Zullaikah S, Vali SR, Ju Y-H (2005) Lipase-catalyzed production of biodiesel fuel from rice bran oil. J Chem Technol Biotechnol 80:331–337
Watanabe Y, Shimada Y, Sugihara A, Tominaga Y (2002) Conversion of degummed soybean oil to biodiesel fuel with immobilized Candida antarctica lipase. J Mol Catal B Enzym 17:151–155
Watanabe Y, Shimada Y, Baba T, Ohyagi N, Moriyama S, Terai T, Tominaga Y, Sugihara A (2002) Methyl esterification of waste fatty acids with immobilized Candida antarctica lipase. J Oleo Sci 51:655–661
Pizarro AVL, Park EY (2003) Lipase-catalyzed production of biodiesel fuel from vegetable oils contained in waste activated bleaching earth. Process Biochem 38:1077–1082
Haas JM, Michalski PJ, Runyon S, Nunez A, Scott KM (2003) Production of FAME from acid oil, a by-product of vegetable oil refining. J Am Oil Chem Soc 80:97–102
Dittmer JC, Lester RL (1964) A simple, specific spray for the detection of phospholipids on thin-layer chromatograms. J Lipid Res 5:126–127
Sugihara A, Shimada Y, Tominaga Y (1990) Separation and characterization of two molecular forms of Geotrichum candidum lipase. J Biochem 107:426–430
Shimada Y (2004) Lipases. In: Inoue K (ed) Food enzyme chemistry: its most up-to-date technology and application and perspectives to food proteomics. CMC Publishing Co., Tokyo, pp 172–183
Shimada Y, Watanabe Y, Samukawa T, Sugihara A, Noda H, Fukuda H, Tominaga Y (1999) Conversion of vegetable oil to biodiesel using immobilized Candida antarctica lipase. J Am Oil Chem Soc 76:789–793
Acknowledgments
Authors would like to thank Dr. Pongsuda Pongtanya, National Center for Genetic Engineering and Biotechnology, Thailand, for her technical support.
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Watanabe, Y., Nagao, T., Nishida, Y. et al. Enzymatic Production of Fatty Acid Methyl Esters by Hydrolysis of Acid Oil Followed by Esterification. J Am Oil Chem Soc 84, 1015–1021 (2007). https://doi.org/10.1007/s11746-007-1143-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-007-1143-4