
Abstract
Most of the commercial manufacturers of soap and detergents are still using sodium tripolyphosphate and trisodium phosphate as the builder material which results into eutrophication through laundry. Phosphate mainly originates from detergents and affects the aquatic ecosystem severely. This may increase decomposer organisms that require oxygen, which can deplete the amount of oxygen dissolved in the water. To remedy this, many leading detergent manufacturers currently use zeolite A as the builder material which has proven to be a better substitute for phosphatic additives. Zeolite A is a three-dimensional crystalline aluminosilicate resin having a high exchange capacity towards ions that cause water hardness. In spite of this tremendous potential, the high cost of zeolite A has limited its effective use in detergents. The specific objectives of this study were to synthesize zeolite A resin in a more economically viable fashion using waste material, a composite ash, which is the post-combustion residue of rice husk blended with coal, and to formulate an eco-friendly phosphate-free detergent powder using the same. The studies also focused on evaluating its detergency action by analyzing moisture content, foam height, surface tension, tea/coffee stain test along, and alcohol solubility. The results show that the synthesized detergent has comparable detergency to two known commercial brands of detergent. This economical synthesis combined with the exceptional parameters of zeolite A resin, such as fine particle size, high exchange capacity, inert nature, and anti-redeposition properties, makes this detergent an elite and cost-effective product.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Detergents have traditionally been powdered or granular solids and the physicochemical properties of surfactants make them suitable for laundry purposes [1]. Detergents are comprised of four major types of ingredients: builders, surface-active agents (surfactants), additives, and fillers. Surfactants remove the soil from the fiber, but their effectiveness is impaired to a certain degree by hard water. An important task of the builders is to soften the water and thus ensure the effectiveness of the surfactants [2]. The different types of commercial detergent builders are sodium tripolyphosphate (STPP), citrate, carbonate, and sodium silicate etc. Most of the laundry detergents in India are phosphate-based, but there is no control or regulation of phosphate use in detergents. Phosphate which mainly originates from detergents affects the aquatic ecosystem severely [3]. Since surfactants are the major active ingredients of laundry detergents, special attention should be focused on the treatment and disposal of laundry wastewater [4]. The use of STPP in the domestic environment increases the phosphate content in household wastewater, which may then contribute to the phosphorous load in rivers, lakes, and inshore waters [5]. Moreover, phosphatic detergents contribute only to a part of the phosphatic load. Major contributions are also attributed to phosphatic fertilizers which leach from farms into aquatic bodies resulting in eutrophication [6].
Zeolites are crystalline natural or synthetic aluminosilicates with the following formula: M x/n [(Al2O3) x (SiO2) y ]·zH2O, where M is an exchangeable cation with valency n. They soften water by exchanging calcium ions and, to a lesser extent, magnesium ions for sodium ions, thereby preventing precipitation of surfactants [7]. The aluminosilicate resin having pore openings about 4 Å is commonly termed as zeolite/molecular sieve A. During the synthesis, sodium cations occupy the voids in the cage structure which imparts the maximum exchange capacity against the cations that cause water hardness [8]. There is significant interest in the preparation of molecular sieve 4 Å owing to its widespread industrial applications in separation processes as a sorbent, membrane, detergent builder, and catalyst etc. [9]. Its advantageous calcium exchange selectivity and water sorption properties are the result of unusual flexibility of the zeolite framework; these properties are delivered through engineering the framework composition and the size and porosity of the finished particles [10, 11]. The fine particle size of zeolite 4A tends to allow its penetration into the pores of fibers resulting in effective removal of dirt particles. In addition, the anti-redeposition and coagulation properties of this material are of significance in detergency. Zeolite 4A is now well established as a detergent builder component in the USA, Europe, and Japan [12] and some major detergent manufacturers in India. As zeolite 4A contains no phosphate ions, this material is an ideal substitute for phosphatic builder materials in the formulation of detergents to avoid eutrophication [13]. The key features of zeolite A resin-based detergents are its robust builder performance under a wide range of conditions; its high product stability and ease of processing; its high liquid absorption capacity; and its safety towards humans and the environment, hence having wide acceptance by detergent manufacturers and consumers [14].
It has been reported that approximately 750 million tons of coal fly ash (CFA) is produced globally each year; on average only 25 % of this is utilized and the rest is disposed of as a waste causing yet another environmental concern [15, 16]. The disposal of such a huge quantity of ash is therefore a pressing issue. Several approaches have been made to improve the utilization of ash, either to reduce the cost of disposal or to minimize the environmental impact [17]. Previous studies have been conducted on using fly ash to produce zeolite A, but the loss of optical brightness due to the iron content in ash posed a problem with its application in manufacturing detergents [18, 19]. Further studies reported efforts to improve the optical brightness of this zeolite, but a significant remedy has not been obtained [20].
Recently rice husk has received significant attention as a potential source of renewable energy that has a calorific value of almost two-thirds that of coal. Rice husk blended with coal to improve the energy production [21, 22]. During combustion, it reduces the CO2 emissions because rice husk is a mild carbonaceous source. The post-combustion residue that remains is termed composite ash, which presents the physicochemical composition of coal and biomass simultaneously, but causes yet another environmental concern. The conversion of this ash into a value-added product, zeolite/molecular sieve 4A, can help to reduce the environmental burden of composite ash, in addition to CFA, to a great extent [23]. The main disadvantage currently restricting its popular use in India is the cost involved with zeolite A production. If an alternate low-cost route of production could be introduced, it can be made viable for the minor scale manufacturers of detergents, too. Hence, this study presents a commercially feasible solution by utilizing waste composite ash and converting it to a value added product and explores its applicability as a detergent builder.
Experimental Procedures
Materials and Methodology
The composite ash sample generated by the combustion of 80 parts biomass (rice husk) and 20 parts coal was procured from mini thermal power plants in the vicinity of Nagpur city. Sodium hydroxide (99.99 % pure) from Merck, India was used for ash refluxing. Purified aluminum hydroxide gel (Merck) was used to prepare sodium aluminate solutions. A jar test unit (SECOR) was used for mixing and agitation of the gel. An autoclave made of stainless steel having a capacity of 500 ml was used for hydrothermal crystallization of the aluminosilicate gel. Powdered commercial zeolite 4A (Wako, Japan) and detergent samples of two well-known brands were procured for comparative evaluation studies.
All the material used in the preparation of detergent powder, e.g., optical brightener, acid slurry, active enzymes, stabilizer, perfumes, were of industrial grade and obtained from commercial sources.
Synthesis of Zeolite A Resin from Composite Ash
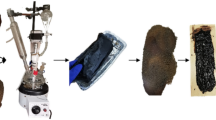
Zeolite A resin was prepared using composite ash as a source material for extraction of sodium silicate which acts as the main ingredient in the composition [24]. The other main component, sodium aluminate, was prepared using aluminum hydroxide gel as reported elsewhere [25, 26]. The synthesis is illustrated in Fig. 1.

Synthesis of zeolite A resin
The aforementioned methodology includes refluxing of ash with alkali solution for a period of about 4–6 h. The so-called sodium silicate extract is further enriched using sodium aluminate solution. The mixture was then aged for 4 h and hydrothermally crystallized for 2.5 h. The resin sample was then washed repeatedly using deionized water and dried in an oven [19].
Characterization of Composite Rice Husk Ash (CRHA)-Based Zeolite A Resin
Calcium Binding Capacity (CBC)
A 0.05 % solution of CaCl2·2H2O was prepared and its pH was adjusted to between 10 and 10.5. This solution is referred to as the “original solution”. Five hundred milliliters of this solution was taken in a 1-l plastic beaker. A 0.5-g sample of the RHA-based zeolite 4A was carefully weighed and dried for 1.5 h at 110 °C in a laboratory oven to remove its inherent moisture. It was then cooled to room temperature in a desiccator, precisely weighed again, and then poured into the original solution. A similar system was also prepared with commercial zeolite 4A sample (Wako, Japan). Both these mixtures were agitated in a jar for 15–20 min at 100–120 rpm to cause the sample to undergo exchange of calcium ions. The mixture was then filtered using Whatman paper no. 42. The filtrates and original solutions underwent complexometric titration against 0.01 M EDTA solution with EBT indicator, which produced a sharp color change from pink to violet. The CBC in meq Ca2+/100 g of sample is given by Eq. 1:
where A is the volume of 0.01 M EDTA required to titrate the Ca2+ ion solution, B is the volume of 0.01 M EDTA solution required to titrate the filtrate of zeolite-treated Ca2+ solution.
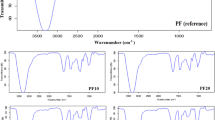
X-Ray Diffraction
The powder X-ray diffraction (XRD) patterns of commercial zeolite 4A and CRHA-based zeolite 4A resin samples were examined using an X-ray diffractometer and the percentage crystallinity was determined using an ASTM method. The sharp peaks obtained in the diffractograms of both the samples indicate substantial crystallinity (Fig. 2).

Comparative X-ray diffraction patterns of commercial and CRHA-based zeolite A
Particle Size Analysis
The average particle size of the powdered samples of commercial standard and CRHA-based zeolite A was recorded using a particle size analyzer (Sympatec HELOS (H1004) SUCELL). The comparative results are exhibited in Fig. 3.

Particle size analysis of commercial zeolite A (1) and CRHA-based zeolite A (2)
Formulation of Detergent Powder
The synthesized zeolite 4A resin was further applied in the formulation of detergent powder according to the standard stoichiometry followed in commercial formulation. The other ingredients, viz. sodium carbonate, sodium chloride (stabilizer), and optical brightener in powdered form, were mixed in a mixing unit and then homogenized thoroughly by adding liquid bases allowing for spray drying. After complete drying the solid mass thus formed was ground again in a mixer to afford a homogenized detergent powder. The flowchart of preparation of CRHA zeolite 4A resin-based detergent powder is depicted in Fig. 4.

Flowchart of formulation of detergent using CRHA-based zeolite A resin
Characterization of the Detergent Powder
The detergent powder prepared by the process above was carried out by using the following methods.
Moisture Test
A moisture test was carried out to determine the percentage moisture content present in the detergent sample. Thus 10 g of detergent sample was transferred onto a preweighed watch glass. The sample was then heated in a laboratory oven at 150 °C for 3 h and weighed after cooling. The % moisture content was calculated by using Eq. (2):
Alcohol Solubility Test
An alcohol solubility test was carried out to ensure the solubility of detergent powder using industrial alcohol as a solvent. Thus 2.5 g of detergent sample was weighed and dissolved in 50 ml of industrial alcohol. The resulting solution was filtered using previously weighed Whatman paper no. 42. The sample was then subjected to heating at 35–40 °C in an oven for 5 min. The alcohol solubility was calculated by using Eqs. 3 and 4:
Foam Height Test
A foam height test was used to determine how much foam the detergent produced. If the foam height is low, then more foam must be added to the detergent. A 1 % solution of the detergent was made by dissolving 1 g of detergent powder in 99 ml distilled water in a measuring cylinder. The measuring cylinder was rotated 30 times and the foam height at 0, 5, 10, and 15 min was noted.
Surface Tension Test
A surface tension test was carried out to determine the surface tension of the detergent samples. Thus, first the density of a 1 % detergent solution was determined. Distilled water was taken in a stalagmometer and the number of drops of water was observed from the marking given on the equipment to the end marking. This was repeated for the 1 % solution of detergent sample. The surface tension of the sample was calculated by using Eq. 5 [27]:
Here the surface tension of water is 71.18 dyne/c, the density of water is 0.9956 g/cm3, n 1 is the number of drops of sample, and n 2 is the number of drops of water.
Stain Test
Stains of tea, coffee, spinach, and pickles on specific dimensions of cloth cotton clothes were washed using the preweighed sample of detergent to check its detergency action. A green filter was fitted into the reflectance meter and the sensor was adjusted to allow for whiteness measurement. The electronic meter was adjusted to 99° using a magnesium block. The light from the magnesium block was kept on the cloth at the location of the stain. The whiteness (degree) reading on the electronic meter corresponded to the whiteness of the laundered stain [28].
Results and Discussion
Cation Binding Capacity (CBC)
The calculated value of CBC for CRHA-based zeolite A is 545 meq/100 g. The value is on a par with the calculated value for the commercial sample, 560 meq/100 g. Calcium exchange/binding capacity is the most essential criterion to decide the detergency or cleaning action of any detergent builder. A builder material possessing higher cation exchange capacity is supposed to excel in water softening, which ultimately results in foaming, thus reducing surface tension between dirt particles and fabric.
XRD Crystallinity
The sum total of relative intensities of d-spacing values in angstroms (Å) of commercial standard zeolite A as compared to CRHA-based zeolite A has been used as a basis for the estimation of crystallinity elsewhere [29]. According to the method, the % crystallinity of CRHA-based zeolite A sample was around 88 % relative to the commercial standard, which is quite promising.
Particle Size Analysis
The average particle size of standard zeolite A and CRHA-based zeolite A was analyzed and compared on the basis of Sauter mean diameter (SMD). The results clearly indicate the fine particle size of CRHA-based zeolite A to be up to 2.2 µm as compared to commercial standard having an average particle size of 2.53 µm.
It was concluded that the zeolite particle size for optimal cleaning had to be less than 10 µm. Particle size was also selected to ensure adequate removal of the zeolite in wastewater treatment. The generally accepted minimum particle size of a solid adequately removed by normal waste water treatment is 1 µm. Hence, it was concluded that the optimum particle size of type A zeolite for laundry application is in the range of 1–10 µm [30].
Analysis of Detergent
After investigating the major characteristic properties of CRHA-based zeolite A, efforts were made towards the formulation of a non-phosphatic detergent powder following the standard protocol as mentioned earlier. The formulated detergent sample was then analyzed using various physicochemical parameters such as moisture content, surface tension, foam height, alcohol solubility, and stain test. The same tests were also conducted on the two well-known commercial detergents and the results of their comparative evaluation are presented below.
Moisture Content
The moisture content test was carried out for CRHA zeolite 4A resin-based detergent along with commercial detergent 1 and 2. The % moisture contents present in CRHA zeolite 4A resin-based detergent, commercial detergent 1, and detergent 2 are 6.7, 7, and 4.2 %, respectively. Thus, the values of CHRA zeolite 4A-based detergent and commercial detergents closely match.
Alcohol Solubility
Alcohol solubility analysis indicates the organic part, i.e., fatty acids, present in the detergent samples which is necessary to remove the mineral deposits. The % solubility of CRHA zeolite 4A resin based detergent; commercial detergent 1 and 2 are observed as 70.5, 65 and 60 % respectively. It is a well-known fact that the higher the solubility of the organic part, the greater will be the detergency action due to the incorporation of fatty acids in the washings.
Foam Height
The foam height was calculated using the method mentioned earlier. The respective values of foam height of CRHA zeolite A resin-based detergent along with the commercial brands clearly reveal that the foam height of our detergent sample is impressive. The higher value of foam height reflects a reduction of surface tension which ultimately results in better cleaning action.
Surface Tension
The surface tension values of CRHA zeolite A-based detergent and the two commercial brands are 22, 20, and 18.4 dyne/cm, respectively. The surface tension value of CRHA zeolite A-based detergent compared to the commercial detergents is quite encouraging. While the proprietary compositions of the commercial samples are not known, as a basis for stain-test performance comparison, the levels of surfactants added in the prototype formulation were chosen to achieve a comparable reduction in surface tension.
Industrial Oil and Tea Stain
The stain test was carried out for CRHA zeolite 4A resin-based detergent along with commercial detergent 1 and 2 as per the methodology reported earlier. The comparative examination of stain-removing capacity represented as optical brightness is graphically denoted in Fig. 5. The CRHA zeolite 4A-based detergent was applied on a tea stain and industrial waste oil stain on cotton cloth and it the stain was removed with minimal rubbing, at a faster rate than with commercial brands.

Comparative evaluation of optical brightness of stained fabrics
Hence, the prototype formulation performed well compared to other commercial products when evaluated for the detergents’ overall solubility, foam generation, and cleaning performance. No limitations could be attributed to this prototype formulation comprising CRHA-based zeolite 4A resin.
References
Bajpai D, Tyagi VK (2007) Laundry detergents: an overview. J Oleo Sci 56:327–340
Hollingsworth MW (1978) Role of detergent builders in fabric washing formulations. J Am Oil Chem Soc 55:49–51. doi:10.1007/BF02673389
Pattusamy V, Nandini N, Bheemappa K (2013) Detergent and sewage phosphates entering into lake ecosystem and its impact on aquatic environment. Int J Adv Res 1:129–133
Braga JK, Varesche MBA (2014) Commercial laundry water characterisation. Am J Anal Chem 5:8–16
Crutchfield M (1978) Organic builders: a review of worldwide efforts to find organic replacements for detergent phosphates. J Am Oil Chem Soc 55:58–64
Smolders AJP, Lucassen ECHET, Bobbink R, Roelofs JGM, Lamers LPM (2010) How nitrate leaching from agricultural lands provokes phosphate eutrophication in groundwater fed wetlands: the sulphur bridge. Biogeochemistry 98:1–7. doi:10.1007/s10533-009-9387-8
Fruijtier-Pölloth C (2009) The safety of synthetic zeolites used in detergents. Arch Toxicol 83:23–35. doi:10.1007/s00204-008-0327-5
Sekhon BS, Sangha Manjeet K (2004) Detergents—zeolites and enzymes excel cleaning power. Resonance 9:35–45. doi:10.1007/BF02837576
Islam MN, Ani N (2000) Techno-economics of rice husk pyrolysis, conversion with catalytic treatment to produce liquid fuel. Bioresour Technol 73:67–75. doi:10.1016/S0960-8524(99)00085-1
Adams CJ, Araya A, Carr SW, Chapple AP, Franklin KR, Graham P (1997) Zeolite MAP: the new detergent zeolite. Stud Surf Sci Catal 105:1667–1674. doi:10.1016/S0167-2991(97)80814-2
Zatta A et al (1997) Zeolite AX—a new zeolite builder for detergents. J Com Esp Deterg 27:71–82
Matthias F, Poslethwaite D, Kluppel H (1998) Life cycle inventory for the production of zeolite a for detergents. Int J LCA 3:71–74. doi:10.1007/BF02978490
Udhoji JS, Bansiwal AK, Meshram SU, Rayalu SS (2005) Improvement in optical brightness of fly ash based zeolite-A for use as detergent builder. J Sci Ind Res 64(05):367–371
Kurzendörfer CP, Kuhm P, Steber J (1997) Zeolites in the environment. In: Schwuger MJ (ed) Detergents in the environment. Marcel Dekker, New York, p 127
Franus W, Wdowin M, Franus M (2014) Synthesis and characterization of zeolites prepared from industrial fly ash. Environ Monit Assess 186:5721–5729. doi:10.1007/s10661-014-3815-5
Blissett RS, Rowson NA (2012) A review of the multicomponent utilisation of coal fly ash. Fuel 97:1–23
Bhattacharjee U, Kandpal T (2002) Potential of fly ash utilization in India. Energy 27:151–166. doi:10.1016/S0360-5442(01)00065-2
Rayalu S, Labhsetwar NK, Khana P (1999) Process for the synthesis of flyash based zeolite-A. US Patent 5,965,105, 12 Oct 1999
Rayalu SS, Udhoji JS, Munshi KN, Hasan MZ (2001) Highly crystalline zeolite—a from fly ash of bituminous and lignite coal combustion. J Hazard Mater 88:107–121. doi:10.1016/S0304-3894(01)00296-5
Udhoji JS, Bansiwal AK, Meshram SU, Rayalu SS (2005) Improvement in optical brightness of fly ash based zeolite-A for use as detergent builder. J Sci Ind Res 64:367–371
Yalcın N, Sevinc V (2000) Studies of the surface area and porosity of activated carbons prepared from rice husks. Carbon 38:1943–1945. doi:10.1016/S0008-6223(00)00029-4
Olmez H (1988) Utilization of agriculture and industrial wastes in production of the cement. Ondokuz Mayis University, Samsun, Publ. No. 47
Hui KS, Chao CYH (2006) Pure, single phase, high crystalline, chamfered-edge zeolite 4A synthesized from coal fly ash for use as a builder in detergents. J Hazard Mater B137:401–409. doi:10.1016/j.jhazmat.2006.02.014
Chayakorn B, Pesak R (2009) Synthesis of zeolite A membrane from rice husk ash. J Met Mater Min 19:79–83
Rayalu SS, Bansiwal AK, Meshram SU, Labhsetwar N, Devotta S (2006) Fly ash based zeolite analogues: versatile materials for energy and environment conservation. Catal Surv Asia 10:74–88. doi:10.1007/s10563-006-9011-z
Rayalu SS, Labhsetwar NK, Biniwale RB, Meshram SU, Udhoji JS, Khanna PK (1998) Producing zeolites from fly ash. Chem Ind Dig 41A:1212
Haries JC (1954) Detergent evaluation and testing. Wiley Interscience, New York, pp 92–103
Dhakite P, Gogte B, Burande B (2013) Comparative study of partial and total replacement of linear alkyl benzene sulphonate by novel polymer on the properties of detergent. J Sci Ind Res 72:222–227
Rayalu SS, Meshram SU, Hasan MZ (2000) Highly crystalline faujasitic zeolites from fly ash. J Hazard Mater B77:123–131. doi:10.1016/S0304-3894(00)00212-0
Llenado RA (1986) In: Cutler G (ed) New physical and analytical techniques in detergency, in detergency: theory and technology. CRC, Boca Raton, pp 90–123
Acknowledgments
The author acknowledges the support extended by Professor M.K.N.Yenkie, Director In-charge, Laxminarayan Institute of Technology, RTM Nagpur University, Nagpur, for his constant guidance and encouragement; and the help rendered by Dr. V. Karadbhajane, Head, Department of Oil and Surfactants Tech., LIT for providing necessary laboratory facilities. Thanks are also due to Mr. J. Thakral, regarding analytical characterization of detergent samples.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Meshram, S.U., Khandekar, U.R., Mane, S.M. et al. Novel Route of Producing Zeolite A Resin for Quality-Improved Detergents. J Surfact Deterg 18, 259–266 (2015). https://doi.org/10.1007/s11743-014-1656-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11743-014-1656-4