
Abstract
This paper deals with the investigation of gear finish hobbing using several cutting materials. Gear finish hobbing is a method for soft finishing of external cylindrical power transmission gears. Based on these results, the potential of the cutting materials cemented carbide, PM-HSS, cermet and PCBN were presented in this paper. The challenges in gear finish hobbing are small chip thicknesses and high cutting speeds. Regarding these points the wear behavior of the tools was investigated. For the investigation the fly-cutter process was used. In the conducted investigations the wear behavior at cutting speeds between 250 up to 2250 m/min was regarded. The conclusion is, cemented carbide tools have the highest potentials for gear finish hobbing at high cutting speeds. The cutting materials cermet and PCBN do not allow a stable process at cutting speeds above 1500 m/min.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction and motivation
In many process chains for gear manufacturing, fine machining is the final machining process. Therefore, mostly fine machining is the quality defining step in gear manufacturing. Fine machining of gears occurs in hard or soft workpiece conditions. For hard finishing gear grinding and gear honing are the most common processes. Soft finishing processes offer an alternative in fine machining. The most common soft finishing processes are gear shaving and gear finish hobbing. Compared to hard finishing processes and the gear shaving process, gear finish hobbing offers high potentials to realize an economical and ecological finishing process of gears [1, 2]. The economical advantages are the possibility to use only one machine tool and one clamping system for the hole machining operation. By this, the effort for logistics and storage decreases. By using a dry cutting process in finish hobbing, a completely dry process chain can be realized. A shaving process or the hard finishing processes are not able to run without cooling liquids. Without cooling liquids in the gear manufacturing the critical disposal is not a topic anymore. Furthermore, the toxic contact to the personnel is excluded.
The process of gear finish hobbing is most commonly divided in a roughing and a finishing process [1, 2]. In the roughing process the highest amount of material is machined. The finishing process is used to get a high geometrical quality of the gear and to get a low surface roughness. To achieve low cutting forces in the finishing step the material stock after the roughing process is minimized. Additionally, a low amount of stock on the flank offers the possibility to use high cutting speeds.
The focus of these investigations is to analyze the potentials of several cutting materials for the gear finish hobbing processes. For this, standard cutting materials like PM-HSS and cemented carbide will be investigated. Furthermore, the cutting materials cermet and PCBN are to be investigated. By this, potentials of alternative cutting materials for the gear finish hobbing process will be shown. Today, in the industrial practice the cutting materials PM-HSS and cemented carbide are the only cutting materials for gear hobbing. The research project “Potenziale des Fertigwälzfräsens von Verzahnungen” focuses on the possible improvements of gear finish hobbing above the state of the art.
2 State of the art
Gear finish hobbing offers a high economic potential, because expensive hard finishing processes can be abolished. Key factors of the gear finish hobbing process are the process-related shape deviations, which result from the process kinematics. In gear hobbing and gear finish hobbing processes, the deviations are separated into feed mark deviations δx and generating cut deviations δy.
The feed mark deviations occur because of the axial feed of the tool along the workpiece axis. The axial feed in gear hobbing is the distance in the axial direction that the tool moves during one rotation of the workpiece. These deviations occur in axial workpiece direction and are calculated according to formula [12]:
fa [mm], Axial feed; da0 [mm], Tool diameter; β [°], Helix angle; αn [°], Pressure angle.
Generating cut deviations occur out of the characteristic process kinematics of gear hobbing processes.
The involute is generated by a straight flanked tool. The different straight flanks of a hob come in contact with the workpiece sequentially. Consequently, the involute only is approximated. The amount of the generating cut deviations can be calculated with formula [12]:
mn [mm], Module; ni [−], Number of gashes; z0 [−], Number of starts; z2 [−], Number of tooth; αn [°], Pressure angle.
For gear finish hobbing the characteristic deviations are set to about 1 µm and lower. Due to the advantage of low deviations and a low surface roughness, gear finish hobbing offers the possibility to shorten the process chain for gear manufacturing. However, for gear finish hobbing the deviations coming out of the heat treatment have to be known. These deviations have to be considered in the hobbing process. Because of the elimination of the hard finishing process after heat treatment, all deviations of the hardening process will remain. After the heat treatment, the gear is ready for assembling.
The special advantages of gear finish hobbing are the high cutting speed and the low amount of stock. Theses points were investigated in several research projects at WZL. In the project “Potenziale des Wälzfräsens im Schlichtschnitt bei extrem hohen Schnittgeschwindigkeiten” the influence of several cutting materials on the tool life was investigated in an analogy trial [1, 2]. Based on these investigations the AiF research project “Potenziale des Fertigwälzfräsens von Verzahnungen” was developed. In this project, the results of the analogy trial should be transferred on the load collective in gear hobbing.
The potential of several cutting materials for gear finish hobbing was not the only focus of the investigations. Additionally, the possible workpiece quality was a topic. For these, the fly-cutter trial was used. The influence of different process parameters on the possible shape and surface quality was investigated. The deviation from the ideal involute depends on the number of generating cuts. By using more generating cuts (higher number of gashes), the straight tool profiles approximate the ideal involute more accurate. To increase the economy of the gear finish hobbing process, the cutting speed has to be increased [1, 3].
The state of the art shows, that there is no influence of the cutting direction, climb cutting or conventional cutting, on the tool life. But there are differences in the surface quality. In the conventional cutting process the surface quality and the roughness is mostly better. Surface defects like smeared material were observed at higher tool wear than in the climb cutting [1, 3].
The tool design for roughing and finishing has a significant influence on the tool life. On the one hand, roughing and finishing can occur on the same tool position. On the other hand the two cuts can be done on separate tool zones. By using separate zones a lower addendum delivers an increase of the tool life. If the second cut, the finishing cut, only machines the stock on the flanks and not in the tooth root the tool life can be increased up to 150 % [3].
3 Research objective and approach
The objective of the research project is a process optimization of gear finish hobbing with regard to economy and workpiece quality. The motivation for gear finish hobbing is to shorten the process chain, by machining the part on one machine tool in one clamping. Furthermore, a completely dry process can be realized. The content of the investigations are the evaluation of different cutting materials, tool systems and process parameters.
The focus in this paper is the result of the investigations with different cutting materials. In [3] the capacity of cemented carbide tools was analyzed in detail. The wear behavior of the tools was investigated at cutting speeds from vc = 250 m/min up to vc = 1500 m/min. The results had shown, that the tool life reached a maximum at vc = 500 m/min. The tool life reached a length of L = 83.9 m/tooth. The tool life of L = 20 m/tooth was reached at a cutting speed of vc = 1500 m/min.
Based on these results the potential of the cutting material PM-HSS was regarded as well. By this, both standard cutting materials for gear hobbing were investigated. To get a statement for future possibilities the wear behavior of the cutting materials cermet and PCBN were regarded additionally. So, a basis for a comparison of different cutting materials in gear finish hobbing was developed and will be presented in this paper.
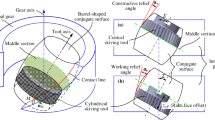
For the machining trials a modified fly cutter hobbing process was used. The tool consists of a roughing and a finishing zone. The roughing zone is a standard PM-HSS hob and the finishing zone is a fly cutter, see Fig. 1. The workpiece has a module of mn = 2.56 mm and a number of teeth of z2 = 39. The helix angle is β2 = 23° and the pressure angle αn = 17.5°. The material for all workpieces was 16MnCr5. The tensile strength of the material is about Rm = 580 N/mm2.

Gear data and experimental set-up
For the investigations the cutting speed was varied. The other process parameters were set to constant values. The process of the finish machining was carried out in conventional cutting with an axial feed of fa = 1 mm. The amount of stock on the flanks was aF = 60 µm in all trials. By this a maximum chip thickness of hcu,max = 20 µm and a cutting length of lcu,max = 4 mm occurs. To analyze the chip geometries and the local load on the cutting edge in geometrically complex gear cutting processes, geometrical penetration simulations were used [4–6]. The chip geometry was calculated using the penetration calculation SPARTApro developed at WZL [7, 8].
4 Cutting trials in finish gear hobbing
For the investigations, the cutting materials cemented carbide, PM-HSS, cermet and PCBN were analyzed. The cutting materials cermet and PCBN could show potentials above the state of the art hobbing processes. The tools are shown in Fig. 2.

Applied fly-cutter tools
For the reference trials the cutting material coated cemented carbide K30 was applied. The analyzed cutting speeds were vc = 250 m/min up to vc = 1500 m/min. Additionally, the cutting materials PM-HSS and cermet were coated as well. Only the tools out of PCBN were utilized uncoated. Additionally, the initial cutting edge radii are given. The mean value of the measurements of the coated cemented carbide tools is r = 11 µm. The same cutting edge radius of the coated PM-HSS and cermet tools is r = 13 µm. The cutting edge radius of the PCBN tool is r = 7 µm. The PCBN tool was measured uncoated, because of this the radius is significant smaller.
For the trials a tool life criteria was defined. In Fig. 3 a combination hob for gear finish hobbing is presented. It consists out of two areas, the roughing and the finishing area. The aim is, to reach the same tool life for each area. Under the assumption that a tooth of the hob in the roughing process reaches a tool life of L = 6–8 m/tooth, the finishing tooth has to reach about L = 20 m/tooth. This led to the theoretical tool length to be ¾ of the roughing and ¼ of the finishing area.

Definition of the tool life criteria
The maximum flank wear width is set to VB = 100 µm. If the flank wear width increases, the workpiece quality will decrease. The tool wear will directly result in a profile form deviation [1]. In the gear finish hobbing process chain, the hobbing process is the last machining process. Thus, it defines the final workpiece quality. Because of this, the reached workpiece quality after hobbing is essential for a stable process. By increasing the cutting speed for each cutting material, the most productive process was determined.
4.1 Cemented carbide and PM-HSS cutting materials
The basis for the comparison of the different cutting materials are the results of the tool wear behavior of the cemented carbide tools. The reached tool life for the different cutting speeds is shown in Fig. 4. As described above, the maximum tool life for cemented carbide tools was reached at a cutting speed of vc = 500 m/min. Here the tool life was L = 83.9 m/tooth. The cutting force and the tool load decreases by increasing the cutting speed from 250 to 500 m/min, because of the positive effect of higher cutting temperatures [9]. If the cutting speed increases up to vc = 750 m/min the tool life decreases significantly to L = 50.8 m/tooth. The defined tool life criteria for the most productive process was reached at a cutting speed of vc = 1500 m/min. Here the tool life is below L = 20 m/tooth with L = 18.9 m/tooth.

Tool life using cemented carbide tools
Furthermore, the cutting edges of the worn tools for the trials vc = 250 m/min and vc = 1500 m/min were investigated. The tool which was used for vc = 250 m/min has a homogenous flank wear width along the cutting edge. The tool of the trial vc = 1500 m/min shows a completely different wear phenomenon. Here notch wear occurred on the cutting edge. This notch wear leads to a sudden end of the tool life. Additionally to the notch wear, the tool of the vc = 1500 m/min trial showed smeared workpiece material on the cutting edge. This did not occur at the tools which were used for the lower cutting speeds.
The investigation at the cutting material PM-HSS were conducted at lower cutting speeds. Here the cutting speed was set from vc = 400 m/min up to vc = 600 m/min. The wear behavior of these trials is shown in Fig. 5. For all three trials the curves of the flank wear width for leading and trailing flank are shown.

Tool life using PM-HSS
The flank wear width at a cutting speed of vc = 400 m/min increases linearly. The wear width of VB = 100 µm was exceeded after L = 22.9 m/tooth. To get the cutting speed for the most productive process using PM-HSS the cutting speed was increased. The trial at vc = 500 m/min shows a similar behavior like the trial at vc = 400 m/min. A linear increasing wear width up to about L = 21.6 m/tooth was regarded. At a higher cutting speed, vc = 600 m/min, the maximum wear width exceeded VB = 100 µm at a tool life of L = 18 m/tooth. Here the tool life ends suddenly, because of a breakout of the cutting edge.
The results of the investigation with the cutting material PM-HSS shows, that the most productive cutting speed here is at about vc = 500 m/min to vc = 600 m/min. The tool reaches the same tool life as the cemented carbide tool at about vc = 1500 m/min. It should be noted that the process using PM-HSS is getting unstable at a cutting speed above 500 m/min. Such a breakout is to avoid, because a sudden end of the tool is a high risk in manufacturing processes.
The utilized cutting edges of the trials at vc = 500 m/min and vc = 600 min are shown in Fig. 6. On the left side, the cutting edge of the leading and the trailing flank of the 500 m/min trial are shown. The flank wear width is homogenous along the edge. The area where the coating is removed and the cutting material is exposed is clearly visible. The notch wear on the leading flank exceeds the maximum wear width of VB = 100 µm.

Wear behavior using PM-HSS
For comparison the used cutting edge of the vc = 600 m/min trial is shown on the right side of Fig. 6. As explained above, in this trial a large notch wear on the trailing flank occurred. The measured flank wear width was VB = 1277 µm after a tool life of L = 18 m/tooth. Because of the high amount of wear a displacement of the cutting edge can be seen. This displacement has an amount of 64 µm. The reason for these wear phenomena is the increase of the theoretical cutting edge radius depending on the amount of wear. If the flank wear width increases the cutting edge radius increases as well. Against the background of maximum chip thicknesses of hcu,max = 20 µm in the investigated process a small cutting edge radius is required. If the radius increases, the size of the minimum possible chip thickness for machining increases as well. If the chips are getting too thin, the material will not be cut by the tool. In this case the workpiece material will be pressed between the workpiece surface and the clearance side of the tool. Because of pressing the material into the gap, the coating and the cutting material will be damaged. A minimum chip thickness required for chip creation has already been proved by other high speed cutting applications [10, 11]. Summarizing the above, it can be said that when using cemented carbide as cutting material, a three times faster machining process can be achieved in the gear finish hobbing compared to an equivalent lasting PM-HSS tool.
4.2 Potentials of alternative cutting materials
The investigations above focused on the cutting materials cemented carbide and PM-HSS. The most productive process is reached with cemented carbide tools at a cutting speed of vc = 1500 m/min. The tool wear was about VB = 100 µm after a tool life of L = 20 m/tooth. Based on this, the question arises if a higher economic is achievable with alternative cutting materials.
Based on this, the question whether the use of alternative cutting materials offer the possibility of a higher performance. For this investigation the cutting materials cermet and PCBN were used. Like presented above, cermet material KT 325 and the PCBN FT 97 were selected. The cermet tools were coated with a (Al,Cr)N, like the cemented carbide and PM-HSS tools. Only the PCBN tools were used uncoated.
First the results of the applied cermet tools will be presented. The different wear characteristics are shown in Fig. 7. The cutting speeds vc = 1250 m/min, vc = 1750 m/min and vc = 2250 m/min were content of the investigation.

Tool life using cermet
In the lower part of Fig. 7 the reached tool life for each trial is presented. The tool which was used at vc = 1250 m/min reached a tool life of L = 20.3 m/tooth. By this, the point of the defined tool life criteria was achieved. The development of the wear width is shown above. For the regarded trial, vc = 1250 m/min, the trailing flank reached a wear width of about VB = 100 µm. At the same tool life the flank wear width of the leading flank was about VB = 50 µm. By increasing the cutting speed, the reached tool life is decreased enormously. The tool at the trial at vc = 1750 m/min reached only a tool life of L = 10.1 m/tooth and the one at vc = 2250 m/min only L = 5 m/tooth. In all cases the tool life ends because of a high flank wear width on the trailing flank.
It can be summarized that the applied cutting material cermet does not show higher potentials than cemented carbide for gear finish hobbing in this case. The defined tool life criteria was reached at a cutting speed of vc = 1250 m/min.
For a more detailed analysis of the wear behavior of cermet tools for finish gear hobbing, the worn cutting edges are shown in Fig. 8. For each trial the worn cutting edge is shown in a total perspective and in a detailed picture. On the left hand side, the worn cutting edge of the vc = 1250 m/min is shown. The exposed cutting material is clearly visible. In these areas the coating is worn. Furthermore, smeared-on workpiece material is detected on the whole cutting edge.

Wear behavior using cermet
Another wear phenomenon is the disruption of the cutting material. These transversal and orthogonal cracks occur because of the tool load. The alternating mechanical load out of the interrupted cut is the reason for transversal cracks. The alternating thermal load is the reason for orthogonal cracks.
The described wear behavior is also regarded in the results of the trials at vc = 1750 m/min and vc = 2250 m/min. Contrary to PM-HSS and cemented carbide, the cermet tools did not break down because of sudden notch wear. Furthermore, the cermet tools show a quick increase of the flank wear. The wear mark of the vc = 2250 m/min trial seems to be non-orthogonal to the cutting edge direction. This depends on a wrong adjusted SEM-lens during investigation. The wear marks are in orthogonal direction to the cutting edge.
A different wear behavior has been observed at the cutting material PCBN. At all trials, the tools broke because of outbreaks of the material. The investigations with PCBN were done at cutting speeds of vc = 1750, 2000 and 2250 m/min. The reached tool life for each trial is shown in Fig. 9.

Tool life using PCBN
The trial at a cutting speed of vc = 1750 m/min was the only one that reached the minimum tool life of L = 20 m/tooth. Shortly after this point, an outbreak on the trailing flank stopped the investigation at L = 25.4 m/tooth. At higher cutting speeds the defined tool life criteria was not reached. So, the trial at vc = 2000 m/min stopped after L = 12.7 m/tooth and at vc = 2250 m/min after L = 5.1 m/tooth. At all trials a stable process was not possible. A stable process could not be achieved at any trial. All tools reached tool life end because of sudden material outbreaks at the cutting edges.
In Fig. 10 the worn cutting edges of the PCBN tools are depicted. On the left side the tool of the vc = 1750 m/min trial and on the right side the tool of the vc = 2250 m/min trial. The tool which was investigated at a cutting speed of vc = 1750 m/min get an outbreak after a tool life of L = 25.4 m/tooth. This outbreak is shown in the figure. The length of the outbreak is about 200 µm. Furthermore cracks occurring out of the interrupted cutting load are shown on the surface. This means, that the cutting material suffers because of the interrupted load in the investigated process. Increasing the cutting speed up to vc = 2250 m/min outbreaks occur directly. In this case the figure on the right side shows an outbreak after a tool life of L = 5.1 m/tooth. Like in the SEM analysis above, the wear marks and the cracks seems to be non-orthogonal to the cutting edge. This depends on a not exactly adjusted lens as well.

Wear behavior using PCBN
To summarize the investigation of the potentials of different cutting materials for gear finish hobbing, an overview is given in Fig. 11. The defined tool life is defined at a flank wear width of VBmax = 100 µm that should be reached after a tool life of L = 20 m/tooth. The graph shows the tool life over the investigated cutting speeds. The points show the tool life at which a flank wear width of VB = 100 µm on each tool was detected. The different cutting materials are shown separately.

Comparison of the cutting materials
If a point matches the L = 20 m/tooth line, the defined tool life criteria is reached exactly. As explained above, the different cutting materials were investigated at different cutting speeds. Therefore, PM-HSS is investigated at a cutting speed of vc = 400 up to 600 m/min, cemented carbide from vc = 250 up to 1500 m/min. The cutting material cermet could show higher potentials above cemented carbide tools. The investigated cutting speed area was from vc = 1250 to 2250 m/min. Likewise the cutting material PCBN. This material was investigated from vc = 1750 up to 2250 m/min.
The curve of PM-HSS cuts the L = 20 m/tooth line at about vc = 500 m/min what provokes it to be the slowest process. The cutting material cemented carbide allows higher cutting speed of vc = 1400 m/min. The cutting material cermet was expected to have a higher potential but did not show an increase of cutting speed above cemented carbide. Here the curve cuts the L = 20 m/tooth line at about vc = 1250 m/min. But the cutting material PCBN shows a higher potential than cemented carbide. The results show, that the curve cuts the L = 20 m/tooth line at a cutting speed of about vc = 1830 m/min. However, in the trials the PCBN tools have not allowed a stable process.
5 Summary and outlook
Gear finish hobbing offers the opportunity of productive soft finishing of gears. Compared to hard finishing, gear grinding or gear honing, soft finishing offers several key benefits. One benefit is to realize a more economical process. Besides gear finish hobbing, gear shaving is applied for soft finishing of gears. While cooling lubricants are required for gear shaving, gear finish hobbing allows dry machining. Consequently, by using gear finish hobbing a completely dry process chain can be realized. Therefore, compared to other finishing processes used in gear manufacturing, gear finish hobbing comes of with ecological benefits.
The demand on gear finish hobbing is manufacturing gears with small geometric deviations and high surface qualities. Therefore, small stocks are machined using high cutting speeds. The requirements on the applied tool in gear finish hobbing are currently being investigated in the research project IGF 17,007 “Potentials of Gear Finish Hobbing” sponsored by the German Federation of Industrial Research Associations (AiF).
In this paper, the potentials of several cutting materials were investigated. These cutting materials are cemented carbide, PM-HSS, cermet and PCBN. PM-HSS reached the defined wear criteria at a cutting speed of vc = 500 m/min. The cutting materials cermet and PCBN could not show possible higher potentials than cemented carbide tools.
These two materials have not reached the potential of cemented carbide tools. Especially, the cermet tools show a lot of ridge cracks. These cracks occurred due to a high thermal alternating load. The investigation showed that cemented carbide is the most productive cutting material for the gear finish hobbing trials made here. The cutting material PM-HSS reached a tool life of L = 20 m/tooth at a cutting speed of vc = 500 m/min. This is three times slower, than cemented carbide. The cutting materials cermet and PCBN have not reached a higher economic performance as cemented carbide tools. Both materials were not able to offer a stable process.

References
Schalaster R (2012) Optimierung des Fertigwälzfräsens von Verzahnungen. Dissertation RWTH Aachen
Klocke F, Gorgels C, Weber G-T, Schalaster R (2011) Prognosis of the local tool wear in gear finish hobbing. In: Production Engineering. WGP, Braunschweig
Klocke F, Brumm M, Sari D (2013) Fertigwälzfräsen von Verzahnungen – Potentiale und Grenzen bei Einsatz von Hartmetallwerkzeugen. Tagungsband zur 54. Arbeitstagung „Zahnrad- und Getriebeuntersuchungen“, WZL RWTH Aachen
Komori M, Sumi M, Kubo A (2003) Simulation of hobbing for analysis of cutting edge failure due to chip Crush. ASME report PTG-48068
Abood AM, Bicker R, Pennell T (2002) An analysis of cutting forces in gear hobbing. VDI Berichte 1665:129–143
Bouzakis K-D, Kombogiannis S, Antoniadis A, Vidakis N (2002) Gear hobbing cutting process simulation and tool wear prediction models. J Manuf Sci Eng 124:42–51
Brecher C, Brumm M, Krömer M (2014) Design of gear hobbing processes using simulations and empirical data. In: 9th CIRP conference on intelligent computation in manufacturing engineering, Naples, 23–24. June 2014
Weck M, Klocke F, Winkel O, Winter W (2003) Analysis of gear hobbing processes by manufacturing simulation. In: Production Engineering. WGP, Braunschweig
Uhlmann E, Rasper P (2011) Influences on specific cutting forces and their impact on the stability behavior of milling processes. In: Production Engineering. WGP, Braunschweig
Biermann D, Kahnis P (2011) Analysis and simulation of size effects in micromilling. In: Production Engineering. WGP, Braunschweig
Brinksmeier E, Riemer O (2000) Wirkmechanismen bei der Mikrozerspanung. Materialwiss Werkstofftech 31(8):754–759
N. N. (2008) LMT Fette Gear Cutting Tools and Knowledge, Product catalogue, Version 2.1, LMT Tools, Schwarzenbeck
Acknowledgments
The authors gratefully acknowledge financial support by the German Federation of Industrial Research Associations (AiF) [Project Number IGF-17007 N] for the achievement of the project results.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sari, D., Klocke, F. & Löpenhaus, C. Gear finish hobbing: potentials of several cutting materials. Prod. Eng. Res. Devel. 9, 367–376 (2015). https://doi.org/10.1007/s11740-015-0626-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-015-0626-7