
Abstract
In gear hobbing, it is important that improving productivity for gear manufacturing is increased by using carbide tipped hob with heatproof. However, damage might occur in the tool at the early stage when the cutting condition is mistaken, and the tool life be shortened extremely. Therefore, when carbide tipped hob is applied for gear cutting, it is important to understand the characteristic of it enough, and to understand the condition for the tool life. In this study, the factor of the damage of the carbide tool is systematically examined. The chipping factor of the carbide tool, i.e. carbide material, cutting velocity, feed, grinding condition for tool face, is investigated by using modified machining center and fly tool.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
In gear hobbing, there are many tools that can be used effectively as mentioned by Ariura et al. (1989), Sakuragi et al. (2001) and Umezaki et al. (2008). Particurarly, High Speed Steel (HSS) hob is one of the most useful tools. However, the improvement of productivity by HSS gear hobbing is reaching critical limit, because the hardness of HSS hob decreases rapidly when in the high temperature of 600C or more. Therefore, it is important that improving productivity for gear manufacturing is increased by using carbide tipped hob with heatproof. However, damage might occur in the tool at the early stage when the cutting condition is mistaken, and the tool life be shortened extremely. Therefore, when carbide tipped hob is applied for gear cutting, it is important to understand the characteristic of it enough, and to understand the condition for the tool life as mentiond by Sakuragi et al. (1994). Furthermore, the cutting mechanics in gear hobbing is very complex as mentioned by Umezaki et al. (2001, 2008) and Ishimaru et al. (2011). Also it is difficult to examine all the cutting situations at the same time.
In this study, the aim is to find experimental relationship between selected production variables. Thus Fly tool which simulate one cutting edge of the hob is used to investigate the hobbing conditions. The aim is to maximise the practical utility of machineing by finding out conditions which give long life when inexpensive tooling is desired.
2 Experimental Appratus and Method
2.1 Machining Center
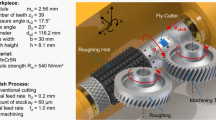
The cutting mechanics of hobbing is very complex. Each cutting edge cuts various shapes of work while one rotation of hob. In this study, machining center and fly tool are used in order to investigate the mechanism of one cutting edge. The cutting condition and method can be variously set. Figure 1 shows the machining center, which has the over arm supporting the tool holder. Fly tool is attached at the tool holder.

Machining center modified for fly tool test
2.2 Fly Tool and Work
The specifications of fly tool and work are given in Table 1. The dimensions of carbide fly tool are given in Fig. 2.

Dimensions of fly tool
2.3 Grinding Machine and Grinding Wheel
In order to re-grind the rake face of fly tool, the tool grinding machine is used with #200 resinoid diamond wheel. Their diameter is 125 mm, and grinding speed is 1,500 m/min.
2.4 Experimental Method
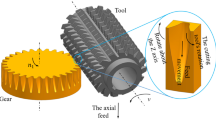
In this study, the tool life is evaluated by generation of chipping. The procedure of experiment is shown in Fig. 3. After the cutting for the outside of work, the damage of the tool is observed with microscope. While no chipping occurs, the experiment is continued. If a chipping appeared, then the chipping is ground off by grinding wheel in order to continue the test by other experimental conditions.

Procedure of experiment
3 Experimental Results and Discussions
3.1 Influence of Cutting Condition on Tool Life
In this section, the influence of tool material and cutting condition on tool life is investigated. The performance of tool material is evaluated by cutting length until a chipping occurred. Also, a similar experiment is executed about the cutting speed, feed rate, and cutting method.
3.1.1 Carbide Material
Figure 4 shows the tool life of four kinds of fly tools with a different carbide material. The work material is SCr420 with its hardness HB180, cutting speed is 300 m/min, feed is 0.38 mm/rev, depth of cut is 0.75 mm, and cutting method is up cutting. As a result of experiment, carbide material P20 is the most excellent. P20 has a lot of additives, i.e. TiC, TaC, Nb, and is superior to heat resistance compared with the other kinds of material. It is considered that the occurrence of chipping for P20 is restrained by its higher heat resistance. Figure 5 shows the appearances of chipping both P20 and K20 material.

Influence of carbide material on tool life (V = 300 m/min, f = 0.38 mm/rev h = 0.75 mm, up cutting)

Appearances of chipping (upper relief face, lower rake face) (a) P20, ℓ = 5.9 m (b) K20, ℓ = 0.7 m
3.1.2 Cutting Speed
The relationship between tool life and cutting speed is given in Fig. 6. The work material is SCr420, fly tool is P20, feed is 0.38 mm/rev, depth of cut is 0.75 mm, and cutting method is up cutting. It is found that the tool life becomes longer as cutting speed becomes faster. Because it is considered that for cutting temperature to become higher, when machine speed is faster, the cutting force decreases by work material’s softening by that. However, it is necessary to select the carbide tool having higher heat resistance because heat crack can be easily occurred at higher temperature condition. Figure 7 shows the appearances of chipping when the cutting speed is 200 and 300 m/min.

Influence of cutting speed on tool life (P20, f = 0.38 mm/rev h = 0.75 mm, up cutting)

Appearances of chipping (upper relief face, lower rake face) (a) V = 200 m/min, ℓ = 1.5 m (b) V = 300 m/min, ℓ = 5.9 m
3.1.3 Feed Rate
The relationship between tool life and feed is given in Fig. 8. The work material is SCr420, fly tool is P20, cutting speed is 500 m/min, depth of cut is 0.75 mm, and cutting method is up cutting. It is found that the tool life shortens when feed is small. Figure 9 shows the appearances of chipping when feed is 0.1 and 0.38 mm/rev.

Influence of feed on tool life (P20, V = 500 m/min, h = 0.75 mm, up cutting)

Appearances of chipping (upper relief face, lower rake face) (a) f = 0.1 mm/rev, ℓ = 0.1 m (b) f = 0.38 mm/rev, ℓ = 5.0 m
3.1.4 Cutting Method
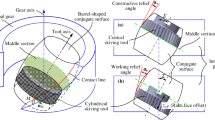
The experimental result when making the cutting method a down cutting is shown on Table 2. It is found that the tool life remarkably improves by changing cutting method to down cutting from up cutting. It is considered that the reason is the difference of contact angle θ, which is formed between work and the edge of fly tool. Figure 10 compared the cutting shape of cut method. Since up cutting and down cutting exist together in hobbing, it is necessary to consider up cutting, which makes tool life short.

Difference of cutting shape caused by up cutting and down cutting (a) up cutting (b) down cutting
3.2 Influence of Grinding Tool Face on Tool Life
It is considered that tool life is influenced from not only the characteristic of cutting condition and tool material but also states of the method of grinding the tool face. In this section, the influence of grinding wheel on tool life is investigated.
3.2.1 Resinoid Diamond Wheel
A resinoid diamond wheel is often used for the grinding wheel which re-grinds a tool rake face. It is necessary to dress the grinding wheel when its performance decreases. It is important dressing interval for using grinding wheel. The influence of the grinding performance decrease of the wheel on the tool life is examined. The wheel used is that decreases the grinding performance by repeating a lot of grinding (old wheel), and that does just dressing (fresh wheel), Then the fly tool is re-ground using them. The result is shown in Fig. 11. The work material is SCr420, fly tool is P20, cutting speed is 200 m/min, feed is 0.38 mm/rev, depth of cut is 0.75 mm, and cutting method is up cutting. The experiment has two types of depth of re-grinding; they are 10 and 100 μm. It is found that the tool life re-ground by fresh wheel is longer than that by old wheel. Yoshikawa et al. (1987) and Sakagami (1987) were reported that the compressive residual stress will be left on the surface of the tool in grinding by diamond grain, then, the tool life becomes long by the compressive residual stress. It is considered that the compressive residual stress exists more on the tool rake face re-ground by fresh wheel.

The influence of grinding performance decrease of wheel on the tool life (P20, V = 200 m/min, f = 0.38 mm/rev, h = 0.75 mm, up cutting, resinoid diamond wheel)
3.2.2 Dressing Interval for Resinoid Diamond Wheel
It is important to clear the dressing interval for grinding wheel. Since, in hobbing, it is necessary to re-grind a lot of edges of hob similarly. The experiment is done in order to clarify the dressing interval. Tool face is re-ground by resinoid diamond wheel. The work is cut by fly tool, which re-ground every 1,000 μm accumulation grinding. Figure 12 shows the results of experiment. The work material is SCr420, fly tool is P20, cutting speed is 200 m/min, feed is 0.38 mm/rev, depth of cut is 0.75 mm, and cutting method is up cutting. It is found that the tool life is half at 4 mm of accumulation re-grinding, one eight at 6 mm, compared from first re-grinding. Accumulation re-grinding of 4 mm corresponds to the re-grinding of about 40 times for the amount of the cut of 100 μm.

Relationship between tool life and amount of accumulation grinding (P20, V = 200 m/min, f = 0.38 mm, h = 0.75 mm, up cutting)
4 Conclusions
This paper gives experimental results showing how the chipping factor of the carbide tool deprnds on carbide material, cutting velocity, feed rate, and so on.
-
1.
The authors recommend for carbide tool, P20 has high enough heat resistance cutting speed can prevent an initial chipping.
-
2.
The tool life is much longer at down cutting compared with up cutting. However, both up cutting and down cutting are by necessity used in hobbing. To obtain long total tool life with a machining needed some part of up cutting and down cutting, it is necessary to focus on improving the up cutting which shortens more effectivity the tool life than the down cutting.
-
3.
In case of using resinoid diamond wheel, it is found that the tool life using tool grinding by re-ground with fresh wheel is longer than that with old wheel. The tool life is half at 4 mm of accumulation re-grinding compared from fresh wheel.
References
Ariura Y, Umezaki Y, Nara H (1989) Finish hobbing of medium-hardness gears with cermet tipped hobs. In: Proceedings of the 1989 international power transmission and gearing conference, pp 691–696
Ishimaru R, Sakuragi I, Izumi N (2011) A fundamental study on the improvement for chipping characteristics in gear hobbing. Jpn Soc Mech Eng (Preprint). No.11-1, S112012
Sakagami K (1987) A study for bending and compressive fatigue characteristics of carbide steel. Academic dissertation, pp 16–22
Sakuragi I, Yonekura M, Hiroo Y, Nagano K (1994) A fundamental study of the carbide hob—for the carbide material of the carbide hob -. Mem Kurume National Coll Technol 9(2):1–14
Sakuragi I, Hiroo Y, Yonekura M (2001) Study on practical application of carbide hobbing—full depth cutting of hardened gear teeth-. In: Proceedings of international conference on motion and power transmissions, vol 1, pp 321–326
Umezaki Y, Ariura Y, Matsumoto H, Yoshimura K, Kimura D (2001) Transient phenomenon of chip generations and movements in hobbing. In: Proceedings of international conference on motion and power transmissions, vol 1, pp 327–332
Umezaki Y, Ariura Y, Suzuki T, Ishimaru R (2008) High-speed finishing of hard gear teeth with cBN-tipped hob. Int J Autom Technol 2(5):348–353
Yoshikawa A, Suzuki I, Suzuki K, Tsujigo Y, Yamamoto Y, (1987) Diamond tool, Nikkei Gizyutsu Tosho, p 475
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer Science+Business Media Dordrecht
About this paper
Cite this paper
Ishimaru, R., Sakuragi, I., Izumi, N. (2013). A Fundamental Study on the Improvement for Chipping Characteristics in Gear Hobbing with Carbide Tipped Hob. In: Dobre, G. (eds) Power Transmissions. Mechanisms and Machine Science, vol 13. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-6558-0_43
Download citation
DOI: https://doi.org/10.1007/978-94-007-6558-0_43
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-6557-3
Online ISBN: 978-94-007-6558-0
eBook Packages: EngineeringEngineering (R0)