
Abstract
Preforming is an essential step in flashless forging processes. This paper describes the development of a four stage process chain for flashless forging of a two cylinder crankshaft with pin and flange. The process consists of cross wedge rolling, lateral extrusion, bi-directional forging and final forming, with cross wedge rolling being the essential step. The finite-element-analysis (FEA) performed with the software Forge 3 and experimental tests are executed with different process parameters, like billet and tool temperature, rolling velocity and steel. To reduce process steps, like lateral extrusion, a direct combination of cross wedge rolling and bi-directional forging is analysed with FEA-software Forge 3 for a one cylinder crankshaft without pin and flange. The one cylinder crankshaft is selected to reduce development effort. The results of the FEA give suitable forming angles α for cross wedge rolling and several geometric parameters for a modification of the bi-directional tool.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Flashless forging processes allow reducing required material and thereby protect natural resources because of the total use of material in these processes. These processes have high requirements on suitable process steps or process combinations to forge simple or complex geometries, like con-rods or crankshafts. Not every process step or combination is suitable to realise a flashless forging process. The subproject “Innovative machine and tool technology for precision forging” in the collaborative research project SFB 489 “Process chain for the production of precision forged high performance parts” dealt with the process steps of cross wedge rolling and bi-directional forging in direct combination for forging crankshafts without flash. The works of this subproject were done at IPH – Institut für Integrierte Produktion Hannover gemeinnützige GmbH.
The first preforming step, cross wedge rolling, performs a volume allocation for pin bearings and crank arms, so that the corresponding volumes are located at the correct positions for the following process steps. A bi-directional forging step contains vertical and horizontal forming by a direction change of the press force from vertical to horizontal using wedges. In this step the pin bearings are displaced and the crank arms are preformed for the final forging step.
1.1 Cross wedge rolling
Cross wedge rolling is a pressure forming process [1, 2] suitable for producing shafts with different diameters [3]. Important process parameters are forming velocity, tool temperature, billet material and diameter reduction δ. Significant parameters of the wedges are forming angle α and stretching angle β [1, 6, 7]. These angles are the critical parameters for designing cross wedge rolling tools [4, 5]. To get a high forming ratio the angles must be low [6].
To save energy and to achieve a better surface roughness, cross wedge rolling of steel (38MnVS6) with flat wedge tools was investigated in a warm temperature range (650–900 °C) [7, 8]. To reduce effort for experimental tests the cross wedge rolling tool was scaled down. In finite-element-analysis (FEA) a limit for scaling down was measured, so that a comparison with the process in original scale is still possible. The criterion for scaling down was the surface/volume ratio to reach a homogenous microstructure similar to the original workpiece. A scale factor that showed an adequate result was determined in this research with 60 %. The microstructure of the workpiece was perlite and ferrite. The analyses of the microstructure had shown a reduced grain size with a decreasing forming temperature.
Latest research activities of cross wedge rolling processes contain the analysis of rolling defects in hot and warm temperature ranges. Furthermore superfine microstructures in cross wedge rolled parts are analysed [9]. At present no research activities to rolling preforms for crankshafts with a cross wedge rolling process are known.
1.2 Bi-directional forging
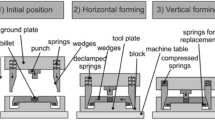
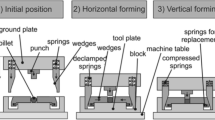
Bi-directional forging is classified as shear forming, which describes a forging process in horizontal and vertical direction. Figure 1 shows an exemplary bi-directional forging tool that can be used for flashless forging. The vertical force of the press ram is redirected to a horizontal force by wedges [10–12]. The length of the preform is reduced and the width is raised. The tool for bi-directional forging is partially closed like an open die forging process [11]. This process can produce preforms with an asymmetric volume allocation along the longitudinal axis. Furthermore indentations or big cross section can be realized [10, 12].

Functionality of the bi-directional forging tool [13]
Altmann developed a bi-directional forging tool for preforming an elementary cell of a crankshaft in a flashless forging process [14, 15]. The work piece is upset in its rotational axis. After that the crank bearings are moved in lateral direction. The deflection of the vertical force from the ram in horizontal direction is realised by a system of wedges with five active areas. Based on the transformation ratio of the vertical movement into the horizontal movement the tool needs a multi-stage wedge system to avoid self-locking.
A bi-directional forging tool for a flashless forging process of a one-cylinder crankshaft was developed by Specker [15, 16]. The tool from Specker can be used on a single-acting press, like the bi-directional tool from Altmann. Furthermore the bi-directional tool from Specker is build up with a combination of wedge units. The wedge units contain axial and lateral wedges. With these wedges the vertical force is redirected from the press ram to a horizontal force. The axial wedge unit executes the upsetting in longitudinal axis and the lateral wedge unit realizes an offset of the pin bearing from the one cylinder crankshaft.
A bi-directional forging tool for a flashless forging process of a two cylinder crankshaft without pin and flange (see Fig. 2) was developed by Müller [11, 15, 17, 18]. The operating mode of the tool from Müller works in the same way as the tool from Specker. A difference in the tools from Specker and Müller is the fixed middle crankshaft main bearing. The upsetting in the longitudinal axis of the two cylinder crankshaft is realized by the external components of the forging tool, which hold the external crankshafts main bearings. The offset of the pin bearings happens with the internal components of the bi-directional forging tool. The external and internal components of the forging tool move at the same time. This is achieved through the axial and lateral wedge unit of the forging tool.

Bi-directional forging tool for preforming a two cylinder crankshaft without pin and flange [19]
A direct combination of cross wedge rolling and bi-directional forging in one flashless forging process chain of a two cylinder crankshaft with pin and flange has not been investigated in research studies yet. Because of the volume allocations of the cross wedge rolled part a direct combination of cross wedge rolling and bi-directional forging is not immediately applicable. Using a direct combination, a sufficient preforming of the crank arm geometry in the bi-directional forging step is essential for the final forging step. Further research is still necessary. At first, the following text describes the development of a four stage process chain for a two cylinder crankshaft with pin and flange in a flashless forging process. This process chain includes the steps cross wedge rolling, lateral forging, bi-directional forging and final forging. Based on the simulative and experimental results a direct combination of cross wedge rolling and bi-directional forging in a three stage process chain on the basis of a one cylinder crankshaft without pin and flange is developed.
2 Development of the process chain
To forge the flashless two cylinder crankshaft with pin and flange a forging sequence with four stages (see Fig. 3) was developed. The development of the forging sequence was done with the FEA-software Forge 3.

Forging sequence for a two cylinder crankshaft with pin and flange
Based on the final form the development of the forging sequence was designed retrograde. Afterwards the forging sequence was simulated forwards. Preliminary to the final forging a bi-directional forging step is used. With the bi-directional forging an offset of the pin bearings and an upsetting of the preform from the lateral extrusion step takes place. The lateral extrusion step preforms the subsequent crank arms by volume allocations for the further forging steps. The forging sequences initial step before lateral extrusion is a cross wedge rolling step. The cross wedge rolling step preforms a cylindrical billet with corresponding volumes for pin and flange.
2.1 Process development cross wedge rolling
The forming elements in the cross wedge rolling process are wedges. These wedges are placed on a ground plate in defined distances. The distances of the wedges are determined by the previously chosen angles α and β. With these angles the geometry of the preform under the boundary condition of an exact volume is achieved. For the development process parameters (see Table 1) are examined and FEA parameters are defined (see Table 2).
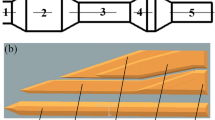
The cross wedge rolling tool has the geometry of a big wedge (see Fig. 4) to avoid lateral forces and to attain material flow in external direction. Wedge 1, 2 and 3 are forming the pin of the two cylinder crankshaft. Because of the centring by the four volume concentrations of the cross wedge rolled part the condition of symmetry of the tool can deviate.

Cross wedge rolling tool—plate and forming wedges
The material flow is analysed with the FEA-software Forge 3 in consideration of the rolling forces on the basis of force/path diagrams. The force/path diagrams show the engagement points of every wedge (see Fig. 5). The rolling force increases in the knifing zone until the end of the stretching zone of wedge 5. In the sizing zone the rolling force decreases. At wedges 4 and 6 the rolling force increases in the knifing and stretching zone and decreases in the sizing zone again. This characteristic trend of the rolling force can be found in the following wedges, too. The rolling force increases in the maximum and minimum turning point of the force/path diagram of every wedge, so that the maximum value of the rolling force is reached at the last wedge, which forms the pin. Other effects of the rolling force are given by the friction of wedge edges and the hardening of the steel.

Force/path diagram of the cross wedge rolling process for preforming the two cylinder crankshaft with pin and flange of the unscaled process
Based on the limited capability of the cross wedge rolling equipment in the research project for experimental analyses, the preform of the two cylinder crankshaft with pin and flange was scaled down to 38.5 % of the full-scale crankshaft. The rolling force in relation to the rolling time of 10 s (rolling velocity 150 mm/s) is reduced sufficiently for the execution of the experimental analysis with the restricted mechanical equipment by the scale factor. For further analysis the influences on rolling velocity of the cross wedge rolling process, material flow simulations of the scaled process have been done with rolling velocities of over 150 mm/s.
The force/path diagram of the scaled process shows the same characteristic trends as the unscaled process. The rolling force increases at contact of wedges 3–7 in the knifing and stretching zone and decreases in the sizing zone of the wedges. In the stretching zone of the wedges 3–7 the rolling force of the scaled cross wedge rolling process decreases insignificant compared to the unscaled process (see Fig. 6). This effect shows an intensive material hardening in the scaled process. In the unscaled process the recrystallization is more intensive, leading to a higher decrease of the rolling force compared to the scaled process. As the needed similar characteristics in the force/path diagram are given, a comparison of the unscaled and scaled process is possible and thus the scaled cross wedge rolling process can be used for experimental analysis.

Force/path diagram of unscaled and scaled cross wedge rolling process
2.2 Experimental results of cross wedge rolling
The tool for the cross wedge rolling process of the two cylinder crankshaft with pin and flange consists of a guiding holder and a tool holder (see Figs. 7, 8). The tool is hydraulically powered.

Guiding holder

Tool holder
The mechanical equipment for the cross wedge rolling process contains the cross wedge rolling tool in a hydraulic press, two hydraulic cylinders and two hydraulic units with a SPC controller unit (see Fig. 9). The two hydraulic cylinders are powered by two hydraulic units with a volume flow rate of 38 L/min and a system pressure of 250 bar. The volume of the tank includes 150 L. The control system of the hydraulic system is the SPC controller unit TwinCat from Beckhoff Automation GmbH.

Mechanical equipment of the cross wedge rolling process
In the experiments the temperature of workpiece and tool, the rolling velocity and the heating of the billet with and without splint coal are varied (see Table 3).
The parameter variations in the experimental tests verify a rolling velocity of 230 mm/s and a billet temperature of 1,250 °C as capable of reaching a low rolling force. Furthermore the variations of the parameters show that rolling forces increase with rolling velocities and/or decrease with billet temperatures (see Figs. 10, 11). The significant effect between rolling velocities and billet temperatures in consideration of the rolling force is the temperatures of the billet.

Rolling force as a function of the rolling velocity of the material 1.0503 as an example

Rolling force as a function of the billet temperature of the material 1.0503 as an example
To analyse the microstructure of the rolled parts in three areas (see Fig. 12) samples from 12 rolled parts, one of every parameter variation, are taken.

Sampling points for analysing the microstructure of the rolled parts
The microstructures of the rolled parts show little differences. Material 1.0503 has a ferritic and a pearlitic microstructure (see Fig. 13). The microstructure of material 1.7225 consists of ferrite and perlite with fractions of bainite (see Fig. 14).

Microstructure of 1.0503 after the rolling process (billet temperature 1,250 °C; tool temperatures RT and 70 °C; rolling velocity 150 mm/s)

Microstructure 1.7225 after the rolling process (billet temperature 1,250 °C; tool temperatures RT and 70 °C; rolling velocity 150 mm/s)
When heating with splint coal the rolling forces of 1.0503 and 1.7225 in the cross wedge rolling process are higher than by heating without splint coal. This is due to the lower skin decarburisation involving a higher rigidity. For example the skin decarburisation of 1.0503 by heating without splint coal, a billet temperature of 1,250 °C and a rolling velocity of 150 mm/s is about 100 µm deep after cross wedge rolling. By heating with splint coal no skin decarburisation can be identified after cross wedge rolling. With a tool temperature of 70 °C and heating without splint coal the skin decarburisation is about 40 µm. Heating with splint coal and a tool temperature of 70 °C no skin decarburisation can be identified (see Fig. 15).

Skin decarburisation after the cross wedge rolling process by heating without and with splint coal (billet temperature 1,250 °C; tool temperatures RT and 70 °C; rolling velocity 150 mm/s)
The analysis considering internal defects like the Mannesmann effect (see Fig. 16) has shown that low billet temperatures and/or a low rolling velocity can lead to internal defects.

Internal defect (Mannesmann effect) with 1.0503
Low rolling forces in the parameter variations are present at a rolling velocity of 230 mm/s with a billet temperature of 1,250 °C and heating without splint coal.
3 Process combination of cross wedge rolling and bi-directional forging
For the development of a three stage forging sequence for a crankshaft, which includes cross wedge rolling, bi-directional forging and final forming, a modification of the bi-directional forging tool is necessary. The partial enclosed bi-directional forging tool from Müller [10] doesn’t work in a direct combination of cross wedge rolling and bi-directional forging. The material flow of the cross wedge rolled part has disadvantages in the partial enclosed bi-directional forging tool. Form and volume allocations of the crank arms after bi-directional forging are not optimal for the final forging step.
The development of a three step forging sequence and the modification of the bi-directional tool were done for a one cylinder crankshaft without pin and flange as pretests and within the research project “ProKomb”. The one cylinder crankshaft without pin and flange is chosen for a first development approach. The basic geometry of the one cylinder crankshaft without pin and flange is for first approaches ideal. The computation times of the FEA-software Forge 3 are low and the results are transferable to complex crankshaft geometries, like two cylinder crankshaft with pin and flange.
The basis for the modification of the bi-directional forging tool is the tool from Müller. This tool concept is qualified for basic and complex crankshaft geometries.
The modification of the bi-directional forging tool to a full enclosed forging die with fixed and moving tool elements and lateral punches was done for a one cylinder crankshaft (see Fig. 17). The fixed tool contains elements of the crank shaft bearings and crank arms of the preform. The moving tool elements form the pin bearings and displace them by 34.5 mm. The lateral punches have the internal geometry of the fixed dies and are upsetting the cross wedge rolled part, so that the displaced material flows along the internal geometry of the fixed dies. The internal geometry of the fixed dies and the geometry of the punches (see Fig. 18) are conform to the geometrical requirements of the preform. The significant parameters for the internal geometry design of the tool elements are determined by the angle α mod and the pin bearings geometry. The limitation of the material flow height h mod by the fixed dies and lateral punches are determined by the height of the crank arms of the final form. Material flow can be influenced by α mod at the crank arms. The material flow height h mod at the crank arms increases with a low α mod and decreases with a high α mod . Thus a setting of the angle α mod with an accurate adjustment in consideration of the height of the material flow h mod is necessary. The height h mod must be lower than the height of the crank arms of the final crankshaft geometry.

Modified bi-directional forging tool (explosion view)

Significant parameters of the modified bi-directional forging tool
The modified bi-directional forging tool can produce preforms with suitable volume allocations so that the crank arms have sufficient volume after preforming with the modified bi-directional tool for forging the final form without defects. The characterization of the bi-directional forging tool has been done with material flow simulations using the FEA software Forge 3. In the FEA rolled parts with stretching angles of 25°, 30°, 60° and 89° and a diameter reduction of δ = 36 % have been analysed. The bi-directional forging tool displaces the pin bearings by 34.5 mm and the final forming to a one cylinder crankshaft without pin and flange is done without flash. The material flow is analysed on the basis of possible sources of defects, like folds. The rolled part with stretching angles of 25° and 30° showed no forging defects. So the final form, one cylinder crankshaft without pin and flange, is achieved without forging defects (see Fig. 19).

Forming without defects (rolling part with stretching angles 25° and 30°)
4 Summary and outlook
4.1 Summary
This paper describes the development of a cross wedge rolling process for an initial preforming of a two cylinder crankshaft with pin and flange. A combination of cross wedge rolling and bi-directional forging in a forging chain without flash is analysed. At first a four step forging chain without flash for a two cylinder crankshaft with pin and flange is developed with the FEA software Forge 3. This process chain includes a cross wedge rolling step, a lateral extrusion step, a bi-directional forging step and a final forming step.
For the experimental test the first preform, the cross wedge rolled part, was scaled down to 38.5 % of the original size. For the rolling process in experimental tests a cross wedge rolling tool was developed. The experimental test parameters for the material were 1.0503 and 1.7225; for the billet temperatures 1,050, 1,150 and 1,250 °C; tool temperatures were set to 20 °C (RT—room temperature) and 70 °C; rolling velocities were 115, 150 and 230 mm/s. The analysis of the varied parameters was done in consideration of the rolling forces and microstructure. Internal defects, like Mannesmann effect, were analysed in consideration of the experimental test parameters.
The results of the experimental tests have shown a rolling velocity of 230 mm/s and a billet temperature of 1,250 °C as suitable to reach a low rolling force. The microstructure of the rolled parts has shown a ferritic and pearlitic microstructure both in 1.0503 and 1.7225. The material 1.7225 contained fractions of bainite. By heating without splint coal and a tool temperature of room temperature the skin decarburisation had a depth of about 100 µm; by heating without splint coal and a tool temperature of 70 °C decarburisation was 40 µm deep. A tool temperature above room temperature reduces skin decarburisation. The analysis of internal defects by cross wedge rolled parts has shown that low temperatures of the billet and/or a low rolling velocity can cause internal defects.
A direct combination of the preforming steps cross wedge rolling and bi-directional forging with the partial enclosed forging die from Müller [10] didn’t work with the material flow of the cross wedge rolled part. Further research activities for a direct combination of both preforming steps were necessary.
A systematic analysis of the material flow of the cross wedge rolled part was done with the FEA-software Forge 3. For this analysis the final form was reduced from a two cylinder crankshaft with pin and flange to a one cylinder crankshaft without pin and flange. Significant for the analysis were the form of the crank arms for avoiding flash in the crank bearings. Pin and flange have no significant influences for bi-directional forging without defects. A one cylinder crankshaft without pin and flange reproduced the significant influences and reduced the computation time of the FEA.
The bi-directional tool was modified from a partial enclosed forging tool to a full enclosed bi-directional forging tool with forming gravure. After the modification of the bi-directional forging tool a characterisation took place. The final forging step was a one cylinder crankshaft without pin and flange in a forging process without flash.
The results of the FEA showed that cross wedge rolled parts with stretching angles of 25° and 30° and diameter reductions of δ = 36 % with a displacement of the pin bearing of 34.5 mm in the bi-directional forging step are necessary to produce one cylinder crankshafts without pin and flange without defects. The modified bi-directional forging tool offers a direct combination of cross wedge rolling and bi-directional forging in one forging process chain without flash for producing crankshafts. The lateral extrusion step of the four stage process chain can be omitted.
4.2 Outlook
The development of the modified bi-directional forging tool is based on material flow simulations. Experimental tests and analyses of the modified bi-directional forging tool are still to be done. Furthermore a profitability analysis of a direct combination of cross wedge rolling and bi-directional forging should be executed.
References
Claasen K-H, Herlan T, Lorenz B (1995) Querwalzen—Möglichkeiten und Kriterien. In: Sächsische Fachtagung Umformtechnik. Tagungsband, Freiberg, pp 16.1–16.34
Neugebauer R, Lorenz B, Pannasch S (1998) Integration des Querwalzens verbessert den Schmiedeprozess. In: Umformtechnik, Verlag, Nr 1: S. 26–28
Li Q, Lovell M (2008) Cross wedge rolling failure mechanisms and industrial application. Int J Adv Manuf Technol 37(3–4):265–278
Li Q, Lovell MR (2004) The establishment of a failure criterion in cross wedge rolling. Int J Adv Manuf Technol 24(3–4):180–189
Pater Z (2006) Finite element analysis of cross wedge rolling. J Mater Process Technol 173(2):201–208
Kaul W (1985) Beitrag zur Verfahrens-charakterisierung Querwalzen mit geradlinig keilförmigen Werkzeugen. Dissertation Ingenieurshochschule Zwickau
Kache H, Nickel R, Behrens B-A (2011) An innovative cross wedge rolling preforming operation for warm forging. In: 4th conference on Changeable, Agile, reconfigurable and virtual production (CARV 2011), October 2nd–5th 2011, Montreal, Canada, pp 310–315
Kache H, Nickel R, Behrens B-A (2010) Development of variable warm forging process chain. In: Steel research international, proceedings of the 13th international conference on metal forming, Toyohashi, Japan, 19th September–22nd September 2010, Verlag Stahleisen GmbH, pp 346–349
Neugebauer R, Sterzing A, Bergmann M (2010) Severe plastic deformation by incremental bulk metal forming. Prod Eng Res Dev 4(4):391–397
Hustedt P, Meyer E (2004) Masseverteilung auf neuen Wegen: Mehrdirektional wirkende Werkzeugsysteme. Schmiede J, o. Jg H. 3 IMU e.V., S. 28–29
Müller S (2011) Methode zur Auslegung schrumpfungskorrigierter Schmiede-werkzeuge für komplizierte Langteile. In: Behrens B-A, Nyhuis P, Overmeyer L (Hrsg) Berichte aus dem IPH, Bd.03/2011, PZH Produk-tionstechnisches Zentrum GmbH, Garbsen 2011
Reinsch S, Meyer E, Lau P (2004) Masseverteilung auf neuen Wegen—Mehrdirektional wirkende Werkzeug-systeme. wt Werkstattstechnik online, Jg. 94, H. 10, S. 495–499
Huststedt P (2003) Modular aufgebaute Vorformwerkzeuge für das Schmieden von Langteilen. Dissertation, Universität Hannover
Altmann H-C (2006) Beitrag zum Präzisionsschmieden von Kurbelwellen. In: Bernd-Arno Behrens (Hrsg) Berichte aus dem IFUM, Bd. 04/2006, PZH Produktionstechnische Zentrum GmbH, Hannover
Odening D, Meyer M, Klassen A, Bouguecha A, Behrens B-A (2014) Präzisionsschmieden. In: Bach F-W, Kerber K (Hrsg) Prozesskette Präzisionsschmieden, Springer, S. 15–51
Specker A (2009) Untersuchungen zum gratlosen Gesenkschmieden von Kurbelwellen. In: Behrens B-A, Nyhuis P, Overmeyer L (Hrsg) Be-richte aus dem IPH, Bd.04/2009, PZH Produktionstechnisches Zentrum GmbH, Garbsen
Behrens B-A, Nickel R, Müller S (2009) Flashless precision forging of a two-cylinder crankshaft. Prod Eng 3(4):381–389
Müller, S, Lau P, Nickel R (2008) Influence of the process parameters on the multi-directional forging operation of a two cylinder crankshaft. In: TMS 2008 137th annual meeting and exhibition: proceedings of the ninth global innovations symposium, 9th–13th March 2008, New Orleans, Louisiana, USA, pp 121–127
Lücke M, Krause A, Behrens B-A (2011) Forging complex parts without flash. In: Proceedings of the 14th international ESAFORM conference on material forming, AIP Conf. Proc. 1353, Belfast, pp 386–390
Acknowledgments
The authors thank the German Research Foundation (Deutsche Forschungsgemeinschaft—DFG) for the funding of the Collaborative Research Project 489 “Prozesskette zur Herstellung präzisionsgeschmiedeter Hochleistungsbauteile” and the research project “ProKomb—Prozesskombination des Querkeilwalzens mit der mehrdirektionalen Umformung” (DFG STO 1011/5-1).
Conflict of interest
The authors declare that they have no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Meyer, M., Stonis, M. & Behrens, BA. Cross wedge rolling and bi-directional forging of preforms for crankshafts. Prod. Eng. Res. Devel. 9, 61–71 (2015). https://doi.org/10.1007/s11740-014-0581-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-014-0581-8