
Abstract
In each industrial process for the production of crankshafts a low energy demand and a fast processing time are required. Crankshafts have a very complex geometry and are forged with a high percentage of flash compared to other forging parts. Recent research showed the feasibility of a flashless forging of crankshafts. One way to forge a flashless crankshaft within three steps is to use cross wedge rolling, multi-directional forging and final forging. This paper presents the investigation results regarding the influence of the forming angle α in cross wedge rolling on different parameters at multi-directional forging. First, the state of the art is presented. As a basis for the investigations the process development and tool design of cross wedge rolling and multi-directional forging are described. Afterwards the paper’s results regarding the influence of the forming angle α on flash generation, billet temperatures, forming degree, forming forces and effective strain will be presented as a parameter study. Generally, flash is generated because a rotation-symmetric billet is forced into an asymmetric movement. The influence of an increasing forming angle leads to a higher amount of flash at the bottom of the crankwebs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Crankshafts are forged parts with a complicated geometry which are used within combustion engines. Based on previous research work that contained the production of precision forged high performance parts a four step process chain was developed at IPH – Institut für Integrierte Produktion Hannover gemeinnützige GmbH. A cylindrical billet is cross wedge rolled into a preform with different volume allocations along the longitudinal axis. Later, crankwebs at sections with high volume and bearings at sections with less volume are formed. The following step, lateral extrusion pushes the sections with more material (volume allocations) off the preform axis and forms an asymmetric geometry. Multi-directional forging shortens the asymmetric volume allocations which will become crankwebs and therefore reduces the length of the preform in general. Multi-directional forging also displaces the pin bearing between the volume allocations and preforms the crankwebs for the final forging step. The final geometry is achieved during the fourth step. After proving the feasibility of this forming sequence the idea of a shortened forming sequence without the lateral extrusion is currently examined in a follow-up project. The simulation results of the combination of cross wedge rolling (CWR) with multi-directional forging are presented in this paper. Especially the influence of the forming angle α during CWR on the multi-directional forging is described.
State of the art
Cross wedge rolling
CWR is a metal processing technology. A cylindrical billet is plastically deformed into a rotation-symmetrical part with different volume allocations by two tools. These are moving tangentially relative to the billets main axis. The tools feature wedges that are the forming elements. Shafts with tapers, steps, shoulders and walls with almost no draft can be produced using the CWR technique [1–3].
Process parameters that are significant in CWR are forming velocity, tool temperature and billet material. Forming angle α, cross section area reduction ΔA and stretching angle β are essential geometry parameters regarding the wedges of the CWR tool [4].
KACHE investigated CWR at warm temperatures (about 500–950 °C) with a focus on forming forces, temperature distribution and defects [1]. Work pieces without internal voids can be rolled with a stretching angle β of 7 °, a forming angle α of 30 ° and a maximum cross section area reduction of 60 % at a minimum temperature of 850 °C. Forces are about three times higher than forming at 1250 °C. Only the middle section of the work piece was reduced which does not help using complex CWR preforms for highly stressed components.
LI presented a general guideline for a successful hot CWR process by examining slip and effective strain for different work piece materials and forming angles [2]. PATER showed appropriate tool designs for a successful forming by using numerical and modelling methods [3]. PATER also developed a method of layer modelling as one way to calculate forming load, contact area and rolling radius [5]. With this method the forming zone of the billet is divided into serval sections and the values for each one is calculated. In all papers no complex geometry was examined so the results cannot be transferred to more complex geometries without validation.
One of the challenges in CWR is to avoid the slipping of the work piece. It can be avoided by increasing the friction but this automatically leads to higher forces. LI presented a method for predicting the likelihood of void formation and discussed it with respect to optimize CWR tooling design [6]. DONG developed a numerical model that predicts the possibility of internal voids as a function of forming angle α, cross section area reduction ΔA and stretching angle β [7]. It shows that the changing first principal stress during the process is the leading cause of axial annular cracks and the Mannesmann effect. The papers did not address CWR as a preforming step within a process chain so the usage of the examined geometries for technical parts is not guaranteed.
KACHE developed a flash reduced process chain for non-rotation-symmetric parts like a steering link with CWR as a first step [4]. He showed that the geometric spectrum of warm forgings can be increased using warm CWR. BEHRENS successfully forged the steering link that KACHE developed previously at warm temperatures (850 °C) [8]. The efficiency of these kinds of process chains, especially for small batches, is increased by reducing both material and energy consumption for long pieces. Furthermore, BEHRENS described the production process of hybrid steel parts which are produced by combining a deposition welding process with a subsequent hot forging step [9]. It was shown that the innovative process chain enables the production of hybrid parts. The forging step within this process chain can lead to an improvement of the mechanical properties of the laser deposited material. MEYER showed that a CWR preform can be used for forging two-cylinder crankshafts by developing a CWR process without defects [10]. No conclusions regarding a combination with multi-directional forging were made within these papers which causes the investigation on how a direct combination of CWR and multi-directional forging is possible within process chains that can be directly transferred into practice.
Multi-directional forging
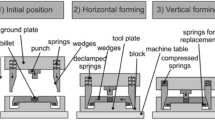
Multi-directional forging is classified as shear forming, which describes a forging process with dominant shear forces. This is achieved by combining die movement in horizontal and vertical direction [11]. Figure 1 shows an exemplary multi-directional forging tool that can be used for flashless forging.

Redirection of force at multi-directional forging [11]
The vertical force of the press is redirected into a horizontal direction by inclined planes called wedges. The total length of the preform is reduced while the width is increased. Like an open die forging process the tool for multi-directional forging is partially closed. This is needed to allow the movement of the dies. This process can produce preforms with asymmetric volume allocations along the longitudinal axis. Impressions or large cross sections can be realized as well.
DOEGE developed a multi-directional forging tool for preforming an elementary cell of a crankshaft in a flashless forging process [12]. The upsetting of the billet is done in its rotational axis. After that the crank bearings are pushed in lateral direction. To forge a four-cylinder crankshaft, the tool consists of nine different clamps. The propulsion for these clamps is induced by wedges. The forces which are needed to close the tool are realized by aluminum frustums instead of disk springs that would deform during the forging process. These enable a smaller tool height but this tool concept needs chains to move the punch back into the dies. BEHRENS developed a multi-directional forging tool for a flashless forging process of a one-cylinder crankshaft that can be used on a single-acting press, like the multi-directional forging tool from DOEGE [13]. Furthermore, the tool made by BEHRENS is built with a combination of wedge units. These units contain axial and lateral wedges. The axial wedges redirect the press force into the vertical direction and execute the upsetting in longitudinal axis while the lateral wedge unit realizes an offset of the crankshafts pin bearing. MÜLLER designed a multi-directional forging tool for a flashless forging process of a two-cylinder crankshaft in collaboration with BEHRENS, but without pin and flange [14]. The tool made by MÜLLER works in the same way as the tool made by BEHRENS. The difference between the two tools is a fixed middle crankshaft main bearing. Wedges on the left and right of the forging tool redirect the press force into the longitudinal axis of the crankshaft. These wedges hold the clamps for the external crankshafts main bearings. The middle sliders move at the same time as the external sliders and form the offset of the pin bearings. The vertical force is redirected by the external wedges into a horizontal force and then by internal wedges into a lateral force towards the middle slider. The direct combination of CWR and multi-directional forging was not part of all named research activities.
MEYER first investigated the direct combination of cross wedge rolling and multi-directional forging for a simplified model of a one-cylinder crankshaft without pin and flange by forging simulations [11]. He showed that a direct combination is generally possible. The direct combination for more complex crankshafts has not been investigated in research studies yet.
Parameter study and process development
Executing the parameter study
To investigate the influence of the forming angle α at CWR on multi-directional forging, a parameter study was made. A wide parameter field was selected to identify the geometric limits for CWR parts that are expected to fit into the multi-directional tool (Table 1). A suitable range for forming angles α reaches from 30 ° to 89 °. The rest of the CWR parameters like the stretching angle β are kept constant. The parameter axis offset y at the multi-directional forging is varied from 0 mm to 12.5 mm, which is the scaled offset from a former project described within the introduction. In these simulations within the actual project the influence of the pin and flange forming is also investigated because these determine the geometry of the billet. The pieces without flange and pin are symmetrically identical which leads to forming conditions that are simpler. Analogously to CWR the rest of the parameters are kept constant, too. So the differences after multi-directional forging can be associated to the influence of axis offset y as well as to the pin and flange forming.
Process development and simulation
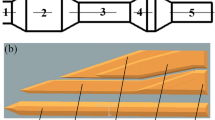
According to the production of a one-cylinder crankshaft, at first a CWR tool was designed. It contains three wedges that form two sections of volume allocations (Fig. 2, Fig. 3). Crankwebs will be formed from these volume allocations later. Crankshaft bearings will be placed at the other three sections with a reduced cross section area. To form the pin at one side of the billet several wedges can be piled on top of each other; each one to form a shaft section with a smaller cross section area.

Cross wedge rolling tool

Cross wedge rolling process from billet to preform
The length of the work piece increases with the reduction of the cross section area. When the CWR geometry includes a reduced cross section area at the end of the part, the following effect can occur: the material on the surface is pulled over the inside material – a so called fishtail occurs (Fig. 3). The depth of this fishtail is an indicator for the degree of deformation. On the other side of the part where the flange will be formed in the subsequent steps the billet shows a smaller fishtail due to a smaller cross section area reduction. To create a simulation that is very close to the conditions at the experimental researches the friction has to be increased by designing serrations into the sides of the wedges (Fig. 2). Finally the sections at the end of the CWR preform are cut off.
The multi-directional forging tool consists of four sliders, four rigid tool elements, two sliders in the middle and one punch. Figure 4 shows a sectional view of the horizontally parted tool.

View of a multi-directional forging tool (lower die)
The redirected vertical force of the press ram pushes the left slider, right slider and the punch towards the middle slider. Little wedges on the sliders redirect the middle slider into a lateral movement that causes the offset of the axis. The volume allocations of the CWR billet are shortened to the final thickness of the later crankwebs. The distance between the left slider and the punch is constant at the beginning of the forming operation but shortens after the forming of the volume allocations by compressing the springs. The punch moves towards the left slider and forms the flange. The simulated model contains the same kinematics according to sliders and rigid tool elements but has got no wedges and springs (Fig. 5). This leads to shorter simulation durations without any significant loss of precision.

Multi-directional forging process
The sliders enclose the bearing sections of the billet right at the beginning of the volume allocation. This guarantees that no offset is formed within the bearing sections which can lead to folds at the transitions between bearing section and crankweb (Fig. 6).

Zones in which folds and flash can develop if billet is placed incorrectly into multi-directional forging tool
Another reason for the generation of folds is the movement of the punch ahead of time. Then, billet material is pushed from the left bearing section into the volume allocation that is forced to evade and flow around it. Therefore the punch position leaves a small distance to the end of the billet at the beginning of the forming. If the distance is too large material will flow out of the left volume allocation of the billet into the left bearing section against the general material flow direction. The punch pushes the surplus material back to the middle which leads to folds at the left crankweb. If the distance is too small flash is generated due to the unfavorable material flow.
When the middle slider is not nearly as thick as the bearing section in the middle folds are generated at the inner sides of the crankwebs and the transition zones to the bearing section in the middle (Fig. 6). In this case material of the volume allocation puts itself over the bearing section. If the middle slider is too thick then the billet cannot be placed properly.
Influence of the forming angle α
Four different forming angles α are chosen to investigate the influence of the cross wedge rolling on the multi-directional forging (Table 1). They cover a wide field so defects such as folds and flash can be noticed easily. The multi-directional forging process is simulated with these four types of cross wedge rolled billets; each at an axis offset of 0 mm, 6 mm and 12.5 mm and with and without pin and flange forming (Table 1, Table 2). The program that is used is ForgeNxT.
The flow stress model used by ForgeNxT is based on the Hensel-Spittel model (equation see below) [15]. It shows analytically how the flow stress depends on forming temperature, forming degree and forming velocity. The flow stress model within ForgeNxT is validated for temperatures higher than 250 °C and forming degrees higher than 1.5. Cross wedge rolling usually is performed at hot temperatures (in this investigation 1250 °C) and leads to forming degrees which are higher than 1.5.
After executing the forging simulations each combination with an axis offset y of 6 mm and 12.5 mm showed flash at the bottom of the crankweb. Therefore the process boundary has to be situated at lower offsets. Further simulations with 3 mm and 4.5 mm axis offset y were executed; each with and without pin and flange forming. Some of the combinations with an offset of 3 mm showed flash at the bottom of the crankweb which indicates a process border at 3 mm axis offset. Due to correct placement of the billet at multi-directional forging no folds were generated (Figs. 6, and 7).

Combination without (left) and with flash (right) after multi-directional forging
The combinations with and without flash are counted. The ones with flash were investigated quantitatively by measuring the length of the flash and associating it to each of the four forming angles. Process parameters such as billet temperature, forming force, forming degree and strain were investigated as well. The results for offsets from 3 mm to 6 mm are presented in the Figs. 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 and 19. The offsets 0 mm and 12 mm turned out to be extreme values which are the reasons why they are not looked at anymore.

pareto chart: Influence of forming angle on flash at the bottom of crankweb, pin side

main effect plot: Influence of forming angle on flash at the bottom of crankweb, pin side

pareto chart: Influence of forming angle on flash at the bottom of crankweb, flange side

main effect plot: Influence of forming angle on flash at the bottom of crankweb, flange side

pareto chart: Influence of forming angle on the minimum billet temperature

main effect plot: Influence of forming angle on the minimum billet temperature

pareto chart: Influence of forming angle on maximum billet temperature

pareto chart: Influence of forming angle on the forming force

main effect plot: Influence of forming angle on the forming force

pareto chart: Influence of forming angle on forming degree

main effect plot: Influence of forming angle on forming degree

pareto chart: Influence of forming angle on effective strain
In the following the results of the investigations are described. To determine the influence of the input parameter α on the target parameters the pareto charts and main effect plots were derived. The significance factor has been chosen as 0.05 which allows a tolerance of 5.
The pareto charts of the standardized effects which shows the results of this paper are shown in Figs. 8, 10, 12, 14, 15, 17 and 19. The legend describes the input parameters that were varied. These are the forming angle α, the cross section area reduction ΔA, the axis offset y and pin and flange forming (abbreviated by PFF). They are associated with letters on the y-axis. Two letters as CD describe the influence of the interaction of axis offset y and PFF. On the x-axis the extent of each input parameter is shown. High influences are indicated by a large bar. Each input parameter whose bar is beyond the significance level is significant.
The significant effects on the average length of flash at the bottom of crankweb, pin side are the axis offset, pin and flange forming as well as the forming angle.
The main effect plot generally shows the impact of a changing input parameter (forming angle) on an output parameter (y-axis). This plot is only presented if the forming angle is significant with regard to a certain output parameter.
The main effect plot for the influence of the forming angle on flash at the bottom of crankweb, pin side is shown below (Fig. 9). The different values for forming angles are listed on the x-axis while the average length of flash is associated with the y-axis. It can be determined that the flash length first increases and then decreases again with higher forming angles from average 0.74 mm at 30 ° to 0.84 mm at 70 ° to 0.78 mm at 89 °. The values describe a parable.
The pareto chart of the standardized effects for the average length of flash on the flange side is shown in Fig. 10. The significant effects on the average length of flash are the axis offset, the forming angle and PFF.
Below, it can be seen that the average flash length increases from 30 ° (0.71 mm) to 50 ° (0.82 mm) but seems to be almost constant at higher forming angles. This correlates with the curve within Fig. 9 which means that flash development is even on the sides.
In Fig. 12, the pareto chart of the standardized effects for minimum billet temperature is presented. The billet temperature is an important parameter because it influences the accuracy of final geometry. It is assumed that the probability for a good geometry after forging the final crankshaft is much higher with constant and high temperatures. All four input parameters are significant.
In the main effect plot, the average minimum billet temperature increases approximately linearly from 535 °C to 559 °C with higher forming angles (Fig. 13).
Below, the pareto chart of the standardized effects for maximum billet temperature is shown. Input parameters that seem to be significant are PFF as well as the cross section area reduction. The forming angle has no influence. Therefore no main effect plot is shown for the maximum billet temperature.
The forming force is one of the most important process parameters in forging because it influences which type of forming press can be used for the process. Again, each input parameter is significant.
The forming force is highest around a forming angle of 70 ° where its amount is 24.4 ∙104 N (Fig. 16).
The maximum forming degree determines how easy the material flows into the cavities. It thereby influences the geometry and the forming force. The pareto chart of the standardized effects shows a significance of PFF and forming angle (Fig. 17).
The main effect plot of the forming degree shows a minimum around α = 50 ° where the values, which follow a parable, go down to 2.46.
The effective strain influences the material flow and therefore how much force is to be provided by the press. The pareto chart (Fig. 19) of the standardized effects shows no significance of the forming angle why the main effect plot is not shown.
Conclusion
The combination of CWR and multi-directional forging leads to increased flash at the bottom of the crankwebs for greater forming angles α. Flash develops at the rotation-symmetric billet due to a forced asymmetric movement. This paper reveals, that a greater forming angle α leads to more flash.
Flash at the bottom of the crankwebs is generated at several parameter combinations after the multi-directional forging. The length of the flash increases between α = 30° and α = 50°. For α > 50° the flash length increases slightly. Greater forming angles lead to less material at the transition zone between the bearing sections with a reduced cross section area and the volume allocations with the original cross section area. A decreasing amount of material within the transition zone leads to a sharp-cut geometry due to the constant volume of the different billets.
The minimum billet temperatures increase with greater forming angles due to a smaller billet length. Additionally, a shorter process time limits the loss of temperature. Increasing temperatures indicate that the cooling caused by the dies has a minor impact in comparison to heat generated by material flow and inner friction.
The maximum billet temperatures at the crankwebs do not vary due to low influence of inner friction. Thus, the forming angle as a geometric parameter which determines the amount of surface of the billet is not significant to the maximum billet temperatures inside the billet.
The influence of α on the forming force shows a maximum at α = 70°. A lower forming angle leads to lower forces and should therefore be preferred.
The forming degree has a minimum at α = 50°. This can be explained by material flow. Forming angle α determines the shape of the volume allocations and therefore the amount of material that needs to be pushed a certain distance to form a crankweb. Values between 50° and 70° for α are not recommended if a high degree of forming is to be achieved.
The effective strain is the quantitative reaction of the billet material to the forging process. It is not affected by the forming angle.
Summary and outlook
The investigation of CWR and multi-directional forging, particularly the influence of the forming angle α, revealed several conclusions. The results are based on 24 simulations. The length of flash at the bottom of the crankwebs increases for greater forming angles. The forming force shows a maximum at α = 70° while the forming degree shows a minimum at α = 50°. The minimum billet temperatures do increase with greater forming angles. The effective strain and the maximum billet temperatures are not influenced by the forming angle. Small forming angles are recommended to forge crankshaft preforms regarding flash, force and forming degree.
To verify the results experimental research has to be conducted. Furthermore, the influence of forming angles that differ on both sides of the volume allocations need to be investigated.
References
Kache H, Stonis M, Behrens BA (2012) Development of a warm cross wedge rolling process using FEA and downsized experimental trials. Prod Eng Res Devel. doi:10.1007/s11740-012-0379-5
Li Q, Lovell M (2008) Cross wedge rolling failure mechanisms and industrial application. Int J Adv Manuf Technol. doi:10.1007/s00170-007-0979-y
Pater Z (2003) Tools optimization in cross wedge rolling. J Mater Process Technol 139(153):–159
Kache H, Nickel R, Behrens, BA (2011) An innovative cross wedge rolling preforming operation for warm forging. 4th conference on Changeable, Agile, reconfigurable and virtual production (CARV 2011), October 2nd–5th 2011, Montreal, pp 310–315
Pater Z (2000) Theoretical and experimental analysis of cross wedge rolling Process. Int J Mach Tools Manuf 40:49–63. doi:10.1016/S0890-6955(99)00047-4
Li Q, Lovell MR, Slaughter WS, Tagavi K (2002) Investigation of the morphology of internal defects in cross wedge rolling. J Mater Process Technol. doi:10.1016/S0924-0136(02)00303-5
Dong Y, Tagavi K, Lovell MR, Deng Z (2000) Analysis of stress in cross wedge rolling with application to failure. Int J Mech Sci. doi:10.1016/S0020-7403(99)00035-1
Behrens BA, Bouguecha A, Suchmann P, Schott A (2008) Warm forging: new forming sequence for the manufacturing of long flat pieces. Prod Eng Res Devel 2:261–268. doi:10.1007/s11740-008-0114-4
Behrens BA et al (2013) Basic study on the process combination of deposition welding and subsequent hot bulk forming. Prod Eng Res Devel. doi:10.1007/s11740-013-0478-y
Meyer M, Stonis M, Behrens B-A (2012) Cross Wedge Rolling of Preforms for Crankshafts. Key Eng Mater 504–506:205–210. doi:10.4028/www.scientific.net/KEM.504-506.205
Meyer M, Stonis M, Behrens BA (2015) Cross wedge rolling and bi-directional forging of preforms for crankshafts. Prod Eng Res Devel. doi:10.1007/s11740-014-0581-8
Doege E, Hustedt P, Altmann C, Specker A, Meyer, M (2003) Precision forging of crankshafts. WGP production enigneering. Research and development. Band 10 (2003), Heft 2, Seite 29–34
Behrens BA, Doege E, Reinsch S, Telkamp K, Daehndel H, Specker A (2007) Precision Forging Processes for High-Duty Automotive Components. J Mater Process Technol 185:139–146. doi:10.1016/j.jmatprotec.2006.03.132
Behrens BA, Nickel R, Müller S (2009) Flashless precision forging of a two-cylinder crankshaft. Prod Eng Res Devel 3:381–389. doi:10.1007/s11740-009-0185-x
Awiszus B, Neugebauer R, Kittner K, Popp P (2009) Analyse des querfließpressens als analogieversuch zum strangpressen unter besonderer berücksichtigung der verbundbildung zwischen aluminium und magnesium. UTF science. Online journal, no.4, S. 18
Acknowledgment
The authors thank the German Research Foundation (Deutsche Forschungsgemeinschaft ¬– DFG) for the funding of the research project “ProKomb – Prozesskombination des Querkeilwalzens mit der mehrdirektionalen Umformung” (DFG STO 1011/5-1).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
This study was funded by the German Research Foundation (Deutsche Forschungsgemeinschaft – DFG, STO 1011/5–1). The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Behrens, BA., Stonis, M. & Rasche, N. Influence of the forming angle in cross wedge rolling on the multi-directional forging of crankshafts. Int J Mater Form 11, 31–41 (2018). https://doi.org/10.1007/s12289-016-1326-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-016-1326-3