
Abstract
The abrasive wear resistance of tribologically stressed free-formed surfaces can be increased with thermally sprayed tungsten carbide coatings. In order to improve the surface topographies and shape accuracies, the workpieces must be finished prior to industrial application. A suitable machining process is NC grinding on five-axis machining centres using abrasive mounted points. However, the high hardness of the applied coatings and the small diameter of the utilized tools pose a great challenge for the process design. In this paper both, the results of fundamental investigations on the grinding of tungsten carbide coatings as well as a process optimization for the finishing of a coated forming tool are presented. This includes the heat transfer into the coating and the tool wear during the grinding process as well as the wear behaviour of the coating in dependence of the generated surface topography. In order to achieve a smooth surface, elastic-bonded diamond tools were used during polishing in a multi-stage machining process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In order to increase the lifetime of tribologically highly stressed surfaces, such as the surfaces of forming tools or gearing surfaces, thermally sprayed coatings are suitable solutions [13]. By means of High Velocity Oxy-Fuel (HVOF) sprayed tungsten carbide coatings the resistance against corrosive, cavitative, and abrasive wear under tribological stress can be significantly improved [2]. The hardness of these coatings is strongly influenced by the amount of cobalt in the coating and the carbide grain size as is the case with sintered bulk materials [6]. By using fine-structured tungsten carbide powder comparable hardness values can be adjusted. However, as a result of the relatively high surface roughness and the varying coating layer thicknesses after the spraying process, a subsequent finishing is necessary to generate the shape accuracies and surface qualities required for industrial applications.
With respect to the exceedingly high hardness of tungsten carbide, abrasive processes and Electro Wire Machining (EDM) processes are required to finish the thermally sprayed coatings [3, 10]. In comparison to EDM machining, the lower surface roughness and the generation of residual stresses into the surface layer by grinding lead to an improved wear behaviour [3]. For the machining of these coatings the use of vitrified bonded diamonds is preferred because grinding with Cubic Boron Nitride can lead to cracks in the coatings at similar material removal rates [17]. The roughness of the ground surfaces can be further reduced by the application of elastic-bonded polishing tools [4]. In addition, the tribological behaviour of functional surfaces can be adjusted by grinding processes [14]. As a result, the friction coefficient can be reduced by machined structures perpendicular to the sliding direction. This effect can be illustrated by frictional respond tests using lubrication [12]. The reduced coefficient of friction can be used to influence the material flow and the sheet quality in forming processes [9, 15].
In order to improve the wear resistance of complex shaped forming tools, a finishing process for free-formed surfaces has to be applied. To accomplish this, toroid or spherical abrasive mounted points are necessary in five-axis grinding processes [7]. By applying the grinding process to conventional machining centres, multiple curved surfaces can be finished without purchasing new machine tools [11]. However, the relatively low spindle speed of the machining centres, in comparison to microgrinding machine tools with high-speed precision spindles, in combination with small tool diameters, leads to a severe limitation of the cutting speed attainable [1]. As a result of the low cutting speed and small chip thickness, chip formation becomes less efficient and micro-ploughing effects can occur [4]. In order to counteract these effects, fundamental investigations on grinding the wear resistant coatings have to be carried out. Both the values of the process parameters and the topography of the grinding wheel influence the generated surface roughness significantly. Consequently, the grinding and polishing tools that are used have to be conditioned before machining [16]. With respect to the small diameter of the vitrified bonded grinding tools, high overlap ratios and small depths of dressing cut are recommended in order to generate smooth surface roughness [8].
In this paper, the results of the NC grinding of free-formed, wear-resistant coated forming tools to generate a sufficient surface quality for industrial applications are presented. Fundamental investigations with regard to the process forces, surface roughness, process temperature, and tool wear during the machining of tungsten carbide coatings on machining centres were carried out. In Pin-on-Disk tests the influence of the subsequently generated surface roughness on the wear resistance of the coatings was analysed. Finally, the process knowledge gained was applied in order to optimize the five-axis grinding process of coated free-formed deep drawing tools.
2 Experimental setup and methods
2.1 Wear resistant coatings
The machined tungsten carbide (WC) coatings in a cobalt (Co) matrix were sprayed onto C45-steel (1.0503) workpieces by means of a carbide jet system HVOF gun (CJS K5.2, Thermico GmbH) using a fine agglomerated and sintered WC–Co feedstock powder with an average WC-particle size of 400 nm (Durmat 131 88WC–12Co, Durum Verschleichutz GmbH). The thermal spraying process, as shown in Fig. 1, is characterized by high particle velocities of up to 1,000 \({\mathrm{m\,s}}^{-1}\) in the supersonic section of the expansion nozzle which are due to the two stage combustion of kerosene, hydrogen, and oxygen. As a consequence, the melted particles impact on the workpiece surface with high kinetic energy and generate a lamellar layer structure with a low porosity of 1 % and a high microhardness of 1,340 HV 0.3. The coating thickness resulting from a deposition rate of 25 \(\upmu {\mathrm{m}}\) per pass was 200 \(\upmu {\mathrm{m}}\) after 8 passes.

High velocity oxy-fuel spraying of WC–Co coatings. a Process kinematics, b SEM of the agglomerated tungsten carbide powder, c cross-section micrographs of the coating [13]
2.2 NC grinding on five-axis machining centres
The experimental investigations were conducted on a five-axis machining centre (DMU50 eVolution, Deckel Maho) using cylindrical, conical, and spherical abrasive mounted points with a diameter of 15 mm. Due to the maximum spindle speed \(n_{max} = 18.000\,{\mathrm{min}}^{-1}\), the cutting speed was adjusted to remain constant at \(v_c = 10\,{\mathrm{ms}}^{-1}\). During the fundamental investigations, the process parameter values, depth of cut \(a_e\), width of cut \(a_p\), and feed speed \(v_f\), were varied. The process kinematics and scanning electron microscope pictures of three tool topographies are presented in Fig. 2. For the grinding of the tungsten carbide coatings vitrified bonded diamond tools with an average grain size of \(d_k = 126\) and \(46\,\upmu {\mathrm{m}}\) were used. Additionally, vitrified bonded D15 and elastic-bonded D10 tools were applied in order to finish the ground surface. The porose topography of the vitrified grinding tools allowed for a good chip removal and coolant supply.

Process kinematics in NC grinding and grinding tool topographies. a Kinematics, SEM of b vitrified D46, c vitrified D15, and d elastic D10
Prior to each machining operation, the grinding tools were conditioned by applying an external dressing machine tool (AP-800 Fusion, Geiger GmbH) using Silicon Carbide (SiC) grinding wheels. Due to the small diameter of the grinding tools and the width of the SiC wheels (b = 13mm), the overlap ratio \(U_d = 20\), resulting from the quotient of the width and the axial feed of the dressing tool was relatively high compared to when applying conventional dressing operations [4, 16]. The total depth of dressing cut was \(a_{ed} = 20\,\upmu {\mathrm{m}}\), in steps of \(4\,\upmu {\mathrm{m}}\) per pass.
3 Results
3.1 Grinding of HVOF sprayed tungsten carbide coatings
The main challenges when grinding thermally sprayed coatings on machining centres are the high hardness of the material, the small tool diameter, and the relatively low cutting speed. The heavy stress on the diamonds as a result of the small number of cutting grains can lead to exceedingly high tool wear and an insufficient surface topography. In order to optimize the grinding process, experimental investigations using cylindrically shaped grinding tools were carried out by means of a Design of Experiments (DoE) based on a Latin Hypercube Design (LHD) (Table 1). Afterwards, statistical models were generated by the software Matlab to describe the interaction between the process parameter values and the main variables: process force, surface roughness, process temperature, and tool wear. The process forces were measured in normal and tangential direction to the grinding direction using a three-component dynamometer (Kistler 9257B). Using DIN EN ISO 4287, the maximum height of profile \(Rz\), as one of the commonly used roughness values, was determined by means of a stationary roughness measurement (MarSurf XR 20) [5].
In Fig. 3, statistical models of the main process parameters, feed speed \(v_f\) and depth of cut \(a_e\), influencing the normal force \(F_n\) and the surface roughness \(Rz\) in a roughing process are depicted. The coefficients of determination \(R^2\) were 94 % for \(F_n\) and 51 % for \(Rz\). The depicted single-colored net surfaces above and blow the colored main surfaces in Fig. 3 show the accuracy of the statistical model. Due to the high porosity of the vitrified bond and the large grain size the process forces remain low. The increase in the normal force is mainly influenced by the depth of cut or by the number of cutting grains in the contact area. The influence of the chip thickness, depending on the feed speed, increases with larger depth of cut. With respect to the maximum height of profile \(Rz\), the feed speed is the main influencing parameter. Depending on the maximum material removal rate, the surface roughness greatly increases because of the tool wear. When machining large surfaces, such as complex shaped forming tools, such parameter value combinations must be avoided in order to ensure shape accuracy.

Statistic models of the grinding process using vitrified D126 mounted points. a Normal force \(F_n\), b surface roughness \(Rz\)
Fundamental experimental investigations on grinding using nickel chrome/nickel (NiCr/Ni) thermocouple elements with a diameter of 0.25 mm (1KV025, ThermoExpert GmbH) were carried out to analyse the heat transfer into the coatings. The temperatures were measured at five locations along the grinding direction, from directly under the interface between coating and substrate and down to 1 mm below it. The diagram presented in Fig. 4 shows the temperature profile for the last overrun. The maximum value was approximately \(30\,^{\circ }{\mathrm{C}}\). In order to verify the results obtained, cross-section micrographs of the ground coatings were analysed. No cracks or phase transformations in the coating or the substrate material could be observed.

Temperatures when grinding the coatings. a Positions of the thermocouple elements, b temperature profiles
In order to determine the wear behaviour of the mounted points when grinding the tungsten carbide coatings, the envelope of the tool shape used was analysed. To perform this analysis, small steel sheets were machined after \(120\,{\mathrm{mm}}^3\) of the coating \((0.2\times 6\times 50\,{\mathrm{mm}}^3)\) were removed. The profiles of the worn grinding tools, exemplarily shown in Fig. 5, were measured by a contour measurement system (MarSurf XC 20). The mathematically integrated profile of the dressed part of the tool was subtracted from the profile of the worn tool with respect to a width of 1 mm. The difference was then multiplied by the engaged tool width and the particular tool circumferential to calculate the tool wear volume. The correlation between the specific material removal rate and the tool wear volume tends to be almost linear.

Tool wear behaviour. a Profile of the grinding tool, b tool wear
3.2 Multi-stage machining of tungsten carbide coatings
Due to the fact that relatively high grinding tool wear occurs and that smooth surface topographies are required for industrial applications, the coatings have to be machined in several process steps. In Fig. 6, confocal white light microscope pictures, roughness profiles, and material ratio diagrams of four multi-stage machined surfaces are depicted. The grain size of the vitrified grinding tools was reduced successively from \(126\,{\mathrm{to}}\,46\,\upmu \mathrm{m}\). Finally, the elastic-bonded polishing tool was used for the grinding process. A direct polishing of the coating without pre-machining is not practicable due to the very low level of material removal rate. After the roughing process the maximum height of profile \(Rz\) was reduced to \(6.8\,\upmu {\mathrm{m}}\) and then to \(1.9\,\upmu {\mathrm{m}}\) after the grinding process. The smooth surface roughness is accompanied by a flat material ratio curve. After the subsequent polishing process a maximum height of profile \(Rz = 0.66\,\upmu {\mathrm{m}}\) and an arithmetic mean value \(Ra = 0.09\,\upmu {\mathrm{m}}\) were attained.

Multi-stage machining process. a Surface topography, b roughness profile, c material ratio
Because of the resulting smooth surface roughness, the tribological wear behaviour of the coatings is significantly influenced by the multi-stage machining process. The wear behaviour of the coatings was investigated by means of a Pin-on-Disk tribometer (CH-2000, CSEM), schematically shown in Fig. 7a. During this test, a fixed ceramic ball \((d = 6\,\mathrm{{mm}})\) slides over the surface of the workpiece in circular paths \((d = 18,24,\,{\mathrm{and}}\, 30\,{\mathrm{mm}})\) and is subjected to a normal test force of 10 N at a relative speed of \(400\,{\mathrm{mm}}\,\mathrm{{s}}^{-1}\). After a sliding distance of approximately 34 km (360,000 rotations) the wear tracks \((d = 30{\,\mathrm {mm}})\), depicted in Fig. 7b, were analysed. Due to the high hardness of the coatings only a marginal wear volume could be measured. When the roughness of the D126 ground surface is relatively high, only the peaks of the topography are flattened by \(2\,\upmu {\mathrm{m}}\). As a result of the lower profile peaks, the depth of the wear track of the polished surfaces was only \(0.6\,\upmu {\mathrm{m}}\). The flattening of the counterpart ceramic ball depends strongly on the surface roughness of the coating. The diameter of the flattened surface was approximately \(d = 0.7\,{\mathrm{mm}}\) for the D126 ground surface and \(d = 0.45\,{\mathrm{mm}}\) for the D10 polished surface. Under the assumption that the measured groove depth remains constant along the wear track, the wear volume of the D126 ground surface is \(0.021\) or \(0.003\,{\mathrm{mm}}^3\) when the workpiece is polished. These values result in wear coefficients of \(6.18\,\times \,{10^{-8}}\) and \(8.84\,\times {10^{-9}}\,{{\mathrm{mm}}^3}\,{\mathrm{Nm}^{-1}}\). The wear behaviour was improved by the multi-stage machining process by 85 %.

Wear behaviour of coatings. a Kinematics of the Pin-on-Disk test, b topographies of the workpieces after the wear test
3.3 NC grinding of free-formed surfaces
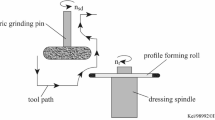
The coated free-formed workpiece, depicted in Fig. 8, represents a segment of a forming tool for the deep drawing of high strength steel sheets, which are commonly used in the automotive industry. Due to the high local surface pressure along the surface of the forming radii, the surface roughness has to remain at low values. For the finishing of such workpieces in one clamping situation, a five-axis simultaneous machining process is necessary. The application of spherically shaped mounted points allows the grinding of nearly every free-formed surface with curvatures larger than the tool diameter. The main disadvantage in using such tools is the small width of cut needed to generate a smooth surface roughness. During the investigations, the influence of the width of cut on the resulting surface roughness was analysed. When using a spherically shaped D126 tool, the measured maximum heights of profile were \(Rz = 1.94\,\upmu {\mathrm{m}}\, (a_p = 0.05\,{\mathrm{mm}}), Rz\,=\,2.51\,\upmu {\mathrm{m}}\, (a_p\,=\,0.1\,{\mathrm{mm}})\), and \(Rz = 3.72\,\upmu {\mathrm{m}}\, (a_p = 0.2\,{\mathrm{mm}})\). With respect to the machining time, a width of cut of \(0.1\,{\mathrm{mm}}\) leads to acceptable roughness values. In order to grind the whole surface using a width of cut of \(a_p = 0.1\,{\mathrm{mm}}\) and a feed speed of \(v_f = 800\,{\mathrm{mm}}\,{\mathrm{min}}^{-1}\), the machining time would last, at least, 6 h and 20 min. This time could be reduced by additionally introducing cylindrically and conically shaped grinding tools into the process, which allows a higher removal rate due to the larger contact zone between tool and surface. The conically grinding tool enables the machining of large surfaces without collusion of the tool holder and the workpiece. Whereas, the cylindrically shaped tool can be applied to the process in case of three-axis machining. In this optimized process, the top and side surfaces could be ground using a width of cut of \(a_p = 2\,{\mathrm{mm}}\) and a feed speed of \(v_f = 600\,{\mathrm{mm}}\,{\mathrm{min}}^{-1}\), which resulted in the process time being reduced to 33 min.

NC grinding using differently shaped tools. a Kinematics, b roughness profile of the surface ground using the spherically shaped tool (B), c–e pictures of the NC grinding process
4 Conclusion
In this paper, the feasibility of grinding wear resistant coatings using mounted points on machining centres was presented. Due to the small tool diameter, the resulting surface roughness and the tool wear are significantly influenced by the adjusted process parameter values. The dependence of the wear of the grinding tool on the material removal rate tended to be almost linear. As a result of the small contact zone between grinding tool and surface and a low cutting speed of \(v_c = 10\,{\mathrm{ms}}^{-1}\), the thermal heat transfer into the surface layer could be neglected. No defects on the surface caused by thermal or mechanical stress could be observed. By using an elastic-bonded diamond tool in the polishing stage of a multi-stage machining process a maximum height of profile \(Rz = 0.66\,\upmu {\mathrm{m}}\) was attained. This low surface roughness led to an improvement of the wear resistance of the coatings by 85 %, as measured by means of a Pin-on-Disk tribometer.
For the machining of free-formed surfaces, the use of tools with different shapes is recommended. The machining time for the test workpiece could be reduced by 90 % by using conically and cylindrically shaped tools in addition to a spherically shaped one.
In further investigations, the influence of surface structures generated in a multi-stage machining process on the material flow during a deep drawing process will be studied. Additionally, the tribological wear behaviour of the finished coatings under mixed lubrication conditions with respect to oil reservoirs has to be determined.
References
Aurich JC, Engmann J, Schueler GM, Haberland R (2009) Micro grinding tool for manufacture of complex structures in brittle materials. CIRP Ann Manuf Technol 58:311–314. doi:10.1016/j.cirp.2009.03.049
Barletta M, Bolelli G, Bonferroni B, Lusvarghi L (2010) Wear and corrosion behavior of HVOF-sprayed WC–CoCr coatings on Al alloys. J Thermal Spray Technol 19:358–367. doi:10.1007/s11666-009-9387-1
Bonny K, Baets P, Quintelier J, Vleugels J, Jiang D, Biest O, Lauwers B, Liu W (2010) Surface finishing: impact on tribological characteristics of WC–Co hardmetals. Tribol Int 43:40–54
Brinksmeler E, Glwerzew A (2003) Chip formation mechanisms in grinding at low speeds. CIRP Ann Manuf Technol 52:253–258. doi:10.1016/S0007-8506(07)60578-2
Ld Chiffre, Lonardo P, Trumpold H, Lucca D, Goch G, Brown C, Raja J, Hansen HN (2000) Quantitative characterisation of surface texture. CIRP Ann Manuf Technol 49:635–652. doi:10.1016/S0007-8506(07)63458-1
Chivavibul P, Watanabe M, Kuroda S, Kawakita J, Komatsu M, Sato K, Kitamura J (2008) Development of WC–Co coatings deposited by warm spray process. J Thermal Spray Technol 17:750–756. doi:10.1007/s11666-008-9271-4
Denkena B, Ld Leon (2010) Contact conditions in 5-axis-grinding of double curved surfaces with toric grinding wheels. Adv Mater Res 126–128:41–46. doi:10.4028/www.scientific.net/AMR.126-128.41
Klocke F, Linke B (2008) Mechanisms in the generation of grinding wheel topography by dressing. Prod Eng 2:157–163. doi:10.1007/s11740-008-0101-9
Merklein M, Koch J, Opel S, Schneider T (2011) Fundamental investigations on the material flow at combined sheet and bulk metal forming processes. CIRP Ann Manuf Technol 60:283–286. doi:10.1016/j.cirp.2011.03.146
Murthy J, Rao DS, Venkataraman B (2001) Effect of grinding on the erosion behaviour of a WC–Co–Cr coating deposited by HVOF and detonation gun spray processes. Wear 249:592–600. doi:10.1016/S0043-1648(01)00682-2
Rausch S, Biermann D (2012) Grinding of hard-material-coated forming tools on machining centers. Procedia CIRP 1:388–392. doi:10.1016/j.procir.2012.04.069
Singh R, Melkote SN, Hashimoto F (2005) Frictional response of precision finished surfaces in pure sliding. Wear 258:1500–1509. doi:10.1016/j.wear.2004.03.071
Tillmann W, Baumann I, Hollingsworth PS, Hagen L (2013) Sliding and rolling wear behavior of HVOF-sprayed coatings derived from conventional, fine and nanostructured WC-12Co powders. J Thermal Spray Technol. doi:10.1007/s11666-013-0038-1
Uhlmann E, Klein TB, Hochschild L, Bäcker C (2011) Influence of structuring by abrasive machining on the tribological properties of workpiece surfaces. Procedia Eng 19:363–370. doi:10.1016/j.proeng.2011.11.126
Vollertsen F, Hu Z (2008) Determination of size-dependent friction functions in sheet metal forming with respect to the distribution of the contact pressure. Prod Eng 2:345–350. doi:10.1007/s11740-008-0130-4
Wegener K, Hoffmeister HW, Karpuschewski B, Kuster F, Hahmann WC, Rabiey M (2011) Conditioning and monitoring of grinding wheels. CIRP Ann Manuf Technol 60:757–777. doi:10.1016/j.cirp.2011.05.003
Zhong Z (2001) Machining of thermally sprayed WC–Co coatings. Mater Manuf Process 16:103–112
Acknowledgments
The investigations and scientific results described in this paper are based on the research project A5, which has been kindly funded by the German Research Foundation (DFG) within the SFB 708 3D-Surface Engineering of Tools for Sheet Metal Forming Manufacturing, Modeling, Machining. The authors thank Peter Hollingsworth and Weifeng Luo from the Chair of Material Engineering (LWT) at Technische Universitortmund, Germany, for preparing the machined coatings.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rausch, S., Biermann, D. & Kersting, P. Five-axis grinding of wear-resistant, thermally sprayed coatings on free-formed surfaces. Prod. Eng. Res. Devel. 8, 423–429 (2014). https://doi.org/10.1007/s11740-014-0537-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-014-0537-z