
Abstract
Two different foils out of the alloy aluminium-scandium with a thickness of about 15 μm were produced by the d.c. magnetron-sputtering process applying different substrate temperatures, i.e. S37 at the substrate temperature of 37°C and S160 at the substrate temperature of 160°C. They show different forming properties, e.g. flow stress. In this work these two different foils were used as blank material in micro deep drawing with a punch diameter of 0.75 mm to investigate the formability of these foils. A limit drawing ratio of 1.6 was achieved for both foils. Using the strip drawing test the friction coefficients between the foils and the tools were acquired experimentally, i.e. μ = 0.12 on the smooth side and μ = 0.16 on the rough side for the foil of S37 and μ = 0.15 on the smooth side and μ = 0.17 on the rough side for the foil of S160.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Micro formed parts are often components of micro system technologies (MST) or micro electro-mechanical systems (MEMS). They contain leverages, connector pins, resistor caps, contact springs and chip lead frames [1]. The estimated rise in turnover from 10 to 19 billion US $ from 2004 until 2009 [2] shows a growing demand on micro formed parts, which is mainly driven by a rising trend of miniaturization. Due to size effects [3] new challenges are involved in micro forming process compared to macro forming. Thus, investigation and improvement of micro forming processes are needed [4]. Micro deep drawing provides a great application potential for the manufacturing of micro parts with complex shapes, in particular for mass production, as they are required in many industrial products in the field of microtechnology [5]. In case of downscaling the size of the workpiece to the dimensions of micro forming, the thickness of blank materials must be scaled according to the rule of similarity too [6, 7]. This means, that blank materials of small thicknesses in the micro range with enough formability and strength are required for micro forming applications.
Among high strength aluminium alloys aluminium–scandium is of special interest. Added to aluminium, scandium acts as a grain refiner and recrystallisation inhibitor. The high hardness and high strength are caused by the formation of the AlSc3 phase, which is coherent with the aluminium matrix. The maximum strength can be achieved by an artificial ageing at about 300°C [8]. Usually rolling is the common technique to produce thin sheets. But as the desired thickness in micro forming processes often does not exceed 30 μm this process is not applicable to high-strength alloys. Physical vapour deposition appeared to be an alternative method to manufacture such thin sheets. The deposition of freestanding aluminium–magnesium alloys by magnetron sputtering is already described by Brooker et al. [9] and will be implemented for the production of Al–Sc foils. As far as we know, the manufacturing of Al–Sc foils in this way is not yet described. The manufactured foils are used in micro deep drawing processes to determine the limit drawing ratio LDR.
The limit drawing ratio (LDR) is a characterising indicator for the used workpiece material in deep drawing process. It describes how much the workpiece material can be deformed in this process. The bigger the LDR is the more the material can be deformed, and thus the more widely this process can be applied in industry. Experiments show, that the LDR is affected by size effects [10], among them the size effects on tribology [11] and flow stress [12] are the most important ones. Thus investigations in this work focus on the LDR of these aluminium–scandium foils in micro deep drawing with a punch diameter of 0.75 mm as well as the friction coefficient between the aluminium-scandium foils and forming tool.
2 Experiment
2.1 Fabrication of aluminium–scandium foils
The deposition experiments took place in a magnetron sputtering unit with d.c. power supply. As targets for the PVD processes, sheets of an aluminum–scandium pre-alloy with a scandium content of 2.0% mass (size 88 mm × 500 mm × 8 mm) were used. The substrates to be coated with the required alloy consisted of 100 μm steel sheets. After deposition process is complete, the steel substrate was dissolved in an oxidizing medium. In this way, thin free-standing sheets of the aluminium–scandium alloy were achieved. The circuit power was kept constant at 1 kW during the 4 h deposition time. The substrate temperature could be varied by a cooling unit mounted on the back of the steel substrate. Two different foils deposited at different substrate temperatures were produced, one at 37°C (further referred as S37) and the other at 160°C (referred as S160).
The chemical composition of the alloy was determined by glow discharge optical spectroscopy (GDOS). The morphology of the remaining coatings was examined by scanning electron microscopy. The mechanical properties were assessed by universal hardness measurements and by applying the tension test.
2.2 Micro deep drawing
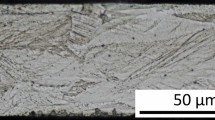
The aluminium–scandium foils produced above were used in the micro deep drawing with a punch diameter of 0.75 mm. Constant blank holder force was applied in this investigation. As lubricant the mineral oil HBO with a viscosity of 400 mm2/s (at 40°C) was used. The geometrical parameters as well as the process conditions are listed in Table 1. In order to determine the limit drawing ratio (LDR) the experiments were performed with different drawing ratios, in which the initial blank holder pressures were varied. The used blanks were cut by a Nd:YAG laser with a wave length of 1064 nm. As an example, the surface of the cut edge obtained in case of S37 blanks with diameter of 1.125 mm is shown in Fig. 1. The cutting edge is very smooth and thus should not affect the friction between the blank and forming tool in micro deep drawing.

Details of blank edge cut from Al–Sc foil
Experiments were carried out on a double-axis high dynamic micro forming press, which was developed in BIAS [13]. The press is driven by electrical linear motors with a maximum acceleration of 17 g and a maximum velocity of 3.2 m/s. The positioning inaccuracy of this press is below 3 μm at maximum acceleration. The repeat positioning inaccuracy of this press is below 1 μm up to a stroke of 8 mm. The two movable slides of this machine can move independently from each other. The experimental setups were installed on the micro forming press including a force measurement system with an accuracy of 0.01 N and a position measurement system with an accuracy of 0.003 mm. In the set up the punch is driven by the upper slide and the blank holder is driven by the lower slide. This makes it possible to control the blank holder force precisely, while the punch moves into the die.
2.3 Strip drawing
Friction is a main influencing factor for deep drawing. Friction coefficient is affected by many factors, e.g. surface roughness. Concerning the difference in surface roughness between the two sides of Al–Sc-foils (see Figs. 3, 4), friction coefficient between these surfaces and the tool material surface was determined using strip drawing test. The principle of this test is shown in Fig. 2. Two strips are drawn together through tools with a normal force F SN. The drawing force F F is measured experimentally. Then the friction coefficient is determined by the following equation:

Strip drawing test with details of contact zone geometry
The strips are set with either both smooth sides (bottom side of Al–Sc-foil shown in Fig. 3) or both rough sides (top side of Al–Sc-foil shown in Fig. 4) facing the tools, so that the friction coefficients between the tools and the two sides of Al–Sc-foils can be acquired individually. Taking into account the tribological size effect [14], the lubrication condition in micro deep drawing was physically simulated in this strip drawing test. This means, the contact area between the tools and the strips is minimized. It has a width of 1 mm and a radius of 0.2 mm on both edges. Thus the contact width between the strips and the tools in the drawing direction is only 0.6 mm, which is comparable with that in micro deep drawing. The tools are made of tool steel 1.2379. As in the deep drawing tests a constant normal force corresponding to a pressure of 2 N/mm2 was applied. The lubricant used in micro deep drawing is also used in this test.

Surfaces of the bottom side of the Al–Sc-foils: S37 (left) and S160 (right)

Surfaces of the top side of the Al–Sc-foils: S37 (left) and S160 (right)
3 Results and discussions
3.1 Properties of aluminium–scandium foils
The steel substrates of the two samples (S37 and S160) were separated from the aluminium foil by diluting the steel in a mixture of sulphuric acid and hydrogen peroxide. The chemical composition of the foil was determined by GDOS and provided a scandium content of 1.95 ± 0.04 mass% (S37) and 1.81 ± 0.04 (S160). The hardness of both samples were measured on the surface of the foils and resulted in 187 ± 5 HV. Both surfaces of the foil were examined by scanning electron microscopy. The bottom side, which was in direct contact with the steel substrate prior to the separating process, is shown in Fig. 3. The top sides of both samples are shown in Fig. 4. There is a significant difference between both sides. The bottom side is very smooth and obviously is a mirror image of the steel surface, which meanwhile is separated. At the top sides distinct crystals with typical diameters of more than 4 μm can be seen.
From both foils tensile test specimen were manufactured with a size of 10 × 30 mm² and reinforcements on both sides, as schematically shown in Fig. 5. During testing, load and strain were measured by a 1000 N load cell and a video extensometer, respectively. With this method it was possible to get the elastic modulus, the yield strength, the ultimate tensile strength and the elongation at fracture from the specimens. The exemplary result of the tensile tests of both foils is given in Fig. 6, where the nominal stress is recorded versus the strain. The tensile strength of the foils S37 and S160 are 292 ± 7 MPa and 332 ± 8 MPa, respectively.

Scheme of the tensile test specimen

Exemplary result of the tensile tests performed on Al–Sc-foils produced by magnetron sputtering at 37°C and 160°C
The structure of vapour deposited metallic films primarily depends on substrate temperature during deposition. So, different properties of the foil deposited at 37°C, compared to the one deposited at 160°C, were anticipated. The description of the mechanisms by which grain structure is developed during deposition is known as structure zone model. The first model was proposed by Movchan and Demchishin and later extended by Thornton [16]. He suggested four different zones—zones I, II and III and a transition zone—zone T. These zones depend on the term T/T m, where T is the substrate temperature and T m is the melting point of the coating material, both in Kelvin. As a first approximation, a melting point of the Al–Sc mixture of 655°C (938 K) is assumed. This is the same as for pure aluminium but as described by Cacciamani et al. the pure liquid of this composition (2 mass% Sc) is only available above about 840°C and between 655 and 840°C the two phases Al (l) and Al3Sc (s) exist [17]. With that assumption the foil S37 was deposited at T/T m = 0.33 and S160 at T/T m = 0.46. According to Thornton at T/T m ≈ 0.3 self diffusion is appreciable and the coatings consist of a dense array of fibrous grains. At higher temperatures, around T/T m ≈ 0.5 surface mobility of the arriving atoms is even greater and grain boundary migration and recrystallisation is possible. The latter case will cause a better bonding between the grains and thus can explain the improved tensile strength. But even the foil S37 has a relatively high tensile strength, compared to conventional aluminium alloys or pure aluminium like Al99.5.
3.2 Determination of LDR
A LDR of 1.6 was determined based on experiments carried out on both aluminium–scandium foils within micro deep drawing with the punch diameter of 0.75 mm in this investigation. Different drawing ratios were applied in experiments. Up drawing ratio of 1.7, no sound parts could be obtained by micro deep drawing using both types of foils, although the blank holder force was varied. The process ended always with fractures of the drawn cups. As an example the drawn cup out of blank material S37 with a drawing ratio of 1.7 is shown in Fig. 7. Sound parts could be drawn from both foil types at drawing ratio of 1.5 and 1.6 as shown in Fig. 8. A constant blank holder force with an initial blank holder pressure of 1 N/mm2 was applied. Drawing ratios smaller than 1.5 were not applied in the micro deep drawing in this work.

Fracture of cup drawn from S37 foils at β = 1.7

Sound parts produced by micro deep drawing of Al–Sc foil blanks
3.3 Acquirement of punch force versus stroke curves
For each case, the experiments were repeated at least six times. The correspondingly measured punch force versus stroke curves vary within a certain range. For example, the maximum punch force for micro deep drawing with the blank material of S37 using drawing ratio of 1.5 ranges from 5.77 to 6.17 N, which corresponds to a deviation of 6.9%, see Fig. 9. Under the same condition, the maximum punch force for the material of S160 ranges from 9.18 to 9.98 N, which corresponds to a deviation of 8.7%, see Fig. 10. Considering the effect of process dimension on the deviation of punch force described in [15], the deviations of punch forces for both aluminium–scandium foils are in the common range for micro deep drawing, though they are relatively large compared to that in macro deep drawing. For further analysis the average values from the repeated experiments have been taken.

Punch force from 7 repeated experiments using the blank material of S37

Punch force from 7 repeated experiments using the blank material of S160
In Fig. 11 the average punch force versus stroke curves for both aluminium–scandium foils with two different drawing ratios are shown together. The required punch force in deep drawing is proportional to the yield strength of blank material. Since the yield strength of S160 is higher than that of S37 (see Fig. 6), the punch forces in case of S160 are larger than that of S37 applying both drawing ratios. However, the difference of punch forces does not correlate with the difference of yield strengths. Using the drawing ratio of 1.5 the maximum punch force in case of S160 is about 60% larger than those required in case of S37. Using the drawing ratio of 1.6, the difference is about 30%. Both are larger than the difference of yield strength of these two aluminium–scandium foils (about 20%). This means, besides the flow curve another decisive factor for the punch force in deep drawing, the friction coefficient, is not the same for these two different aluminium–scandium foils.

Punch force versus stroke curves of micro deep drawing with aluminium-scandium foils
3.4 Determination of friction coefficients from strip drawing
The punch force in deep drawing is affected not only by the flow stress of blank material but also the friction coefficient between tools and blank. Thus the friction coefficient between tools and blank material was investigated in this work. Using the method described in Sect. 2.3 the friction coefficients were acquired experimentally for both Al–Sc-foils on both surfaces, see Fig. 12. Generally the smooth side shows lower friction coefficient again the tool steel 1.2379 than the rough side. For the material of S37 the friction coefficient is about μ = 0.12 on the smooth side, 0.04 lower than that on the rough side. For the material of S160 the friction coefficient is larger: μ = 0.15 on the smooth side and μ = 0.17 on the rough side. The difference of the friction coefficients for both Al–Sc-foils might be the reason, why the difference of punch forces does not correlate with the difference of yield strengths (see Fig. 11).

Influence of surface roughness on the friction coefficients acquired from strip drawing test
Considering the different friction coefficients between the tool steel and the blank material on different sides (see Fig. 12), it must be decided which side of the blank material should be put to the die. Compared to the blank holder the die has one more contact zone with the blank in deep drawing, i.e. the drawn radius, where the friction between tools and blank shows also a large effect on the punch force. A lower friction coefficient on drawn radius contributes to reduce the punch force. Therefore, the blanks were positioned with the smooth side to the die in all experiments.
4 Conclusions
-
Magnetron sputtering can be applied to deposit free-standing foils of an aluminium–scandium alloy at substrate temperatures of 37 and 160°C. The foils had a thickness of 15 μm, a hardness of 187 HV and show tensile strength of 290 and 330 MPa, respectively.
-
The bottom side of Al–Sc-foils, in contact with the steel substrate, is smoother than the top side.
-
The friction coefficient between the workpiece and the tools out of 1.2379 was acquired experimentally from the strip drawing test, i.e. μ = 0.12 on the smooth side and μ = 0.16 on the rough side for the foil of S37 and μ = 0.15 on the smooth side and μ = 0.17 on the rough side for the foil of S160.
-
These aluminium-scandium foils were successfully applied in micro deep drawing with a punch diameter of 0.75 mm.
-
A limit drawing ratio of 1.6 was acquired experimentally for both aluminium–scandium foils.
References
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engel U (2001) Microforming. CIRP Ann 50(2):445–462
Wicht H, Bouchaud J (2005) Panorama—NEXUS market analysis for MEMS and Microsystems III 2005–2009, MST news—international newsletter on micro-nano integration 5/05: 33–34
Vollertsen F, Biermann D, Hansen HN, Jawahir IS, Kuzman K (2009) Size effects in manufacturing of metallic components. Ann CIRP 58(2):556–587
Tiesler N, Engel U (2000) Microforming—effects of miniaturisation. In: Pietrzyk M, Kusiak J et al (eds) Proceedings of 8th international conference on metal forming, Kraków, pp 355–360
Vollertsen F, Hu Z, Schulze Niehoff H, Theiler C (2004) State of the art in micro forming and investigations into micro deep drawing. J Mater Process Technol 151:70–79
Hirt G, Bambach M, Justinger H, Zhao K (2009) Bedeutung von Groesseneffekten für die Mikro-Blechumformung, Abschlusskolloquium Prozessskalierung, 11./12.Feb.2009 Bonn, Ed. F. Vollertsen, ISBN 978-3-933762-29-0, pp 117–134
Pawelski O (1992) Ways and limits of the theory of similarity in application to problems of physics and metal forming. J Mater Process Technol 34:19–30
Royset J, Ryum N (2005) Scandium in aluminium alloys. Intern Mat Rev 50:19–44
Brookes MG, Kelly PJ, Arnell RD (2004) Mechanical property measurement of titanium/titanium nitride and aluminium-magnesium/magnesium freestanding multilayer foils. Surf Coat Technol 177–178:518–524
Hu Z, Walther R, Vollertsen F (2009) Influence of size effects on the process window for deep drawing, IDDRG 2009. In: Levy BS, Matlock DK, Van Tyne CJ (eds) International conference, June 1–3 2009, Golden/USA. ISBN 978-0-615-29641-8, pp 785–796
Engel U (2006) Tribology in microforming. Wear 260(3):265–273
Hoffmann H, Hong S (2006) Tensile test of very thin sheet metal and determination of flow stress considering the scaling effect. Ann CIRP 55(1):263–266
Schulze Niehoff H (2009) Entwicklung einer hochdynamischen, zweifachwirkenden Mikroumformpresse, Dissertation, Strahltechnik Band 33, BIAS Verlag, Bremen. ISBN 978-3-933762-25-2, 2008
Hu Z (2009) Analyse des tribologischen Groesseneffekts beim Blechumformen, Dissertation, Strahltechnik Band 37, BIAS-Verlag, 2009. ISBN 978-3-933762-30-6
Hu Z, Vollertsen F (2007) Tribological size effects in sheet metal forming. In: Azushima A (ed) International conference on tribology in manufacturing processes, ICTMP2007, Sep. 24–26, 2007, Yokohama, Japan. ISBN 978-4-9903785-0-9, Print SUBARU planning, pp 163–168
Thornton JA (1974) Influence of apparatus geometry and deposition conditions on the structure and topography of thick sputtered coatings. J Vac Sci Technol 11:666–670
Cacciamani G, Riani P, Borzone G, Parodi N, Saccone A, Ferro R, Pisch A, Schmid-Fetzer R (1999) Thermodynamic measurements and assessment of the Al-Sc system. Intermetallics 7:101–108
Acknowledgments
The authors thank the Deutsche Forschungsgemeinschaft (DFG) for their beneficial support within the Collaborative Research Centre 747 “Micro Cold Forming” (subprojects A1, B3 and B4).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vollertsen, F., Hu, Z., Stock, HR. et al. On the limit drawing ratio of magnetron sputtered aluminium–scandium foils within micro deep drawing. Prod. Eng. Res. Devel. 4, 451–456 (2010). https://doi.org/10.1007/s11740-010-0229-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-010-0229-2