
Abstract
Mechanical manufacturing companies are required to produce parts with high quality, greater accuracy and high productivity to be competitive. For this purpose, the present work develops predictive models for arithmetic surface finish (Ra), flank wear (VB) and tangential force (Fz). The optimization was based on the desirability function (DF). The machining tests were carried out by hard turning the X210Cr12 hardened steel (56 HRC) using a coated ceramic tool (CC6050), according to the Taguchi L27 experimental plan. ANOVA was employed to determine the influence of cutting parameters (cutting speed—Vc, feed rate—f and machining time—t) on the output parameters (VB, Ra and Fz). Moreover, the RSM and the ANN methods were used to model the technological parameters. The DF approach was used to determine the optimal machining conditions minimizing simultaneously (VB, Ra and Fz). The results show that VB is mainly influenced by Vc (Cont.% = 39.96) followed by f (Cont.% = 35.36). In addition, it was indicated that f and t have been found as dominant factors affecting Ra with contributions of 31.71 and 23.78%, respectively. However, t and f are the main factors affecting Fz with contributions of 75.74 and 22.66%, respectively. On the other hand, ANN and RSM models correlate very well with experimental data. However, ANN approach shows better accuracy and the capability of predicting cutting process parameters than RSM. The optimum machining setting for multi-objective optimization corresponds to Vc= 80 m/min, f = 0.08 mm/rev and t = 4 min.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
During machining of mechanical parts with high mechanical properties such as high hardness, the cutting tools wear appears as a major obstacle which degrades the workpiece surface finish, reduces the tool life and affects the dimensional accuracy and the productivity. This problem is posed in an acute way during the turning of the quenched parts with mixed ceramic tools, which limits their implementation. In this context, numerous studies have highlighted the impact of various machining process parameters on surface quality, productivity, cutting force and tool wear, using ANOVA and various modeling and optimization approaches in hard turning [1,2,3].
Bouchelaghem et al. [4] used the RSM to propose statistical models of the effect of machining parameters on output response (Fx, Fy, Fz, Ra and tool life) of CBN when hard machining of AISI D3 steel. It has been concluded that depth of cut (ap) has a big significant effect on cutting forces, while feed rate (f) had a big influence on the finish surface.
Davim and Figueira [5] studied the influence of Vc, f and ap on VB, Ks and Ra during the machining of AISI D2 steel, with ceramic insert, using ANOVA. The results showed that Vc has the greatest influence on the VB followed by t, while the roughness is influenced by t.
Bouacha et al. [6] exploited RSM for the investigation of the effect of input parameters (Vc, f, ap and t) on output parameters (Ra, Fa, Fc, Fp and metal removal rate MRR) during the machining of AISI 52100 steel with CBN. Results obtained show that the deduced quadratic models are very adequate.
Aouici et al. [7] used the RSM to develop predictive model of CBN7020 tool wear during HT of X38CrMoV5-1 steel (50 HRC). Analysis of factors effect indicates that VB is mainly influenced by machining time t followed by Vc.
Kribes et al. [8] studied the influence of input parameters (Vc, f and ap) on Rt and Ra when turning 42CrMo4 steel, with Al2O3/TiC, using statistical analysis. Results showed that the f is the most dominant factor affecting the criteria (Rt and Ra) accounting for about cont.% = 61.67 and 57.49, respectively.
Davim and Figueira [9] used ANOVA to study the influence of input parameters and to model output parameters using conventional and wiper inserts during HT of AISI D2 tool steel. The authors concluded that the machining with ceramic wiper allows obtaining roughness (Ra) and tolerance (IT) lower than 0.8 and 7 μm, respectively.
Varaprasad et al. [10] used the RSM-based central composite design to develop a predictive model of ceramic flank wear, during HT of the AISI D3 steel. Their results showed that the ap has a great influence on VB; on the other hand, Vc and ap have a small influence.
Singh and Dureja [11] exploited Taguchi method and RSMs in the status of comparative study. The authors found that the optimization provided by the desirability function (DF) was very close to the optimal solutions provided by the Taguchi method.
Shalaby et al. [12] evaluated the performance of mixed ceramic, PCBN and PCBN/TiN tools in terms of tool wear when turning AISI D2 steel (52 HRC). The comparative study revealed that the mixed ceramic gave a long tool life and lower cutting force components. The study showed also that Vc has a big influence on VB followed by the t, while the roughness is influenced by the t.
Sahin [13] conducted a comparison of tool life of ceramic and CBN tools during the machining of AISI 52100 steel using the Taguchi method. The results showed that Vc is the most dominant factor on tool life, followed by workpiece hardness and finally f, as the CBN showed better performance.
Elbah et al. [14] focused its research on the comparison between conventional and wiper inserts when hard turning of AISI 4140 steel (60 HRC) based on a Taguchi L27 orthogonal array. RSM and ANOVA were used to verify the validity of quadratic model and to establish the significant parameter affecting Ra. Results demonstrate that performance of CC6050WH wiper is superior compared to conventional CC6050 inserts.
Neseli et al. [15] chose the RSM as an essential technique to optimize the effect of tool geometry parameters on Ra in hard turning of the AISI 1040 steel with a carbide tool (P25). The authors found that the nose radius (r) was a statistically significant factor in Ra.
Bensouilah et al. [16] made a comparison between two types of ceramic (CC6050 and CC650) in terms of VB and Ra when machining of high-alloy AISI D3 steel. They have used RSM approach for modeling the output parameters. The results obtained indicate that Ra obtained by CC6050-coated ceramic tool is 1.6 times better than that obtained with CC650 uncoated ceramic cutting tool, and also for [VB] = 0.3 mm, the CC6050 tool life is superior of about 33% than the CC650 cutting tool.
Zerti et al. [17] optimized cutting parameters based on the L18 Taguchi orthogonal array, during dry machining of AISI D3 steel, using insert ceramic (CC6050), while considering Vc, f, ap and nose radius r as process parameters. They concluded that L18 Taguchi approach is adopted to optimize the cutting parameters.
Dureja et al. [18] conducted an experimental study of wear mechanisms of a TiN-coated ceramic tool during (HT) of AISI D3 steel. They concluded that the different wear mechanisms observed are abrasion wear at low Vc, low f and highest work piece hardness. In addition, at moderate speed, tribo-chemical reactions between cutting tool and workpiece caused the formation of protective layer and built-up edge (BUE). At high temperature and high Vc, these phenomena will no longer exist.
Aslan et al. [19] achieved an experimental investigation using the Taguchi and ANOVA methods to study the combined effects of three input parameters Vc, f and ap on two output parameters VB and Ra. They found that Vc is the only statistically significant factor that influences VB.
Lima et al. [20] performed dry turning tests to study the machinability of hardened AISI 4340 and AISI D2 steels at different hardness levels with cutting tools such as coated carbide and PCBN. The results showed that the cutting forces generated during the machining of AISI 4340 steel are higher with low feed rates and ap, while the increase in Vc improved Ra of the machined part. The tool was mainly subjected to abrasive wear during the turning of 42 HRC steel, while the diffusion was present for the 50 HRC steel.
Quiza et al. [21] conducted an experimental study to predict the wear of ceramic cutting tools, consisting of about Al2O3 + TiC, during HT of AISI D2 steel (60 HRC). They used two modeling methods, one of them based on regression statistics and the other based on a multilayer perception neural network. They concluded that the ANN model gave better performance than the regression model in predicting the precise value of the cutting tool wear.
In addition, Tebassi et al. [22] compared the models of Ra and Fz obtained by RSM and ANN methods in terms of better R2, RMSE and MPE. Their results indicated that ANN provides a maximal benefit in terms of precision of 10.1% for Fz and 24.38% for Ra compared with the RSM.
Dureja et al. [23, 24] used the method RSM and DF in their studies to optimize input parameters (Vc, f, ap and piece hardness) in order to minimize VB and Ra of the steel AISI H11 steel machined with coated ceramic and CBN.
Chabbi et al. [25] proposed an optimization method based on the RSM and DF in order to optimize the input parameters (Vc, f and ap). This optimization consists in setting four objectives, a minimum Ra, Fz, Pc and a maximum MRR.
From the above literature, it is clear that cutting conditions (Vc, f and ap) have a direct impact on the failure and damage of the cutting tool, in terms of wear of the tool cutting edges. This tool failure affects the surface roughness of the workpiece and increases cutting forces and cutting power. This is a major problem for the mechanical manufacturing industries, particularly when machining hard materials. Since there are many variables to consider, it is therefore not surprising that tool wear expertise and the decision to change the cutting edge are rather delicate problems. In this context, very few research studies have proposed wear prediction models, including cutting time (t) as one of the most important indicators of the degree of failure of ceramic tools during machining of hard workpieces.
In this study, machining tests were performed on X210Cr12 hardened steel (56 HRC) to study the effect of cutting conditions (Vc and f) and cutting time (t) on the failure of a coated ceramic tool (TiN) in hard turning. RSM and ANN models were developed to predict the relationship describing the influence of Vc, f and t on VB, Ra and Fz. The methods ANN and RSM were compared in terms of R2, RMSE and MPE. In addition, DF was applied to find the optimal cutting regime to minimize VB, Ra and Fz.
Experimental
Materials and Equipments
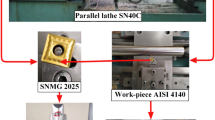
The machining experiments were performed under dry conditions using SN 40C lathe, with 6.6 kW spindle power. The workpiece material used during the turning tests was the hardened and tempered to 56 HRC (X210Cr12) steel. This steel also known under the American designation AISI D3 steel and Afnor (Z200Cr12) has a high content in chromium presenting the minimum of risks of deformation and change in the dimensions during heat treatments, also high resistance to wear and a remarkable cutting capacity. In industry, it is often used for manufacturing the cutting tools, punching tools, stamping tools, sintering tools, circular rolling mills and molds for plastics, etc.
The chemical composition of the X210Cr12 steel is mentioned in Table 1.
The machining of X210Cr12 hardened steel is carried out by a mixed ceramic CC6050 with a chemical composition (70% Al2O3 + 30% TiC), which gives it a better toughness and a good thermal conductivity. Its ISO designation is SNGA120408S01525 (tool nose radius 0.8 mm, chamfered insert 0.15 mm × 25°) and commercialized by Sandvik. It also has a TiN layer covered cutting insert, which allows it to do finishing operations for hardened materials. The insert is mounted on PSBNR2525K12 tool holder, with the geometry given in Table 2.
Surface roughness (Ra) was measured on the machine tool without disassembling the workpiece using Surftest 201 (Mitutoyo). The tool wear (VB) generally appears on tool clearance surface. Flank wear has a significant interest because it affects the surface roughness, dimensional accuracy as well as the tool life. In our case, the microscope used for the measurement of wear is a branded binocular device (Visual Gage 250), with a computer equipped with Visual Gage 2.2.0 software. A Kistler dynamometer (model 9257B) connected with a multichannel charge amplifier (5011B) was used to measure in real time the tangential cutting force. An illustration of measured flank wear and surface roughness is given in Fig. 1.

Experimental setup
Experimental Design
In order to develop the mathematical models necessary for the present study, a Taguchi L27 experimental plan was adopted. In the current study, Vc, f and t are chosen as input controllable parameters affecting the responses such as flank wear (VB), arithmetic surface finish (Ra) and tangential cutting force (Fz). The levels of the three factors of cutting parameters are mentioned in Table 3. The ranges of input parameters are chosen according to the recommendations of the manufacturer of cutting tools (Sandvik). The depth of cut is 0.2 mm on all cutting tests that were performed under dry cutting conditions.
RSM
Before choosing the desired model, three types of models were compared based on the coefficient (R2).These models have the linear form with the main factors (Vc, f and t), the linear model with interactions and finally the quadratic model. The final choice in this study was ended by selecting the second-order quadratic model for the output parameters VB, Ra and Fz according to cutting parameters such as Vc, f and t.
Equation 1 represents the relation between the input parameters (Vc, f and t) and the output function; in our case, it can be VB, Ra or Fz [26].
The approximation of (ϕ) is suggested using a nonlinear quadratic model, which is used to evaluate the effects of input parameters and their interactions on output parameters. The quadratic model of (ϕ) can be written as follows (Eq 2):
where (ϕ) represents the predicted response (VB, Ra and Fz), a0 is constant, ai is the linear coefficient, aii is the squared coefficient, aij represents the interaction factors coefficient and k is the number of factors. Xi is the cutting parameters (in our case cutting speed, feed rate and cutting time). ε represents the random experimental error. The Design Expert version 10 software has allowed to calculate the second-order polynomial coefficients in order to estimate the responses of the dependent variable Xi. The RSM has been used by many researchers to evaluate the influence of input parameters on responses factors and to develop predictive mathematical models and plots 3D of response surface [23,24,25].
ANN Approach
ANNs are nonlinear mathematical models capable of establishing relationships between the inputs and outputs parameters. They have many advantages, but one of the most recognized is the fact that it can really learn by observing data sets. ANN is a power full tool used for random function approximation in order to predict machining parameters (Fig. 2). These types of tools help to approximate response functions and arrive at solutions while defining computing functions or distributions. ANNs are considered just simple mathematical models to enhance existing data analysis technologies [22]. ANN is potentially more precise and can be used as an alternative to the polynomial regression-based modeling tool, which offers the modeling of complex nonlinear relationships [27, 28].

General architecture of the artificial neural networks
In this study, VB, Ra and Fz are modeled separately, with a different number of hidden neurons (nodes) for each. The number of neurons in the input layer is predetermined as three neurons (cutting speed, feed rate and cutting time). The output layer has a single neuron, which denotes the desired response (VB, Ra and Fz).The activation function used in this study is a hyperbolic tangent (TanH), which is a sigmoid function (Eq 3), which transforms values between − 1 and 1, where x is the linear combination of the X variables [29].
Comparison Approach Between RSM and ANN Models
According to Ramezani [30], Rajendra [31] and Gimeno [32], three predictors, namely coefficients of determination (Eq 4), root mean square error (Eq 5) and model predictive error (Eq 6), were used to evaluate the fit and accuracy of the ANN and RSM models obtained.
where n represents the number of experiments; yi,e, yi,p are the experimental value and the predicted value of the ith experiment, respectively, which are calculated by model; and yaverage is the average value of experimentally determined values. In order to study and compare RSM and ANN models and determine which model can adequately predict, VB, Ra and Fz values predicted by the RSM and ANN models are plotted against the corresponding actual values for showing their ability truth fullness [33].
Results and Discussion
Table 4 presents the experimental results for the response factors: VB, Ra and Fz. It can be seen that arithmetic mean roughness was obtained in the range of 0.32–1.27 μm and flank wear is obtained in the range of 0.021–0.29 mm.
Modeling by RSM
ANOVA for VB, Ra and Fz
The results of ANOVA for flank wear (VB) are given in Table 5. We find that “F value” of the model is 58.18, which confirms that it is significant. The level of significance is 0.05, which is a confidence level of 95%. In this case, Vc, f, t, Vc × f, Vc2 and f2 are significant terms of the model with the respective contributions of 39.96, 35.36, 13.51, 1.34, 5.23 and 0.86%. Bouchelaghem [4] reported similar results when turning AISI D3 strongly alloy steel having hardness of 60 HRC. The R2 pred = 0.9225 and R2 adj = 0.9519 have almost the same values; the difference is less than 0.2. Therefore, the model is considered adequate and can accurately predict the output parameter (for this case VB) in the range of cutting conditions used. The R2, RMSE and MPE (Eqs 4, 5 and 6) corresponding to the tool flank wear model are 0.9686, 0.002269 and 7.35477%.
Concerning the results of ANOVA for the surface roughness (Ra) given in Table 6, it is observed that the “F value” model is 25.49, which implies that this model is significant. However, f is the main factor that influences Ra with cont.% equal to 31.71, followed by the cutting time (t) with 23.78% of contribution and lastly Vc with 10.31% of contribution. The interaction (Vc × t) and the term (Vc2) also have significant effects with contributions of 4.39 and 21.95%, respectively. Similar results were reported by Aouici [34] and Yalesse [35] during the hard turning of AISI H11 and X200cr12 steels using CBN tools. Furthermore, the results of Suresh [36] and Fnides [37] during the turning of AISI H13 and X38CrMoV5-1 hardened steels using ceramic tools present the similar results. The influence of f on Ra can be explained physically by the appearance of the helical grooves on the part surface. These are generated by the straight movement of tool and the rotational movement of the part. The increase in f produces wide and deep grooves, leading to the surface quality deterioration [38].
The R2pred= 0.8241 and R2adj= 0.8945 have almost the same values; the difference is less than 0.2. Therefore, the model is considered adequate and can accurately predict the output parameter (for this case Ra) in the range of cutting conditions used. The R2, RMSE and MPE (Eqs 4, 5 and 6) corresponding to the surface roughness model are 0.9310, 0.012461 and 8.00978%.
The results of ANOVA regarding tangential force (Fz) are given in Table 7. It is noticed that the “F value” of the model is 227.46, which proves that the model is significant. However, the factors f and t are significant with cont.% equal to 22.66 and 75.74%. The rest of the other factors and interactions are not significant because the maximum value of contribution recorded did not exceed 1%. It is clear that the machining time (t) is the predominant factor on cutting force; this can be explained by the increase in wear as a function of machining time. This increase in wear leads on the one hand to the increase in the contact area between the tool and the workpiece, which induces an increase in the friction forces; on the other hand, this wear will also cause a loss of the sharpness of the cutting edge and consequently the cutting forces increase. Bouacha [6] and Aouici [35] reported similar results during AISI 52100 (64 HRC) steel turning and AISI H11 steel using CBN7020 tool, respectively.
The R2pred = 0.9804 and R2adj = 0.9874 have almost the same values; the difference is less than 0.2. Therefore, the model is considered adequate and can accurately predict the output parameter (for this case Fz) in the range of cutting conditions used. The R2, RMSE and MPE (Eqs 4, 5 and 6) corresponding to the tangential force model are 0.9918, 0.587701 and 2.985725%.
Regression Equations and 3D Plots
The statistical processing of the results obtained by the RSM allowed us to propose second-order quadratic models of the output technological parameters; thus, the relation between VB, Ra and Fz and the input factors are given in Eqs 7, 8 and 9, respectively.
The analysis of the 3D response surfaces (Fig. 3a and b) shows that the wear (VB) is very sensitive to the increase in Vc, f and t, which confirms the results of the ANOVA (Table 5). An increase in Vc severely degrades the performance of the cutting tool due to thermo-mechanical stress on the cutting edge [6, 36]. In addition, with increasing machining time, frictions increase, which speeds up the flank wear [37,38,39]. The maximum value of VB is recorded with the maximum values of Vc, f and t. On the other hand, the contour plots (Fig. 3c and d) make it possible to present the variation of the response as a function of the variation of the cutting conditions. This makes it possible to find easily the values of the response according to the desired operating conditions.

3D surface plots and contour plot of VB according to Vc, f and t
This graph shows the relationship between a response value in this case VB and three variables from an equation model. The points with the same coordinates are joined to generate the contour lines of the constant values.
Figure 4 shows the results of the 3D response surface and contour plot of the surface roughness (Ra) according to Vc, f and t.With increasing f and t, the roughness (Ra) values increase. In the cutting speeds interval (80–110 m/min), the tool wear (VB) increases substantially, which causes the degradation of the surface finish. On the other hand, in the speeds range (110–140 m/min), the effect of VB decreases, which leads to the improvement in the Ra values (Fig. 4a and b). The best values of the roughness are obtained with the minimum f and t as well as the minimum and maximum cutting speeds.

3D surface plots and contour plot of Ra according to Vc, f and t
Figure 5 illustrates the results of the response surface 3D and contour plot of the cutting force (Fz) according to Vc, f and t. It can be seen that the highest Fz can be resulted by the combination of the lowest Vc, high f and highest t. In addition, the lowest Fz value can be observed at lower values of t and f and the highest value of Vc. With the increase in Vc, the temperature in the cutting zone increases, which renders the machined metal more plastic, and consequently the forces necessary for cutting decrease [40, 41].

3D surface plots and contour plot of Fz according to Vc, f and t
Artificial Neural Networks-Based Models
In order to propose an ANN model, first you have to choose the architecture of the neural network. The goal is to get an ANN model with minimal size and errors during the learning and validation period [42]. In our case, we used a learning rate of 0.01. Indeed, this step consists in choosing the optimal number of neurons in the single hidden layer (H) in terms of better R2, lower RMSE and MPE by varying the number of iterations.
Tool Flank Wear Model
Figure 6 indicates the ANN architecture of the VB model. The optimal number of iterations according to this architecture of 500 leads to better correlation and lowest errors (RMSE and MPE%). Indeed, the performance parameters obtained according to the ANN architecture (3–4–8–1) are 0.99999 for R2, 0.0034197 for RMSE and 1.411102% for MPE.

ANN architecture according to the VB model
Surface Roughness Model
Figure 7 presents the ANN architecture of the arithmetic mean roughness (Ra) model. The optimal number of iterations according to this architecture of 500 leads to better correlation and lowest errors (RMSE and MPE%). Indeed, the performance parameters obtained according to the ANN architecture (3–8–4–1) are 1 for R2, 3.9613 e−7 for RMSE and 1.03057% for MPE.

ANN architecture according to the Ra model
Cutting Force Model
Figure 8 shows the ANN architecture of the tangential force (Fz) model. The optimal number of iterations according to this architecture of 500 leads to better correlation and lowest errors (RMSE and MPE%). Indeed, the performance parameters obtained according to the ANN architecture (3–8–4–1) are 1 for R2, 7.613 e−7 for RMSE and 1.12117% for MPE.

ANN architecture according to the Fz model
Comparison of RSM and ANN Models
After the ANOVA and modeling, we move to the stage of comparison between ANN and RSM models in terms of better accuracy providing maximum reliability. At this stage, qualified and quantified comparisons are needed to show differences between values produced by both models (ANN and RSM) and the experimentally measured values, in order to test the accuracy of both models. The performances of constructed models were measured in terms of highest R2, lowest RMSE and MPE for output parameters (VB, Ra and Fz).
There is also research that has discussed the accuracy and capability of RSM and ANN approaches in terms of comparative study [8, 21].
Figure 9 illustrates the diagram which allows discovering the difference between experimental values and predicted values with ANN and RSM for response VB.

Comparison between experimental and predicted VB with RSM and ANN models
It is observed that the deviations of the predicted and experimental data are smaller for ANN model compared with the RSM model. Certainly, the R2, RMSE and MPE% for the RSM model are 0.9686, 0.002269 and 7.35477%, respectively. Their values for the ANN prediction model are 0.99999 for R2, 0.0034197 for RMSE and 1.411102% for MPE (Table 8).
Relating to the surface roughness (Ra), the diagram that compares the experimental data versus the predicted (ANN and RSM) values is shown in Fig. 10. Indeed, the obtained R2 values for the arithmetic mean roughness (RSM and ANN) models are 0.9310 and 1, respectively. This can clarify the competence of ANN model. In addition, ANN model presents a good RMSE and MPE compared with the RSM model. Really, RMSE and MPE values are 0.012461 and 8.00978% for surface roughness RSM model, respectively. Their values for ANN prediction model are 3.9613 e–7 and 1.03057%, respectively (Table 8).

Comparison between experimental and predicted Ra with RSM and ANN models
Concerning the cutting force (Fz), the diagram that compares the experimental values versus the predicted (ANN and RSM) values is shown in Fig. 11. Consequently, basing on the above discussion, the obtained R2 values for the cutting force (RSM and ANN) models are 0.9918 and 1, respectively. In addition, ANN model presents a good RMSE and MPE compared with the RSM. Truly, RMSE and MPE values are 0.587701 and 2.985725% for cutting force RSM model, respectively. Their values for ANN prediction model are 7.613 e−7 and 1.12117%, respectively (Table 8).

Comparison between experimental and predicted Fz with RSM and ANN models
Optimization of Responses
The desirability function-based method (DF) has been tested in various applications in order to improve a manufacturing process (turning, milling, etc.) [8, 16, 43]. Myers and Montgomery [44] have studied this method for the first time. This method makes possible the combination of several responses in a simple one (DF) by choosing a value between zero and one (least to most desirable, respectively). During the optimization process, the intent is to decrease the flank wear, surface roughness and cutting force. The response surface optimization is an optimal procedure to determine the best combination cutting parameters in hard turning. To find a solution to this type of parameter design problem, an objective function F(x) is defined as follows:
where di represents desirable ranges of each response, n is the number of responses and wi denotes the comparative scale to weigh each resulting di assigned to answer i. The values of w affected were equal to one in this study.
If the objective function is to maximize the output response, then di is described as follows:
If the objective function is to minimize the output response, then di is described as follows:
where yi is the response value and yimax, yimin represent the maximum and the values minimum for the response i, respectively. Many investigations have used the approach of the desirability function (DF) during machining to optimize cutting conditions [22,23,24].
For this research, a desirability function approach based on the RSM allows to find the optimal combination of the cutting parameters (Vc, f and t) when machining X210Cr12 steel with a CC6050 ceramic, using the Design Expert version 10 software. The objective was to find the optimum values of the cutting parameters in order to produce the lowest values of the wear (VB), arithmetic mean roughness (Ra) and tangential cutting force (Fz) during the optimization process. The constraints used for optimization process are given in Table 9.
The optimal solutions obtained are summarized in Table 10 in order to decrease their desirability level. For this optimization case, all output parameters have been given maximum importance (5). We have assigned the weight of 1 for all output parameters (VB, Ra and Fz).
It is obvious that the optimal cutting conditions of Vc = 80 m/min, f = 0.08 mm/rev and t = 4 min lead to the optimal solution regarding (VB, Ra and Fz), with values of 0.019 mm, 0.242 μm and 41.546 N, respectively, according to the highest desirability value of 0.998. This result leads to maximum tool life, which is beneficial for an industrial manufacturer, because the coated ceramic cutting insert used is very costly compared with a carbide insert.
Figure 12 shows the ramp function graph regarding the optimum cutting regime with desirability of 0.998. It should be noted that the overall desirability corresponds to the average desirability of each of the optimization parameters (VB minimized, Ra minimized and Fz minimized).

Ramp function graph of multi-objective optimization
Figure 13 shows the variation in desirability as a function of the values of the elements of the cutting regime (Vc, f and t). It is noted that the cutting speed, the feed rate and the cutting time take the minimum value; this regime gives a better result for the wear (VB) and the roughness (Ra) as well as the tangential force (Fz).

Contour plot and response surface of desirability variation as a function of cutting conditions
Conclusions
In the current work, the application of modeling methods (RSM and ANN) was presented during the hard turning of X210Cr12 steel having hardness of 56 HRC, using a mixed ceramic (CC6050). Mathematical models for prediction of roughness (Ra), wear (VB) and force tangential (Fz) as function of the machining conditions were studied. The use of approach of the desirability function (DF) allows to determine the optimal cutting conditions. The conclusions of this research can be drawn from the following:
-
1.
The ANOVA confirmed that the cutting speed (Vc) is the dominant factor affecting the wear (VB), followed by feed rate (f) and cutting time (t) with contributions of 39.96, 35.36 and 13.51%, respectively.
-
2.
The ANOVA shows that the feed rate (f) has a greater influence on the roughness (Ra) with a cont.% equal to 31.91%, followed by cutting time (t) (23.95%) and lastly by the cutting speed (Vc) (10.13%). The term (Vc2) has also an influence with 19.84% of contribution.
-
3.
The ANOVA also shows that the tangential force is influenced principally by the cutting time (t) and feed rate (f) with contributions of 75.74 and 22.65%, respectively.
-
4.
The machining of hardened steel X210Cr12 (56 HRC) by coated mixed ceramic tools presents an economic alternative compared with grinding and CBN tools, since it allows obtaining roughness (Ra) less than 0.4 μm.
-
5.
The mathematical models obtained present good agreements with the experimental data. These models should represent an important industrial interest for the mechanical manufacturers, since allowing making predictions, which presents a significant gain in time and materials.
-
6.
The comparative study of the experimental results and those estimated by the ANN and RSM models clearly shows that the models resulting from the ANN method give excellent results compared with the models resulting from the RSM.
-
7.
The model of VB obtained by RSM provides a correlation coefficient (R2) of 0.9686, an RMSE of 0.002269 and an MPE of 7.35477%, whereas the ANN gives a correlation coefficient of 0.99999, an RMSE of 0.0034197 and an MPE of ≈ 0%.
-
8.
The model of Ra obtained by RSM provides a coefficient of determination (R2) of 0.9310, an RMSE value of 0.012461 and an MPE of 8.00978%. The values of these parameters obtained by the model constructed by the ANN are, respectively, 1, 3.9613 e−7 and ≈ 0%.
-
9.
The model for prediction of the tangential force (Fz) obtained by RSM provides a coefficient of determination (R2) of 0.9918, an RMSE value of 0.587701 and an MPE of 2.985725%. The values of these parameters obtained by the model constructed by the ANN are, respectively, 1, 7.613 e−7 and ≈ 0%.
-
10.
The multi-objective optimization of the technological parameters (VB, Ra and Fz) using the desirability function allowed us to find an optimal regime, which are (Vc) = 80 mm/min, (f) = 0.08 mm/rev and (t) = 4 min. This optimal regime corresponds to the following technological parameters: (VB) = 0.019 mm, (Ra) = 0.242 μm and (Fz) = 41.55 N with desirability equal to 0.998.
Abbreviations
- ANOVA:
-
Analysis of variance
- ANN:
-
Artificial neural network
- CBN:
-
Cubic boron nitride
- Cont.%:
-
Contribution ratio (%)
- DF:
-
Desirability function
- HT:
-
Hard turning
- HRC:
-
Hardness rockwell
- MPE%:
-
Model predictive error (%)
- MRR:
-
Metal removal rate
- MS:
-
Mean squares
- RSM:
-
Response surface methodology
- RMSE:
-
Root mean square error
- TanH:
-
Hyperbolic tangent
- TiN:
-
Titanium nitride
- SS:
-
Sum of squares
- ap :
-
Depth of cut (mm)
- f :
-
Feed rate (mm/rev)
- Fz:
-
Tangential force (N)
- Ks:
-
Specific cutting force (MPa)
- Pc:
-
Cutting power (W)
- Ra:
-
Arithmetic mean roughness (μm)
- R 2 :
-
Determination coefficient
- t :
-
Cutting time (min)
- VB:
-
Flank wear (mm)
- [VB]:
-
Admissible flank wear (mm)
- Vc:
-
Cutting speed (m/min)
References
L. Bouzid, M.A. Yallese, K. Chaoui et al., Mathematical modeling for turning on AISI 420 stainless steel using surface response methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 229, 45–61 (2015)
H. Aouici, M.A. Yallese, A. Belbah et al., Experimental investigation of cutting parameters influence on surface roughness and cutting forces in hard turning of X38CrMoV5-1 with CBN tool. Sadhana 38, 429–445 (2013)
B. Fnides, M.A. Yallese, Cutting forces and surface roughness in hard turning of hot work steel X38CrMoV5-1 using mixed ceramic. Mechanics 70, 73–78 (2008)
H. Bouchelaghem, M.A. Yallese, T. Mabrouki et al., Experimental investigation and performance analyses of CBN insert in hard turning of cold work tool steel (D3). Mach. Sci. Technol. 14, 471–501 (2010)
J.P. Davim, L. Figueira, Machinability evaluation in hard turning of cold work tool steel (D2) with ceramic tools using statistical techniques. Mater. Des. 28, 1186–1191 (2007)
K. Bouacha, M.A. Yallese, T. Mabrouki, Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int. J. Refract. Metals Hard Mater. 28, 349–361 (2010)
H. Aouici, M.A. Yallese, B. Fnides et al., Modeling and optimization of hard turning of X38CrMoV5-1 steel with CBN tool: Machining parameters effects on flank wear and surface roughness. J. Mech. Sci. Technol. 25, 2843–2851 (2011)
N. Kribes, Z. Hessainia, M.A. Yallese et al., Statistical analysis of surface roughness by design of experiments in hard turning. Mechanics 18, 605–611 (2012)
J.P. Davim, L. Figueira, Comparative evaluation of conventional and wiper ceramic tools on cutting forces, surface roughness, and tool wear in hard turning AISI D2 steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 221, 625–633 (2007)
B.H. Varaprasad, C.H. Srinivasa, Rao and P.V. Vinay, Effect of machining parameters on tool wear in hard turning of AISI D3 steel. Procedia Eng. 97, 338–345 (2014)
R. Singh, J.S. Dureja, Comparing Taguchi method and RSM for optimizing flank wear and surface roughness during hard turning of AISI D3 steel, in Proceedings of the International Conference on Research and Innovations in Mechanical Engineering (Springer, New Delhi, 2014), pp. 139–152
M.A. Shalaby, M.A. El Hakim, M.M. Abdelhameed et al., Wear mechanisms of several cutting tool materials in hard turning of high carbon-chromium tool steel. Tribol. Int. 70, 148–154 (2014)
Y. Sahin, Comparison of tool life between ceramic and cubic boron nitride (CBN) cutting tools when machining hardened steels. J. Mater. Process. Technol. 209, 3478–3489 (2009)
M. Elbah, M.A. Yallese, H. Aouici et al., Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 46, 3041–3056 (2013)
S. Neşeli, S. Yaldiz, E. Türkeş, Optimization of tool geometry parameters for turning operations based on the response surface methodology. Measurement 44, 580–587 (2011)
H. Bensouilah, H. Aouici, I. Meddour et al., Performance of coated and uncoated mixed ceramic tools in hard turning process. Measurement 82, 1–18 (2016)
O. Zerti, M.A. Yallese, R. Khettabi et al., Design optimization for minimum technological parameters when dry turning of AISI D3 steel using Taguchi method. Int. J. Adv. Manuf. Technol. 89, 1915–1934 (2017)
J.S. Dureja, V.K. Gupta, V.S. Sharma et al., Wear mechanisms of TiN-coated CBN tool during finish hard turning of hot tool die steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 224, 553–566 (2010)
E. Aslan, N. Camuscu, B. Birgören, Design optimization of cutting parameters when turning hardened AISI 4140 steel (63 HRC) with Al2O3 + TiCN mixed ceramic tool. Mater. Des. 28, 1618–1622 (2007)
J.G. Lima, R.F. Avila, A.M. Abrao et al., Hard turning: AISI 4340 high strength low alloy steel and AISI D2 cold work tool steel. J. Mater. Process. Technol. 169, 388–395 (2005)
R. Quiza, L. Figueira, J.P. Davim, Comparing statistical models and artificial neural networks on predicting the tool wear in hard machining D2 AISI steel. Int. J. Adv. Manuf. Technol. 37, 641–648 (2008)
H. Tebassi, M.A. Yallese, I. Meddour et al., On the modeling of surface roughness and cutting force when turning of Inconel 718 using artificial neural network and response surface methodology: accuracy and benefit. Period. Polytech. Eng. Mech. Eng. 61, 1 (2017)
J.S. Dureja, V.K. Gupta, V.S. Sharma et al., Design optimization of cutting conditions and analysis of their effect on tool wear and surface roughness during hard turning of AISI-H11 steel with a coated—mixed ceramic tool. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 223, 1441–1453 (2009)
J.S. Dureja, V.K. Gupta, V.S. Sharma et al., Design optimization of flank wear and surface roughness for CBN-TiN tools during dry hard turning of hot work die steel. Int. J. Mach. Mach. Mater. 7, 129–147 (2009)
A. Chabbi, M.A. Yallese, I. Meddour et al., Predictive modeling and multi-response optimization of technological parameters in turning of polyoxymethylene polymer (POM C) using RSM and desirability function. Measurement 95, 99–115 (2017)
H. Tebassi, M.A. Yallese, S. Belhadi et al., Quality-productivity decision making when turning of Inconel 718 aerospace alloy: a response surface methodology approach. Int. J. Ind. Eng. Comput. 8, 347–362 (2017)
Y. Nagata, K.H. Chu, Optimization of a fermentation medium using neural networks and genetic algorithms. Biotechnol. Lett. 25, 1837–1842 (2003)
B. Sarkar, A. Sengupta, S. De et al., Prediction of permeate flux during electric field enhanced cross-flow ultrafiltration a neural network approach. Sep. Purif. Technol. 65, 260–268 (2009)
A.M. Zain, H. Haron, S.N. Qasem et al., Regression and ANN models for estimating minimum value of machining performance. Appl. Math. Model. 36, 1477–1492 (2012)
M. Ramezani, A. Afsari, Surface roughness and cutting force estimation in the CNC turning using artificial neural networks. Manag. Sci. Lett. 5, 357–362 (2015)
M. Rajendra, P.C. Jena, H. Raheman, Prediction of optimized pretreatment process parameters for biodiesel production using ANN and GA. Fuel 88, 868–875 (2009)
R.M. Garcia-Gimeno, C. Hervas-Martinez, R. Rodriguez-Perez et al., Modelling the growth of Leuconostoc mesenteroides by artificial neural networks. Int. J. Food Microbiol. 105, 317–332 (2005)
A. Sahoo, A. Rout, D. Das, Response surface and artificial neural network prediction model and optimization for surface roughness in machining. Int. J. Ind. Eng. Comput. 6, 229–240 (2015)
H. Aouici, M.A. Yallese, K. Chaoui et al., Analysis of surface roughness and cutting force components in hard turning with CBN tool: prediction model and cutting conditions optimization. Measurement 45, 344–353 (2012)
M.A. Yallese, J.F. Rigal, K. Chaoui et al., The effects of cutting conditions on mixed ceramic and cubic boron nitride tool wear and on surface roughness during machining of X200Cr12 steel (60 HRC). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 219, 35–55 (2005)
R. Suresh, S. Basavarajappa, Effect of process parameters on tool wear and surface roughness during turning of hardened steel with coated ceramic tool. Procedia Mater. Sci. 5, 1450–1459 (2014)
B. Fnides, M.A. Yallese, T. Mabrouki et al., Surface roughness model in turning hardened hot work steel using mixed ceramic tool. Mechanics 77, 68–73 (2009)
H. Aouici, M.A. Yallese, B. Fnides et al., Machinability investigation in hard turning of AISI H11 hot work steel with CBN tool. Mechanics 86, 71–77 (2010)
M.A. Yallese, K. Chaoui, N. Zeghib et al., Hard machining of hardened bearing steel using cubic boron nitride tool. J. Mater. Process. Technol. 209, 1092–1104 (2009)
H. Bouchelaghem, M.A. Yallese, A. Amirat et al., Wear behaviour of CBN tool when turning hardened AISI D3 steel. Mechanics 65, 57–65 (2007)
M.A. Yallese, L. Boulanouar, K. Chaoui, Usinage de l’acier 100Cr6 trempé par un outil en nitrure de bore cubique. Mech. Ind. 5, 355–368 (2004)
K.R. Kashyzadeh, E. Maleki, Experimental investigation and artificial neural network modeling of warm galvanization and hardened chromium coatings thickness effects on fatigue life of AISI 1045 carbon steel. J. Fail. Anal. Prev. 17(6), 1276–1287 (2017)
P. Kahhal, Y.A. Brooghani, H.D. Azodi, Multi-objective optimization of sheet metal forming die using genetic algorithm coupled with RSM and FEA. J. Fail. Anal. Prev. 13(6), 771–778 (2013)
N.R. Draper, Response Surface Methodology: Process and Product Optimization Using Designed Experiments. RH Myers and DC Montgomery (Wiley, New York, 1995, $59.95, ISBN: 0471581003, 714) (1997)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Labidi, A., Tebassi, H., Belhadi, S. et al. Cutting Conditions Modeling and Optimization in Hard Turning Using RSM, ANN and Desirability Function. J Fail. Anal. and Preven. 18, 1017–1033 (2018). https://doi.org/10.1007/s11668-018-0501-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-018-0501-x