
Abstract
A number of shaft failures were encountered in water recirculation pumps of an industrial setup. The shafts were made of martensitic stainless steel. A detailed study was carried out to determine the cause of the pump shaft failures. In this connection, the analyses performed include chemical analysis, microstructural characterization, fractography, tensile, shear, and hardness measurement. The chemical composition of the shafts was as per standard, however, hardness was very low. It was concluded that the material was used without heat treatment, causing inferior properties (hardness, tensile, and shear). Experimental heat treatments were done to improve the properties of the shaft material.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
A shaft is a metal bar usually cylindrical in shape (solid or hollow) used to support rotating components or to transmit power or motion by rotary or axial movement. Shafts operate under a broad range of service conditions including various corrosive environments and a wide temperature range. Shafts may be subjected to a variety of loads such as tension, torsion, compression, bending, or a combination of these. Shafts are also sometimes subjected to vibratory stress [1].
Probably, the most common cause of failure of pump shafts is fatigue. In order for fatigue to occur, a cyclic tensile stress is necessary as well as a crack initiation site, generally in the form of a stress concentration. Thus, rotating elements on pumps, such as the shaft, are susceptible to fatigue by the nature of their operation. The most common areas of crack initiation are at the stress concentrations occurring at the keyway root radius and sharp changes in cross-sectional area of the shaft [2].
Shafts are made of various materials according to their applications and requirements. Type 420 stainless steel is one of the common shaft materials. It is used where high strength and toughness are required for thick sections because it combines high hardenability with ductility, toughness, and strength. Type 420 SS also has good fatigue resistance. Its properties can be tailored by varying heat treatment schedules to get a good combination of mechanical properties and microstructure, and hardening is generally done by oil quenching. After hardening, tempering is carried out to reduce internal stresses and optimize mechanical properties.
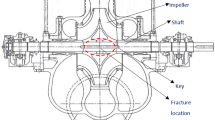
This paper presents the analysis of failure of one of four failed shafts that had been used in centrifugal pumps for cooling water circulation. The failed shafts were made of SS 420. The shaft design lifetime required continued service for at least 3 years of continuous operation. However, the failures occurred within 1 year. A schematic diagram of the pump is shown in Fig. 1, and the location of fracture is indicated by arrow mark. For all the cases, the breakage of the shafts was found to be almost in the center of the key slot beneath the impeller. Prior to failure, no abnormal vibration was observed in the bearings associated with the shafts.

The sketch of the pump assembly and the location of the crack
Component History
The shaft was a part of single stage double suction pump, used for cooling water service. The suction pressure of the pump was 6 Psig and discharge pressure was 84.5 Psig through an impeller. The operating flow was 11892 GPM, and the pump temperature was approximately 93 °F (~33 °C). The working position of the shaft was horizontal. The shaft was motor operated at 980 RPM.
The shaft was machined in house from the SS 420 material in the stock. The shaft was about 1880 mm long; the diameter at the impeller was about 102 mm, and about 86 mm at the coupling. The length of central key slot was about 225 mm, and its depth was about 16 mm. No any other treatment was carried out after machining.
The shaft (Fig. 2) had been installed for 10 months before the fracture occurred. The shaft was fractured almost at the half length in just about the mid of the key slot. The fracture site was nearly in the center beneath the impeller. During the operation, no unusual/high vibrations or abnormal sounds were observed. The pump was even satisfactorily operated for 2 days of the detection of failure and vibrations appeared also normal. In the subsequent text, the motor coupling side of the will be designated as RHS, Right hand side; and thrust bearing side will be called LHS, Left hand side (Fig. 2).

The fractured shaft
Analyses and Results
Visual Observations
The fractured shaft was visually examined to determine if there were indications of one or more fracture mechanisms and if there was an apparent crack origin. Surfaces adjacent to the fracture surface were also examined for secondary cracks, pits, or any other features. In general, no major deformation of the shaft was observed.
The fractured surfaces were contaminated by dust, rust, and oil. The fracture surfaces were flat near key slot and slightly curved toward final fracture point. The final fracture point was opposite to the key slot. Both the fracture surfaces were separated from the shaft. Figure 3 shows the macroview of both the fracture surfaces before cleaning.

Fractured surfaces before cleaning showing final fracture opposite to key slot
After cleaning, macrofeatures of fatigue were found on the fracture surfaces. Concentric progression marks were clearly visible. These progression marks flattened at some distance from the origin and extended over half the area of the shaft cross section. In the rest of the area, features of fast growing crack were found. Final fracture was found opposite to the key slot, almost along the vertical axis of the key slot. Figure 4(a) presents macroview of one of the fracture surfaces. A magnified view of the fracture surface showed that the fatigue crack origin was in one of the lower corner of the key slot (Fig. 4b). Both the surfaces were smeared to some extent probably due to mutual friction after fracture.

(a) Fracture surfaces after cleaning showing fatigue zone and fast growth region. (b) Origin of fatigue crack at lower corner of the key slot with concentric beach marks
One side of the key slot was significantly damaged. A number of cracks were visible on this side.
Stereoscopy
Observations under stereomicroscope revealed that the key slot portion adjacent to the RHS was cracked and notably deformed to one side. The cross section of the key slot showed that the material was probably pressed in the direction of rotation. Figure 5 shows the stereomicrograph of the deformed side and the cracks propagating from the root of the slot.

Stereograph of the cross section of the key slot showing deformed side
A number of inclined cracks were found on the side of the key slot which was pressed. All these cracks were oriented in the same way. These cracks were also present away from the fractured surface and started at the upper edge of the key slot and travelled to lower corner (Fig 6).

Inclined cracks on one side of the key slot, boxed area shows the inclined cracks travelling from upper edge to lower corner
Chemical Analysis
The material was analyzed using Scanning Electron Microscope equipped with EDX. The results are summarized in the Table 1. The material was found to be AISI 420 as per ASTM Standard A276 containing 13.42% Cr, 0.36% Mn, 0.41% Si, 0.12% C, and 0.012% S, and balance Fe [3].
Hardness
The samples were collected from longitudinal and transverse sections for Vicker’s Hardness testing. The hardness was found to be about 220 ± 3HV in both orientations.
Optical Microscopy
As polished samples showed appreciable concentration of MnS inclusions (Fig. 7a). After etching in Vilella’s reagent, a microstructure of lath martensite was observed (Fig. 7b). A section through a crack was mounted to examine the mode of crack propagation. After etching, it was found that crack propagated in the mixed modes, i.e., inter- as well as trans-granular (Fig. 8). The inter-granular cracking proceeded along prior-austenite grain boundaries. A montage of micrographs show the origin of the crack and direction of the crack growth (Fig. 9).

Optical micrographs of the bulk material, (a) as polished samples showing concentration of inclusions, (b) martensitic structure

Optical micrographs of the crack showing mixed mode fracture

Stitched micrograph showing the direction of crack propagation from the fillet of key slot
Fractography
The fractures and adjacent regions of the key slot were observed under SEM. The root of key slot revealed that the material was severely pressed. Marks of shearing along with cracks were found in this region (Fig. 10).

SEM image of the root of key slot on RHS showing severe deformation and cracks at the corner
Detailed study of the fracture surfaces was also performed. The fractured surface showed a smooth region at the lower corner of the key slot, indicating the slow crack-growth area. Typical fatigue striations were found on the fracture surface (Fig. 11).

SEM image of the RHS showing (a) origin of fatigue crack and slow crack-growth region, (b) fatigue striations
Laboratory Experiments
In order to get a better set of mechanical properties, samples for tensile and shear test were made from the same shaft material. These samples were tested in both the “as is” condition and after a hardening and tempering treatment. The hardening was done in controlled atmosphere at 1020 °C followed by oil quenching. The tempering was done at 350 °C for 2 h followed by air cooling.
The laboratory results showed almost twofold improvement in tensile and shear properties after the heat treatment. The hardness of the material also enhanced. The results of as received and heat treated material are compared in Table 1.
Discussion
The material of the shaft was as per standard, and the microstructure was typical of AISI 420. The microstructural observations show that microstructural defects were not cause of the failure. However, the microstructure also shows that the material was used in hot-finished annealed condition and no hardening and tempering was done to improve the strength of the shaft. The hardness of the shaft confirmed the microstructural observations [3]. Visual and macroexamination as well as SEM fractography showed that two mechanisms contributed in the fracture of the shaft.
Cracks Under Torsional Loads
The impeller fitted on the shaft might have exerted a torsional load on the shaft that exceeded the shear strength of the shaft materials. It is known that maximum torsional stresses are generally at the surfaces of the shafts and the shear strength of a material is half of its tensile strength. Therefore, it is a possibility that when a shaft is under torsional stresses, cracks can initiate along the shear planes. Shear planes in shafts under torsional loading are perpendicular to the axis of the shaft [4]. In the case of the shaft under consideration, torsional load due to impeller caused cracks along the shear planes. The presence of a number of cracks (Fig. 6), and the pressing marks at the root of the key slot (Fig. 10) supports this hypothesis. These cracks were inclined at almost 45° with respect to the axis of the shaft, which is another evidence of the presence of torsional stresses. If there were bending stresses, the cracks would have travelled in perpendicular direction, toward the center of the shaft [4]. The cracks generated under torsional loads, travelled toward the center of the shaft at different speeds until some of them approached the lower corner of the key slot. When these cracks approached the lower corner, the severity of stress at the root increased markedly and caused origin of the fatigue fracture.
Crack Under Fatigue
The corners of the keyways are the sites of high stress concentrations [5]. When the shear cracks generated under torsion reached this region, the root of the key slot acted as a notch and provided an origin for the fatigue crack. Under the influence of rotation, this crack grew slowly along the cross section of the shaft under torsional fatigue mechanism. The growth of the crack was slow in the initial stages, resulting in smooth surface near the key slot corner (Fig. 11a). During service, the crack developed across the cross section of the shaft resulting in prominent arrays of beach marks (Fig. 4a, b). The fatigue zone covered large portion of the cross section, which shows that fatigue crack progressed under high cycle/low-nominal-stress mechanism. The change in color and width of the beach marks indicate the changes in loading pattern and oxidation of the cracks [6]. Finally, when the crack travelled about half of the cross section, the remaining section was no longer able to hold the load. This resulted in rapid growth of the crack till final fracture.
The experimental heat treatments carried out in the laboratory showed that the properties of the material can be improved by a suitable hardening and tempering treatment. The shear strength of the shaft can be improved by proper thermal treatment and a properly heat treated shaft should withstand the torsional loads of the impeller.
Conclusion
The chemistry and microstructure of the materials were not the cause of failure. The shafts failed because the mechanical properties of the material were overestimated. It was pertinent to carry out to a suitable thermal treatment to optimize the strength of the material with respect to applicable loads.
References
Das, G., Sinha, A.N., Mishra, S.K., Bhattacharya, D.K.: Failure analysis of counter shafts of a centrifugal pump. Eng. Fail. Anal. 6, 267–276 (1999)
Berndt, F., van Bennekom, A.: Pump shaft failures—a compendium of case studies. Eng. Fail. Anal. 8, 135–144 (2001)
Annual Book of ASTM Standards, Iron and Steel Products, vol. 01.03. ASTM International, West Conshohocken, PA (2007)
Autolovich, S.D., Saxena, A.: Fatigue failures. In: ASM Metals Hand Book, 9th edn., vol. 11, p. 115. ASM International, Materials Park, OH (1984)
Esaklul, K.A.: Hand Book of Case Histories in Failure Analysis, vol. 2, pp. 348–353. ASM International, Materials Park, OH (1996)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Muhammad, W., Mairaj Deen, K. Failure Analysis of Water Pump Shaft. J Fail. Anal. and Preven. 10, 161–166 (2010). https://doi.org/10.1007/s11668-010-9332-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-010-9332-0