
Abstract
In Plasma Spray–Physical Vapor Deposition (PS-PVD) process, major fractions of the feedstock powder can be evaporated so that coatings are deposited mainly from the vapor phase. In this work, Computational Fluid Dynamics (CFD) results indicate that such evaporation occurs significantly in the plasma torch nozzle and even nucleation and condensation of zirconia is highly possible there. Experimental work has been performed to investigate the nature of the deposits in the PS-PVD process, in particular coatings from condensate vapor and nano-sized clusters produced at two spraying distances of 1000 mm and 400 mm. At long spraying distance, columns in the coatings have pyramidal tops and very sharp faceted microstructures. When the spraying distance is reduced to 400 mm, the tops of columns become relatively flat and a faceted structure is not recognizable. XRD patterns show obvious preferred orientations of (110) and (002) in the coatings sprayed at 400 mm but only limited texture in the coatings sprayed at 1000 mm. Meanwhile, a non-line of sight coating was also investigated, which gives an example for pure vapor deposition. Based on these analyses, a vapor and cluster depositions are suggested to further explain the formation mechanisms of high-quality columnar-structured PS-PVD thermal barrier coatings which have already shown excellent performance in cyclic lifetime test.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Plasma Spray–Physical Vapor Deposition (PS-PVD) is a novel technology, named for vapor phase deposition by using plasma spraying (Ref 1). At a very low working pressure of 50 to 200 Pa, the plasma jet extends more than 1.5 m in length and a diameter ranging from 200 mm to 400 mm (Ref 2). Therefore, PS-PVD has been developed for deposition of thin and uniform coatings with large area coverage (Ref 3, 4). With enhanced electric input power up to 180 kW, the feedstock material even can be evaporated so that coating deposition significantly comes from vapor phase (Ref 5). The interaction of plasma gas and feedstock vapor phase makes the non-line of sight deposition possible to deposit high-quality columnar-structured coating not only on the front side of the substrate but also on the shadowed parts, which is not possible by using conventional physical vapor deposition (PVD) or plasma spraying (Ref 6).
Currently, columnar-structured thermal barrier coatings (TBCs) on aero-engines with the highest load are mainly manufactured by electron beam-physical vapor deposition (EB-PVD). At PS-PVD conditions, suitable process parameters and specific feedstock powder enable manufacturing columnar-structured ceramic topcoats as well. And recently, such columnar-structured TBCs produced by PS-PVD have shown improved thermal cycling lifetimes more than two times higher than conventionally sprayed TBCs (Ref 7). Moreover, the deposition rate of PS-PVD is significantly higher than that of EB-PVD, which makes PS-PVD be the most promising alternative process for depositing columnar-structured TBCs. Therefore, to obtain a better understanding of deposition mechanisms of high-quality columnar-structured PS-PVD coatings is now a focus issue.
In a previous work, a structure zone model for magnetron-sputtered coatings proposed by Thornton was transferred to PS-PVD to illustrate coating characteristics because it generally corresponds well with the characteristics of PS-PVD coatings formed by shadowing, surface diffusion, and bulk diffusion (Ref 2). Further calculations in our group indicated that nano-sized clusters can be formed in the boundary layer of the substrate by homogeneous nucleation and condensation from supersaturated vapors. Thus, deposition in PS-PVD takes place not only from liquid splats but also from nano-sized clusters or directly from the vapor phase. Up to now, only a few works have reported deposition mechanisms in PS-PVD (Ref 8, 9), but they mainly focused on manufacturing different microstructures: thin and dense or columnar structures. In this work, Computational Fluid Dynamics (CFD) results confirm former calculations indicating that evaporation occurs significantly already in the plasma torch nozzle. Experimental work has been performed to investigate the nature of columnar-structured coating built up by vapor phase in the PS-PVD process.
Experimental Procedures
Simulation Methods
In order to know the interaction between plasma and feedstock in the nozzle where experimental measurement is difficult to perform, the simulation of O3CP torch was carried out with Ansys CFX v15. Ansys CFX provides an integrated coupling of the fluid flow (Navier-Stokes) with the electromagnetics (Maxwell). This allows a stationary simulation of plasma spray processes without ferromagnetic materials. The geometry of the O3CP torch was full 360° modeled by hexahedral mesh as displayed in Fig. 1. The water-cooled single cathode is colored in red, and two powder inlet ports are located in the green anode domain.

Full 360° simulated O3CP torch
The material data for the plasma gas species have to be implemented by using data tables where the density, the viscosity, the thermal and electric conductivity and the specific heat is given (Ref 10). In the model, a single-temperature approach is used which assumes a local thermal equilibrium (LTE) in the plasma gas. Thermal radiation is the most important effect of the thermal interaction of a plasma column with its surrounding solid. By far, the most common approximation used in thermal plasma modeling is the use of the effective net emission approximation. Under this approximation, the net radiative flux is approximated for a given plasma forming gas and can be expressed as the function of temperature and pressure (Ref 11). The powder is transported with an argon carrier gas and injected internally to the anode penetrating into the plasma through two 3-mm-diameter radial bores. The powder is then accelerated and heated as a result of the interaction between the gas and the single particles. When entering the hot plasma flow, the particles are heated instantaneously above the critical evaporation temperature of the weak binder. A model has been implemented which represents this agglomerate breakup for the discrete powder phase above a critical temperature of 600 K.
The momentum transfer from the continuous plasma gas phase to the discrete particles is based on a drag coefficient for spherical particles and is implemented as two-way coupling. An analytical approach to compute the drag coefficient as a function of the relative Mach number has been used (Ref 12). The model implemented in the simulation including this heat transfer is able to accurately represent the aggregate state of the particle. Once the liquid particle starts to evaporate, mass is continuously transferred from the particle to the continuous plasma gas phase.
Table 1 shows some input parameter values adapted to parameters during spraying delivered by PS-PVD control unit.
Coating Deposition
The coatings were carried out on an Oerlikon (formerly Sulzer) Metco Multicoat system, which can achieve the low working pressure of 200 Pa and the input power of 150 kW. An O3CP torch was applied to generate the plasma jet with 35 slpm argon and 60 slpm helium as plasma gases plus 2 × 16 slpm argon carrier gas.
The feedstock powder was monoclinic ZrO2 agglomerated with 7 wt.% Y2O3 (=7.6 mol.% YO1.5) (YSZ) produced by Oerlikon Metco designated as M6700. The particle size distribution was about: d 10 = 6.6 μm, d 50 = 11.5 μm, d 90 = 19.0 μm.
Sprayings were performed at two spraying distances of 1000 mm (test A) and 400 mm (test B), and the other parameters are given in Table 2. In test A, the substrate temperature (T s) was recorded at two positions by thermocouples (Type K) inserted into the substrate from backside. One thermocouple was in the center of plasma jet (T 1), and the other one was 40 mm offset from center (T 2). The substrate size was 75 × 40 × 20 mm3. The positions of substrates and thermocouples are given in Fig. 2. Since the substrate temperature in test B was estimated about 2000 °C by pyrometer, graphite was utilized as substrate material in all coating processes. The plasma torch and the substrate were stationary during the whole spraying process, which led to the high substrate temperature even at 1000-mm spray distance. But in practical application, the substrate temperature can be limited for a metallic substrate by the swing torch.

Schematic drawing to illustrate positions of substrates and two thermocouples in test A
Characterization Methods
Coating morphologies were investigated by scanning electron microscopy (SEM, Ultra 55, Zeiss-Germany) and Hitachi TM3000 tabletop microscope (Germany). X-ray diffraction (XRD, D4 Endeavor-Bruker AXS) was carried out to determine the phase composition and preferred growth orientations in the coatings.
Results and Discussion
Computational Fluid Dynamic simulation
The current 2600 A and the powder feed rate 20 g/min as input in CFD simulation are our standard experimental parameters in the case that plasma gases are 35 slpm Ar and 60 slpm He to produce columnar-structured ceramic coatings. Under this condition, the simulation result shows about 57% of powder are evaporated, which means that significant vaporization already occurs in the torch. According to the indication of CFD simulation, a relatively low powder feed rate 5 g/min and a slightly high current 2750 A were used in our experiment to obtain a higher ratio of vapor concentration. Therefore, in this work, the deposit species mainly refers to the vapor phase. The temperature distribution in O3CP torch and particle tracks colored by diameter are displayed in Fig. 3. The micron-sized raw feedstock (d 50 = 11.5 µm) used in our experiments is an agglomerated powder from many submicron-sized or nano-sized primary particles with organic binder. When the powder is injected into the hot nozzle, the organics evaporate immediately as soon as the particle reaches approximately 600 K. Accordingly, the original agglomerates break up into small primary particles and then start to melt and evaporate. Therefore, the upper scale limit in Fig. 3 has been fixed to 2 µm in order to show the evaporation of the disintegrated particles.

Plasma temperature and particle tracks colored by diameter
The highest plasma temperature is achieved at the axis of the torch in the core of plasma. Despite that some powder particles are not injected into this core, the plasma temperature is much higher than the vaporization temperature of zirconia. Hence, the reducing of mean particle diameter describes that the powder particles are evaporated in the very short initial parts of the flight trajectories. For the reason that in the chamber the Reynolds numbers are very small, the expanded plasma jet is laminar and the interaction of the plasma jet with the surrounding atmosphere is weak (Ref 13). In consequence, the plasma jet is less cooled and decelerated, and thus vapor deposition can be achieved on the substrate.
Experimental Results and Discussion
In test A, during the spraying process, two thermocouples were used to monitor the substrate temperature at two positions as described in Fig. 2, and the temperature measurement results are given by curves in Fig. 4. The data loss of T 1 was caused by the high substrate temperature, which was out of measuring range (1370 °C) of type K thermocouple. Before coating, the substrate was heated up to obtain a better adhesion between the substrate and YSZ coating. During preheating, if only the heat transfer from plasma to the substrate is considered, T 1 > T 2 means that substrate temperature and plasma temperature in the center of plasma jet are higher than that at the edge. The temperature drop during preheating is caused by current adjustment. On coating onset, T 2 decreases a little due to the formation of thermal barrier coating. Then, it keeps constant while T 1 keeps reducing until the end of coating. The result basically illustrates: T 1 is higher than 1324 °C and T 2 is higher than 1235 °C. Therefore, the ratio between T s and melting point of zirconia (T m = 2715 °C), T s/T m, is between 0.5 and 0.55.

Substrate temperature measurement in test A
Columnar-structured coatings were successfully deposited on the whole substrate. Figure 5 gives the fracture surfaces of the coatings formed in test A and test B. In test A, the coating 1000-T 1 (Fig. 5(A1)) deposited in the center of plasma jet, a typical column starts to grow up first along the normal direction of the substrate and then branches into many finer columns. At the edge of plasma jet, coating 1000-T 2 (Fig. 5(A2)) has a limited thickness so that from the bottom to the top of columns show relatively uniform diameter. The higher estimated deposition rate in the center of plasma jet demonstrates that deposit species are concentrated around the axis of plasma jet. In test B, the substrate was very close to the torch, deposition rate of coating 400-T 1 is much higher than coating 1000-T 1, which illustrates from the torch to the downstream of plasma jet, the distribution of deposit species is divergent.

SEM (back-scattered electron) images of fracture surfaces: (A1), (B1), and (A2), (B2) are corresponding to position T1 and T2 in test A (1000 mm) and test B (400 mm), respectively. An approximate growth rate in unit of μm/min is given in the images
Figure 6 shows the top view for the coatings. It is obvious that the coatings sprayed at 1000 mm (Fig. 6(A1) and (A2)) have pyramidal tops, while the coatings formed at 400 mm have relatively flat tops. The faceted structure can be found in coatings 1000-T 1, 1000-T 2 and 400-T 2 but the sharpness of faceted structure decreases gradually. Furthermore, coating 400-T 1 does not show faceted structures anymore. The different microstructures of the coatings signify different crystal growth patterns. And in this case both of the substrate temperature and the concentration of deposit species could have an influence on the coating growth process.

SEM (secondary electron) images of column tops: (A1), (B1), and (A2), (B2) are corresponding to position T1 and T2 in test A (1000 mm) and test B (400 mm), respectively
XRD was carried out to determine the phase compositions, crystal structures and preferred orientation (PO) of the coatings. The XRD patterns in Fig. 7 testify that the main phase of the as-sprayed coatings produced by PS-PVD is tetragonal YSZ, which clarifies major fraction of powder feedstock was evaporated so that the deposition of vapor mixture of zirconia and yttria leads to tetragonal phase at room temperature. But a small amount of monoclinic phase also exists in the coating. As seen in the inset of Fig. 5(A2), some micron-sized spherical particles are noticeable. And, in Fig. 3, the particle tracks illustrate that some particles do not reach the core of plasma and still keep their particle sizes at the exit of the torch. This kind of particles is not easy to be evaporated in the plasma jet, so they will directly solidify and incorporate in the coating. Because the feedstock powder is an agglomeration of monoclinic zirconia and cubic yttria (not prealloyed yttria stabilized zirconia), the monoclinic phase should come from those unmelted or unevaporated feedstock powder particles which kept their original phase. In addition, a small amount of ZrC formed in the coating 400-T 1 was caused by the interaction between deposits and the graphite substrate due to the extremely high temperature (Ref 4). In coating 400-T 2, some peaks belonging to graphite are strong. This is caused by partial exfoliation of the coating, which makes the substrate material graphite to be detectable by XRD.

XRD patterns of the coatings
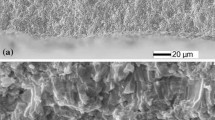
As previously mentioned, due to the interaction of particles and plasma gas, non-line of sight coating in PS-PVD is possible. Figure 8 gives the SEM image and XRD pattern of the coating (400-T b) formed on the backside of the substrate in test B. Since only vapor phase can detour substrate and reach to the shadowed parts, this coating should be deposited from pure vapor. Coating 400-T b is very thin (average thickness is about 10 μm) composing of many island-shaped deposits, which gives an indication that in PS-PVD at the initial stage coating growth is similar to island growth mode (Ref 14) proposed for thin film deposition. The crystals have pyramidal shape made of very sharp faceted structure. XRD of this thin coating testified that it is pure tetragonal phase, and no monoclinic phase can be found. This result reveals that the pure vapor deposition will form only tetragonal phase. And also it further demonstrates that monoclinic phase in the coatings formed in front of substrate comes from the unmelted or unevaporated powder particles.

SEM image (secondary electron) and XRD patterns of non-line of sight coating (400-T b) formed at the backside of substrate sprayed at 400 mm
Moreover, the yttria content in the tetragonal phase can be estimated by the following formula (Ref 15), and the results are shown in Table 3.
The yttria content in powder feedstock obtained from the chemical analysis is about 7 wt.% Y2O3 (= 7.6 YO1.5 (mol.%)). As one can see from Table 3, in the coatings formed in front of the substrate, the calculated yttria content in tetragonal phase is smaller than 7 YO1.5 (mol.%), which denotes the inhomogeneous yttria distribution in the as-sprayed coatings. It is noteworthy that the non-line of sight coating (400-T b) has the highest yttria content (7.46 YO1.5 (mol.%) close to yttria content in powder feedstock), revealing a homogeneous deposition from pure vapor deposition.
According to Rietveld analyses of the coatings, coating 400-T 1 and 400-T 2 have crystallographic planes (002) and (110) as POs. This might be the reason that the columns in coating sprayed at 400 mm have flat tops. Chen et al. compared that the surface free energy density of (002) is larger than that of (110) (Ref 16), which means under the same growth conditions, the growth of (110) is thermodynamically more favored than that of (002). Accordingly, the appearance of crystal plane (002) testifies that high substrate temperature provides energy for deposit species to diffuse for crystal growth competition. Although coating 400-T 1 and 400-T 2 have the same POs, the intensity of peak (002) in coating 400-T 2 is only equal to that of peak (011) while the intensities of peak (002) in coating 400-T 1 inverse of that of peak (011). Thus, it can be conjectured that high substrate temperature promotes the appearance of crystallographic orientation holding high surface free energy. The reason is that high substrate temperature increases the likelihood of atomic surface diffusion or even bulk diffusion and therefore affects crystal preferred orientation. Moreover, there is no indication of POs in coating 1000-T 1, but PO of the crystal plane (110) is found in coating 1000-T 2 even though the substrate temperature of coating 1000-T 1 was slightly higher than that of 1000-T 2. This means that beside substrate temperature the concentration of deposits species also plays a role in the growth of POs. The lower concentration of deposits species favors orientated growth.
Besides, the estimated substrate temperature on the backside for non-line of sight coating (400-T b) was 1500 °C. Normally, in this temperature range, surface diffusion is expected but XRD of this thin coating is weakly textured showing no obvious preferred orientation. This gives an example that pure vapor deposition is not the reason for preferred orientation in PS-PVD. But due to the low vapor concentration at the backside of the substrate, the coating 400-T b is quite thin which is not comparable to the coatings formed in front of the substrate.
Derivation of a Deposition Model
In a previous work, a preliminary PS-PVD structure zone model (SZM) was built up to illustrate the characteristics of PS-PVD coatings formed by shadowing, surface, and bulk diffusion (Ref 2). It is suggested that substrate temperature (relating to the activation energy) and impingement rate (concentration of deposit species) are two significant parameters in relation to the characteristic features of the PS-PVD coating microstructures. As analyzed above, high substrate temperature leads to the growth of POs. However, coating 1000-T 1 does not show indication of POs even it was formed in the center of plasma jet where the substrate temperature was relatively high compared to coating 1000-T 2. Hence, the absence of PO in coating 1000-T 1 could only be caused by high concentration of deposited species.
According to the CFD simulation results, evaporation of YSZ occurs significantly in the nozzle and a tiny deposit can be found on the cool wall of the nozzle. Due to the large temperature gradient between the hot plasma and the cool nozzle wall, supersaturation can be achieved in the nozzle and therefore nucleation and condensation of vapor phase can occur. Likewise, the temperature gradient between the substrate and the plasma jet is huge, which would also lead to the formation of supersaturated vapor in the boundary layer of the substrate. In a supersaturated vapor, the critical nucleus size of homogeneous nucleation for a stable nucleus can be written as (Ref 17)
wherein σ is the surface tension, υ 1 is the monomer volume, k B is the Boltzmann constant, T is the absolute temperature, S is the supersaturation ratio which is defined as n 1/n s (n 1 is the concentration (m−3) of monomer, n s is the equilibrium monomer concentration). Once there is S > 1, a stable diameter for nucleation can be achieved. Therefore, the formation of nano-sized clusters in the boundary layer should also be taken into consideration.
Homogeneous nucleation of particles from vapor phase in thermal spray (Ref 18, 19) has been presented in many research works. Once the supersaturation of vapor achieved a high value upon sufficient cooling, especially in the downstream of the plasma jet, nucleation and coagulation of vapor phase can be irreversible, which results in the formation of numerous nano-particles. According to S. L. Girshick’s calculation (Ref 18), the nucleation burst is followed by steady growth by coagulation and the particle size distributions are broadened by non-uniform temperature, velocity profiles, and by particle deposition to substrates. The study also pointed out that the size and number of nucleated particles can be significantly affected by two factors, the cooling rate at the location of nucleation and the monomer concentration (assumed only one condensable species in vapor). Higher concentrations favor the nucleation of larger (and fewer) particles.
In the present work, a higher concentration of deposit species in the center of plasma jet was verified by the higher deposition rate. And from the temperature measurement result, at the same spraying distance, a similar cooling rate is assumed for the vapor species. Therefore, if supersaturation occurs in PS-PVD, in the center of plasma jet, the high deposit concentration will lead to higher saturation rate and therefore formation of larger clusters (nano-particles). In contrast, at the edge of plasma jet, the lower concentration of deposit species makes only small cluster formation possible in the boundary layer.
As mentioned in “Experimental Results and Discussion” section, at spraying distance of 1000 mm, the substrate temperature at T 1 was higher than at T 2, but the coating 1000-T 1 does not show preferred growth. And the reason could be caused by the formation of clusters. A previous report gives experimental evidence for cluster deposition: the mobility of the particles strongly decreases as their size increases (Ref 20). In consequence, after landing on the substrate surface, on one hand, surface diffusion of large clusters is limited compared to that of small clusters or atomic deposits. On the other hand, it is difficult for large clusters to reorient to the growing surface while small size of nano-particles is favorable for recrystallization (Ref 21). Meanwhile, clusters absorbed on substrate surface could turn into the initial randomly orientated nuclei of subsequent growth, and atomic species prefer to grow on these already existing nuclei. Therefore, large cluster formation should be the main reason leading to the absence of preferred orientation in coating 1000-T 1. When the spraying distance was reduced to 400 mm, the substrate temperature was estimated around 2000 °C. The ratio of T s/T m is about 0.75. On one hand, high temperature decreases the possibility of forming supersaturated vapor so that cluster formation in the boundary layer is less likely; on the other hand, the extremely high substrate temperature makes surface diffusion or even bulk diffusion much easy to occur. Thus, even if clusters form in the boundary layer, they still have the ability to diffuse or to reorient themselves for recrystallization so that the coatings formed at 400 mm display preferred orientations along (110) and (002) crystal planes.
According to the above analysis, a coating build-up model of vapor and cluster depositions in PS-PVD is proposed schematically in Fig. 9. From the exit of the plasma torch, the shape of particle plume is divergent; therefore high concentrations of deposition species can be expected in the center of the plasma jet. As the hot plasma jet comes close to the relatively cool substrate, a boundary layer is formed due to the rapidly decreasing temperature and velocity. In the boundary layer, nano-sized clusters can be formed as a result of supersaturation of vapor species. The size of clusters is mainly dependent on the local concentration of vapor species and also influenced by cooling rate. The clusters could be initially randomly orientated and become the nuclei of subsequent growth. At the same time, vapor species can also nucleate and likely grow directly on the substrate. The further build-up of coating is mainly governed by the substrate temperature. In summary, the coating produced by PS-PVD is mixed deposits of cluster and vapor, while the influence of cluster deposition is considerable at a long spraying distance.

Schematic drawing of the proposed cluster and vapor deposition in PS-PVD
Conclusions
In this work, CFD simulation for the O3CP torch gives an indication of significant evaporation of YSZ already occurring in the plasma torch. The powder particles are evaporated along the very short flying distance in the nozzle. Columnar-structured TBCs were successfully manufactured on the graphite substrate by PS-PVD. The microstructures and morphologies of the coatings formed at different positions change significantly. Preferred orientations of the coatings were investigated, which gives an explanation to the formation of the different microstructures of the coatings. Non-line of sight coating formed by pure vapor phase was found to create homogeneous tetragonal phase.
Based on the results, a cluster and vapor deposition in PS-PVD was assumed. The huge temperature gradient from hot plasma to cool substrate combining the high concentration of deposit species results in super saturation of vapor phase formed in the boundary layer of substrate, especially at long spraying distance. Nucleation and growth of vapor species can occur in the boundary layer leading to the formation of clusters. The size of cluster is mainly influenced by the local concentration of vapor phase and the cooling rate. Furthermore, vapor species can also nucleate and likely grow directly on the substrate. After the clusters and the vapor species impact on the substrate surface, the build-up of a coating is significantly influenced by substrate temperature due to surface diffusion of deposited species.
References
K. Von Niessen, M. Gindrat, and A. Refke, Vapor Phase Deposition Using Plasma Spray-PVD, J. Therm. Spray Technol., 2010, 19(1-2), p 502-509
G. Mauer, A. Hospach, and R. Vaßen, Process Conditions and Microstructures of Ceramic Coatings by Gas Phase Deposition Based on Plasma Spraying, Surf. Coat. Technol., 2013, 220(2-3), p 219-224
A. Hospach, G. Mauer, R. Vaßen, and D. Stöver, Columnar-Structured Thermal Barrier Coatings (TBCs) by Thin Film Low-Pressure Plasma Spraying (LPPS-TF), J. Therm. Spray Technol., 2011, 20(1-2), p 116-120
G. Mauer, A. Hospach, N. Zotov, and R. Vaßen, Process Development and Coating Characteristics of Plasma Spray-PVD, J. Therm. Spray Technol., 2013, 22(2-3), p 83-89
G. Mauer, M.O. Jarligo, S. Rezanka, A. Hospach, and R. Vaßen, Novel Opportunities for Thermal Spray by PS-PVD, Surf. Coat. Technol., 2015, 268, p 52-57
G. Mauer, R. Vaßen, and D. Stöver, Thin and Dense Ceramic Coatings by Plasma Spraying at Very Low Pressure, J. Therm. Spray Technol., 2010, 19(1-2), p 495-501
S. Rezanka, G. Mauer, and R. Vaßen, Improved Thermal Cycling Durability of Thermal Barrier Coatings Manufactured by PS-PVD, J. Therm. Spray Technol., 2014, 23(1-2), p 182-189
L. Gao, L. Wei, H. Guo, S. Gong, and H. Xu, Deposition Mechanisms of Yttria-Stabilized Zirconia Coatings During Plasma Spray Physical Vapor Deposition, Ceram. Int., 2016, 42(4), p 5530-5536
X. Zhang, K. Zhou, C. Deng, M. Liu, Z. Deng, C. Deng, and J. Song, Gas-Deposition Mechanisms of 7YSZ Coating Based on Plasma Spray-Physical Vapor Deposition, J. Eur. Ceram. Soc., 2016, 36(3), p 697-703
A. Murphy and C. Arundelli, Transport Coefficients of Argon, Nitrogen, Oxygen, Argon-Nitrogen, and Argon-Oxygen Plasmas, Plasma Chem. Plasma Process., 1994, 14(4), p 451-490
G. Speckhofer, Der magnetisch ausgelenkte Argonhochdrucklichtbogen, Experimentelle Untersuchungen und 3D-Modellierung, Dissertation, TU München, 1995 (in German)
L. Pawlowski, The Science and Engineering of Thermal Spray Coatings, 2nd ed., Wiley-Verlag, New York, 1995, p 181-185
G. Mauer, Plasma Characteristics and Plasma-Feedstock Interaction Under PS-PVD Process Conditions, Plasma Chem. Plasma Process., 2014, 34(5), p 1171-1186
J. Venables, G. Spiller, and M. Hanbucken, Nucleation and Growth of Thin Films, Rep. Prog. Phys., 1984, 47(4), p 399-459
J. Ilavsky and J.K. Stalick, Phase Composition and Its Changes During Annealing of Plasma-Sprayed YSZ, Surf. Coat. Technol., 2000, 127(2), p 120-129
C.-C. Chen, W.-Y. Cheng, S.-Y. Lu, Y.-F. Lin, Y.-J. Hsu, K.-S. Chang, C.-H. Kang, and K.-L. Tung, Growth of Zirconia and Yttria-Stabilized Zirconia Nanorod Arrays Assisted by Phase Transition, Cryst. Eng. Commun., 2010, 12(11), p 3664-3669
W. Thomson, 4. On the Equilibrium of Vapour at a Curved Surface of Liquid, Proceedings of the Royal Society of Edinburgh, 1872, 7, p 63-68
S. Girshick and C.-P. Chiu, Homogeneous Nucleation of Particles from the Vapor Phase in Thermal Plasma Synthesis, Plasma Chem. Plasma Process., 1989, 9(3), p 355-369
M. Shigeta and A.B. Murphy, Thermal Plasmas for Nanofabrication, J. Phys. D Appl. Phys., 2011, 44(17), p 174025
P. Melinon, P. Jensen, J.X. Hu, A. Hoareau, B. Cabaud, M. Treilleux, and D. Guillot, Comparison of Molecular and Cluster Deposition: Evidence of Different Percolation Processes, Phys. Rev. B Condens. Matter, 1991, 44(22), p 12562
H. Nong-Moon and L. Dong-Kwon, Charged Nanoparticles in Thin Film and Nanostructure Growth by Chemical Vapour Deposition, J. Phys. D Appl. Phys., 2010, 43(48), p 483001
Acknowledgments
The authors would like to express their thanks to Mr. Ralf Laufs for his help to operate the PS-PVD facility, to Dr. Doris Sebold for her work on the SEM investigation and Dr. Yoo-Jung Sohn for the help with XRD analyses. The author, Wenting He, would like to acknowledge the support of China Scholarship Council.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
He, W., Mauer, G., Gindrat, M. et al. Investigations on the Nature of Ceramic Deposits in Plasma Spray–Physical Vapor Deposition. J Therm Spray Tech 26, 83–92 (2017). https://doi.org/10.1007/s11666-016-0513-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-016-0513-6