
Abstract
As a novel processing technology, plasma spray-physical vapor deposition (PS-PVD) has exhibited potential capability to shape the sprayed coating microstructures. In this paper, yttria-stabilized zirconia (YSZ) coatings were produced at spray distances in the range of 450-1400 mm by PS-PVD. The morphologies of the coatings, going from a denser type of layer to the columnar structure, along the axial and radial directions of the plasma plume were studied. Along the axial direction, five YSZ coating microstructures including “dense lamellar structure,” “closely packed columnar structure,” “quasi-columnar structure with more nanoparticles,” “EB-PVD-like columnar structure,” and “quasi-columnar structure with less nanoparticles” were achieved, respectively. Along the radial direction, similar microstructures of coatings were obtained. A simple structure spatial distribution model was developed for demonstrating the mapping of various YSZ coating microstructures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermal barrier coatings (TBCs) are widely used for the protection of turbine engines in high-temperature environments. The TBC usually made of yttria-stabilized zirconia (YSZ) effectively reduces the thermal load of the underlying metallic components. The composition and architecture of these coatings have become increasingly complex (e.g., double ceramic layer TBCs, diffusion barrier layer TBCs, etc.) to meet the ever-increasing temperature demands for improving the efficiency of engines (Ref 1, 2). Plasma spray (PS) is a traditional technique for manufacturing TBCs (Ref 3). In this process, the coatings are formed by the build-up of molten material. Electron beam-physical vapor deposition (EB-PVD) has been used to deposit columnar TBCs with high-strain tolerance (Ref 4, 5). However, both of the above techniques exhibit limitations. PS methods produce typical lamellar coatings which reveal good thermal insulation but poor thermal shock resistance. Conversely, EB-PVD processing is limited by slower growth rates and high equipment investment cost (Ref 6).
PS-physical vapor deposition(PS-PVD), also known as very low-pressure plasma spray (VLPPS), a new promising technology, has been developed in order to narrow the gap between conventional PS and PVD techniques to form unique microstructures (Ref 7-9). The work pressure of PS-PVD is considerably lower than that of conventional low-pressure PS (LPPS), ranging from 1 to 2 mbar. The plasma plume expands to a length of more than 2 m and 200-400 mm in diameter due to the low operating pressure. With electrical currents up to 3000 A and plasma gas flow up to 200 slpm, higher power levels (>100 kW) could be achieved, which makes the supersonic gas streams temperatures to exceed 6000 K. Under such a condition, the injected ceramic powder can be vaporized and deposited onto the target substrate. The PS-PVD technique can produce flexible coating architectures by adjusting the processing parameters and provide some non-line-of-sight coverage which is not possible to achieve with PVD or traditional PS methods (Ref 7). It has been shown by Georg Mauer et al. that different kinds of YSZ coating microstructures, including “dense coatings,” “PVD-like columnar coatings,” and “nano-sized solid clusters columnar coatings” (quasi-PVD), could be formed by adjusting the spraying parameters (Ref 10-15).
In this paper, YSZ coatings were produced by PS-PVD, and the coating morphologies along the axial and radial directions of the plasma plume were investigated. A structure spatial distribution model (SSDM) was established by studying the different morphologies of YSZ coatings.
Experimental
Experiments were carried out on plasma-evaporated deposition (PED) equipment (Medicoat, AG, Switzerland). The polished graphite (200 mm in length, 50 mm in width, and 15 mm in thickness) was used at the spray distances in the range of 450-600 mm, while the polished superalloy (10 mm in length, 10 mm in width, and 3 mm in thickness) was used at the distances between 1000 and 1400 mm. An MC-100 plasma gun was used for which a maximum current of 3000 A and a maximum net power of 120 kW were applied. An agglomerated 7-8 wt.% Yttria partially stabilized zirconia powder (YSZ, Sulzer Metco M6700) was used, and the grain sizes were d10 = 2 μm, d50 = 8 μm, and d90 = 18 μm, respectively. The chamber pressure at lower pressures is controlled by the rotating speed of the blower placed downstream together with two primary pump systems. The chamber was pumped down to a pressure of ~0.1 mbar. The substrates were preheated in the plasma plume before coating. An infrared temperature detector (Pyroview 380 Compact) was used to monitor the temperature of the substrates. Once the temperature of substrates reached 900 °C, the preheating process was stopped, and then the powder would be injected into the plasma plume. The spray time of the substrates placed at shorter spray distances was shorter than that for the substrates at higher spray distances in order to avoid overheating. When the temperature of the substrate would exceed 1000 °C, the coating process would be stopped. During the spraying process, the gun and the substrates were static, and the axes of both objects were coincident. The spray processing parameters used are shown in Table 1. Different coating microstructures were achieved by varying the spray distances ranging from 450 to 1400 mm.
Radial internal particle injection is adopted since it achieves higher deposition efficiency. It requires more energy to sufficiently melt powder particles and get high-quality coating. Actually, the lower the powder feed rate, the better the columnar structure if deposition efficiency is not taken into consideration. In the present study, a feed rate of ~5 g/min was optimized. Meanwhile, the surface area and size distribution of the powder have significant effects on the morphologies of the deposited coating. To obtain columnar structure, the powder is required to be completely heated to vapor phase. Thus, those particles with larger surface area which can obtain more heat transfer from the jet are desired. Due to broad particle size distribution, quite a number of particles cannot be injected into the hottest plasma jet and cannot completely be heated to form vapor.
The location of the powder-injection significantly affects the accelerating and melting of the powder particles, and further determines coating qualities (Ref 16). Besides, the particles are more likely to scatter away due to the turbulence of the plasma jet, which will decrease the deposition efficiency (Ref 17). The parameters of injection angle (90°) and flow (Ar 35 slpm/He 60 slpm) were adopted so as to have most of the particles injected into the hottest plasma jet.
The fractural morphologies of cross sections of the as-deposited YSZ coatings were characterized by a field emission-scanning electron microscope (FE-SEM, Apollo 300) equipped with energy dispersive x-ray spectrometry (EDS) and backscattered electron (BSE) detector. The microstructure of the YSZ coatings was investigated by a transmission electron microscope (TEM, JEOL JEM-2000FX). The phases of the coatings were identified by x-ray diffraction (XRD, Rigaku D/max2200PC), using Cu Kα radiation.
Results and Discussion
The temperature of thermal plasma plume of PS-PVD process can rise up to 10,000 K at 435-mm axial distance from the torch (Ref 11), which is much higher than the melting points of all the known materials. However, probably due to the plasma gun applied in this study and the short resident time (at 1.5 mbar, the velocity of plasma jet is about 400 m/s) (Ref 12) during which time the particles are heated in the plasma flow, it is probably difficult to melt hard-to-melt material powders immediately. Besides, the heating capacity of the plasma jet also differs at different spray distances. An assumption is proposed that with the increase of the spray distance, the state of the powders flowing in the plasma jet changes, the powder will melt into droplets first, and then the droplets will be heated to form vapor, and finally the vapor will condensate into nano-sized particles.
The Morphologies of YSZ Coatings Produced Along the Central Axis of Plasma Jet
The fracture morphology of the cross section of the YSZ coating sprayed at 450 mm is shown in Fig. 1(a). The coating shows dense-layered structure with a few pores and cracks, and the thickness of each layer is about 2 μm which is much thinner than those obtained by traditional APS and LPPS due to lower feeding rate, less-concentrated spot, and the larger surface area for particles spreading (Ref 18). At the spray distance of 450 mm, the YSZ powders are almost melted into droplets, and then they strike on the substrates, and are solidified to form dense structure as shown in Fig. 1(b). The newly generated droplets overlay the old ones, resulting in the formation of the lamellar structure.

Fracture morphology of cross section of the YSZ coating deposited at a distance of 450 mm (a) and its high magnification (b), showing dense lamellar structure
A new microstructure of the ceramic coating, named “closely packed columnar structure,” is formed at the spray distance of 550 mm as shown in Fig. 2. The framework of this microstructure is composed of closely packed columnar grains, while the gaps of the columns are filled with dense splats, which makes the whole coating to obtain a compact texture with few pores and cracks (Fig. 2b). The deposition rate of this coating is about 70 μm/min with these spraying parameters. Meanwhile, a number of droplets can be seen on the coating surface (Fig. 2a), indicating the presence of liquid phases during the deposition of the coating.

SEM morphologies of surface (a) and cross section (b) of the YSZ coatings deposited at a distance of 550 mm, showing closely packed columnar structure
Compared with the front face of the sample pictures in Fig. 2 and 3 shows the coating on the side face of the same sample of Fig. 2. The image indicates that the coating is pure with regular columnar crystals, with no droplet and particles sticking onto the branches or filling into the porosities. The morphologies of coatings on the front face and the side face of the same samples are different because the normal direction of the front face is parallel to the direction of the plasma jet, while the normal direction of the side face is perpendicular to it. Above the side face, droplets and particles will fly behind the sample due to its forward velocity along the direction of plasma jet, so that only YSZ vapor exists, and are deposited on the side face, which leads to the formation of the pure columnar structures. On the contrary, the droplets and particles will strike on the front face resulting in the formation of “closely packed columnar structure.” Therefore, it can be inferred that at the spray distance of 550 mm, YSZ in the plasma jet does exist in a mixture of splats and vapor. The formation of this typical “closely packed columnar structure” resulted from co-deposition of liquid splats and vapor phase. Meanwhile, the thickness of coating on the front face is much thicker than the coatings on the side face, which also suggests liquid phase tends to dominate the formation of the “closely packed columnar structure.” The other effect is that the side face will have a lower surface temperature than the front face facing the plasma directly, which also results in the lower deposition rate (Ref 19). XRD analysis indicates that tetragonal zirconia and monoclinic zirconia are the main phase compositions of the closely packed columnar grains; however, TEM micrograph together with SADP as shown in Fig. 4 reveals that a small amount of c-ZrO2 exists with the average size of the grains between 50 and 80 nm and that c-ZrO2 is oriented along 〈001〉.

Fracture morphology of columnar structures (the side of the same sample of Fig. 2)

TEM micrographs showing nanograins of c-ZrO2 coatings corresponding to the zone A in Fig. 2(b)
As a result of changing the spray distance from 550 to 600 mm, the powder is almost vaporized and leads to the columnar-structured coating, as shown in Fig. 5. The growth direction of columnar-structured coating is parallel to the torch direction. It should be noted that the dendrites are coated with nanoscale particles which are attributed to the cluster deposition (Fig. 5b). Such clusters may result from an incomplete evaporation or nucleation and a growth of liquid phase (Ref 11). The coating is first formed when vapor atoms or molecules are adsorbed onto the substrate. When adatom mobility is low, isolated clusters of molecules nucleate on the substrate. The small isolated columns continue to grow until they coalesce with the neighboring ones (Ref 11). This columnar structure is named as “quasi-PVD” columnar crystal coating (Ref 13, 14), resulting from co-deposition of vapor phases and nanoscale solid clusters, together with high deposition rates (~60 μm/min) (Ref 15, 16). Because of the gaps between the columns, the columnar structure is superior for strain tolerance and stress release, which makes them interesting candidates for their application as TBCs (Ref 8, 15, 20, 21).

Fracture morphology of cross section of the YSZ coating deposited at a distance of 600 mm (a) and its higher magnification (b), showing quasi-columnar structure with more nanoparticles
When the spray distance is extended to 1000 mm, unique and smooth column grains grew toward plasma torch (Fig. 6), and the nanoparticles seen in Fig. 5(b) are absent in this coating. This implies that while spraying at these spray distances, the YSZ powders, together with the clusters, are totally vaporized, resulting in the “EB-PVD-like columnar crystals” (Ref 22).

Fracture morphology of cross section the YSZ coating deposited at a distance of 1000 mm, showing EB-PVD-like columnar structure
The “quasi-columnar crystal structure” appears again upon increasing the spray distance to 1400 mm, as shown in Fig. 7. However, the formation mechanisms of nanoparticles on the quasi-columnar crystals shown in Fig. 5 and 7 are different. The clusters (unmelted solid particles or nucleation and the growth of liquid phase) produce the nanoparticles on “quasi-columnar structure” as shown in Fig. 5, while the formation of these nanoparticles in Fig. 7 is attributed to the condensation of YSZ vapors due to the declination of plasma jet’s heating capability at the longest spray distance of 1400 mm. Moreover, the amount of nanoscale particles on the quasi-columnar grains as shown in Fig. 7 decreases remarkably, and the nanoparticles are spherical with the average size of about 2 μm. This is also supported by the XRD results of the two coatings. As shown in Fig. 8, the coating deposited at the distance of 1400 mm mostly consists of tetragonal zirconia (t and t′ phases). However, a small amount of monoclinic zirconia (m phase) is detected in the coating deposited at the distance of 600 mm. As the feedstock mainly consists of monoclinic zirconia, it can be inferred that the clusters are partially from unmelted or half-melted particles, and produced the nanoparticles at the spray distance of 600 mm.

Fracture morphology of cross section of the YSZ coating deposited at a distance of 1400 mm (a) and its higher magnification (b), showing quasi-columnar structure with less nanoparticles

XRD patterns of the YSZ coatings deposited at the spray distances of 600, 1400 mm, and feedstock

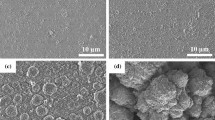
Fracture morphologies of cross sections of the coating deposited at the spray distance of 600 mm: (a) 25-mm offset from jet center, (b) 50-mm offset from jet center
All the coatings mentioned above all come from the center of the plasma plume. It seems that the YSZ powder in the plasma jet experiences five stages: droplet, the mixture of droplet and vapor, the mixture of vapor and clusters, the pure vapor, and the vapor condensation into nanoparticles, which correspond to the “dense lamellar structure,” “closely packed columnar structure,” “quasi-columnar structure with more nanoparticles,” “EB-PVD-like columnar structure,” and “quasi-columnar structure with less nanoparticles,” respectively.
The Morphologies of YSZ Coatings Produced Along the Radial Direction of Plasma Jet
Different diameters of plasma jets can be achieved by adjusting different gas compositions. Helium can concentrate the plasma gas flow, while hydrogen broadens the temperature distribution and affects the particle heating (Ref 13). Due to the high temperatures (up to 13,000 K) in combination with the low oxygen partial pressure, the oxide content of the spray powder is depleted apparently during this spraying process. The color of the ceramic coating changes from black to gray to white along the radial direction, which corresponds to central zone, transition zone, and edge zone, respectively. This change in color is caused by lattice vacancies (Ref 23, 24).
To demonstrate the microstructural varieties of the sprayed coatings along the axial and radial of the plasma plume, a SSDM is proposed, as shown in Fig. 10. The radial cross section can be divided into three parts: the central zone, the transition zone, and the edge zone. A high-enthalpy plasma was obtained using the parameters shown in Table 1. The plasma jet can be divided into white internal plume and red external plume according to the color and degree of divergence, as these two parts can be recognized clearly by naked eyes. The diameter of internal plume (including central zone and transition zone) was nearly 100 mm, as described in Fig. 10. At the spray distance of 600 mm, the YSZ coating on the central zone with a diameter of 25 mm reveals “quasi-columnar structure,” as shown in Fig. 5. Along the radial direction, the coating morphology on the transition zone changed to “closely packed columnar structure” (Fig. 9a), which is similar to the columnar crystals in Fig. 2b. When it shifts to the edge zone, it transforms to the dense coating (Fig. 9b), similar to the coating shown in Fig. 1a.

Structure spatial distribution model (SSDM) of PS-PVD YSZ coatings
At the spray distance of 1000 mm, the coatings produced on substrates located inside the plasma plume are EB-PVD-like columnar crystals as shown in Fig. 6, while in the edge zone quasi-columnar crystals and closely packed columnar crystals and dense structures are formed. Apparently, the temperature distribution of the plasma plume mainly results in these morphological varieties. The temperature of the plasma plume decreases toward the edge zone, leading to incomplete vaporization of the YSZ powders in the external plume (Ref 12). Moreover, the powder size distribution in the injection in a high gradient plasma might produce different kinds of distributions inside the plasma jet along the radial profile. Due to the broad particle size distribution, quite a number of particles cannot be injected into the hottest plasma jet and cannot completely be heated to form vapor, which also contributes to the morphological varieties along the radial direction. It can be concluded that along the radial direction, the YSZ coatings tend to show similar varieties as those along the axial direction. It seems that the obtained microstructures are produced according to the vaporization degree, the order of which is as follows: “EB-PVD-like columnar structure,” “quasi-columnar structure,” “closely packed columnar structure,” and “dense lamellar structure.” If one microstructure appears on the central zone, the other lower vaporized microstructures will emerge on the transition and edge zones of the radial cross section in turn.
It should be noted that although this phenomenology is established based on those spraying parameters as listed in Table 1, it is helpful for PS-PVD coating architecture design and build-up. For instance, if the net power increases, the heating capability of the whole plasma jet increases correspondingly. The microstructure mapping will be shifted along with the adopted spray distance. Besides, even in the same plasma plume, the diameters of the radial cross section differ at different spray distances. Thus, the value of radial distance (y axis) is fluctuating within a certain range of error (±10 mm).
However, observations with an optical spectrometer, mass spectrometer, or even using some simulations could help us better understand the transport and transformation phenomenology of particles in the plasma jet, which will be further studied of a following subject.
Summary
YSZ coatings were produced at the spray distances in the range of 450-1400 mm by PS-PVD, and the microstructures of the sprayed coatings along the axial direction and radial direction were investigated. Some conclusions can be drawn as follows:
-
(1)
Along the axial direction, the YSZ powders experienced five state varieties. As a result, five YSZ coating microstructures were achieved, which include “dense lamellar structure,” “closely packed columnar structure,” “quasi-columnar structure with more nanoparticles,” “EB-PVD-like columnar structure” with smooth surface and large gaps between columns, and “quasi-columnar structure with less nanoparticles.”
-
(2)
Along the radial direction, the YSZ coatings revealed the similar microstructural varieties as those along the axial direction. A simple SSDM was developed for demonstrating the varieties of the YSZ coating microstructures.
References
R. Vaßen, M.O. Jarligo, T. Steinke, D.E. Mack, and D. Stöver, Overview on Advanced Thermal Barrier Coatings, Surf. Coat. Technol., 2010, 205(4), p 938-942
N. Padture, M. Gell, and E. Jordan, Thermal Barrier Coatings for Gas-Turbine Engine Applications, Science, 2002, 296, p 280-284
J. Wu, H.B. Guo, L. Zhou, L. Wang, and S.K. Gong, Microstructure and Thermal Properties of Plasma Sprayed Thermal Barrier Coatings from Nanostructured YSZ, J. Therm. Spray Technol., 2010, 19(6), p 1186-1194
J. He, H. Guo, H. Peng, and S. Gong, Microstructural, Mechanical and Oxidation Features of NiCoCrAlY Coating Produced by Plasma Activated EB-PVD, Appl. Surf. Sci., 2013, 274, p 144-150
A. Flores Renteria, U. Schulz, H.-J. Raetzer-Scheibe, J. Haug, and A. Wiedenmann, Effect of Morphology on Thermal Conductivity of EB-PVD PYSZ TBCs, Surf. Coat. Technol., 2006, 201, p 2611-2620
P. Song, D. Naumenko, R. Vassen, L. Singheiser, and W.J. Quadakkers, Effect of Oxygen Content in NiCoCrAlY Bondcoat on the Lifetimes of EB-PVD and APS Thermal Barrier Coatings, Surf. Coat. Technol., 2013, 221, p 207-213
K. von Niessen and M. Gindrat, Plasma Spray-PVD: A New Thermal Spray Process to Deposit Out of the Vapor Phase, J. Therm. Spray Technol., 2011, 20(4), p 736-743
K. von Niessen, M. Gindrat, and A. Refke, Vapor Phase Deposition Using Plasma Spray-PVD, J. Therm. Spray Technol., 2010, 19(1-2), p 502-509
L. Zhu, N. Zhang, B. Zhang, F. Sun, R. Bolot, M. Planche, H. Liao, and C. Coddet, Very Low Pressure Plasma Sprayed Alumina and Yttria-Stabilized Zirconia Thin Dense Coatings Using a Modified Transferred Arc Plasma Torch, Appl. Surf. Sci., 2011, 258(4), p 1422-1428
G. Mauer, R. Vaßen, and D. Stöver, Thin and Dense Ceramic Coatings by Plasma Spraying at Very Low Pressure, J. Therm. Spray Technol., 2010, 19(1-2), p 495-501
G. Mauer, A. Hospach, N. Zotov, and R. Vaßen, Process Conditions and Microstructures of Ceramic Coatings by Gas Phase Deposition Based on Plasma Spraying, J. Therm. Spray Technol., 2013, 22(2-3), p 83-89
G. Mauer, R. Vaßen, and D. Stöver, Plasma and Particle Temperature Measurements in Thermal Spray: Approaches and Applications, J. Therm. Spray Technol., 2011, 20(3), p 391-406
G. Mauer, A. Hospach, and R. Vaßen, Process Development and Coating Characteristics of Plasma Spray-PVD, Surf. Coat. Technol., 2013, 220, p 219-224
A. Hospach, G. Mauer, R. Vaßen, and D. Stöver, Characteristics of Ceramic Coatings Made by Thin Film Low Pressure Plasma Spraying (LPPS-TF), J. Therm. Spray Technol., 2012, 21(3-4), p 435-440
A. Hospach, G. Mauer, R. Vaßen, and D. Stöver, Columnar-Structured Thermal Barrier Coatings (TBCs) by Thin Film Low-Pressure Plasma Spraying (LPPS-TF), J. Therm. Spray Technol., 2011, 20(1-2), p 116-120
P. Fauchais and A. Vardelle, Heat, Mass and Momentum Transfer in Coating Formation by Plasma Spraying, Int. J. Therm. Sci., 2000, 39, p 852-870
Y. Gao, X. Xu, Z. Yan, and G. Xin, High Hardness Alumina Coatings Prepared by Low Power Plasma Spraying, Surf. Coat. Technol., 2002, 154, p 189-193
H.B. Guo, R. Vaßen, and D. Stöver, Atmospheric Plasma Sprayed Thick Thermal Barrier Coatings with High Segmentation Crack Density, Surf. Coat. Technol., 2004, 186, p 353-363
A. Hospach, Untersuchung zum Thin Film Low Pressure Plasma Spraying (LPPS-TF) Process, Ph.D. Thesis, Forschungszentrum Juelich, Juelich, Germany (in German)
J. Hafiz, R. Mukherjee, X. Wang, P.H. McMurry, J.V.R. Heberlein, and S.L. Girshick, Hypersonic Plasma Particle Deposition—A Hybrid Between Plasma Spraying and Vapor Deposition, J. Therm. Spray Technol., 2006, 15(4), p 822-826
A. Refke, D. Hawley, J. Doesburg, and R.K. Schmid, LPPS Thin Film Technology for the Application of TBC Systems, International Thermal Spray Conference, E.F. Lugscheider, Ed. (Basel), DVS, Dusseldorf, 2005
K. Wada, N. Yamaguchi, and H. Matsubara, Crystallographic Texture Evolution in ZrO2-Y2O3 Layers Produced by Electron Beam Physical Vapor Deposition, Surf. Coat. Technol., 2004, 184, p 55-62
G.M. Ingo and T. de Caro, Origin of Darkening in 8 wt% Yttria Zirconia Plasma-Sprayed Thermal Barrier Coatings, J. Am. Ceram. Soc., 1991, 74(2), p 381-386
L. Xie, M. Dorfman, A. Patel, and I. Aguilar, Factors Affecting the Appearance of Air Plasma Sprayed Thermal Barrier Coatings, International Thermal Spray Conference, B.R. Marple, M.M. Hyland, Y.-C. Lau, R.S. Lima, and J. Voyer, Ed. (Seattle), ASM International, Materials Park, 2006
Acknowledgments
This research is sponsored by National Basic Research Program of China under Grant No. 2012CB625100, and 863 Project with No. 2012AA03A512, and the Nature Science Foundations of China (NSFC) under Grant No. 51231001.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, C., Guo, H., Gao, L. et al. Microstructures of Yttria-Stabilized Zirconia Coatings by Plasma Spray-Physical Vapor Deposition. J Therm Spray Tech 24, 534–541 (2015). https://doi.org/10.1007/s11666-014-0215-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-014-0215-x