
Abstract
The vacuum kinetic spray (VKS) method is a relatively advanced technology by which thin and dense ceramic coatings can be fabricated via the high-speed impact of submicron-sized particles at room temperature. However, the actual bonding mechanism associated with the VKS process has not yet been elucidated. In this study, AlN powders were pretreated through ball-milling and heat-treatment processes in order to investigate the effects of microstructural changes on the deposition behavior. It was found that ball-milled and heat-treated powder with polycrystals formed by partially aligned dislocations showed considerably higher deposition rates when compared to only ball-milled powder with tangled dislocations. Therefore, in the VKS process, the deposition behavior is shown to be affected by not only the particle size and defect density, but also the microstructure of the feedstock powder.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The fabrication of ceramics usually requires a high temperature process due to the high melting point of the materials. Such a requirement increases the manufacturing costs and limits the shape of the products. In addition, oxidation or damage resulting from a high temperature treatment degrades the quality of the finished product. These problems seriously hinder the application of ceramic materials in various industries, specifically in fields that require miniaturization of devices such as electro-ceramic components, optical components, semiconductors, and microelectromechanical systems (Ref 1, 2). Furthermore, in conventional techniques such as sputtering (Ref 3), metalorganic chemical vapor deposition (Ref 4), ion beam enhanced deposition (Ref 5), or sol-gel processing (Ref 6), the deposition rate is comparatively slow and some stresses are caused during processing, which makes the fabrication of ceramic films inefficient.
The vacuum kinetic spray (VKS) technique, also called aerosol deposition method or vacuum cold spray, is a relatively advanced and very attractive technology by which thin or thick ceramic films can be fabricated at high deposition rates and at room temperature. In addition, the formed structure has a very dense coating layer, and the process cost is comparatively low (Ref 7-10). Thus, VKS technology has been researched for the fabrication of various products, including piezoelectric devices (Ref 11-13), dye-sensitized solar cells (Ref 14-16), solid oxide fuel cell (Ref 17-19), and artificial bone (Ref 20, 21). The principle of the VKS process is based on the impact of particles accelerated by a pressure gap between the deposition chamber and the aerosol chamber. In general, submicron-size ceramic powders are used and the resulting coatings have a nanocrystalline structure. It is mainly hypothesized that, in the VKS process, bonding occurs by the fracture or plastic deformation of particles (Ref 7, 9, 22-26). However, detailed bonding mechanisms have not yet been elucidated.
In this study, powders were pretreated through ball-milling and heat-treatment procedures so as to investigate the effects of microstructural features on the deposition behavior during the VKS process. These pretreatments caused changes in the defect density, the formation of dislocations, and the crystallinity for each powder. As a result, different deposition behaviors and several crucial microstructural features were observed, through which fracture aspects induced by the microstructures and the consequential bonding mechanisms were discussed.
Experimental Method
Material Preparation
Aluminum nitride powder (Shineso Co. Ltd., China) with a purity of 99.5% was used as a feedstock material. In order to investigate the effects of microstructure on the deposition behavior in the VKS procedure, ball-milling and heat-treatment processes were conducted (Ref 7, 28, 29). For the ball-milling, the powder was first mixed with zirconia balls of various sizes in a weight ratio of 1:15 and then ball-milled for 5 h at 250 rpm in an ethanol environment (denoted as BM5h). A heat-treatment was also conducted at 800 °C for 4 h in an Ar atmosphere after the ball-milling (denoted as HT5h) (Ref 28, 29). These pretreated powders were dried for several hours and a silica glass substrate with a size of 76 × 26 mm2 and 1 mm thickness was cleaned before the coating experiments. The detailed experimental conditions are shown in Tables 1 and 2.
VKS Coating
AlN coatings were deposited via the VKS process, as schematically shown in previous study (Ref 7); the specific conditions are listed in Table 3. A convergent-barrel type slit nozzle with an orifice of 5.0 × 0.5 mm2 was used to accelerate the particles with helium process gas at a pressure of 0.6 MPa and a flow rate of 6 L/min. The standoff distance and gun transverse speed were fixed at 8 mm and 1 mm/s, respectively. The coating process began when the pressure of the deposition chamber was at 6.0 × 10−2 Torr, and the pressure was maintained around 9.8 × 10−2 Torr during the deposition procedure. To examine the deposition rates in each coating case, 1, 5, and 10 spraying passes were performed. The powder feed rates of BM5h and HT5h powders were estimated as about 3.908 and 4.053 mg/s, respectively.
Characterization of Powder and Coating Microstructure
The powder morphology, coating surface, and cross-section of the samples were observed using a field emission scanning electron microscope (FE-SEM, JSM-6330F, Japan), while the particle size and coating thickness were estimated with Image-Pro Plus software. The phase of the powder was examined using x-ray diffractometry (XRD, D/MAX-2500, Rigaku, Japan). The specimens used in imaging the coating cross-section were prepared by focused ion beam (FIB, FB-2100, Hitachi, Japan) techniques, and the microstructure of the powders and coatings were investigated using a high resolution transmission electron microscope (HR-TEM, Tecnai G2 F30 S-Twin, Netherlands) operated at 300 kV. To examine the crystallinity of the microstructure, selected area electron diffraction (SAED) and fast Fourier transformation (FFT) patterns were acquired and analyzed using appropriate software (DigitalMicrograph, Gatan).
Results and Discussion
Characteristics of Each Powder
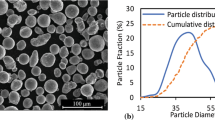
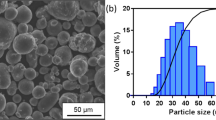
The morphology of each powder is shown in Fig. 1. The as-received powder (denoted as AR) had a size of around 6.41 μm and a hard agglomerated shape consisting of micron-sized primary particles (Fig. 1a). However, as confirmed in Fig. 1(b), the particles were fractured during the ball-milling and thus, the particle shape became relatively irregular and faceted. Moreover, the powder size decreased significantly from a mean size of 6.41-0.68 μm with a decrease in the size range, as confirmed in Fig. 2(a). After the heat-treatment, the powder morphology was similar to the case of BM5h, and the size did not change considerably (0.76 μm), as shown in Fig. 1(c) and 2(a). Thus, it was expected that the BM5h and HT5h powders were more appropriate for use as a coating when compared to the as-received powder because the particle size is a very important factor for successful deposition in a VKS system (Ref 7, 9).

FE-SEM micrographs of AlN powder: (a) as-received, (b) ball-milled for 5 h, and (c) ball-milled for 5 h and heat-treated at 800 °C for 4 h

(a) Powder size distribution and (b) XRD patterns of as-received and pretreated powders
To investigate the effect of structure on the deposition behavior, the phase of each powder was examined by XRD; the results are shown in Fig. 2(b). The findings revealed that the initial wurtzite structure of the powders was preserved even after the powder pretreatment.
To distinguish between the microstructural features of BM5h and HT5h, each powder was examined using HR-TEM. A TEM micrograph of a BM5h particle with its SAED pattern is shown in Fig. 3(a). The pattern indicates the existence of a single crystal, a result that was confirmed with HREM images of the particle, as shown in Fig. 3(b). The areas A and B in Fig. 3(b) show not only the same lattice orientation, but the FFT pattern, which indicated that the particle consisted of a single crystal or had a coarse grain.

(a) TEM micrographs of a powder ball-milled for 5 h (inset is a SAED pattern), and (b) HR-TEM image of a particle with FFT patterns
In contrast to the BM5h powder, the SAED pattern of HT5h showed a ring pattern representative of a polycrystal, as shown in Fig. 4(a). In addition, three grains were observed with different lattice orientations, and FFT patterns in Fig. 4(b), although the figure was a very small part of Fig. 4(a). Thus, it was considered that the heat-treatment affected the microstructural features of the samples. Figure 5 illustrates the changes caused by the pretreatment, including the formation and evolution of defects: (a) as-received powder has only a few defects; (b) during the ball-milling, the powder is fractured and many defects are generated in a tangle formation due to severe ball impacts (Ref 25, 27); (c) the defect density then decreases by recovery and dislocations are partially aligned, resulting in the formation of subgrains during heat-treatment; (d) perfect subgrains are formed by subgrain boundaries where dislocations are aligned. At this point, the recovery phenomenon is terminated. Although the melting temperature, 2200 °C, and recrystallization temperature (Ref 30) are significantly higher than the heat-treatment condition, 800 °C, it was thought that the high internal energy state induced by ball impacts served to lower the recovery temperature. As a result, imperfect subgrains were formed, resulting in a ring-shaped SAED pattern that indicates the presence of a polycrystal.

(a) TEM micrographs of a ball-milled and heat-treated powder (inset is a SAED pattern), and (b) HR-TEM image of a particle (insets are FFT patterns)

Schematic illustration of defect formation in (a) as-received, (b) ball-milled, (c) imperfectly recovered, and (d) completely recovered particles
Deposition Behavior
The deposition behaviors of different pretreated powders are shown in Fig. 6; the abscissa and ordinate axes signify the number of passes and the coating thickness, respectively. As mentioned above, the as-received powder was not appropriate for VKS coating because it was too coarse to transform into an aerosol state (6.41 μm) and not enough defects were present for fragmentations upon impact. Thus, it was considered that a sufficient amount of new surfaces, which was thought to be a thermodynamically unstable state, was not created. As a result, a film was not formed even though up to ten passes were carried out in the coating process. However, when the BM5h powder was used, coatings with thicknesses of ~2-7 μm were successfully deposited, as confirmed in Fig. 7(a). Such a result may be attributed to the fact that the powder had a proper size range in which a relatively large amount of particles was able to become an aerosol state, compared to the case of AR, and thus, take part in the deposition. In addition, when compared to the as-received powder, the numerous defects generated in BM5h by ball-milling allowed the particles to be fragmented, whereby new and unstable surfaces were easily created. In the case of HT5h, the deposition thicknesses were dramatically increased to ~12-25 μm, as shown in Fig. 7(b). Considering the notion that defects make fragmentation occur more easily, this thickness trend seems to come not from the defect density, but microstructural differences between BM5h and HT5h.

Deposition behaviors of different pretreated powders

Cross-sectional SEM micrographs of coatings formed using (a) only ball-milled powders and (b) ball-milled and heat-treated powders
When BM5h powder was used, the deposition tendency was in agreement with that general observed for VKS coatings, i.e., the coating thickness increased with the spraying pass number. However, in the case of HT5h, the film thickness increased steadily up to five passes, but then fell. Such a phenomenon is not clearly understood and more experiments are needed to investigate this deposition behavior.
Microstructural Features of Each Coating
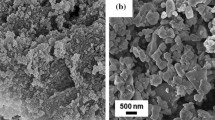
SEM images showing the surface morphology of each coating made with BM5h powders (denoted as BM5h coating) and HT5h powders (denoted as HT5h coating) are displayed in Fig. 8(a), (c) and 8(b), (d), respectively. The dashed-boxed regions in Fig. 8(a) and (b) were magnified and are shown in Fig. 8(c) and (d), respectively. The surface of the HT5h coating was relatively rough when compared to that of the BM5h coating, as illustrated in Fig. 8(a) and (b). In the high-magnification micrograph, a tamped-shape surface was observed for the BM5h coating (Fig. 8c), whereas several nano-sized fragments were observed at the surface of the HT5h coating (Fig. 8d). Such fragments caused the surface of the HT5h coating to be rough, and it is inferred that the HT5h particles were more severely fragmented. On the other hand, it is thought that the tamped-shape surface observed in the case of the BM5h coating came from the fact that the particles were not sufficiently fractured, which induced a tamping effect on the surface (Ref 10, 23, 24). Thus, large-size fragments were observed in Fig. 8(c).

Surface morphology of coatings using (a) only ball-milled powders, and (b) ball-milled and heat-treated powders, and (c), (d) higher magnification image of the dashed-boxed region in (a) and (b)
TEM cross-sectional micrographs of each coating are shown in Fig. 9. Each coating showed a polycrystalline SAED pattern; such patterns are often associated with VKS coatings. A distinct difference between BM5h in Fig. 9(a) and HT5h in Fig. 9(b) was the fraction of dark and bright contrast. Thus, the cross-section of each coating was examined in high-magnification TEM mode so as to focus on each contrast region.

TEM micrographs of coating cross-sections for (a) ball-milled powders and (b) ball-milled and heat-treated powders
The dark contrast region of the BM5h cross-section is shown in Fig. 10(a). The dashed-boxed region in Fig. 10(a) was magnified and is displayed in Fig. 10(b). It was confirmed that the dark contrast region was comprised of several nano-sized grains with random orientations. In contrast, very coarse grains were observed in the bright contrast region, as shown in Fig. 10(c) and confirmed in Fig. 10(d) and (e). That is, the lattice orientation, and FFT pattern in Fig. 10(d) and (e), denoted by the right and left dashed-boxed regions in Fig. 10(c), were almost identical, although the lattice and pattern were shifted slightly by defects or nano-sized cracks. As a result, in the case of the BM5h coating, the contrast difference in the TEM micrographs was generated by the formation of grains with various orientations.

HR-TEM cross-sectional micrographs of a coating made with powder ball-milled for 5 h: (a) dark contrast region, (b) higher magnification image of the dashed boxed region in (a), (c) bright contrast region, and (d), (e) higher magnification images of the left and right dashed-boxed regions in (c)
The cross-section of the HT5h coating is displayed in Fig. 11(a). As mentioned above, the dark contrast region of the BM5h coating consisted of nano-sized grains with random orientations. Similarly, the dark contrast region of the HT5h coating was also composed of nano-sized grains with irregular orientations, as shown in Fig. 11(b), which is a high-magnification image of the dashed-boxed region in Fig. 11(a). However, in the case of the HT5h coating, a relatively higher dark contrast fraction was observed, as illustrated in Fig. 9(b). In other words, a larger fraction of nano-grains was formed in the HT5h coating and thus, it is inferred that the HT5h particles fragmented more severely. In the bright contrast region of the HT5h coating, the region in which the crystallinity was comparatively well-preserved was found, as shown in Fig. 11(c) and confirmed from the FFT pattern displayed in Fig. 11(d).

(a) HR-TEM cross-sectional images of ball-milled and heat-treated powder coatings: (a) dark contrast region, (b) higher magnification image of the dashed boxed region in (a), (c) single grain region, and (d) the FFT pattern of the single grain
Based on the above findings, it is believed that the HT5h particles are fragmented more efficiently and severely, which in turn allows for a more effective deposition. Because the main difference between the BM5h and HT5h particles was the crystallinity, it is rational to assume that the distinct deposition difference of the two different particles come from this crystallinity difference. When each particle impacts the substrate, cracking takes place and the cracks dissipate their energy for propagation because of the resistance resulting from the new surfaces that are created. In the case of BM5h, the particle was single crystal and, defects were irregularly formed and tangled, as illustrated in Fig. 5(b). Thus, this type of defect formation is not effective for crack propagation, and the cracks must consume a great deal of their energy across the grains, leading to transgranular cracking. In addition, the crack propagation behavior, like hardening, can be disturbed by defect formation. As a result, in the BM5h coating, large fragments on the coating surface and a tamped-shape surface were observed due to incomplete fracture, as shown in Fig. 8(c). Thus, coarse grains were also observed in the coating layer, as illustrated in Fig. 10(c).
In contrast to BM5h, dislocations were reduced and partially aligned in HT5h, as depicted in Fig. 6(c). From previous research (Ref 31), it is known that crack behavior is affected by the grain size, especially as the size reaches under several microns. Schematic images of the crack propagation mode induced by the grain size are shown in Fig. 12. The fracture mode for ceramics with relatively larger grains is generally transgranular fracture (Fig. 12a), but the mode can be changed to intergranular fracture as the grain size decreases (Fig. 12b). Therefore, it is inferred that, although the subgrains of the HT5h particles are not perfect, dislocation alignment played a significant role in the direction of the crack propagation (Ref 32, 33). Consequently, the particles were able to be shattered more easily than the case of BM5h, which was observed as the shape of a higher fraction of the nano-sized grain and the dark contrast region in the HT5h coating layer in Fig. 9(b). Furthermore, finer fragments were observed on the surface in Fig. 8(d), and single grains (relatively larger than nano-grains) which were previously subgrains existed in the coating, as illustrated in Fig. 11(c) and (d).

Schematic illustration of the crack propagation path in the case of (a) relatively large grains and (b) fine grains
Conclusion
In this study, three types of powders, as-received, ball-milled for 5 h (BM5h), and ball-milled for 5 h and heat-treated at 800 °C for 4 h (HT5h), were used to form a coating on a glass substrate in order to investigate the effect of microstructural features on the deposition behavior. The powder particle size decreased and many defects were generated during ball-milling. However, some defects in the powder were recovered, and dislocations were partially aligned, resulting in a polycrystalline structure. The important features of each powder and coating may be summarized as follows:
In the case of BM5h powder, it consisted of single crystals or comparatively large grains. However, after heat-treatment, the density of defects was reduced and dislocations were partially aligned. As a result, polycrystals were formed in HT5h powder by the recovery process. This distinct microstructure difference resulted in the coating deposition rate in VKS system. That is, the HT5h coating was not only obviously thicker but also had a higher fraction of the dark contrast region consisting of smaller nano-size grains than the case of BM5h coating. In addition, it is observed that finer fragments observed on the HT5h coating surface and significant larger grains observed in the BM5h coating layer. Based on these observations, it is inferred that in the case of HT5h, the particles were more efficiently fragmented by the aligned dislocations, which finally resulted in higher deposition rate. Thus, it is concluded that the deposition behavior is affected not only by the particle size and defect density, but also by the microstructure of the feedstock powder in the VKS process.
References
N. Setter, Electroceramics: Looking Ahead, J. Eur. Ceram. Soc., 2001, 21, p 1279-1293
Q.F. Zhou, H.L.W. Chan, and C.L. Choy, PZT Ceramic/Ceramic 0-3 Nanocomposite Films for Ultrasonic Transducer Applications, Thin Solid Films, 2000, 375, p 95-99
T. Haccart, E. Cattan, and D. Remiens, Dielectric, Ferroelectric and Piezoelectric Properties of Sputtered PZT Thin Films on Si Substrates: Influence of Film Thickness and Orientation, Semicond. Phys. Quantum Electron. Optoelectron., 2002, 5(1), p 78-88
Y. Sakashita, T. Ono, and H. Segawa, Preparation and Electrical Properties of MOCVD Deposited PZT Thin Films, J. Appl. Phys., 1991, 69(12), p 8352-8357
Z. An, C. Men, Z. Xu, P.K. Chu, and C. Lin, Electrical Properties of AlN Thin Films Prepared by Ion Beam Enhanced Deposition, Surf. Coat. Technol., 2005, 196, p 130-134
M. Jain, S.B. Majumder, R. Guo, A.S. Bhalla, and R.S. Katiyar, Synthesis and Characterization of Lead Strontium Titanate Thin Films by Sol-Gel Technique, Mater. Lett., 2002, 56, p 692-697
J. Akedo, Room Temperature Impact Consolidation (RTIC) of Fine Ceramic Powder by Aerosol Deposition Method and Applications to Microdevices, J. Therm. Spray. Technol., 2008, 17(2), p 181-198
S. Nam, N. Mori, H. Kakemoto, S. Wada, J. Akedo, and T. Tsurumi, Alumina Thick Films as Integral Substrates Using Aerosol Deposition Method, Jpn. J. Appl. Phys., 2004, 43(8A), p 5414-5418
J. Akedo, Aerosol Deposition of Ceramic Thick Films at Room Temperature: Densification Mechanism of Ceramic Layers, J. Am. Ceram. Soc., 2006, 89(6), p 1834-1839
Y.-Y. Wang, Y. Liu, G.-J. Yang, J.-J. Feng, and K. Kusumoto, Effect of Microstructure on the Electrical Properties of Nano-Structured TiN Coatings Deposited by Vacuum Cold Spray, J. Therm. Spray. Technol., 2010, 19(6), p 1231-1237
J. Akedo and M. Lebedev, Piezoelectric Properties and Poling Effect of Pb(Zr,Ti)O3 Thick Films Prepared for Microactuators by Aerosol Deposition, Appl. Phys. Lett., 2000, 77(11), p 1710-1712
J. Ryu, J. Choi, B. Hahn, D. Park, W. Yoon, and K. Kim, Fabrication and Ferroelectric Properties of Highly Dense Lead-Free Piezoelectric (K0.5Na0.5)NbO3 Thick Films by Aerosol Deposition, Appl. Phys. Lett., 2007, 90(15), p. 152901 (1-3)
X.-Y. Wang, C.-Y. Lee, C.-J. Peng, P.-Y. Chen, and P.-Z. Chang, A Micrometer Scale and Low Temperature PZT Thick Film MEMS Process Utilizing an Aerosol Deposition Method, Sens. Actuators A, 2008, 143, p 469-474
S.-Q. Fan, G.-J. Yang, C.-J. Li, G.-J. Liu, C.-X. Li, and L.-Z. Zhang, Characterization of Microstructure of Nano-TiO2 Coating Deposited by Vacuum Cold Spraying, J. Therm. Spray. Technol., 2006, 15(4), p 513-517
S.-Q. Fan, C.-J. Li, G.-J. Yang, L.-Z. Zhang, J.-C. Gao, and Y.-X. Xi, Fabrication of Nano-TiO2 Coating for Dye-Sensitized Solar Cell by Vacuum Cold Spraying at Room Temperature, J. Therm. Spray. Technol., 2007, 16(5-6), p 893-897
G.-J. Yang, C.-J. Li, K.-X. Liao, X.-L. He, S. Li, and S.-Q. Fan, Influence of Gas Flow During Vacuum Cold Spraying of Nano-Porous TiO2 Film by Using Strengthened Nanostructured Powder on Performance of Dye-Sensitized Solar Cell, Thin Solid Films, 2011, 519, p 4709-4713
J. Choi, J. Lee, D. Park, B. Hahn, W. Yoon, and H. Lin, Oxidation Resistance Coating of LSM and LSCF on SOFC Metallic Interconnects by the Aerosol Deposition Process, J. Am. Ceram. Soc., 2007, 90(6), p 1926-1929
J. Choi, D. Park, B. Seong, and H. Bae, Low-Temperature Preparation of Dense (Gd,Ce)O2-δ-Gd2O3 Composite Buffer Layer by Aerosol Deposition for YSZ Electrolyte-Based SOFC, Int. J. Hydrogen Energy, 2012, 37, p 9809-9815
J. Choi, K. Cho, J. Choi, J. Ryu, B. Hahn, J. Kim, C. Ahn, W. Yoon, J. Yun, and D. Park, Effects of Annealing Temperature on Solid Oxide Fuel Cells Containing (La,Sr)(Ga,Mg,Co)O3-δ Electrolyte Prepared by Aerosol Deposition, Mater. Lett., 2012, 17, p 44-47
S. Kim, D. Seo, and J. Lee, Fabrication of Xenogeneic Bone-Derived Hydroxyapatite Thin Film by Aerosol Deposition Method, Appl. Surf. Sci., 2008, 255, p 388-390
B. Hahn, D. Park, J. Choi, J. Ryu, W. Yoon, K. Kim, C. Park, and H. Kim, Dense Nanostructured Hydroxyapatite Coating on Titanium by Aerosol Deposition, J. Am. Ceram. Soc., 2009, 92(3), p 683-687
M. Lebedev, J. Akedo, and T. Ito, Substrate Heating Effects on Hardness of an α-Al2O3 Thick Film Formed by Aerosol Deposition Method, J. Cryst. Growth, 2005, 275, p e1301-e1306
D. Chun and S. Ahn, Deposition Mechanism of Dry Sprayed Ceramic Particles at Room Temperature Using a Nano-Particle Deposition System, Acta Mater., 2011, 59, p 2693-2703
D. Lee, H. Kim, Y. Kim, Y. Yun, and S. Nam, Growth Process of α-Al2O3 Ceramic Films on Metal Substrates Fabricated at Room Temperature by Aerosol Deposition, J. Am. Ceram. Soc., 2011, 94(9), p 3131-3138
W. Yong, G. Bae, K. Kang, and C. Lee, The Effect of Fracture-Induced Ceramic Free Surfaces for Vacuum Kinetic Spray Bonding, International Thermal Spray Conference, Sept 27-29, 2011 (Hamburg), DVS 276 Deutscher Verband für Schweißen, 2011, p 896-900
F. Cao, H. Park, G. Bae, J. Heo, and C. Lee, Microstructure Evolution of Titanium Nitride during Vacuum Kinetic Spraying, J. Am. Ceram. Soc., 2013, 96(1), p 40-43
Z.Q. Yang, L.L. He, and H.Q. Ye, The Effect of Ball Milling on the Microstructure of Ceramic AlN, Mater. Sci. Eng A, 2002, A323, p 354-357
A. Iwata, J. Akedo, and M. Lebedev, Cubic Aluminum Nitride Transformed Under Reduced Pressure Using Aerosol Deposition Method, J. Am. Ceran. Soc., 2005, 88(4), p 1067-1069
A. Iwata and J. Akedo, Hexagonal to Cubic Crystal Structure Transformation During Aerosol Deposition of Aluminum Nitride, J. Cryst. Growth, 2005, 275, p 1269-1273
S.G. Oleinik and N.V. Danilenko, Primary Recrystallization Mechanism in Ceramic Materials, Powder Metall. Met. Ceram., 1998, 37(1-2), p 63-77
R.W. Rice, Mechanical Properties of Ceramics and Composites: Grain and Particle Effects, Marcel Dekker, New York, 2000, p 54-57
B. Gludovatz, M. Faleschini, S. Wurster, A. Hoffmann, and R. Pippan, Influence of Microstructure on the Fracture Toughness of Tungsten Alloys, TMS Annual Meeting, Vol 1, New Orleans, 2008, p. 449-454
M. Janssen, J. Zuidema, and R. Wanhill, Fracture Mechanics, 2nd ed., Spon Press, New York, 2009, p 285-316
Acknowledgments
This work was supported by a Grant from the National Research Foundation of Korea (NRF) funded by the Korean Government (MEST) (No. 2012-0005448).
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2012 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Thermal Spray 2012: Proceedings of the International Thermal Spray Conference, Air, Land, Water, and the Human Body: Thermal Spray Science and Applications, Houston, Texas, USA, May 21-24, 2012, Basil R. Marple, Arvind Agarwal, Laura Filofteia-Toma, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and André McDonald, Ed., ASM International, Materials Park, OH, 2012.
Rights and permissions
About this article
Cite this article
Park, H., Heo, J., Cao, F. et al. Deposition Behavior and Microstructural Features of Vacuum Kinetic Sprayed Aluminum Nitride. J Therm Spray Tech 22, 882–891 (2013). https://doi.org/10.1007/s11666-013-9923-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-013-9923-x