
Abstract
In most of the practical casting operations, it is important to be able to cast large number of part with one single melt. Therefore, when quantity of the charge and melting crucible is increased, during casting process, the liquid is led to settle for a long period of time. In this work, 10 kg charge of A356 was melted at 750 °C and held for 240 min. A sand mold with different thickness was cast at 30, 60, 120, and 240 min of holding time of the liquid, before and after degassing conditions. Melt quality was measured by reduced pressure test, and pore size and number were measured at each cast part. A correlation between bifilm index and tensile properties was established. It was found that melt quality was decreased with increased holding time and pore formation was enhanced linearly. Additionally, mechanical properties of the alloy were decreased with decreased melt quality and increased pore formation due to holding time of the liquid.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A356 alloy is used in many engineering applications, specifically in aerospace and automobile industry (Ref 1, 2). This alloy is known by its low density, high fluidity, low gas solubility, and corrosion resistance (Ref 3,4,5). Properties of this alloy can be enhanced to reach desired performance by many applications (Ref 6,7,8,9). As it is well known, the hardness and strength are dependent on microstructure. The phases of A356 which can be obtained by cooling curves, reveals primary α-Al and acicular eutectic Si phases. Eutectic Si phase is known to have an adverse effect on mechanical properties of the alloy. This acicular eutectic Si phase can be transformed to thin fibrous structure by two different methods. These methods are chemical modification and/or fast cooling (Ref 2, 3, 10, 11). Adding of Sr to Al alloy as chemical modification modifies eutectic Si phase and improves fluidity, permeability, and mechanical properties (Ref 10, 12, 13).
Porosity is one of the major defects that determine material quality. Porosities occurred during casting affect material properties negatively if they remain in the structure of cast part. Porosity is believed to be formed when hydrogen gas precipitates and volume shrinkage can no longer feed properly (Ref 14,15,16). Buffiere et al. (Ref 17) mentioned that two types of pores is available in the materials which have two types as microshrinkage and gas pore and claimed that pores can be considered as the responsible actor that decrease fatigue properties of materials. Dispinar and Campbell (Ref 18,19,20,21) declare that hydrogen is not the main factor for porosity formation. It is only a factor that triggers porosity formation. They claim that the main reason for porosity is Al2O3 oxide layer that is formed on liquid metal surface. The oxide that folds by turbulence and entrained into the liquid is named as “bifilm” (Ref 19). It was shown that bifilms open up (also known as “unraveling” mechanism) causes porosity (Ref 21,22,23,24). Degassing processes are performed before casting to decrease porosity formation (Ref 22). Ultrasonic method as a degassing process is reported by some studies and the method reduces porosity and improves material properties (Ref 23, 24). On the other hand, it has also been reported that some additions such as strontium modification can cause increased porosity by increasing volume shrinkage with lowered surface tension (Ref 14, 15, 22, 25).
Runyoro (Ref 26) designed gates such that melt velocity was changed during filling. It was found that when critical velocity was exceeded, bifilms were incorporated into the cast part and bending strength of aluminum was significantly decreased due the presence of bifilms. Rezvani (Ref 27), Green (Ref 28), and Nyahumwa (Ref 29) looked into the Weibull statistics of fatigue properties of A356 and found that as bifilm content was increased Weibull modulus was decreased. Also, Eisaabadi Bozchaloei et al. (Ref 30, 31) studied the effect of bifilms (oxide films) on mechanical properties of Al7Si0.3 Mg alloy and analyzed their results by Weibull analysis. It was shown that Weibull analysis is useful to evaluate mechanical properties of an alloy and oxide films have a serious effect on properties of the alloy. Dai (Ref 32) used simulation to show the entrainment of bifilms and their effects on mechanical properties. Asadian Nazori (Ref 33) claimed that by the addition of Be bifilms were healed and mechanical properties and Weibull modulus was increased. Timelli (Ref 34) showed the relationship between area fraction of defects and tensile properties of A380 alloy. Dispinar (Ref 18) showed that melts with lower bifilm index revealed higher Weibull modulus which indicated that more reliable and reproducible tensile properties could be achieved. Dispinar (Ref 21) also concluded that mechanical properties were decreased linearly with increased bifilm index. Additionally, Cao (Ref 35,36,37,38,39) found that Fe intermetallics were nucleating on bifilms and tensile properties were decreased with increased bifilm content. It was showed that bifilms that form porosity initiate failure, and therefore, it can qualify the metal properties (Ref 40). Mayer et al. (Ref 41) performed a study to investigate effect of porosity on fatigue life in Al and Mg alloys. It was reported that porosity plays an important role on the mechanical properties of the alloys. Many of the specimens displayed a crack initiation at porosity. Read et al. (Ref 42) studied on AlSi10 Mg by using selective laser melting method and they showed that statistical analysis can be used to evaluate results of mechanical properties. It helps to understand relationship between porosity and mechanical properties. Tunçay et al. (Ref 43) investigated microstructure–bifilm interactions and its effect on mechanical properties. It was claimed that cooling rate has an effect on porosity shape rather than its formation. Sizes and distribution of the porosities affect mechanical properties of the aluminum alloys. Tiryakioğlu et al. (Ref 44) reported that SDAS have the effect on bifilms to be opened when a liquid is solidified in a mold and claimed that if there is no bifilm in the cast part, SDAS has no any effect on the elongation.
In the present work, change in porosity and its effect on mechanical properties of A356 alloy by holding time of the melt was investigated. Effect of four different time (30, 60, 120, and 240 min) and degassing process on melt quality was examined and supported by statistical analysis. All results of melt quality (bifilm measurement) assessment and mechanical tests will be fill gap about the relationship between casting quality and mechanical properties, especially toughness of the A356 alloy.
Experimental Details
A356 alloy mainly consists of 6.60 wt.% Si and 0.3 wt.% Mg. The alloy was obtained from ETİ Alüminyum company in Turkey as primary ingot. Ten kilograms of alloy was melt in resistance furnace at 750 °C using SiC crucible. The melt was held for 30 min in liquid state after all ingots were melted in the crucible. After the first castings, samples were collected at 60, 120, and 240 min of holding. Overall, the test matrix consisted of eight conditions including four holding times and degassing (with Ar for 15 min). All parameters of the experimental studies are summarized in Table 1.
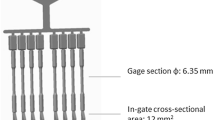
Reduced pressure test samples were collected for bifilm index (Ref 45) measurement as an indication of melt cleanliness. A vertical sand mold which has four different steps were used to investigate microstructure and mechanical properties. Steps of the mold were in different thickness as 30, 20, 15, and 10 mm. 30 mm step acted as feeder. Other steps were cut to produce tensile test samples and microstructure samples. Cylindrical samples whose dimensions are given in Fig. 1(a) were machined using a CNC device according to ASTM E 80 standards in terms of dimensions of the samples. The mold geometry, pattern, and sampling are shown in Fig. 1.

Mould geometry, pattern, and sampling
Porosity formations in tensile test samples of the cast parts were characterized as both volumetric and areal measurements. Archimedes’ method was applied for volumetric porosity measurement, and images of surface of the tensile test samples were analyzed by via image analysis software for areal calculations. Microstructures were examined from the middle of the cast parts, which is shown in Fig. 1(d). SDAS, size, area, and density of Si morphology were measured for characterization of the microstructure. Fracture surfaces of tensile test samples were analyzed by scanning electron microscopy (SEM). Mechanical test results were analyzed statistically by Minitab.
Results and Discussion
Figure 2 shows the change in melt quality depending on holding time from 30 min to 240 min and degassing process. Figure 2(a) shows that as holding time increases, bifilm index increases when the melt is not degassed. Figure 2(b) displays how bifilm number changes with holding time and degassing. It can be said that melt quality of the alloy decreased substantially by degassing. Since pores are formed by bifilms, it can be concluded that bifilms were removed from the melt effectively by degassing. Similar results were reported (Ref 16, 22, 24, 47,48,49,50,51,52). Figure 2(a) and (b) clearly shows that bifilm index and bifilm number have same trend with regard to the holding time. Uludağ (Ref 53) had found similar findings. It can be mentioned on this point that Dispinar (Ref 45) divided casting quality in three groups which are perfect (bifilm index < 25 mm), good (25 mm < bifilm index < 50 mm and worse (50 mm < bifilm index) quality. According to this study, melt quality after degassing seem to be perfect casting quality.

Change in melt quality depending on holding time and degassing; (a) bifilm index vs duration of the melt, and (b) bifilm number vs. duration of the melt
Archimedes’ method was applied to the tensile test samples before machining by CNC and the volumetric porosity measurements are presented in Fig. 3. Changes in volumetric porosity are in good agreement with results of melt quality (bifilm index). Figure 3(a) shows that amount of porosity tends to increase depending on holding time of the melt in no degassing condition. It was found that there is a good relationship between holding time and volumetric porosity for before degassing. After degassing condition, volumetric porosity tends to decrease depending on holding time, but there is no significant difference between holding times (Fig. 3b).

Calculations of the volumetric porosity from tensile test samples of the cast parts depending on holding time; (a) before degassing and (b) after degassing
Representative images of cast microstructures at different holding times are given in Fig. 4 and 5. Secondary dendrite arm spacing (SDAS) of the cast parts was calculated using via image analysis software. The results are given in Fig. 6. The most significant difference is seen in dendrite arms in no degassing condition. While SDAS of the cast part decreases with holding time for before degassing, it appears to be almost stable the degassed condition. This relationship can be explained by the presence of oxide films. When the melt quality is low, the quantity of bifilms is high. Thus, they act as grain refiners. Li et al. (Ref 54) studied the effect of cooling rate on porosity and microstructure and found that while SDAS increases with decreasing cooling rate, porosity tends to decrease. Contrary to Li’s results, Tunçay (Ref 55) found that porosity is directly related with SDAS. Bahmani et al. (Ref 56) reported similar findings. On this point, a question arises: Does porosity affects SDAS or SDAS affects porosity formation? According to Tunçay et al. (Ref 57), SDAS affects porosity formation by delaying bifilms to be unraveled. This question can be answered with a different viewpoint. It is known that oxide films are formed with two solid surface and density of Al2O3 is close to aluminum. They act as heterogeneous nucleants for the solidification of primary α-aluminum. This is also in agreement with Fig. 2 and 6 where dendrites are finer when bifilm index is high. This relationship is not found for after degassing because of low level of bifilm index. There can be a limit value like 100 mm and more for nucleation.

Representative microstructure images of holding times for before degassing (a) 30 min, (b) 60 min, (c) 120 min, (d) 240 min

Representative microstructure images of holding times for after degassing (a) 30 min, (b) 60 min, (c) 120 min, (d) 240 min

Change in SDAS depending on holding time and degassing
Porosity measurement was performed. Results of areal porosity calculations are given in Table 2. When these results are considered as a function holding time, it can be understood that area, number, and length of porosity increase as holding time go up from 30 min to 240 min. This conclusion is quite clear for the effect of degassing condition. Change in areal porosity is linear with bifilm index and volumetric porosity, and therefore, the results of areal porosity support the effect of bifilms on SDAS.
Tensile test results obtained from 20 samples were subjected to Weibull analysis, and the results are given in Fig. 7, 8, 9, and 10 for ultimate tensile strength (UTS) and elongation at fracture (e%), yield strength (YS) and toughness, respectively. Estimated parameters of Weibull analysis were calculated by statistical analysis software, and the results are given in Table 3. The first striking result from Weibull analysis is about the effect of degassing as discussed in bifilm results previously. Degassing process plays an important role on improving of the mechanical properties of the melt and on the reliability of these data. Scale parameters of all mechanical results that display average value with at 63% and shape parameters of all mechanical results that show how reliable the results increased after degassing (Table 3).

Weibull analysis of ultimate tensile test results (UTS); (a) before and (b) after degassing

Weibull analysis of elongation at fracture results (e%); (a) before and (b) after degassing

Weibull analysis of yield strength (YS); (a) before and (b) after degassing

Weibull analysis of toughness; (a) before and (b) after degassing
Effect of degassing on UTS is shown clearly in Fig. 7(a) and (b). While UTS exhibits a large scatter before degassing, this distribution is seen to be narrower after degassing. The best average value of UTS was found from 60 min of holding time for the melts with no degassing. On the other hand, the best value of UTS after degassing was obtained from 240 min of holding time. When it comes to evaluate in terms of reproducibility, it can be said that the best reliable results were obtained with 60 min of holding time (before degassing), while it was 30 min of holding time for the degassed melt (Table 3).
Effect of degassing and holding time on elongation is quite similar to the results of UTS. Weibull distributions of elongation obtained from before degassing (Fig. 8a) seem to be more scattering than after degassing condition castings (Fig. 8b). Holding time of 60 min is the best duration for before degassing in terms of average value of elongation. It is also noted that the best average value of elongation was found in casting of 30 min of holding time from after degassing condition. On the other part, if Table 3 is evaluated for shape parameters of elongation, 240 min of holding time and 60 min of holding time can be found as the most reliable results for before degassing and after degassing, respectively, when they are compared to other holding time parameters.
It can be understood from Fig. 9 that Weibull analysis of YS has the same trend with results of UTS in terms of scattering. These results are shown in Fig. 9(a) and Table 3 in which shape parameters are noted as 4.43 for 30, 4.48 for 60, 4.30 for 120 and 4.57 for 120 min of holding time. The best average YS value belongs to 240 min of holding time for after degassing condition.
It well known that toughness is a function of UTS, YS, and e %. The toughness value of the castings in this study was calculated by using formulation that is given in Eq 1. As seen in Fig. 10, it can be clearly seen that degassing process not only cleans liquid alloy but also improve toughness of alloy. It can be said before degassing, there appears to be no significant change in the Weibull modulus of each tests. Additionally, average toughness value was found in casting of 60 min as the best (i.e., 273 MJ/m2). After degassing, Weibull modulus results have the similar change that is not significant, and the best average toughness value is seen in casting of 60 min (i.e., 391 MJ/m2). In general, it can be concluded that there is no remarkable effect of holding time on reliability of toughness value for both degassing conditions. However, it may affect average toughness value until 60 min of holding time positively.
A calculation was done to see the relationship between mechanical properties and oxide content of liquid and porosity formation after solidification by R2 using least-square method. R2 values are listed in Table 4 with abbreviations. In the list, VP, SDAS, APN, APL, APA, BN, and BI are represented volumetric porosity, secondary dendrites arm spacing, areal pore number, areal pore length, areal pore area, bifilm number, and bifilm index, respectively. It can be seen that there is a good relationship between VP and toughness for before degassing condition. However, there is no linearity between VP and other mechanical results for both before and after degassing. SDAS is known as an important factor to characterize mechanical properties. It was found from the current study that there can be a good relationship between SDAS and elongation only. Area fraction of pores affects the mechanical properties differently. APN has the clearest effect on UTS, APL has the clearest effect on elongation and APA has the clearest effect on YS. There appears to be good relationship between mechanical properties and some of areal pore fraction such as APN vs toughness, APL vs toughness and APA versus toughness. When the areal pore properties are evaluated together, it can be concluded that mechanical properties are affected by size, distribution, and number of pores. Bifilm calculations are done to define melt quality (Ref 45). If the results of R2 calculations between bifilm and mechanical properties are considered, it is found that the best relationship is between bifilm number and toughness. Ludwig et al. (Ref 58) mentioned that bifilm index is not enough to melt quality assessment and it needs to be improve. Uludağ et al. (Ref 46) studied on physical meaning of bifilm index and claimed that to use bifilm index for melt quality in A356 alloy, there is a upper limit as 50 mm and the properties of bifilms such as size, distribution, location, and number density are important. On the other hand, Uludağ et al. (Ref 50) showed that these properties of bifilms have remarkable effect on hot tearing formation. It was claimed that bifilms play an important role on casting defects and quality.
R2 calculations reveal that the most explicit effect of melt quality and pore properties is on toughness. Therefore, some examinations about relationship between toughness and melt quality and pore properties were carried out by logarithmic values of the data. These results are presented in Fig. 11. In general, it can be claimed that there is a good relationship between toughness and porosity and melt quality. Figure 11(a) shows areal pore number’s effect on toughness with 94% linearity. As the areal pore number increase, toughness of the alloy tends to decrease. Same result is seen in Fig. 11(b), (c), and (d) for volumetric porosity–toughness, bifilm index–toughness, and bifilm number–toughness with 96, 84, and 85% of R2 values, respectively. On the other hand, elongation is also tending to decrease by increasing in volumetric porosity. It can be concluded that the toughness of the alloy gets worse when melt quality is getting worse which is defined by bifilm measurements. As bifilm index is increased, tensile properties decrease. The increase in bifilm index is an indication of low melt cleanliness. Thus, it can be seen that bifilms present in the liquid that is led to solidify in the cast alloy will lead to deterioration of mechanical properties.

Some logarithmic examinations about relationship between toughness and melt quality and pore properties; (a) areal pore number vs. toughness, (b) volumetric porosity vs. toughness and elongation, (c) bifilm index vs. toughness, and (d) bifilm number vs. toughness
From the statistical values obtained from the experimental works, contour maps were plotted where the correlation between bifilm index, holding time and mechanical properties were characterized. The results are given in Fig. 12 and 13.

Contour map showing the relationship between ultimate tensile strength, duration of the melt, and bifilm index (a) before degassing, (b) after degassing

Contour map showing the relationship between elongation at fracture, duration of the melt, and bifilm index (a) before degassing, (b) after degassing
As seen in Fig. 12, when the melt is degassed, as long as the bifilm index is lower than 20 mm, as the holding time is increased, ultimate tensile strength will increase. On the other hand, before degassing, as the holding time of the melt is increased, mechanical properties will decrease. Similar scenario applies to elongation at fracture values for before degassing (Fig. 13). After degassing, as bifilm index and holding time are increased, elongation at fracture is also decreased. As seen in Fig. 14, bifilms were detected in the fracture surface of tensile test samples.

(a) SEM image of the fracture surface, (b) oxide in between the dendrites
Element | Series | unn., wt.% | norm., wt.% | Atom., at.% | Error, % |
|---|---|---|---|---|---|
Oxygen | K-series | 61.50 | 62.87 | 74.44 | 7.0 |
Aluminum | K-series | 18.21 | 18.62 | 13.07 | 0.9 |
Silicon | K-series | 18.11 | 18.51 | 12.49 | 0.8 |
Total | 97.82 | 100.00 | 100.00 |
Conclusions
Effect of four different time (30, 60, 120, and 240 min) and degassing process on melt quality was examined experimentally, and results were supported by statistical analysis by Weibull distribution. Conclusions of this work can be summarized as follows:
-
Bifilm index can give numerical indication of melt quality.
-
There is a direct correlation between bifilm index and tensile properties, especially toughness.
-
Degassing process is the most suitable treatment to clean liquid metal by decreasing bifilm quantity. It can be concluded that holding of the melt decreases melt quality when the melt is not degassed. After degassing, it can be underlined that there is no significant for melt quality between holding time of the melt even if melt quality has deteriorated to a small amount. If melt is not treated (degassed), both quality and mechanical properties decreases significantly by increased holding time.
-
After degassing, the most important parameter is the bifilm index. Holding time for 240 min does not change tensile properties.
-
Change in areal porosity is almost same with change in bifilm investigation and volumetric porosity, and therefore, results of areal porosity support results about the effect of bifilms on SDAS.
-
There appears to be good relationship between mechanical properties and areal pore measurements such as APN vs. toughness, APL vs. toughness, and APA vs. toughness. It can be concluded that mechanical properties are changed by size, distribution, and number of pores.
-
It can be said that toughness of the alloy gets worse when melt quality is getting worse which is defined by bifilm measurements.
References
J. Campbell, Castings, Vol Second, Butterworth-Heinemann, London, 2003
Y.-C. Tsai, C.-Y. Chou, S.-L. Lee, C.-K. Lin, J.-C. Lin, and S. Lims, Effect of Trace La Addition on the Microstructures and Mechanical Properties of A356 (Al-7Si-0.35Mg) Aluminum Alloys, J. Alloys Compd., 2009, 487(1), p 157–162
F. Mao, G. Yan, Z. Xuan, Z. Cao, and T. Wang, Effect of Eu Addition on the Microstructures and Mechanical Properties of A356 Aluminum Alloys, J. Alloys Compd., 2015, 650, p 896–906
P.R. Guru, F. Md Khan, S.K. Panigrahi, and G.D.J. Rams, Enhancing Strength, Ductility and Machinability of a Al-Si Cast Alloy by Friction Stir Processing, J. Manuf. Process., 2015, 18(Supplement C), p 67–74
E.A.-D. la Torre, R. Pérez-Bustamante, J. Camarillo-Cisneros, C.D. Gómez-Esparza, H.M. Medrano-Prieto, and R. Martínez-Sánchezs, Mechanical Properties of the A356 Aluminum Alloy Modified with La/Ce, J. Rare Earths, 2013, 31(8), p 811–816
J.G. Conley, J. Huang, J. Asada, and K. Akibas, Modeling the Effects of Cooling Rate, Hydrogen Content, Grain Refiner and Modifier on Microporosity Formation in Al A356 Alloys, Mater. Sci. Eng., A, 2000, 285(1), p 49–55
J.S. Major, Porosity Control and Fatigue Behavior in A356-T61 Aluminum Alloy, Trans.Am. Foundrym. Soc., 1998, 97, p 901–906
I.S. Polmear, Light alloys 3rd ed. Metallurgy of the Light Metals, Edward Arnold, London, 1995, p 231–232
M. Seniw, M. Fine, E. Chen, M. Meshii, and J. Gray, Relation of Defect Size and Location to Fatigue Failure in Al Alloy A356 Cast Specimens, The Minerals, Metals and Materials Society, Warrendale, 1997
S. Farahany, A. Ourdjini, and H.R. Bakhsheshi-Rads, Microstructure, Mechanical Properties and Corrosion Behavior of Al-Si-Cu-Zn-X (X = Bi, Sb, Sr) Die Cast Alloy, Trans. Nonferrous Met. Soc. China, 2016, 26(1), p 28–38
S. Singh, D. Patel, P. Ansari, D. kumar Jadhav, C. Verma, and J. Menghanis, Effect of Grain refinement, Modifier and Stirring on Properties of A356, Mater Today Proc, 2017, 4(2, Part A), p 734–739
R.J. Immanuel and S.K. Panigrahis, Transformation of Cast A356 İngots to Wrought Sheets with Enhanced Mechanical and Tribological Properties by Different Thermo-Mechanical Processing Routes, Mater. Des., 2016, 101(Supplement C), p 44–55
B. Jung, C. Jung, T. Han, and Y. Kims, Electromagnetic Stirring and Sr Modification in A356 Alloy, J. Mater. Process. Technol., 2001, 111(1), p 69–73
M. De Giovanni, J.M. Warnett, M.A. Williams, and P. Srirangams, 3D İmaging and Quantification of Porosity and İntermetallic Particles in Strontium Modified Al-Si Alloys, J. Alloys Compd., 2017, 727(Supplement C), p 353–361
D. Emadi, J. Gruzleski, and J. Toguris, The Effect of Na and Sr Modification on Surface Tension and Volumetric Shrinkage of A356 Alloy and Their İnfluence on Porosity Formation, Metall. Mater. Trans. B, 1993, 24(6), p 1055–1063
H. Xu, X. Jian, T.T. Meek, and Q. Hans, Degassing of Molten Aluminum A356 Alloy Using Ultrasonic Vibration, Mater. Lett., 2004, 58(29), p 3669–3673
J.Y. Buffière, S. Savelli, P.H. Jouneau, E. Maire, and R. Fougèress, EXPERİMENTAL Study of Porosity and its Relation to Fatigue Mechanisms of model Al-Si7-Mg0.3 Cast Al Alloys, Mater. Sci. Eng. A, 2001, 316(1), p 115–126
D. Dispinar, S. Akhtar, A. Nordmark, M. Di Sabatino, and L. Arnbergs, Degassing, Hydrogen and Porosity Phenomena in A356, Mater. Sci. Eng., A, 2010, 527(16), p 3719–3725
D. Dispinar and J. Campbells, Critical Assessment of Reduced Pressure Test. Part 1: Porosity Phenomena, Int. J. Cast Met. Res., 2004, 17(5), p 280–286
D. Dispinar and J. Campbells, Critical Assessment of Reduced Pressure Test. Part 2: Quantification, Int. J. Cast Met. Res., 2004, 17(5), p 287–294
D. Dispinar and J. Campbells, Porosity, Hydrogen and Bifilm Content in Al Alloy Castings, Mater. Sci. Eng., A, 2011, 528(10), p 3860–3865
M. Mostafaei, M. Ghobadi, M. Uludağ, and M. Tiryakioğlus, Evaluation of the Effects of Rotary Degassing Process Variables on the Quality of A357 Aluminum Alloy Castings, Metall. Mater. Trans. B, 2016, 47(6), p 3469–3475
D.G. Eskin, K. Al-Helal, and I. Tzanakiss, Application of a Plate Sonotrode to Ultrasonic Degassing of Aluminum Melt: Acoustic Measurements and Feasibility Study, J. Mater. Process. Technol., 2015, 222(Supplement C), p 148–154
H. Puga, J. Barbosa, N.Q. Tuan, and F. Silvas, Effect of Ultrasonic Degassing on Performance of Al-Based Components, Trans. Nonferrous Met. Soc. China, 2014, 24(11), p 3459–3464
M. Uludağ, R. Çetin, D. Dispinar, and M. Tiryakioğlus, Characterization of the Effect of Melt Treatments on Melt Quality in Al-7wt% Si-Mg Alloys, Metals, 2017, 7(5), p 157
J. Runyoro, S. Boutorabi, and J. Campbells, Critical Gate Velocities for Film-Forming Casting Alloys: A Basis for Process Specification, AFS Trans, 1992, 100, p 225–234
M. Rezvani, X. Yang, and J. Campbells, Effect of Ingate Design on Strength and Reliability of Al Castings (99-33), Trans. Am. Foundrym. Soc., 1999, 107, p 181–188
N. Green and J. Campbells, Influence of Oxide Film Filling Defects on the Strength of Al-7Si-Mg Alloy Castings (94-114), Trans. Am. Foundrym. Soc., 1994, 102, p 341–348
C. Nyahumwa, N. Green, and J. Campbells, Effect of Mold-Filling Turbulence on Fatigue Properties of Cast Aluminum Alloys (98-58), Trans. Am. Foundrym. Soc., 1998, 106, p 215–224
B.G. Eisaabadi, P. Davami, SK Kim, and M. Tiryakioğlus, The Effect of Melt Quality and Filtering on the Weibull Distributions of Tensile Properties in Al-7%Si-Mg Alloy Castings, Mater. Sci. Eng., A, 2013, 579, p 64–70
G. Eisaabadi Bozchaloei, N. Varahram, P. Davami, and S.K. Kims, Effect of Oxide Bifilms on the Mechanical Properties of Cast Al-7Si-0.3Mg alloy and the Roll of Runner Height After Filter on Their Formation, Mater. Sci. Eng. A, 2012, 548, p 99–105
X. Dai, X. Yang, J. Campbell, and J. Woods, Influence of Oxide Film Defects Generated in Filling on Mechanical Strength of Aluminium Alloy Castings, Mater. Sci. Technol., 2004, 20(4), p 505–513
M. Asadian Nozari, R. Taghiabadi, M. Karimzadeh, and M.H. Ghonchehs, Investigation on Beneficial Effects of Beryllium on Entrained Oxide Films, Mechanical Properties and Casting Reliability of Fe-Rich Al-Si Cast Alloy, Mater. Sci. Technol., 2015, 31(4), p 506–512
G. Timelli, O. Lohne, L. Arnberg, and H.I. Lauklis, Effect of Solution Heat Treatments on the Microstructure and Mechanical Properties of a Die-Cast AlSi7MgMn Alloy, Metall. Mater. Trans. A, 2008, 39(7), p 1747
X. Cao and J. Campbells, Precipitation of Primary İntermetallic Compounds in Liquid Al 11.5 Si 0.4 Mg Alloy, Int. J. Cast Met. Res., 2000, 13(3), p 175–184
X. Cao and J. Campbells, The Nucleation of Fe-rich Phases on Oxide Films in Al-11.5 Si-0.4 Mg Cast Alloys, Metall. Mater. Trans. A, 2003, 34(7), p 1409–1420
X. Cao and J. Campbells, The Solidification Characteristics of Fe-Rich İntermetallics in Al-11.5 Si-0.4 Mg Cast Alloys, Metall. Mater. Trans. A, 2004, 35(5), p 1425–1435
K. Liu, X.-J. Cao, and X.-G. Chens, Solidification of İron-Rich İntermetallic Phases in Al-4.5 Cu-0.3 Fe Cast Alloy, Metall. Mater. Trans. A, 2011, 42(7), p 2004–2016
K. Liu, X.-J. Cao, and X.-G. Chens, Effect of Mn, Si, and Cooling Rate on the Formation of İron-Rich İntermetallics in 206 Al-Cu Cast Alloys, Metall. Mater. Trans. A, 2012, 43(5), p 1231–1240
J.S. Campbell, An Overview of the Effects of Bifilms on the Structure and Properties of Cast Alloys, Metall. Mater. Trans. B, 2006, 37(6), p 857–863
H. Mayer, M. Papakyriacou, B. Zettl, and S.E. Stanzl-Tscheggs, Influence of Porosity on the Fatigue Limit of Die Cast Magnesium and Aluminium Alloys, Int. J. Fatigue, 2003, 25(3), p 245–256
N. Read, W. Wang, K. Essa, and M.M. Attallahs, Selective Laser Melting of AlSi10Mg Alloy: Process Optimisation and Mechanical Properties Development. Mater. Des. (1980–2015), 2015, 6, p 417–424
T.S. Tunçay, in Difüzörlü Ve Difüzörsüz Yolluk Sistemlerinin A356 Alaşımının Mekanik Özelliklerine Etkisi. Gazi Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, 2013, 28(2), p 241–249
M. Tiryakioğlu, J. Campbell, and N.D. Alexopouloss, On the Ductility of Cast Al-7 Pct Si-Mg Alloys, Metall. Mater. Trans. A, 2009, 40(4), p 1000
D. Dispinar and J. Campbells, Use of Bifilm İndex as an Assessment of Liquid Metal Quality, Int. J. Cast Met. Res., 2006, 19(1), p 5–17
M. Uludağ, R. Çetin, D. Dişpinar, and M. Tiryakioğlus, On the Interpretation of Melt Quality Assessment of A356 Aluminum Alloy by the Reduced Pressure Test: The Bifilm Index and Its Physical Meaning. Int. J. Metalcast., 2018, https://doi.org/10.1007/s40962-018-0217-4
M. Uludağ, R. Çetin, D. Dispinar, and M. Tiryakioğlus, The Effects of Degassing, Grain Refinement & Sr-Addition on Melt Quality-Hot Tear Sensitivity Relationships in Cast A380 Aluminum Alloy, Eng. Fail. Anal., 2018, 90, p 90–102
X. Liu, C. Zhang, Z. Zhang, J. Xue, and Q. Les, The Role of Ultrasound in Hydrogen Removal and Microstructure Refinement by Ultrasonic Argon Degassing Process, Ultrason. Sonochem., 2017, 38, p 455–462
M.A. El-Sayed, I. Shyha, and F.H. Basunys, Effect of Hydrogen Content on the Double Oxide Film Defects and Properties of Aluminium Castings: A Review, J. Eng. Technol., 2018, 6, p 225–244
M. Uludağ, R. Çetin, and D. Dispinars, Freezing Range, Melt Quality, and Hot Tearing in Al-Si Alloys, Metall. Mater. Trans. A, 2018, 49(5), p 1948–1961
M. Uludağ and D. Dişpinars, Assessment of Mechanism of Pore Formation in Directionally Solidified A356 Alloy, Arch. Foundry Eng., 2017, 17(1), p 157–162
M. Uludağ, M. Kocabaş, D. Dışpınar, R. Çetin, and N. Cansevers, Effect of Sr and Ti Addition on the Corrosion Behaviour of Al-7Si-0.3 Mg Alloy, Arch. Foundry Eng., 2017, 17(2), p 125–130
M. Uludağ, L. Gemi, R. Çetin, and D. Dispinars, The Effect of Holding Time and Solidification Rate on Porosity of A356, Am. J. Eng. Res., 2016, 5(12), p 271–275
L. Li, D. Li, J. Gao, Y. Zhang, and Y. Kang, Influence of Mold Temperature on Microstructure and Shrinkage Porosity of the A357 Alloys in Gravity Die Casting, Springer, Berlin, 2018
T.S. Tunçay, The Effect of Modification and Grain Refining on the Microstructure and Mechanical Properties of A356 Alloy, Acta Phys. Pol. A, 2017, 131(1), p 89–91
A. Bahmani, G.B. Eisaabadi, P. Davami, N. Varahram, and M.O. Shabanis, Effects of Hydrogen Level and Cooling Rate on Ultimate Tensile Strength of Al A319 Alloy, Russ J. Non-Ferrous Met., 2014, 55(4), p 365–370
T. Tunçay, S. Tekeli, D. Özyürek, and D. Dişpinars, Microstructure–Bifilm İnteraction and İts Relation with Mechanical Properties in A356, Int. J. Cast Met. Res., 2017, 30(1), p 20–29
T. Ludwig, M. Di Sabatino, L. Arnberg, and D. Dispinars, Influence of Oxide Additions on the Porosity Development and Mechanical Properties of A356 Aluminium Alloy Castings, Int. J. Metalcast., 2012, 6(2), p 41–50
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Uludağ, M., Çetin, R., Gemi, L. et al. Change in Porosity of A356 by Holding Time and Its Effect on Mechanical Properties. J. of Materi Eng and Perform 27, 5141–5151 (2018). https://doi.org/10.1007/s11665-018-3534-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3534-0