
Abstract
The paper describes an experimental study aimed at suppressing stress corrosion cracking susceptibility of machined 304L stainless steel specimens through laser shock peening. The study also evaluates a new approach of oblique laser shock peening to suppress stress corrosion cracking susceptibility of internal surface of type 304L stainless steel tube. The results of the study, performed with an indigenously developed 2.5 J/7 ns Nd:YAG laser, demonstrated that laser shock peening effectively suppresses chloride stress corrosion cracking susceptibility of machined surface of type 304L stainless steel. In the investigated range of incident laser power density (3.2-6.4 GW/cm2), machined specimens peened with power density of 4.5 and 6.4 GW/cm2 displayed lower stress corrosion cracking susceptibility considerably than those treated with 3.2 and 3.6 GW/cm2 in boiling magnesium chloride test. Oblique laser shock peening, performed on machined internal surface of a type 304L stainless steel tube (OD = 111 mm; ID = 101 mm), was successful in introducing residual compressive surface stresses which brought about significant suppression of its stress corrosion cracking susceptibility. The technique of oblique laser shock peening, in spite of its inherent limitations on the length of peened region being limited by tube internal diameter and the need for access from both the sides, presents a simplified approach for peening internal surface of small tubular components.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
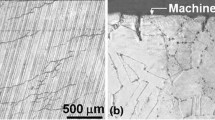
Austenitic stainless steel (SS), because of its excellent resistance against general corrosion, finds extensive applications in nuclear and process industries (Ref 1). Austenite SS has been widely studied with respect to their passivity (Ref 2, 3). However, the material has been found to be particularly susceptible to localized forms of corrosion, including pitting, crevice, intergranular corrosion (IGC), and stress corrosion cracking (SCC) (Ref 4). SCC in austenitic SS, in spite of being a widely explored phenomenon, remains a matter of great concern all over the world. SCC is one of the serious problems experienced by austenitic SS components in light water reactors, including both pressurized water reactors (PWR) and boiling water reactors (BWR) (Ref 5, 6) as well in chemical industry (Ref 7, 8). Many investigations on industrial failures and related research studies have suggested that surface condition of the components exposed to the corrosive environment plays a very significant role in the initiation of stress corrosion cracks (Ref 9-15). Machining and grinding operations, which almost all industrial components undergo (during their fabrication) before they are placed in service, have been shown to have predominant effect on their susceptibility against SCC (Ref 16-18). These operations adversely affect the phenomenon of crack initiation in austenitic SS (Ref 19, 20). Important surface modifications introduced by machining and grinding operations include surface finish, microstructure, and state of stress. Many research studies, including our own, have demonstrated that machining of austenitic SS leaves a work-hardened surface layer associated with nanocrystalline structure, high density of strain-induced martensite, and lattice defects like mechanical twins and dislocations (Ref 18-20). Surface working operations result in enhanced electrochemical activity of the resultant surface, which is of serious concern with respect to SCC susceptibility of the component (Ref 16, 19-21).
In this respect, laser due to its unmatched ability for processing materials with low heat input, low distortion, ease of automation, and ease of beam delivery through optical fiber, has emerged as a powerful noncontact tool for surface modification. Many researchers have employed laser surface melting treatment to reduce SCC susceptibility of the substrates (Ref 22-25). The improvement in chemical properties is largely attributed to the development of more protective passive film and elimination of microstructural inhomogeneities such as precipitates, inclusions at the grain boundaries. However, one of the important limiting factor associated with laser surface melting approach is the introduction of residual tensile surface stresses (Ref 25) (provided no phase transformation is involved) which may adversely affect SCC susceptibility of the material. In this respect, process of laser shock peening (LSP), because of its ability to introduce residual compressive surface stresses without introducing any thermal effects into the material, has attracted immense interest for enhancing the life of components operating under fatigue and SCC-prone conditions. The process of LSP exploits laser-generated shock waves to introduce compressive stresses on the surface of the substrate (Ref 26, 27). Zhang et al. have reported retardation of initiation and growth of SCC in AZ31B Mg alloy (Ref 28). Peyre et al. have demonstrated that LSP can effectively prevent initiation of SCC in 316L SS in boiling MgCl2 solution (Ref 29). A research study undertaken by Lu et al. attributed reduced SCC susceptibility of laser shock peened type 304 SS specimens to the combined effect of high level of residual compressive surface stress and grain refinement induced by LSP (Ref 30). In a related study aimed at the development of paintless LSP for carrying out in situ underwater maintenance of in-reactor components, Sano et al. have reported that the new process was successful in completely prohibiting initiation of SCC and also propagation of small precracks on 304 SS in oxygenated water (Ref 31). The process of LSP without protective coating, developed by Toshiba has been applied to Japanese nuclear reactors since 1999 (Ref 32).
Present experimental investigation, comprising two related substudies, had been taken up with a broad objective of suppressing high SCC susceptibility of machined-type 304L SS specimens through LSP. Study 1, performed on sheet specimens, involved determination of the effect of incident laser power density on suppressing SCC susceptibility of laser-peened surface. On the other hand, in the Study 2 an approach of oblique laser shock peening (O-LSP) was evaluated to facilitate peening of machined inside surface of 304L SS tube, which, in most of the actual service conditions, is exposed to corrosive media and therefore suffers from SCC damage. Laser shock peening and oblique laser shock peening are in principle same and the intent in both the processes is to introduce the compressive residual stress on the surface of the component to improve corrosion resistance (SCC) and enhance fatigue life. The only difference between LSP and O-LSP is the angle of incidence of the laser beam with respect to specimen surface. In LSP laser beam is shined normal to the surface, whereas in O-LSP the laser beam falls at an angle to the surface normal. In case of O-LSP due to change in the shape of the incident laser beam, the required pulse energy would be more with respect to normal LSP to achieve equivalent stress level on the component surface. The advantage of O-LSP is its ability to peen the internal surfaces of structures where LSP by normal incidence is not possible due to shape and geometry limitations. However the factors like component geometry, minimum internal diameter, and access from sides limit the length of peening on the ID of the components. Particularly for tubular components the ID and length to be peened on the internal surface together decide the angle of incidence. Further, other factors like uniform water flow, application of sacrificial tape, etc. bring limitations on minimum ID for O-LSP. The only known reference of O-LSP is an experimental study by Evans et al. on Ti-6Al-4V alloy. The paper reported that surface stress profiles are insensitive to the angle of incidence, provided laser energy input per unit area is kept constant (Ref 33). To the best of our knowledge present paper represents first attempt to exploit O-LSP for a potential industrial application.
Experimental Details
Laser shock peening experiments were performed with an in-house developed 2.5 J/7 ns flash-lamp pumped ElectroOptically (E-O) Q-switched Nd:YAG laser system (Ref 32). It involved scanning taped surface of the specimen with a pulsed laser beam, while maintaining a layer of flowing water on the surface to serve as a plasma confining medium. The sacrificial layer of black PVC-based tape (thickness = 125 µm) provided on the surface of the substrate was meant to participate in plasma formation and also to protect underlying substrate from undue thermal effects, which may otherwise introduce undesirable residual tensile stresses (Ref 26, 34, 35).
Study 1: Laser Shock Peening of Type 304L SS Sheet
Study 1 was performed on 5-mm-thick machined (milled) specimens of type 304L SS sheet whose chemical composition (in wt.%) is presented in Table 1 while machining parameters of the specimens are summarized in Table 2. For conducting LSP, laser beam, emanating out of the laser system, is reflected with a 45° plane mirror and subsequently focused with a convex lens of 400 mm focal length. The details of laser and experimental laser shock peening setup are provided elsewhere (Ref 30). Laser shock peening treatment was performed with four different pulse energies viz. 0.7, 0.8, 1.0, and 1.4 J and related experimental conditions are referred in the text as LSP700, LSP800, LSP1000, and LSP1400, respectively. Table 3 summarizes experimental parameters for LSP.
Study 2: Oblique Laser Shock Peening
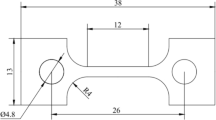
On the other hand, O-LSP experiments were carried out in two different sets. The first set of experiments was performed on 5-mm-thick sheet specimens of type 304L SS (used in study 1), with an objective to study the role of angle of incidence (AOI—angle between laser beam and surface normal) on the residual stress introduced on the laser-peened surface. In these experiments laser scanning was performed by keeping the specimen on X/Y translation stage. Different AOI selected for conducting the experiments were: 15°, 30°, 45°, 60°, and 75°. On the other hand, subsequent set of experiments (study 2) were performed on the internal surface of type 304L SS tube (OD = 111 mm; ID = 101 mm) with the highest AOI which yielded uniform distribution of surface compressive stress (with reasonable depth of compressively stressed layer) on the laser-peened surface. During related experiments, tubular SS specimens were loaded on a rotation stage mounted over linear stage and both were kept at a given angle with respect to the incident laser beam. In these experiments, necessary care was taken to maintain approximately same laser shot density/unit area as it was used for sheet specimens. The present experimental setup is capable of handling tubular specimens with an internal diameter (ID) upto 48 mm, peening up to a length of 120 mm at 73° angle of incidence. The ID and length to be peened on the internal surface together decide the angle of incidence. Chemical compositions (in wt.%) of SS tube used for O-LSP experiment is presented in Table 1. Internal surface of SS tube was machined (turned on lathe) and the tube was EDM wire cut into six equal longitudinal sections to facilitate residual stress measurements on their internal surfaces. Table 4 presents machining parameters of tubular specimens. The cut sections were reassembled to form the tube by mounting them on a suitable jig. It is to be noted that sectioning of SS tube was meant to facilitate residual stress measurement on the internal surface of the tube (along circumferential and longitudinal directions). The experiments employed a 400 mm focal length lens to focus the laser beam while keeping the specimen at a distance of 380 mm from the lens. Figure 1 shows the experimental setup for O-LSP. In this part of study 2, internal surface of SS tube was subjected to single and multiple O-LSP treatments (viz. double and triple treatments) and the resultant peened specimens were also compared with as-machined specimens with respect to their susceptibility to SCC. It may be noted that while conducting multiple laser peening treatment, new tape was applied after each peening treatment. Table 5 summarizes experimental parameters of O-LSP used in this study. In this part of the study, no special efforts were made to achieve uniformity in energy distribution across the laser spot. However, overlapping of laser shots is expected to homogenize resultant stress distribution on the laser-peened surface.

Oblique laser shock peening on internal surface of a 304L stainless steel tube
In the forthcoming part of the paper, SS specimens, subjected to single, double, and triple O-LSP treatments, are referred to as single-peened, double-peened, and triple-peened specimens, respectively. Machined and laser-peened specimens were characterized with respect to surface roughness, microhardness, residual surface stress, and SCC susceptibility. Surface roughness measurements were performed with a diamond stylus-based surface roughness tester while Vickers microhardness measurements were carried out under a load of 0.981 N.
Residual stress measurements were performed with a x-ray diffraction-based residual stress analysis system while using MnKα characteristic radiation (λ = 2.10 Å). Residual stresses were measured along two orthogonal directions [viz. length (longitudinal) and width (transverse) of the specimens] using standard d-sin2y method (Ref 36-38). In the case of tubular specimens, directions of residual stress measurements were longitudinal and circumferential (hoop). Residual stress measurements involved recording positions of (311) diffraction peak at different ψ-angles (angle between surface normal and normal to the given crystallographic plane). Depth profiling of residual stress involved sequential electropolishing at regular intervals of about 50 µm, along with stress measurement at every step.
Accelerated SCC test was performed in accordance with ASTM G36 (Ref 39) which involved exposure of SS specimens, without any applied external stress, to boiling solution of MgCl2⋅6H2O (boiling temperature = 155 ± 1 °C). The duration of accelerated SCC test for sheet and tubular specimens was 10 and 8 h, respectively, which was primarily based on crack initiation time on machined surfaces of these two specimens. During the test, necessary efforts were made to keep the boiling temperature constant by adding magnesium chloride solution and minimizing losses of condensate and water vapor. The surfaces of SCC-tested SS specimens were examined under a stereo microscope for surface cracks and the total length of cracks on SCC-tested surfaces were measured under an optical microscope at 100× magnification. The selection of boiling magnesium chloride SCC test was primarily based on its simplicity, short duration (unlike constant load test), and ability to test without any applied stress (unlike constant load and slow strain rate tests) to evaluate the effect of laser peening-induced residual compressive surface stresses on SCC cracking susceptibility.
Results
Study 1: Laser Shock Peening of Sheet Specimens of Type 304L SS
Machined surface of type 304L SS specimens, used as substrate for the study, displayed high magnitude of tensile residual stress, in the range of +200 to +700 MPa. A large difference in the magnitude of tensile residual stresses was noted along longitudinal and transverse directions. Residual stress measurements, carried out at a number of sites on as-machined SS specimen revealed that tensile residual stress suffered an abrupt drop in the superficial surface layer. For example, the magnitude of residual stress at a given site abruptly dropped from +400 MPa on the machined surface to about −54 MPa at a depth of 50 µm. Exposure of such machined SS specimens to 10-h long accelerated SCC test resulted in the generation of extensive SCC, as shown in Fig. 2. The depth of these stress corrosion cracks ranged from 40 to 80 µm. Limited depth of stress corrosion cracks in SS specimens is attributed to shallow cold worked surface layer introduced by machining (Ref 17, 19) and the same has been confirmed by the results of residual stress measurements.

Stress corrosion cracks on machined surface of type 304L stainless steel plate after undergoing accelerated stress corrosion cracking test as per ASTM G36
Visual examination of laser shock peened SS specimens did not bring out any noticeable distinction between laser-peened and unpeened regions, as both the regions provided similar visual appearance. Distinct machining marks present on unpeened surface of the specimen remained unaltered after LSP treatment. Surface roughness measurements performed on machined and machined + laser-peened SS specimens demonstrated that laser peening introduced a small increase in mean surface roughness (Ra) of machined specimens, as shown in Table 6. On the other hand, microhardness measurements performed on machined and machined + laser-peened SS specimens showed little difference in the microhardness values, particularly for LSP700 and LSP800 specimens. On the other hand, LSP1000 and LSP1400 specimens recorded a small increase in microhardness from 342-363 VHN (machined) to 368-385 VHN (LSP1000) and 378-423 VHN (LSP1400).
Residual stress analysis of laser-peened SS specimens, treated with different laser pulse energies, revealed the presence of residual compressive stress on the peened surface, as shown in Fig. 3. However, the magnitude of residual compressive stress on laser-peened surface increased with increase in incident laser pulse energy. Figure 4 presents residual surface stress maps for laser shock peened specimens treated with different pulse energies. The figure shows that in LSP1000 and LSP1400 specimens all the investigated sites in laser-peened regions were associated with residual stress below −100 MPa (i.e., more compressive than −100 MPa). On the other hand, laser shock peened regions LSP700 and LSP800 displayed some regions with either lower magnitude of residual compressive surface stress or even lower magnitude of residual tensile surface stress. Most of these regions were close to the boundary of laser-peened region. The reduced magnitude of residual compressive surface stress near the boundary of laser-peened region may be caused by relatively smaller number of associated laser shocks than that experienced by the interior regions (Ref 40, 41). Figure 5 presents depth profiles of residual stresses in laser-peened specimens treated with different pulse energies. In all the laser-peened specimens, the depth of compressively stressed surface layer was more than 350 µm. The depth of compressively stressed surface layer in specimens treated with pulse energies of 0.7 and 0.8 J was close to 400 µm, while specimens, treated with higher pulse energies of 1.0 and 1.4 J, displayed case depth of ~500 µm.

Surface profiles of residual stress (along longitudinal and transverse directions) across laser shock peened regions treated with different laser pulse energies

Surface residual stress maps for laser shock peened regions treated with different laser pulse energies

Depth profiles of residual stress in laser shock peened specimens treated with different pulse energies
Accelerated SCC testing of partly laser-peened SS specimens in boiling MgCl2 solution as per ASTM G36 demonstrated that laser-peened specimens treated with 1.4 and 1.0 J pulse energy remained free of cracks. This is in contrast to extensive cracking noticed on unpeened machined surface of the specimens. Figures 6 and 7 present surface of SCC-tested partly laser shock peened LSP1400 and LSP1000 specimens on which a selected region was laser peened while the remaining surfaces were in as-machined condition. On the other hand, laser shock peened specimens treated with 0.8 J showed few cracks at isolated places, as shown in Fig. 8. In laser shock peened specimens, treated with 0.7 J pulse energy, cracks were seen throughout the peened region, as shown in Fig. 9. However, the number of cracks in peened region was less than that observed on untreated machined surface (refer Fig. 2). Crack length measurements, performed on four numbers of SCC-tested as-machined SS specimens, exhibited cumulative crack lengths (in a surface area of 20 mm × 20 mm) of 1040, 880, 1280, and 1140 mm, respectively. On the other hand one number of laser-peened specimen of each kind (viz. LSP700, LSP800, LSP1000, and LSP1400) was used for crack length measurements. Cumulative crack lengths in SCC-tested LSP700 and LSP800 specimens (in the surface area of 20 mm × 20 mm) were found to be 483 and 162 mm, respectively. Figure 10 compares length of stress corrosion cracks in as-machined and laser-peened specimens treated with different incident laser pulse energy. The results of stress corrosion cracking test suggest strong influence of incident peak laser power density on SCC susceptibility of laser-peened type 304L SS specimen. With respect to LSP700 and LSP800 specimens (peened with laser power density of 3.2 and 3.6 GW/cm2, respectively), specimens treated with higher peak laser power density of 4.5 and 6.4 GW/cm2 (viz. LSP1000 and LSP 1400 specimens) displayed a much lower SCC susceptibility. Figure 11 presents relationship between incident laser power density, surface stress, and cracking. The figure shows that for stress >100 MPa cracking is seen in all laser-peened specimens. The concerned sites of cracking were found to be very close to the boundary of laser-peened/unpeened region. At the boundary of laser-peened region, the exposed surface receives lesser number of laser shots per unit surface area than that at the center. Hence, the boundary region is likely to be associated with relatively shallower depth of compressively stressed surface layer (Ref 42). There were no regions present in the peened area with the stress values in the range of −100 to +50 MPa. Hence No-data has been marked in the graph of Fig. 11 for these stress values. In the Fig. 11 the line of demarcation represents separation between cracking and No-cracking/no-data zone. The points in the stress range greater than 100 MPa fall in the zone of interface of laser-peened/unpeened region and these regions are found to be cracked in the SCC test therefore marked accordingly. It should be noted that SCC susceptibility of peened SS specimens in ASTM G36 test is related to the magnitude of surface stress as well as the depth of compressed surface layer (Ref 43) and this explains SCC at the boundary of laser-peened regions (even in LSP1000 and LSP1400 specimens). Another possibility is that SCC in the boundary region is the result of propagation of cracks, initiated from unpeened region into laser-peened region. The above two arguments also explain occurrence of SCC in LSP700 specimen at the sites where stress <<−100 MPa. It may be noted that Fig. 11 only reflects main trends which needs to be further refined with more data to arrive at threshold value of surface stress to cause SCC.

Surface of stress corrosion cracking tested partly laser shock peened LSP1400 specimen. Note absence of cracks in laser-peened region while untreated machined region developed extensive cracking

Surface of partly laser shock peened LSP1000 specimen after undergoing stress corrosion cracking test. Note absence of cracks in laser-peened region against extensive cracking in untreated machined region

Surface of stress corrosion cracking tested partly laser shock peened LSP800 specimen. Note isolated cracks in laser-peened region with respect to numerous cracks in untreated machined region

Surface of partly laser shock peened LSP700 specimen after undergoing stress corrosion cracking test. Note cracks in laser-peened region with respect to more extensive cracking in untreated machined region

Comparison of average crack length (surface area = 20 mm × 20 mm) in machined and laser-peened specimens after their exposure to 10-hour long accelerated SCC test as per ASTM G36

Relationship between incident laser power density, surface stress, and cracking
Study 2: Oblique Laser Shock Peening
O-LSP on Sheet Specimen of Type 304L SS Specimen
Residual stress analysis of oblique laser-peened specimens, treated with different AOI, demonstrated that magnitude of residual compressive surface stress in the peened region suffers constant reduction with corresponding increase in AOI, shown in Fig. 12. In the specimen peened at 75° AOI, most part of the peened region was associated with residual tensile surface stress, except the center of the peened region which displayed a low magnitude of compressive surface stress. In all other specimens (i.e., peened at AOI of 15°-60°), residual surface stress was largely compressive throughout the peened region. Figure 13 presents depth profiles of residual stress in oblique laser shock peened specimens with different AOI. It is to be noted that for 75° AOI, one of the two stress components on the peened surface was tensile in nature while the underneath material (which was not affected by machining) displayed residual compressive stress. In all the other specimens (i.e., peened at AOI of 15°-60°), the surface and the underneath material remained in compression with depth of compressively stressed surface layer being in the range of 500-600 µm.

Surface profiles of residual stress across oblique laser-peened type 304L stainless steel sheet specimens treated at different angles of incidence (AOI)

Depth profiles of residual stress in oblique laser-peened type 304L stainless steel sheet specimens treated at different angles of incidence (AOI)
O-LSP on Internal Surface of Type 304L SS Tube
The machined internal surface of SS tube displayed a high magnitude of residual tensile stress (200-550 MPa) along machining marks i.e., in circumferential direction, while a low magnitude of residual tensile/compressive surface stress was measured along the longitudinal direction of the tubular specimens. It is to be noted that the machining of internal surface of SS tube involved turning on a lathe. In contrast to milling, turning is directional in nature and the associated cutting force generated in the circumferential direction is usually the largest and has the most dominant effect on the residual stresses on a turned surface. Therefore, it is likely to exert the largest stress in the circumferential direction (Ref 44). Residual stress measurements, carried out at a number of sites on the as-machined surface demonstrated that high magnitude of residual tensile hoop stress present on as-machined surface suffered an abrupt drop in the superficial surface layer of about 50 μm depth. For example, the magnitude of residual hoop stress at a given site abruptly dropped from 382 MPa (σlong = 20 MPa) on the machined surface to −88 MPa (σlong = −250 MPa) at a depth of 50 µm.
Based on the feedback provided by the first set of experiments, O-LSP experiments on the internal surface of SS tubular specimens were performed at 60º AOI (while using 1.5 J laser pulse energy) which provides maximum peening length of ~150 mm for a tube of 100 mm internal diameter (ID), considering access from one side. Two numbers of partly oblique laser-peened specimens were subjected to an 8-hour long accelerated SCC test as per ASTM G36 (Ref 39). In each specimen used for the accelerated SCC test, peened surface area was about 900 mm2, which accounted for about 23% of the total internal surface area. Accelerated SCC test demonstrated significant suppression of SCC susceptibility of internal surface of SS tube through O-LSP, as shown in Fig. 14. On the machined surface, the fraction of SCC-damaged area accounted for ~25% whereas on O-LSP surface, the corresponding effect was confined to 1-2%. An important aspect of SCC on machined surface was that cracks were largely inclined along the longitudinal direction, i.e., normal to the direction of machining which happens to be the maximum stress direction in this case.

Comparison of as-machined and oblique laser-peened regions of inside surface of tubular type 304L stainless steel specimens after undergoing 8-hour long accelerated SCC test as per ASTM G36
In order to effect further suppression of SCC susceptibility of machined internal surface of SS tube, the effect of repetitive O-LSP was evaluated through a similar exercise. For this purpose, five numbers of SS tubular specimens were subjected to O-LSP in such a way that each carried unpeened, single-peened, double-peened, and triple-peened regions. Table 3 presents experimental parameters used for O-LSP of tubular SS specimens. Residual stress analysis of one of these specimens demonstrated a relative increase in the magnitude of residual compressive surface stress with increase in O-LSP treatments, as shown in Fig. 15. On the other hand, depth profiling of residual stress displayed largely similar depth of compressively stressed surface layer in single, double, and triple oblique laser-peened regions, as shown in Fig. 16. However, with respect to single-peened specimens, double- and triple-peened specimens exhibited smooth stress profiles, free of any unwanted spikes in the magnitude of residual stress. Accelerated SCC testing was performed on three partly oblique laser-peened specimens, whose details are presented in Table 7. After SCC testing, a thin layer of salt was formed on the exposed surface which hampered microscopic examination of the specimen. Hence, before conducting microscopic examination the surface layer was mechanically removed with light application of abrasive (“scotch brite”). It may be noted that due to inherent curvature present in the tubular specimen, the presented photo-macrographs have regions that are out of focus. In the case of single laser-peened specimens, out of the three SCC-tested specimens, two were found to be completely free of cracks (refer Fig. 17), while significant cracking was noticed on unpeened surface of the respective specimens. On the other hand, the third single-peened specimen displayed a few cracks near the boundary of unpeened/peened region, as shown in Fig. 18(a). The crack density strongly reduced with distance from unpeened/single-peened boundary and only 3 short cracks were recorded inside the single laser-peened region, as shown in Fig. 18(b). No cracks were noticed in double and triple oblique peened specimens. Figure 19 presents sharp suppression in the cracking susceptibility across the boundary of unpeened/triple-peened regions.

Surface profiles of residual stress across oblique laser-peened regions on internal surface of type 304L stainless steel tubular specimen. LSP1, LSP2, and LSP3 represent single, double, and triple laser-peened regions, respectively (as shown in the inset)

Depth profiles of residual stress in oblique laser-peened regions on internal surface of type 304L stainless steel tubular specimen

Crack free SCC-tested internal surface of one of the single oblique laser-peened type 304L stainless steel tubular specimens. Machining marks are in vertical direction while other scratches are caused by light application of abrasive to remove surface deposit

Cracks on SCC-tested partly oblique laser-peened (single peened) internal surface of type 304L stainless steel tubular specimen—(a) unpeened/single-peened boundary region and (b) inside single laser-peened region. Cracks in peened region are marked with arrows. Note extensive cracking in unpeened region shown in the left figure

Unpeened/triple-peened boundary region of SCC-tested partly oblique laser-peened type 304L stainless steel tubular specimen. Note extensive cracking on unpeened surface while triple-peened region is free of cracks
Discussion
Laser shock peening effect, produced by irradiation with a single laser pulse, involves two major components viz. (i) during laser irradiation and (ii) after laser irradiation. During laser pulse irradiation pressure generated by plasma induces a shock wave which propagates into the substrate and the confining medium. In this period, pressure rises from zero to the peak value. After switching off laser pulse, plasma is adiabatically cooled and pressure gradually decreases (Ref 45, 46). As laser-generated shock wave propagates into the substrate, plastic deformation occurs to a depth at which the peak pressure no longer exceeds Hugoniot elastic limit (HEL) of the substrate. Surface deformation, generated by laser peening, is resisted by surrounded untreated regions, thereby generating residual compressive surface stress.
In the present study, LSP performed with laser power density of 3.2-6.4 GW/cm2 (for pulse energy of 0.7-1.4 J) brought about considerable reduction in the residual stress on the machined surface of type 304L SS specimens. The development of residual compressive surface stress in laser-peened specimens was translated into their superior resistance against SCC. However, the residual compressive surface stress introduced in the laser-peened regions experienced a general reduction in its magnitude with decrease in laser power density. All the investigated sites of stress measurement on laser-peened regions, treated with higher incident laser power density of 4.5 and 6.4 GW/cm2 (corresponding to LSP1000 and LSP1400 conditions) displayed residual compressive surface stress of magnitude greater than 100 MPa. On the other hand, specimens peened with lower incident laser power density of 3.2 and 3.6 GW/cm2 (corresponding to LSP700 and LSP800 conditions) had many sites associated with either lower magnitude of compressive or tensile residual stress (refer Fig. 4). LSP700 and LSP800 specimens also recorded relatively shallower compressively stressed peened layer (~400 µm) with respect to LSP1000 and LSP1400 specimens (~500 µm). It may be noted that the peak pressure of laser-generated shock wave, responsible for causing plastic deformation (a prime requirement for generation of residual compressive surface stress), increases linearly with square root of absorbed laser power density, I 0, till threshold laser power density (determined by breakdown of plasma confining medium, which is usually water) is reached (Ref 26). Hence, an increase in incident laser power density from 3.2 GW/cm2 (corresponding to LSP700) to 6.4 GW/cm2 (corresponding to LSP1400) should result in ~40% rise in peak pressure of the resultant shock wave which translates into corresponding increase in the magnitude of residual compressive surface stress and depth of peened surface layer. The above argument is validated by the results of residual stress measurements. There are also many past studies reporting increase in peak pressure with corresponding increase in laser power density (Ref 26, 42, 46-48). Warren et al. have reported that for AISI 52100 steel, initial increase in laser power density from 2 to 4 GW/cm2 produced a large increase (>300%) in Von Mises stress, while subsequent increase in laser power density to 6 GW/cm2 brought about ~75% increase in Von Mises stress. Authors reported a similar effect for surface stress and surface strain (Ref 46). On the basis of the above discussion, higher magnitude of residual compressive surface stress generated in laser-peened specimens, treated with higher laser power density of 4.5 and 6.4 GW/cm2, is believed to be responsible for their reduced SCC susceptibility with respect to those peened with incident laser power density of 3.2 and 3.6 GW/cm2.
On the other hand, O-LSP of SS sheet specimens was found to be effective in producing residual compressive stress on the peened surface. It should be noted that an increase in AOI not only served to preferentially elongate laser spot on the surface of the specimen in one direction, but also increased laser spot area which was translated into reduction in incident laser power density. This reduced laser power density at higher AOI should result in lower magnitude of peak pressure of the resultant laser-generated shock wave which is responsible for plastically deforming exposed surface layer, thereby producing residual compressive surface stress. This explains the generation of lower magnitude of residual compressive surface stress at higher AOI and at an AOI of 75° O-LSP failed to produce desired residual compressive surface stress. The results have demonstrated that the approach of O-LSP (with AOI = 60°) is quite effective in introducing significant suppression of SCC susceptibility of internal surface of type 304 SS tube. The magnitude of residual compressive surface stress is enhanced by subjecting specimen’s surface to repetitive O-LSP treatments, although the difference in the magnitude of surface stress on double and triple oblique laser-peened regions was not large. As a result, double- and triple-peened specimens displayed lower SCC susceptibility than single-peened specimen. Largely similar depth of compressively stressed surface layer in single-, double-, and triple-peened specimens can be explained on the basis of attenuation of laser-generated high pressure shock wave into the material. The shock wave propagating through the material is primarily attenuated through plastic deformation which strain hardens the material, raising its dynamic yield strength, σd. During subsequent LSP, shock wave experiences reduced attenuation during its propagation through strain-hardened surface layer which is translated into increased depth of plasticized (or compressively stressed) layer. This increase in the depth of plasticized layer due to repeated LSP is dependent on the magnitude of strain hardening generated which, in turn, is determined by peak pressure (P) of laser-generated shock wave [P α √I o, where I o = incident laser power density (Ref 45)]. In view of small amount of plastic strain (~5-7%) associated with LSP (Ref 49), a small increase in σd is expected in the peened surface layer. Hence, during subsequent LSP shock wave is predominantly absorbed in the same surface layer, causing small increase in the depth of plasticized (or compressively stressed) layer. In the case of O-LSP incident laser power density is further reduced due to larger area of elongated laser spot which reduces peak pressure of the shock wave and associated strain hardening. This reduced degree of strain hardening failed to translate into noticeable increase in the depth of compressively stressed surface layer in double and triple oblique laser-peened surface. On the other hand, not very significant difference in the magnitude of surface stress on double and triple oblique laser-peened regions is attributed to the scatter in the magnitude of residual surface stress (produced as a result of corresponding scatter on as-machined surface) which masked any noticeable increase in residual stress due to repeated laser peening.
Conclusions
The results of the present investigation have demonstrated that chloride stress corrosion cracking susceptibility of machined surface of type 304L stainless steel can be effectively suppressed through laser shock peening. However, stress corrosion cracking susceptibility of laser-peened specimens has been found to be related to the incident laser power density. In the investigated range of experimental parameters, laser shock peening performed with laser power density of 4.5 and 6.4 GW/cm2 recorded considerably lower stress corrosion cracking susceptibility than those treated with laser power density of 3.2 and 3.6 GW/cm2. Superior performance of laser-peened specimens treated with higher laser power density is attributed to higher magnitude of compressive residual surface stress induced in a higher depth from the surface. A new approach of oblique laser shock peening has been found to be effective in producing residual compressive surface stress, thereby suppressing stress corrosion cracking susceptibility of internal surface of type 304 stainless steel tubes. The effectiveness of oblique laser peening can be further enhanced through repetitive O-LSP treatment. The technique of oblique laser peening, in spite of its inherent limitations on the length of peened region being limited by tube ID and the need for access from both the sides, presents a simplified approach for peening internal surface of small tubular components which are otherwise difficult to be treated by normal laser peening approach. The results of the study are important for life enhancement of machined austenitic stainless steel components operating in susceptible environments.
References
J.R. Davis, Ed., Stainless Steels, ASM Specialty Handbook, ASM International, Materials Park, OH, 1999, p 169–173
Z. Feng, X. Cheng, C. Dong, L. Xu, and X. Li, Passivity of 316L Stainless Steel in Borate Buffer Solution Studied by Mott-Schottky Analysis, Atomic Absorption Spectrometry and X-Ray Photoelectron Spectroscopy, Corros. Sci., 2010, 52(11), p 3646–3653
X. Cheng, Z. Feng, C. Li, C. Dong, and X. Li, Investigation of Oxide Film Formation on 316L Stainless Steel in High-Temperature Aqueous Environments, Electrochim. Acta, 2011, 56(17), p 5860–5865
H.S. Khatak and B. Raj, Ed., Corrosion of Austenitic Stainless Steels: Mechanism, Mitigation and Monitoring, Woodhead Publishing, Cambirdige, 2002, p 74–139
D. Féron and J.-M. Olive, Ed., Corrosion Issues in Light Water Reactors—Stress Corrosion Cracking, 1st ed., Woodhead Publishing, Cambridge, 2007
Stress Corrosion Cracking in Light Water Reactors: Good Practices and Lessons Learned, IAEA Nuclear Energy Series, NP-T-3.13, 2011, International Atomic Energy Agency, Vienna.
M. Nakahara, Preventing Stress Corrosion Cracking of Austenitic Stainless Steels in Chemical Plants, NiDi Technical Series 10066, Nickel Development Institute, http://www.nickelinstitute.org/~/Media/Files/TechnicalLiterature/PreventingStress_CorrosionCrackingofAusteniticStainlessSteelsinChemicalPlants_10066_.pdf, Accessed on 20.01.2014.
J. Esmacher, Stress Corrosion Cracking in Boilers and Cooling Water Systems, Stress Corrosion Cracking—Theory and Practice, V.S. Raja and T. Shoji, Ed., Woodhead Publishing, Philadelphia, 2011, p 537–607
J. Isselin, A. Kai, K. Sakaguchi, and T. Shoji, Assessment of the Effects of Cold Work on Crack Initiation in a Light Water Environment Using the Small-Punch Test, Metall. Mater. Trans., 2008, 39A, p 1099–1108
P.L. Andresen and M.M. Morra, IGSCC of Non-sensitized Stainless Steels in High Temperature Water, J. Nucl. Mater., 2008, 383, p 97–111
R. Ishibashi and H. Anzai, CD Proceeding of Environment Assisted Cracking, December 17-19, Sendai, 2007
Y. Sueishi, A. Kohyama, H. Kinoshita, M. Narui, and K. Fukumoto, Microstructure and Nano-hardness Analyses of Stress Corrosion Cracking Utilizing 316L Core Shroud of BWR Power Reactors, Fusion Eng. Des., 2006, 81, p 1099–1103
M. Koshiishi, J. Kuniya, and Z. Sagawa, CD Proceeding of Environment Assisted Cracking, December 17–19, Sendai, 2007.
S. Ghosh, V.P.S. Rana, V. Kain, V. Mittal, and S.K. Baveja, Role of Residual Stresses Induced by Industrial Fabrication on Stress Corrosion Cracking Susceptibility of Austenitic Stainless Steel, Mater. Des., 2011, 32, p 3823–3831
K.R. Trethewey, Some Observations on the Current Status in the Understanding of Stress-Corrosion Cracking of Stainless Steels, Mater. Des., 2008, 29, p 501–507
Effect of Surface Working on the Microstructure and Electrochemical Behaviour of Stainless Steel, http://shodhganga.inflibnet.ac.in/bitstream/10603/11620/11/11_chapter%206.pdf, Accessed on 25.11.2014.
A. Turnbull, K. Mingard, J.D. Lord, B. Roebuck, D.R. Tice, K.J. Mottershead, N.D. Fairweather, and A.K. Bradbury, Sensitivity of Stress Corrosion Cracking of Stainless Steel to Surface Machining and Grinding Procedure, Corros. Sci., 2011, 53, p 3398–3415
S. Suzuki, K. Takamori, K. Kumagai, A. Sakashita, N. Yamashita, C. Shitara, and Y. Okamura, Stress Corrosion Cracking in Low Carbon Stainless Steel Components in BWRs, E-J. Adv. Maint., 2009, 1, p 1–29
S. Ghosh and V. Kain, Microstructural Changes in AISI, 304 Stainless Steel Due to Surface Machining: Effect on Its Susceptibility to Chloride Stress Corrosion Cracking, J. Nucl. Mater., 2010, 402, p 62–67
S. Ghosh and V. Kain, Effect of Surface Machining and Cold Working on the Ambient Temperature Chloride Stress Corrosion Cracking Susceptibility of AISI, 304L Stainless Steel, Mater. Sci. Eng. A, 2010, 527, p 679–683
S.G. Acharyya, A. Khandelwal, V. Kain, and I. Samajdar, Surface Working of 304L Stainless Steel: Impact on Microstructure, Electrochemical Behaviour and SCC Resistance, Mater. Charact., 2012, 72, p 68–76
T.M. Yue, C.F. Dong, L.J. Yan, and H.C. Man, The Effect of Laser Surface Treatment on Stress Corrosion Cracking Behaviour of 7075 Aluminium Alloy, Mater. Lett., 2004, 58, p 630–635
T.M. Yue, L.J. Yan, and C.P. Chan, Stress Corrosion Cracking Behavior of Nd:YAG Laser-Treated Aluminum Alloy 7075, Appl. Surf. Sci., 2006, 252, p 5026–5034
Jeong-Hun Suh, Jin-Koog Shin, Suk-Joong L. Kang, Yun-Soo Lim, Il-Hiun Kuk, and Joung-Soo Kim, Investigation of IGSCC Behavior of Sensitized and Laser-Surface-Melted Alloy 600, Mater. Sci. Eng. A, 1998, 254, p 67–75
R.K. Gupta, R. Sundar, B.S. Kumar, P. Ganesh, R. Kaul, K. Ranganathan, K.S. Bindra, V. Kain, S.M. Oak, and L.M. Kukreja, A Hybrid Laser Surface Treatment Scheme for Rejuvenation of Stress Corrosion Cracking Damaged Type 304L Stainless Steel, J. Mater. Eng. Perf., 2015, 24, p 2569–2576
R. Fabbro, P. Peyre, L. Berthe, and X. Scherpereel, Physics and Applications of Laser Shock Processing, J. Laser. Appl., 1998, 10, p 265–279
L. Berthe, P. Peyre, X. Scherpereel, R. Fabbro, and M. Jeandin, Laser Shock Surface Processing of Materials, Laser in Surface Engineering, Surface Engineering Series, Vol 1, N.B. Dahotre, Ed., ASM International, Materials Park, OH, 1998, p 465–504
Y. Zhang, J. You, J. Lu, C. Cui, Y. Jiang, and X. Ren, Effects of Laser Shock Processing on Stress Corrosion Cracking Susceptibility of AZ31B Magnesium Alloy, Surf. Coat. Technol., 2010, 204, p 3947–3953
P. Peyre, X. Scherpereel, L. Berthe, C. Carboni, R. Fabbro, G. Béranger, and C. Lemaitre, Surface Modifications Induced in 316L Steel by Laser Peening and Shot-Peening. Influence on Pitting Corrosion Resistance, Mater. Sci. Eng. A, 2000, 280, p 294–302
J.Z. Lu, K.Y. Luo, D.K. Yang, X.N. Cheng, J.L. Hu, F.Z. Dai, H. Qi, L. Zhang, J.S. Zhong, Q.W. Wang, and Y.K. Zhang, Effects of Laser Peening on Stress Corrosion Cracking (SCC) of ANSI, 304 Austenitic Stainless Steel, Corros. Sci., 2012, 60, p 145–152
Y. Sano, M. Obata, T. Kubo, N. Mukai, M. Yoda, K. Masaki, and Y. Ochi, Retardation of Crack Initiation and Growth in Austenitic Stainless Steels by Laser Peening Without Protective Coating, Mater. Sci. Eng. A, 2006, 417, p 334–340
M. Yoda and B. Newton, Underwater Laser Peeing, Welding and Repair Technology for Power Plants, Eighth Int. EPRI Conf., June 18-20, Fort Myers, Florida, 2008
A.D. Evans, A. King, T. Pirling, G. Bruno, and P. J. Withers, The Effect of Incidence Effect of Incidence Angle on Residual Stress State in Laser-Peened Ti-6AI-4V Plate, Proc. 9th Int. Conf. on Shot Peening: ICSP9, Sept. 6-9, 2005, Paris, 454-459, Document No. 2005124.
P. Ganesh, R. Sunder, H. Kumar, R. Kaul, K. Ranagnathan, P. Hedaoo, P. Tiwari, L.M. Kukreja, S.M. Oak, S. Dasari, and G. Raghavendra, Studies on Laser Peening of Spring Steel for Automotive Applications, Opt. Laser. Eng., 2012, 50, p 678
R. Sundar, R.H. Kumar, R. Kaul, K. Ranganathan, P. Tiwari, L.M. Kukreja, and S.M. Oak, Studies on Laser Peening Using Different Sacrificial Coatings, Surf. Eng., 2012, 28(8), p 564–568
B.D. Cullity, Elements of X-Ray Diffraction, 2nd ed., Addison-Wesley, Reading, MA, 1978
I.C. Noyan and J.B. Cohen, Residual Stress, Springer, New York, 1987
N.S. Rossini, M. Dassisti, K.Y. Benyounis, and A.G. Olabi, Methods of Measuring Residual Stresses in Components, Mater. Des., 2012, 35, p 572–588
ASTM G36 (94), Standard Practice for Evaluating Stress-Corrosion-Cracking Resistance of Metals and Alloys in Magnesium Chloride Solution, ASTM International, Pennsylvania, 2013.
Y. Fan, J. Zhou, S. Huang, J. Fan, B. Gao, and W. Zhu, Residual Stress Induced by Multi-micro Laser Shock Peening Under Overlapping Process, China Opt. Lett., 2012, 10(1), p S11408
P. Peyre, R. Fabbro, P. Merrien, and H.P. Lieurade, Laser Chock Processing of Aluminum Alloys: Application to High Cycle Fatigue Behavior, Mater. Sci. Eng. A, 1996, 210, p 102–113
C.S. Montross, T. Wei, L. Ye, G. Clark, and Yiu-Wing Mai, Laser Shock Processing and Its Effects on Microstructure and Properties of Metals and Alloys: A Review, Int. J. Fatigue, 2002, 24, p 1021–1036
J.E. Scheel, D.J. Hornbach, and N. Jayaraman, Preventing Stress Corrosion Cracking of Nuclear Weldments via Low Plasticity Burnishing, http://www.lambdatechs.com/documents/278.pdf, Accessed on 17.06.2015.
D.Y. Jang, T.R. Watkins, K.J. Kozaczek, C.R. Hubbard, and O.B. Cavin, Surface Residual Stresses in Machined Austenitic Stainless Steel, Wear, 1996, 194, p 168–173
R. Fabbro, J. Fournier P. Ballard, D. Devaux, and J. Virmont, Physical Study of Laser-Produced Plasma in Confined Geometry, J. Appl. Phys., 1990, 68(2), p 775-784.
A.W. Warren, Y.B. Guo, and S.C. Chen, Massive Parallel Laser Shock Peening: Simulation Analysis and Validation, Int. J. Fatigue, 2008, 30, p 188–197
W. Zhang, Y.L. Yao, and I.C. Noyan, Microscale Laser Shock Peening of Thin Films, Part I: Experiment, Modelling and Simulation, J. Manuf. Sci. Eng., 2004, 126, p 10–17
P. Peyre, R. Fabbro, L. Bethe, X. Scherpereel, and E. Bartnicki, Laser Shock Processing of Materials and Related Phenomenon, Proc. Int. Conf. High-Power Laser Ablation, SPIE 3343, Ed. Claude R. Phipps, 1998, Santa Fe, NM, Paper ID 183.
P.S. Prevéy, The Effect of Cold Work on the Thermal Stability of Residual Compression in Surface Enhanced IN718, Proc. 20th ASM Materials Solutions Conf. & Expo., St. Louis, Missouri, October 10-12, 2000.
Acknowledgment
Technical assistance of Mr. Ram Nihal Ram in metallographic specimen preparation is thankfully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sundar, R., Ganesh, P., Kumar, B.S. et al. Mitigation of Stress Corrosion Cracking Susceptibility of Machined 304L Stainless Steel Through Laser Peening. J. of Materi Eng and Perform 25, 3710–3724 (2016). https://doi.org/10.1007/s11665-016-2220-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-016-2220-3