
Abstract
The paper describes a new hybrid laser surface treatment approach, combining laser surface melting and laser shock peening treatments, for refurbishment stress corrosion cracking damaged type 304L stainless steel specimens. Hybrid laser surface treatment produced crack-free compressively stressed surface. With respect to as-machined specimens, laser-rejuvenated specimens demonstrated significantly reduced susceptibility to stress corrosion cracking in chloride environment with minor increase in mean surface roughness. The results of the study, although particularly applicable to shallow stress corrosion cracking damage, are important for life extension of in-service stainless steel components operating in corrosive chloride environment.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Austenitic stainless steels (SS), in spite of their excellent resistance against general corrosion, are known to be susceptible to localized forms of corrosion, including pitting, crevice, intergranular corrosion (IGC), and stress corrosion cracking (SCC). SCC is an important material degradation mechanism involving service/storage of stressed components in susceptible environment. The phenomenon of SCC is known to occur in the event of simultaneous presence of (i) susceptible material, (ii) exposure to corrosive environment, and (iii) tensile stress above a threshold (Ref 1). The process, because of its wide-spread importance in nuclear and process industry, has been extensively explored all over the world (Ref 2–4). The phenomenon has been a recurrent problem in the nuclear industry affecting many of the key components, including fuel clad tubes, steam generators (Ref 5), turbines, pipings, nozzles, valves, etc. SCC (particularly chloride SCC) continues to be a major cause of concern in all nuclear plants (Ref 6). SCC in austenitic stainless steels is one of the serious problems encountered in light water reactors including both pressurized water reactors (PWR) and boiling water reactors (BWR) (Ref 7, 8). Moreover, SCC failures of many critical austenitic SS components of fast breeder reactor have also been reported during their storage as well as in service (Ref 9, 10). Besides nuclear industry, SCC is also a serious problem affecting important components of chemical industry (Ref 11, 12).
In view of high cost of failures of key components, there is a strong need for a practical life-extension technique for refurbishment of austenitic SS components affected by SCC. Weld repair is the commonly used methodology adopted for repair of damaged components (Ref 13–16). The process of weld repair usually involves grinding of defective part of the component, followed by filling up the resultant cavity through weld metal deposition. The weld repair methodology, in spite of being simple and cost effective, involves high heat input causing extensive distortion and microstructural degradation (in terms of intergranular precipitation of carbides in austenitic SS components). Moreover, the process also lacks the ability to reach regions with limited access. In this context, laser due to its unmatched ability for material processing with low heat input, low distortion, ease of automation, and ease of transportation through optical fiber, has emerged as a promising in situ tool for refurbishment of damaged engineering components (Ref 17). Laser cladding, involving surface deposition, has been identified as an effective process for the repair of industrial components (Ref 18–21). The process of laser cladding has also been developed into a versatile fabrication process for engineered components (Ref 22). It may be noted that in the event of damage confined in the shallow surface layer, process of laser surface melting can be effectively exploited to heal surface damage with minimum heat input. There are many reports on microstructural repair of sensitized specimens of austenitic SS and alloy 600 to enhance their resistance against IGC and IGSCC through laser surface treatment (Ref 23–26). The usual approach considered for this application involves dissolution of chromium carbide precipitates (responsible for IGC and IGSCC) through laser surface melting (LSM). However, there are very few reports on the repair of SCC-damaged specimens through laser surface melting treatment. Bao et al. (Ref 27) used LSM to seal pre-existing stress corrosion cracks in alloy 182 and demonstrated good SCC resistance of as-laser-melted surface. Residual stress has also an important influence on the cracking and fatigue behavior of component (Ref 28). In this regard, laser shock peening (LSP) has emerged as a promising surface treatment, capable of introducing high magnitude of residual compressive surface stress without causing noticeable change in its mean surface roughness. Due to its attractive features LSP has attracted immense interest in its application as a life-extension technique. The process of LSP exploits laser-generated shock waves to introduce high level of surface compressive stresses into the substrate without adding any thermal effects (Ref 29, 30). In a recent study performed in authors’ laboratory, the process of laser shock peening was exploited to achieve significant improvement in fatigue life of prefatigued spring steel specimens (Ref 31). There are many recent reports on the use of the process of laser shock peening to effectively suppress SCC susceptibility of the material (Ref 32, 33). Sano et al. (Ref 34) have demonstrated that laser peening carried out without a protective coating not only prohibited the initiation of SCC but also suppressed propagation of small precracks on type 304 in SCC-susceptible environment.
The present investigation was taken up with an objective to evaluate a new hybrid laser surface treatment (HLST) approach, combining unique capabilities of laser surface melting and laser shock peening, to rejuvenate SCC-damaged type 304L SS specimens. Laser surface melting treatment aimed at sealing surface cracks while the subsequent laser shock peening treatment was targeted at modifying undesirable tensile residual surface stresses (introduced by LSM treatment) to compressive residual stress. The results of the study would be important for life extension of austenitic SS operating in SCC-prone environments.
Experimental Details
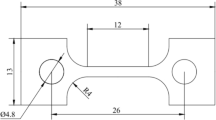
The experimental study was performed on a 5-mm-thick sheet of type 304L stainless steel. Table 1 presents chemical composition (in wt.%) of stainless steel sheet used for the study. SCC damage was introduced in stainless steel specimens by subjecting them to accelerated SCC test as per ASTM G36 (Ref 35). Based on authors’ past research experience and reported literature, stainless steel plate was subjected to surface machining for inducing drastic increase in its susceptibility to SCC and reducing the time for cracking (Ref 36–38). SCC test involved 10-h-long exposure of stainless steel specimens, without any applied external stress, to boiling solution of MgCl2·6H2O (boiling temperature = 155 ± 1 °C). During the test, necessary efforts were made to keep the temperature constant by adding magnesium chloride solution and minimizing the losses of condensate and water vapor. The SCC-tested stainless steel specimens (henceforth called “SCC-damaged” specimens) were used as substrates for hybrid laser surface treatment for their refurbishment.
The first part of hybrid laser surface treatment viz. laser surface melting was performed with an indigenously developed 100 W diode-side-pumped continuous wave (CW) neodymium-doped yttrium aluminum garnet (Nd:YAG) laser. Beam quality factor (M 2) value of the output laser beam is close to 6. The experimental setup for laser surface melting comprised of (i) Nd:YAG laser, (ii) a beam delivery system comprising of a galvano scanner and a flat field glass focusing lens of 163 mm focal length, and (iii) a controlled atmosphere chamber. Before conducting laser surface melting, the chamber, containing the specimen, was evacuated and filled with argon gas to a chamber pressure of 2-3 kg/cm2. Experimental laser surface melting parameters are summarized in Table 2. Laser surface-melted stainless steel specimens were subsequently subjected to laser shock peening treatment with an indigenously developed 2.5 J flash lamp-pumped electro-Optically (E-O) Q-switched Nd:YAG laser system (Ref 39). The laser beam, emanating out of the laser system, is reflected with a 45º plane mirror and the reflected beam is subsequently focused with the help of a convex lens of 400 mm focal length. Before conducting laser shock peening, the surface of the specimen is covered with a 125-µm-thick black PVC-based insulation tape (Ref 40). The black tape serves as a sacrificial surface coating which participates in plasma formation and also protects underlying substrate from undesirable thermal effects. It may be noted that an undue heating of the substrate may result in the development of tensile residual stress (Ref 31). Laser shock peening treatment involved scanning taped surface of the specimen with a pulsed laser beam, while maintaining a layer of flowing water on the surface to confine laser-generated plasma. Larger surface area was covered by treating the surface of stainless steel specimens with overlapping laser tracks. The details of laser and experimental LSP setup are provided elsewhere (Ref 39). Table 2 summarizes experimental parameters used for LSP.
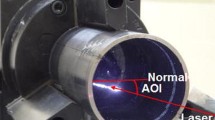
Machined and hybrid laser surface-treated SS specimens were characterized by surface roughness measurements, optical microscopy, x-ray diffraction, residual stress measurements, and accelerated SCC test as per ASTM G36 (Ref 35). Surface roughness measurements were carried out with a diamond stylus-based surface roughness tester. X-ray diffraction analysis of machined and laser-treated specimens were carried out with CuKα characteristic radiation (λ = 1.54 ºA) in θ-2θ geometry to determine various phases present on the surface. The technique involves recording of diffracted intensity of x-rays from the given surface with respect to change in different diffraction angle (2θ). In the resultant I versus 2θ diffraction plot, each diffraction peak is related to a particular set of crystallographic planes (with a known value of interplanar spacing) which, in turn, is used for phase identification (Ref 41). Residual stress measurements were performed with a x-ray diffraction-based stress analyzer using MnKα characteristic radiation (λ = 2.10 ºA). Standard d versus sin2ψ method (Ref 42, 43) was adopted for the determination of surface residual stresses along two orthogonal directions (along and across the direction of laser scanning). It involved recording of peak positions of (311) diffraction peak at different ψ-angles (angle between surface normal and normal to the given crystallographic plane). Depth profiling of residual stress involved sequential electropolishing at regular intervals of about 50 µm along with stress measurement at every step. With respect to 10-h-long accelerated SCC testing (as per ASTM G36) of (i) machined, (ii) SCC-damaged + laser-melted and (iii) SCC-damaged + laser-melted + laser-peened specimens, the total length of resultant cracks was measured on a 20 mm × 20 mm surface area. The crack length measurements were carried out at 100× magnification under an optical microscope.
Results and Discussion
As-machined surface of type 304L stainless steel specimens, used for introducing SCC damage, was found to be associated with high magnitude of tensile residual stress, in the range of 200-700 MPa. Residual stress measurements, carried out at a number of sites on as-machined surface revealed that tensile residual stress present on as-machined surface suffered an abrupt drop in the superficial surface layer. For example, the magnitude of residual stress at a given site abruptly dropped from +400 MPa on the machined surface to about −54 MPa at a depth of 50 µm. Exposure of such machined SS specimens to 10-h-long accelerated SCC test resulted in the generation of extensive SCC, as shown in Fig. 1(a). Crack length measurements on four numbers of “SCC-damaged” specimens exhibited total crack lengths (in a surface area of 20 mm × 20 mm) of 1040, 880, 1280, and 1140 mm, respectively. The average total crack length in the given surface area works out to be 1085 mm. The depth of these stress corrosion cracks was found to be in the range of 40-80 µm, as shown in Fig. 1(b). Limited depth of stress corrosion cracks in stainless steel specimens is attributed to shallow cold-worked surface layer introduced by machining (Ref 36, 37) which has been confirmed by residual stress measurements.

Stress corrosion cracks on (a) surface and (b) cross section of SCC-damaged type 304L stainless steel specimen, used as substrate for the study. SCC damage was introduced through a 10-h-long accelerated SCC test as per ASTM G36
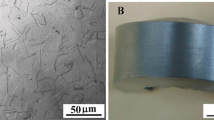
The two-step approach adopted for refurbishment of “SCC-damaged” stainless steel specimens involved sealing of surface cracks through laser surface melting, followed by introduction of beneficial compressive stress through laser shock peening. In view of small depth of stress corrosion cracks (40-80 µm) in “SCC-damaged specimens”, laser surface melting treatment did not require high incident laser power. Therefore, a 100 W CW Nd:YAG laser was selected for these experiments. Laser surface melting of “SCC-damaged” SS specimens resulted in a bright surface with little sign of oxidation. With respect to as-machined surface, laser-melted surface recorded a minor increase in mean surface roughness (R a) from 0.8 to 1 µm. Optical microscopic examination of the laser-melted surface did not exhibit any cracks. Figure 2(a) presents a photomacrograph showing partly laser-melted surface with clearly visible cracks on untreated “SCC-damaged” part of the surface. Microscopic examination of the cross section of laser-melted specimens did not show any cracks in the 80-µm-thick laser-melted and resolidified layer. Figure 2B presents cross-sectional view of as-laser-melted “SCC-damaged” SS specimen. A high-magnification examination under scanning electron microscope confirmed absence of any surface cracks, thereby suggesting complete sealing of stress corrosion cracks by laser surface melting. Figure 3 presents a high-magnification photomicrograph of laser-melted surface showing absence of cracks. X-ray diffraction of as-laser-melted surface revealed that the surface was associated with completely austenitic microstructure, with no signature of delta ferrite, as shown in Fig. 4. However, delta ferrite measurements carried out with ferritoscope displayed about 1.2-1.5 ferrite number (FN) on laser-melted surface.

(a) Partly laser-melted surface and (b) cross section of laser-melted region of SCC-damaged type 304L stainless steel specimen. In (“a”) arrows mark cracks on machined + SCC-tested (viz. SCC-damaged) surface (M). Note absence of cracks on laser-melted surface (LSM)

Magnified view of laser-melted surface showing complete sealing of stress corrosion cracks

X-ray diffraction pattern of laser-melted “SCC-damaged” type 304L stainless steel specimen
Residual stress measurements on laser-melted surface revealed that laser-melted surface was associated with tensile residual stress in the range of 200-350 MPa. Figure 5 presents surface profiles of residual stress, measured along two orthogonal directions on laser-melted specimen. The state of tensile residual stress on laser-melted surface has developed as a result of resistance offered by surrounding regions against volume shrinkage experienced by localized laser-melted and resolidified region during solid-state cooling. Stamm et al. (Ref 44), in their study on high-cycle fatigue behavior of laser surface-melted AISI 316L SS, also reported development of tensile residual stress on laser-melted and resolidified surface. Tensile residual stress present on as-laser-melted surface of “SCC-damaged” SS specimens is known to adversely affect SCC susceptibility of austenitic SS specimens (Ref 37). In order to suppress deleterious effect of tensile residual stress, laser-melted “SCC-damaged” SS specimens were further subjected to laser shock peening for introducing compressive surface residual stress. Laser shock peening did not result in any noticeable change in surface appearance of laser-melted surface. Surface roughness measurements on laser-melted and laser shock peened surfaces of “SCC-damaged” SS specimens revealed that laser shock peening brought about modest increase in mean surface roughness (R a) from 1 to 1.1 µm. A recent study, performed in authors’ laboratory on spring steel specimens, also reported that laser shock peening did not introduce any noticeable change in mean surface roughness (R a) of the ground specimens (Ref 31). In view of minor change in mean surface roughness (R a) of hybrid laser-treated surface, laser-rejuvenated specimens do not require further machining, which may otherwise increase SCC susceptibility of laser-rejuvenated specimens (Ref 36, 37). Ferrite number measurements on hybrid laser-treated surface displayed 1.4-2.0 FN, which is comparable to that recorded on laser-melted surface (1.2-1.5). The delta ferrite detected by magnetic measurements was too small to be reflected in x-ray diffraction. Comparable ferrite numbers of laser-melted and laser-melted + laser-peened surfaces suggest that cold deformation introduced by laser shock peening was too small to cause noticeable amount of strain-induced martensite formation. Prevey (Ref 45) has reported that with respect to conventional shot peening, laser shock peening produces comparable magnitude of surface compressive stress, much deeper case depth but with significantly reduced cold work.

Surface profiles of residual stress on (i) laser-melted (LSM) and (ii) laser-melted + peened (LMP) surfaces of “SCC-damaged SS specimens. LMP1 and LMP2 represent two “LMP” specimens, treated with identical parameters
Residual stress analysis of hybrid laser surface-treated (laser-melted + laser shock peened) specimens exhibited that laser shock peening treatment was quite effective in transforming tensile residual stress on as-laser-melted surface to compressive stress. Figure 5 compares surface profiles of residual stresses across (i) laser-melted and (ii) laser-melted + laser shock peened regions of a “SCC-damaged” SS specimen. In order to determine the depth of compressively stressed surface layer introduced by laser shock peening, depth profiling of residual stress was performed on a laser-peened specimen. Due to semi-destructive nature of the measurements (involves sequential spot electropolishing and residual stress measurements at a regular interval of about 50 μm) and the need for subsequent SCC test, hybrid laser surface-treated specimens were not utilized for the above measurements. Instead, the measurements were carried out on a laser-peened machined 304L SS specimen treated with identical experimental parameters. The depth of compressively stressed surface layer introduced by laser shock peening in the above specimen was found to be about 500 µm. In view of shallow nature (depth: 40-80 µm) of stress corrosion cracks on “SCC-damaged” surface, a 500-µm deep compressively stressed surface layer would provide desired tolerance against possible propagation of any subsurface crack which may remain unsealed by laser surface melting. The results demonstrate that hybrid surface treatment of “SCC-damaged” SS specimen was successful in producing a crack-free surface with considerable magnitude of compressive residual stress.
In order to compare SCC susceptibilities of rejuvenated “SCC-damaged” SS specimens against that of as-machined specimens, laser surface-melted and hybrid laser surface-treated specimens were subjected to 10-h-long accelerated SCC test in boiling MgCl2 solution. The results of SCC test demonstrated high SCC susceptibility of laser surface-melted “SCC-damaged” SS specimens. Laser-melted surface developed long SCC cracks, besides displaying propagation of pre-existing cracks into laser-melted region. Figure 6 shows stress corrosion cracks on laser-melted specimens. The total length of cracks, as measured on a 20 mm × 20 mm surface area on two laser-melted specimens, were 780 and 850 mm, respectively with an average value of 815 mm. On the other hand, hybrid laser surface-treated “SCC-damaged” SS specimens were found to be associated with drastically reduced SCC susceptibility. Examination of two numbers of SCC-tested hybrid laser surface-treated specimens under optical microscope did not reveal any cracks. Figure 7 compares total length of stress corrosion cracks (in 20 mm × 20 mm surface area) in (i) SCC-damaged, (ii) SCC-damaged + laser-melted + SCC-tested, and (iii) SCC-tested + laser-melted + laser-peened + SCC-tested specimens. Detailed examination of hybrid laser surface-treated + SCC-tested specimens under scanning electron microscope (SEM) revealed few fine cracks (20 μm in length) in the central part of hybrid-treated region, as shown in Fig. 8. Moreover, a few longer cracks were also noticed at discrete location close to the boundary of the machined and hybrid laser-treated region. Formation of longer cracks in the boundary region of hybrid laser-treated region is attributed to the propagation of pre-existing cracks from untreated “SCC-damaged” region into hybrid laser-treated region (about 500 µm from the interface) during accelerated SCC testing. The propagation of pre-existing cracks from untreated “SCC-damaged” region into hybrid laser surface-treated region was confirmed by examination of the same area of the specimen before and after the SCC test. Figure 9 compares stress corrosion cracks in the vicinity of the boundary of untreated “SCC-damaged” and hybrid laser-treated region, before and after 10-h-long accelerated SCC test.

Long stress corrosion cracks on laser-melted surface of “SCC-damaged” type 304L stainless steel specimen after specimen’s exposure to accelerated SCC test. Note propagation of pre-existing SCC cracks from machined region into laser-melted region

Comparison of average total crack length (surface area = 20 mm × 20 mm) generated in initial “SCC-damaged” and two kinds of laser surface-treated SCC-damaged stainless steel specimens after their exposure to 10-h-long accelerated SCC test as per ASTM G36. Measurements were performed at ×100 magnification

Hybrid laser-treated surface of “SCC-damaged” type 304L stainless steel specimen after its exposure to accelerated SCC test showing fine cracks

Partly hybrid laser-treated surface of “SCC-damaged” stainless steel specimen (a) before and (b) after undergoing 10-h-long accelerated SCC test. Arrows mark pre-existing cracks on initial “SCC-damaged” region and their propagation into hybrid laser-treated region during accelerated SCC test
The above results demonstrate that laser melting of SCC-damaged type 304L SS was quite effective in sealing SCC cracks, but the residual stress on as-laser-melted surface remained at almost the same level as present on as-machined surface (refer Fig. 5). As a result, such laser-melted specimen developed long stress corrosion cracks after accelerated SCC test. In contrast, hybrid laser surface-treated SCC-damaged type 304L SS not only displayed complete sealing of surface cracks but also carried beneficial compressive stress which resulted in its significantly lower SCC susceptibility. Enhanced SCC resistance of hybrid laser-treated surface is reflected in the form of its drastically reduced total crack length generated in accelerated SCC test. Hybrid laser-treated surface developed a few very fine cracks, typically 20 μm long (refer Fig. 8), with respect to average total crack lengths of 815 and 1085 mm (in 20 mm × 20 mm surface area) generated on as-machined and SCC-damaged + laser-melted surfaces, respectively.
The results of the study are significantly important for life extension of in-service type 304L SS components operating in aqueous chloride environments. The experimental approach adopted in the study is suitable for hybrid laser surface treatment of small real components requiring low power CW Nd:YAG laser for surface melting. However, for surface treatment of larger components following changes may be considered—(i) for laser surface melting: fiber optic beam delivery of CW Nd:YAG laser beam (also suitable for higher power laser beam) along with an inert gas shroud to provide local inert atmosphere around laser-interaction site on the surface of the component and (ii) for laser shock peening: integration of Q-switched Nd:YAG laser beam to articulated arm delivery system for ease of beam transportation.
Conclusions
A new hybrid surface treatment approach, combining laser surface melting and laser shock peening, has been found to be highly effective in refurbishment of SCC-damaged (depth of SCC-damaged layer ≤100 µm) type 304L SS specimens. Hybrid laser surface treatment brought about complete sealing of surface cracks, besides producing desirable compressive stresses on the treated surface without adversely affecting initial mean surface roughness. The results of the study demonstrated that rejuvenated surface of SCC-damaged type 304L SS specimens through laser surface melting alone is associated with high SCC susceptibility, largely comparable to as-machined surface as the average crack length on both the specimens after the SCC test was 800-1080 cm (in a 20 mm × 20 mm area). However, laser shock peening of laser-melted surface brought about drastic reduction in its SCC susceptibility in chloride environment. Hybrid laser surface-treated specimens displayed significantly reduced SCC susceptibility than that of as-machined type 304L SS specimen. The results of the study assume significant importance for life extension of in-service type 304L SS components operating in aqueous chloride environments.
References
M. Mochizuki, Control of Welding Residual Stress for Ensuring Integrity Against Fatigue and Stress-Corrosion Cracking, Nucl. Eng. Des., 2007, 237(2), p 107–123
H. Shaikh, R. Amirthalingam, T. Anita, N. Sivaibharasi, T. Jaykumar, P. Manohar, and H.S. Khatak, Evaluation of Stress Corrosion Cracking Phenomenon in an AISI, Type 316LN Stainless Steel Using Acoustic Emission Technique, Corros. Sci., 2007, 49(2), p 740–765
J. Kovac, C. Alaux, T.J. Marrow, E. Govekar, and A. Legat, Correlations of Electrochemical Noise, Acoustic Emission and Complementary Monitoring Techniques During Intergranular Stress-Corrosion Cracking of Austenitic Stainless Steel, Corros. Sci., 2010, 52(6), p 2015–2025
T. Shibata, Passivity Breakdown and Stress Corrosion Cracking of Stainless Steel, Corros. Sci., 2007, 49, p 20–30
B. Raj, S.L. Mannan, P.R. Vasudev Rao, and M.D. Mathew, Development of Fuels and Structural Materials for Fast Breeder Reactor, Sadhana, 2002, 27(5), p 527–558
K.R. Trethewey, Some Observations on the Current Status in the Understanding of Stress-Corrosion Cracking of Stainless Steels, Mater. Des., 2008, 29(2), p 501–507
D. Féron and J.-M. Olive, Ed., Corrosion Issues in Light Water Reactors—Stress Corrosion Cracking, 1st ed., Woodhead Publishing, Cambridge, 2007
Stress Corrosion Cracking in Light Water Reactors: Good Practices and Lessons Learned, IAEA Nuclear Energy Series, ISSN 1995–7807; no. NP-T-3.13, International Atomic Energy Agency, Vienna, 2011
H.S. Khatak, V. Seetharaman, and J.B. Gnanamoorthy, Failure Analysis of Welded Helium Tanks, Pract. Metallogr., 1983, 20(11), p 570–578
T.V. Vinoy, H. Shaikh, H.S. Khatak, J.B. Gnanamoorthy, and B. Raj, Metallurgical Failure Analysis of a Failed Containment Building Door Bellows of a Nuclear Reactor, Pract. Metallogr., 1997, 34, p 527–534
M. Nakahara, Preventing Stress Corrosion Cracking of Austenitic Stainless Steels in Chemical Plants, NiDi Technical Series 10066, Nickel Development Institute, http://www.nickelinstitute.org/~/Media/Files/TechnicalLiterature/PreventingStress_CorrosionCrackingofAusteniticStainlessSteelsinChemicalPlants_10066_.pdf, visited on 20.01.2014.
M.J. Esmacher, Stress Corrosion Cracking in Boilers and Cooling Water Systems, Stress Corrosion Cracking—Theory and Practice, V.S. Raja and T. Shoji, Ed., Woodhead Publishing, Philadelphia, USA, 2011, p 537–607
C.Y. Su, C.P. Chou, B.C. Wu, and W.C. Lih, Plasma Transferred Arc Welding of the Nickel-Base Superalloy IN-738LC, J. Mater. Eng. Perform., 1997, 6(5), p 619–627
A.K. Bhaduri, T.P.S. Gil, S.K. Albert, K. Shanmugam, and D.R. Iyer, Repair Welding of Cracked Steam Turbine Blades Using Austenitic and Martensitic Stainless Steel Consumables, Nucl. Eng. Des., 2001, 206(2–3), p 249–259
M.B. Henderson, D. Arrell, R. Larsson, M. Heobel, and G. Mercahnt, Practices for Industrial Gas Turbine Applications, Sci. Technol. Weld. Join., 2004, 9(1), p 13–21
A. Kumar, J. Boy, R. Zatorski, and J.D. Stephenson, Thermal Spray and Weld Repair Alloy in the Repair of Cavitation Damage in Turbines and Pumps: A Technical Note, J. Therm. Spray Technol., 2005, 14(2), p 177–182
W.M. Steen and J. Mazumdar, Laser Material Processing, 4th ed., Springer, London, UK, 2010
Q. Liu, M. Janardhana, B. Hinton, M. Brandt, and K. Sharp, Laser Cladding as Potential Repair Technology for Damaged Aircraft Components, Int. J. Struct. Integr., 2011, 2(3), p 314–321
C. van Rooyen, H. Berger, and M. Theron, Laser Cladding Crack Repair of Austenitic Stainless Steel. Proc. 5th Int. Conf. WLT-Conf. on Lasers in Manufacturing, Munich, 2009.
S. Sexton, S. Lavin, G. Byrne, and A. Kennedy, Laser Cladding of Aerospace Materials, J. Mater. Process. Technol., 2002, 122(1), p 63–68
E. Capello, D. Colombo, and B. Previtali, Repairing of sintered Tools Using Laser Cladding by Wire, J. Mater. Process. Technol., 2005, 164–165, p 990–1000
R.B. Mudge and N.R. Wald, Laser Engineered Net Shaping (LENS) Advances Additive Manufacturing and Repair, Weld. J., 2007, 86(1), p 44–48
J. Stewart, D.B. Wells, P.M. Scott, and A.S. Bransden, The Prevention of IGSCC in Sensitized Stainless Steel by Laser Surface Melting, Corrosion, 1990, 46(8), p 618–620
T.R. Anthony and H.E. Cline, Surface Normalization of Sensitized Stainless Steel by Laser Surface Melting, J. Appl. Phys., 1978, 49, p 1248–1255
U.K. Mudali and R.K. Dayal, Improving Intergranular Corrosion Resistance of Sensitized Type 316 Stainless Steel by Laser Surface Melting, J. Mater. Eng. Perform., 1992, 1(3), p 341–3465
C.T. Kwok, K.H. Lo, W.K. Chan, F.T. Cheng, and H.C. Man, Effect of Laser Surface Melting on Intergranular Corrosion Behavior Of Aged Austenitic and Duplex Stainless Steels, Corros. Sci., 2011, 53(4), p 1581–1591
G. Bao, K. Shinozaki, S. Iguro, M. Inkyo, M. Yamamoto, Y. Mahara, and H. Watanabe, Stress Corrosion Cracking Sealing in Overlaying of Inconel 182 of by Laser Surface Melting, J. Mater. Process. Technol., 2006, 173(3), p 330–336
Y.K. Zhang, X.D. Ren, J.Z. Zhou, J.Z. Lu, and L.C. Zhou, Investigation of Stress Intensity Factor Changing on the Hole Crack Subject to Laser Shock Processing, Mater. Des., 2009, 30(7), p 2769–2773
R. Fabbro, P. Peyre, L. Berthe, and X. Scherpereel, Physics and Applications of Laser-Shock Processing, J. Laser Appl., 1998, 10(6), p 265–279
L. Berthe, P. Peyre, X. Scherpereel, R. Fabbro, and M. Jeandin, Laser Shock Surface Processing of Materials, Laser in Surface Engineering, Surface Engineering Series, Vol 1, N.B. Dahotre, Ed., ASM International, Metals Park, OH, 1998, p 465–504
P. Ganesh, R. Sundar, H. Kumar, R. Kaul, K. Ranganathan, P. Hedaoo, G. Raghavendra, S. Anand Kumar, P. Tiwari, D.C. Nagpure, K.S. Bindra, L.M. Kukreja, and S.M. Oak, Studies on Fatigue Life Enhancement of Pre-fatigued Spring Steel Specimens Using Laser Shock Peening, Mater. Des., 2014, 54, p 734–741
O. Hatamleh, P.M. Singh, and H. Garmestani, Corrosion Susceptibility of Peened Friction Stir Welded 7075 Aluminum Alloy Joints, Corros. Sci., 2009, 51(1), p 135–143
J.Z. Lu, K.Y. Luo, D.K. Yang, X.N. Cheng, J.L. Hu, F.Z. Dai, H. Qi, L. Zhang, J.S. Zhong, Q.W. Wang, and Y.K. Zhang, Effects of Laser Peening on Stress Corrosion Cracking (SCC) of ANSI, 304 Austenitic Stainless Steel, Corros. Sci., 2012, 60, p 145–152
Y. Sano, M. Obataa, T. Kubo, N. Mukai, M. Yada, K. Masaki, and Y. Ochi, Retardation of Crack Initiation and Growth in Austenitic Stainless Steels by Laser Peening Without Protective Coating, Mater. Sci. Eng. A, 2006, 417(1–2), p 334–340
Standard Practice for Evaluating Stress-Corrosion-Cracking Resistance of Metals and Alloys in a Boiling Magnesium Chloride Solution, G36-94 (2013), ASTM International, Pennsylvania, 2013
S. Ghosh and V. Kain, Microstructural Changes in AISI, 304 Stainless Steel due to Surface Machining: Effect on its Susceptibility to Chloride Stress Corrosion Cracking, J. Nucl. Mater., 2010, 402, p 62–67
A. Tumbull, K. Mingard, J.D. Lord, B. Roebuck, D.R. Tice, K.J. Mottershead, N.D. Fairweather, and A.K. Bradbury, Sensitivity of Stress Corrosion Cracking of Stainless Steel to Surface Machining and Grinding Procedure, Corros. Sci., 2011, 53(10), p 3398–3415
S. Ghosh, V.P.S. Rana, V. Kain, V. Mittal, and S.K. Baveja, Role of Residual Stress Induced by Industrial Fabrication on Stress Corrosion Cracking Susceptibility of Austenitic Stainless Steel, Mater. Des., 2011, 32(7), p 3823–3837
P. Ganesh, R. Sunder, H. Kumar, R. Kaul, K. Ranagnathan, P. Hedaoo, P. Tiwari, L.M. Kukreja, S.M. Oak, S. Dasari, and G. Raghavendra, Studies on Laser Peening of Spring Steel for Automotive Applications, Opt. Lasers Eng., 2012, 50(5), p 678–686
R. Sundar, H. Kumar, R. Kaul, K. Ranganathan, P. Tiwari, L.M. Kukreja, and S.M. Oak, Studies on Laser Peening Using Different Sacrificial Coatings, Surf. Eng., 2012, 28(8), p 564–568
C. Suryanarayana and M.G. Norton, X-ray Diffraction—A Practical Approach, Plenum Press, New York, 1998, p 63–98
B.D. Cullity, Elements of x-ray Diffraction, 2nd ed., Addison-Wesley, Menlo Park, CA, 1978
C. Noyan and J.B. Cohen, Residual Stress, Springer, New York, 1987
H. Stamm, U. Holzwarth, D.J. Boerman, F. Dos Santos Marques, A. Olchini, and R. Zausch, Effect of Laser Surface Treatment on High Cycle Fatigue of AISI, 316L Stainless Steel, Fatigue Fract. Eng. Mater. Struct., 1996, 19(8), p 985–995
P. S. Prevéy, The Effect of Cold Work on the Thermal Stability of Residual Compression in Surface Hardened IN718. Proc. 20th ASM Materials Solutions Conference and Exposition, St. Louis, Missouri, Oct 10–12, 2000.
Acknowledgment
Authors are extremely thankful to Mr. S. K. Rai for x-ray diffraction examination of laser-treated specimens. They wish to thank to Mr. D. C. Nagpure for his constant support in residual stress analysis of laser-treated specimens. Authors thank Mr. Amarendra Singh for surface roughness measurements of the specimens. Technical assistance of Mr. Ram Nihal Ram in metallographic specimen preparation is thankfully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gupta, R.K., Sundar, R., Kumar, B.S. et al. A Hybrid Laser Surface Treatment for Refurbishment of Stress Corrosion Cracking Damaged 304L Stainless Steel. J. of Materi Eng and Perform 24, 2569–2576 (2015). https://doi.org/10.1007/s11665-015-1530-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1530-1