
Abstract
In the steel industry, nickel coating on copper has increased the lifespan of continuous ingot casting molds. The objective of this work is to estimate the porosity of nanocrystalline nickel electrodeposited onto copper. Characteristics of nickel coating such as hardness, wear resistance, porosity, morphology, and adhesion are very important for maximum performance of molds. The effective porosity in nickel coating was determined by using anodic voltammetry. The porosity of electrodeposited nickel onto copper increased from 0.16% up to 6.22% as the current density increased from 1.5 up to 8.0 A dm−2. The morphology of the nickel electrodeposited at lower current densities was more compact. Tribological properties were studied using hardness measurements, and calotest. Results of calotest indicated a wear coefficient of 10−6 for all samples. An extremely low friction coefficient of 0.06-0.08 was obtained for the sample deposited with a current density of 1.5 A dm−2, and a friction coefficient of 0.15-0.21 was measured for the nickel coating electrodeposited at a current density of 5 A dm−2. Effects of the current density of the electrodeposition process on the morphology, porosity, and tribological properties were evaluated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Hard coatings with potential wear resistance are capable of improving the tribological performance and lifespan of components (Ref 1). One needs to consider the great difference between the substrate hardness and the coating hardness, which may generate localized failure and loss of adhesion. Thermal treatment used after the coating deposition process optimizes the coupling of materials with different hardness values. Electroplating is one of the most economic methods for the application of metallic coating onto an endless list of engineering components. Electroplated coatings are employed in industry to improve the appearance of surfaces, to protect substrates from corrosion, and to provide good electrical and thermal contact (Ref 2). Electroless nickel coatings show good tribological properties due to their high levels of hardness, which can be increased through thermal treatment (Ref 3).
In the steel industry, nickel coating on copper has increased the lifespan of continuous ingot casting molds. Electrodeposited nickel increases resistance to friction and abrasive wear between on steel and copper used in the molds. Nanocrystalline electrodeposited nickel with a grain size of 10-20 nm showed 100-170 times higher wear resistance and 45-50% lower friction coefficient than polycrystalline nickel with 10-100 μm grain size in the pin-on-disk test (Ref 4).
Characteristics of nickel coating such as hardness, wear resistance, porosity, morphology, and adhesion are very important for maximum performance of molds. For many engineering applications, wear resistance is one of the most important mechanical properties because wear accounts for more than 50% loss of all materials in service (Ref 5).
Correlations between electrodeposition parameters and properties of coatings can be evaluated. Krishnaveni et al. (Ref 6) reported a strong correlation between the current density and the crystallographic texture of the electrodeposited nickel.
Research into tribological behavior of the electrodeposited nanocrystalline nickel has been undertaken (Ref 6-9), but in these studies, the effect of porosity on morphology, hardness, and tribological properties has not been taken into consideration. The importance of this work is to apply an electrochemical technique to evaluate porosity of electrodeposited nickel and to correlate the results of the material resistance to wear. The tribological properties of the electrodeposited nickel are fundamental for industrial applications, and porosity of the electrodeposits affects this wear behavior significantly.
The objective of this work is to evaluate the porosity of the electrodeposited nanocrystalline nickel on copper by means of five different current densities. The porosity measurements were carried out using voltammetric anodic dissolution. The morphology of the electrodeposited nickel was also evaluated using scanning electron microscopy. Tribological properties were studied using hardness measurements, and the calotest. Results of porosity, grain size, hardness, and wear properties of the electrodeposited nanocrystalline nickel were discussed and compared.
Methodology
The substrate was electrolytic copper, 99.9% purity. The samples used were 60 mm in length, and 65 mm in width, with 10 mm thickness. The copper samples were ground to 320 grit with 3 M Roloc Scotch—BriteMR Surface AMF, ultrasonically cleaned in acetone for 5 min and rinsed using de-ionized water.
The aqueous electrolyte used in the electrodeposition was a complex salt, 450 g L−1 nickel sulfamate, Ni(NH2SO3)2, and 30 g L−1 boric acid (H3BO3). The sulfamic acid (26% w/w) was added to maintain the pH near 4, and saccharine (5 g L−1) was also added to the bath to reduce grain size. The electrolyte was maintained at a temperature between 30 and 50 °C.
Electrodeposition was carried out at five current densities in the galvanostatic mode:
-
1.5 A dm−2 (36 h, thickness of 891 ± 18 μm);
-
2.3 A dm−2 (52 h, thickness of 945 ± 20 μm);
-
3.4 A dm−2 (72 h, thickness of 925 ± 13 μm);
-
5.0 A dm−2 (24 h, thickness of 873 ± 18 μm);
-
8.0 A dm−2 (14 h, thickness of 852 ± 17 μm).
The time of plating was varied depending on the applied current density to prepare films of similar thickness, which were subsequently used for characterization.
The voltammetric anodic dissolution consists of measuring the necessary charge for copper passivation. The equipment used is a potentiostat/galvanostat AUTOLAB PGSTAT 30. The reference electrode was saturated calomel electrode (SCE), and the potential scanning rate was 10 mV s−1 (Ref 9). The ratio of the passivation charge of the coated substrate and of the copper without a nickel coating is:
where
-
θ—porosity
-
\( Q^{{\text{0}}}_{{{\text{pass}}}} \)—passivation charge of the substrate without coating
-
Qpass—passivation charge of the coated copper, or
where
-
θi—porosity of the n-iteration,
-
θi−1—porosity in the last iteration,
-
Qrev—passivation charge for nickel.
The porosity was evaluated by means of Eq 2 using iterations until the difference between iterations was <1% and using the 0.5 values for the first iteration (Ref 10). The electrolyte used was Na2SO3 solution.
The morphology was evaluated using scanning electron microscopy. The equipment used was Jeol, JSM-35 model, 25 kV of accelerating potential, and lateral resolution of 3 μm.
The as-deposited foils were characterized by x-ray diffraction, and their grain size determined by applying the Scherrer formula (Eq 3). The equipment used was the Shimadzu 6000 diffractometer,
where k is a constant (0.9), λ is the wave number of the Cu Kα, 1.5405 A, θ (rad) is the scattering angle and FWHM (rad) is the width at the half way mark of the peak analyzed.
The hardness of the coatings was measured on the surface using a Vickers microhardness tester, Shimadzu HMV-2000, under an applied load of 500 g. The lap time for each indentation was 15 s, and the values reported represent the average and standard deviation of a minimum of five measurements.
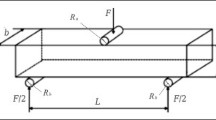
A tribological test was performed evaluating the abrasive wear of the samples using the calotest. In this test, a diamond paste is placed on the surface of a moving sphere to produce abrasive wear of the coating. The worn volume was:
where V is the worn volume, b is the difference between the outer and the inner radius, and R is the radius of the sphere.
The abrasive wear coefficient was obtained using the Archad’s law (Ref 10):
where V is the wear volume loss, d is the sliding distance, H is the indentation hardness, and L is the force of the abrasive wear test.
The samples electrodeposited at 1.5 and 5 A dm−2 were subjected to pin-on-disk testing under 10 N load and 40 rpm, producing wear tracks of 7 mm in diameter, in 500 turns. The pins were 6 mm in diameter, with a spherical tip and 1 μm of average roughness, made up of quenched and tempered AISI M2 steel, which was used as the counter-body. The sliding tests were periodically interrupted for weighing. After each stop the pin and disc samples were examined under a light microscope, before and after cleaning their surfaces by dry nitrogen blasting.
Results and Discussion
Effect of Current Density on Porosity of Electrodeposited Nickel
A preliminary study of the polarization behavior of nickel and copper in the Na2SO3 solution was carried out. Figures 1 and 2 show current density-potential curves for copper and nickel. Copper passivation began at −0.42 V (SCE) potential, a current density peak was observed at −0.13 V (SCE), the value of the current peak was 11.9 mA cm−2. Ponte et al. (Ref 10) reported the beginning of copper passivation at −0.43 V (SCE), passivation peak at −0.25 V (SCE), and current density peak at 3.4 mA cm−2. The anodic reaction of nickel began at −0.50 V (SCE), and the current density was 25 μA cm−2. These values have been taken from the literature (Ref 11). Positive potentials produced significant nickel corrosion at levels higher than 0.15 V (SCE), a potential range in which the copper passivation was complete.

Copper voltammetric anodic dissolution

Nickel voltammetric anodic dissolution
The porosity was evaluated by Eq 2.
There was a trend of increased porosity with the increase of current density, as shown in Table 1. As the current density increased between 5.0 and 8.0 A dm−2, the porosity increased significantly (Table 1). This fact may be due to the higher hydrogen concentration in the double layer, which occurs at higher current densities. The electrodeposited nickel at 8.0 A dm−2 is probably highly stressed due to hydrogen evolution and presents more cracks and pinholes than an electrodeposit produced at lower current densities. The formation of cracks in electrodeposited nickel due to stress was also observed earlier by Lantelme and Seghiouer (Ref 12), Cui and Lee (Ref 13), and Garcia et al. (Ref 14). Krishnaveni et al. (Ref 6) reported that at higher current densities, the current efficiency decreased due to the competition from the hydrogen evolution reaction.
Ponte et al. (Ref 10) reported a decrease in nickel porosity to a minimum value of 2%, as current density was increased. The decrease of porosity was associated with higher current density due to a higher nucleation rate and smaller grain size (Ref 15), but the electrodeposited nickel was not nanocrystalline. However, Ponte and Maul (Ref 11) reported that in the current densities higher than the threshold value, the porosity tends to increase due to mass transport effects. This result was also observed by Fan et al. (Ref 16).
Effect of Current Density on the Grain Size of Electrodeposited Nickel
In this work, increasing the current density from 1.5 to 3.4 A dm−2, and from 5 to 8 A dm−2, the grain size of electrodeposited nickel decreased from 23 to 18 nm, and from 26 to 22 nm, respectively. These results are according to the literature data, which report that a higher current density is associated with a higher nucleation rate and smaller grain size (Ref 15).
However, when the current density increased from 3.4 to 5 A dm−2, the grain size increased from 18 to 26 nm. In this case, the porosity did not increase significantly with the increase of the current density. When the grain size of electrodeposited nickel decreased with the increase of the current density from 1.5 to 3.4 A dm−2, and from 5 to 8 A dm−2, there was also observed that the porosity increased from 0.16 to 1.30%, and from 1.57 to 6%.
Effect of Current Density on Morphology of Electrodeposited Nickel
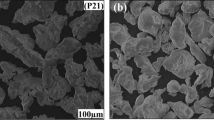
The morphology analysis showed that more compact structures were observed for the electrodeposits at lower current densities, with lower porosity values, as seen in Fig. 3. As the current density increased between 5.0 and 8.0 A dm−2, the porosity increased significantly due to the higher hydrogen concentration in the double layer, and the resultant morphology is less compact.

Microphotograph of electrodeposited nickel on copper at a current density of 1.5 A dm−2 and at 8.0 A dm−2
Effect of Current Density on Hardness of Electrodeposited Nickel
Increasing the current density from 5 to 8 A dm−2, the grain size and hardness decreased.
The hardness decrease can be due to the increase in porosity from 1.57% up to 6%. A higher porosity decreases the penetration resistance, although it can signify an increase of the dislocation motion resistance across grains. In the case of nanocrystalline materials, each grain cannot sustain more than one dislocation.
The average grain size and the hardness of the samples electrodeposited at current densities from 1.5 to 8 A dm−2 are shown in Table 1. In conventional polycrystalline materials of large grain size, hardness increases with decreasing grain size, because of a higher degree of dislocation pile up at grain boundaries. However, in the case of nanocrystalline materials, the dislocation pile up mechanism may not be applicable when grain size of the material is less than a certain critical value. Below this critical value of grain size, each grain cannot sustain more than one dislocation and therefore dislocation pile up mechanism cannot be applied.
Effect of Current Density on Tribological Properties of Electrodeposited Nickel
Results of calotest indicated a wear coefficient of 10−6 for all samples. This test is unable to distinguish between the different samples. Typical values of abrasive wear coefficient are 10−2 to 10−5 (Ref 17). Figure 4 shows the results of the calotest, presenting the volume per force in function of distance, for the electrodeposited nickel with 3.4 A dm−2.

Results of calotest: volume per force in function of distance for the electrodeposited nickel at 3.4 A dm−2
The electrodeposited samples at 1.5 and 5 A dm−2 were subjected to pin-on-disk testing under 10 N load and 40 rpm. The friction coefficient of the electrodeposited nickel at 1.5 A dm−2 (Fig. 5) obtained was in a range from 0.06 to 0.08. The porosity of the nickel electrodeposited at 1.5 A dm−2 was 0.16%, the lowest value of porosity between the samples, and the hardness was 240 HV. The friction coefficient of the nickel coating deposited at 5 A/dm2 ranged from 0.15 to 0.21, the porosity measured for these samples was 1.57%, and the hardness was 252 HV. Schuh et al. (Ref 17) studied the abrasion resistance of electrodeposited nanocrystalline nickel using the nanoscratch technique. For all materials, with grain sizes from 12 to 22 nm, the average friction coefficient was equal to 0.25 ± 0.01, at all applied normal loads from 20 to 1.5 × 105 μN (Ref 18). Farhat et al. (Ref 19) have studied pure nanocrystalline aluminum prepared by the magnetron sputtering technique, and Jeong et al. (Ref 7) examined the effect of grain size on the wear of nanocrystalline nickel electrodeposits. Farhat et al. (Ref 19) and Jeong et al. (Ref 7) found the abrasive wear resistance proportional to hardness, though most of the data from their studies focused on grain sizes where the Hall-Petch strengthening relationship is valid, and decreasing grain size leads to higher hardness. In this work, decreasing grain size from 26 to 23 nm caused a decrease in hardness and in friction coefficient, and the inverse Hall-Petch effect was observed. A lower value of the friction coefficient was obtained for the nickel electrodeposited with the lowest porosity. Generally, wear rate is considerably affected by porosity in a material (Ref 7, 20). These friction coefficient values were in accordance with literature (Ref 21). Mishra et al. (Ref 8) determined the friction coefficient using a commercial fretting wear tester (ball-on-flat contact configuration), and reported that an extremely low friction coefficient of 0.16 was obtainable with electrodeposited Ni coating. The value of 0.16 was obtained for the sample of 8 nm grain size Ni (Ref 8). Mishra et al. (Ref 8) reported that pure nickel of a grain size of 61 μm exhibited a high value of friction coefficient of around 0.6, whereas for nanocrystalline nickel-coated surfaces, the friction coefficient was significantly lower. They observed that the friction coefficient apparently decreases with decreasing grain size. This fact was also observed in this work. However, the samples with a grain size of 23 nm were prepared under lower current density of 1.5 A dm−2, so they displayed lower porosity and lower surface roughness. The samples with a 26 nm grain size were prepared under higher current density at 5.0 A dm−2, so they showed higher porosity and higher surface roughness. As a result surface roughness can significantly affect the friction coefficient of materials. The difference in friction coefficient between two samples was attributed to the difference in surface roughness rather than grain size.

Friction coefficient of the electrodeposited nickel at 1.5 A dm−2
Conclusions
The porosity of nickel electrodeposited on copper increased from 0.16% up to 6% as the current density increased from 1.5 up to 8.0 A dm−2.
The morphology of the electrodeposited nickel at lower current densities was more compact.
The average grain size of electrodeposited nickel decreased as the current density increased from 1.5 up to 3.4 A dm−2, and from 5.0 up to 8.0 A dm−2.
The hardness of electrodeposited nickel decreased as the current density increased from 1.5 up to 2.3 A dm−2, and from 5.0 up to 8.0 A dm−2.
Results of calotest indicated a wear coefficient of 10−6 for all samples.
An extremely low friction coefficient of 0.06-0.08 was obtained for the sample with a grain size of 23 nm and deposited at a current density of 1.5 A dm−2, and a friction coefficient of 0.15-0.21 was measured for the nickel coating with a grain size of 26 nm, electrodeposited at a current density of 5 A dm−2.
References
I.M. Hutchings, Tribology: Friction and wear of Engineering Materials, CRC Press, London, 1992
J.R. Tuck, A.M. Korsunsky, R.I. Davidson, S.J. Bull, D.M. Elliot, Modelling of the Hardness of Electroplated Nickel Coatings on Copper Substrates, Surf. Coat. Technol., 127 (1), 2000, p. 1–8
S. Rossi, F. Chini, G. Straffelini, P.L. Bonora, R. Moschini, A Stampali, Corrosion Protection Properties of Electroless Nickel/PTFE, Phosphate/MoS2 and Bronze/PTFE Coatings Applied to Improve the Wear Resistance of Carbon Steel, Surf. Coat. Technol., 173 (2–3), 2003, p.235–242
A.M. El-Sherik, J. Shirokoff, and U. Erb, Stress Measurements in Nanocrystalline Nickel, J. Alloy. Compd., 2005, 389, p.140
E. Rabinowicz, Friction and Wear of Materials, Wiley-Interscience, New York, 1995
K. Krishnaveni, T.S.N. Sankara Narayanan, S.K. Seshadri, Electrodeposited Ni-B Coatings: Formation and Evaluation of Hardness and Wear Resistance, Mater. Chem. Phys., 99 (2–3) 2006, p. 300–308
D.H. Jeong, F. Gonzalez, G. Palumbo, K.T. Aust, U. Erb, The Effect of Grain Size on the Wear Properties of Electrodeposited Nanocrystalline Nickel Coatings, Scripta Mater. 44(3), 2001, p. 493–499
R. Mishra, B. Basu, R. Balasubramaniam, Effect of Grain Size on the Tribological Behavior of Nanocrystalline Nickel, Mater. Sci. Eng. A, 373 (1–2), 2004, p. 370–373
L. Wang, Y. Gao, T. Xu, Q. Xue, A Comparative Study on the Tribological Behavior of Nanocrystalline Nickel and Cobalt Coatings Correlated with Grain Size and Phase Structure, Mat. Chem. Phys., 99(1), 2006, p. 96–103
H.A Ponte, A.C.T. Gomes, A.M. Maul, M.J.J.S. Ponte, Voltammetric Anodic Dissolution (VAD) Applied to the Quantitative Analysis of Coating Discontinuities—Influence of Electrodeposition Process Parameters, J. Appl. Electrochem. 34, 2004, p. 147–150
H.A Ponte, A.M. Maul, Porosity Determination of Nickel Coatings on Copper by Anodic Voltammetry, J. Appl. Electrochem. 32, 2002, p. 641–646
F. Lantelme, A Seghiouer, Model of Nickel Electrodeposition from Acidic Medium, J. Appl. Electrochem. 28 (9), 1998, p. 907–913
C.Q. Cui, J.Y. Lee, Nickel Deposition from Unbuffered Neutral Chloride Solutions in the Presence of Oxygen, Electrochim. Acta, 40(11), 1995, p. 1653–1662
L. Garcia, A Conde, G. Langelaan, J. Fransaer, J.P. Celis, Improved Corrosion Resistance Through Microstructural Modifications Induced by Codepositing SiC-Particles with Electrolytic Nickel, Corros. Sci., 45 (6), 2003, p. 1173–1189
S.M.L. Agostinho, Introdução à Engenharia Eletroquímica (Introduction to Electrochemistry Engineering), Ed. Associação Brasileira de Metalurgia e Materiais, São Paulo, 1990, Chap. 5, p 189
C. Fan, J.P. Celis, J.R. Roos, Relation Between Plating Overpotential and Porosity of Thin Nickel Electrolytic Coatings, J. Electrochem. Soc. 138 (10), 1991, p. 2917–2920
C.A Schuh, T.G. Nieh, T. Yamasaki, Hall-Petch Breakdown Manifested in Abrasive Wear Resistance of Nanocrystalline Nickel, Scripta Mater. 46 (10), 2002, p. 735–740
E. Rabinowicz, Friction and Wear of Materials, Oxford University Press, Park Ridge, 1984
Z.N. Farhat, Y. Ding, D.O. Northwood, A.T. Alpas, Effect of Grain Size on Friction and Wear of Nanocrystalline Aluminum, Mater. Sci. Eng. A, 206 (2), 1996, p. 302–313
J.E. Hines, R.C. Bradt, and J.V. Biggers, The Effect of Grain Size on the Wear Properties of Electrodeposited Nanocrystalline Nickel Coatings, Wear of Materials 1977, The International Conference on Wear of Materials, W.A. Glaeser et al., Eds., ASME, St Louis, 1977
K. Yamamoto, H. Ito, S. Kujime, Nano-Multilayered CrN/BCN Coating for Anti-Wear and Low Friction Applications, Surf. Coat. Technol. 201 (9–11), 2007, p. 5244–5248
Acknowledgment
The authors would like to thank FAPEMIG, Sponsor Agency of the State of Minas Gerais, Brazil.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lins, V., Cecconello, E.S. & Matencio, T. Effect of the Current Density on Morphology, Porosity, and Tribological Properties of Electrodeposited Nickel on Copper. J. of Materi Eng and Perform 17, 741–745 (2008). https://doi.org/10.1007/s11665-008-9205-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-008-9205-9