
To produce castings of titanium, nickel, zinc, copper and many other metal alloys, graphite molds can be used. Using graphite molds has many advantages, including that no lubricate or coating layers are needed, a high cooling rate, and ease of production of complex shapes. However, for high quality castings, high quality graphite is required with high mechanical properties and a high heat transfer coefficient. Since there is no room for adjusting the chemical composition of graphite molds, the most important factor determining the properties of the molds is their production process. Thus, in the present study, mechanical properties of two different types of graphite are investigated. The two types of graphite were produced by different technological processes: a typical process of graphite production from isotropic coke, and an electrolytic method of production. The research included mechanical testing and structural investigation by scanning electron microscopy. Chemical analysis was performed by Energy Dispersive x-ray Spectroscopy, and x-ray phase analysis was performed by XRD. Mechanical properties were determined by compression and three-point flexural testing at room temperature. It was found that the porosity of graphite is the key parameter determining its mechanical properties. In addition, it was found that mechanical anisotropy of graphite is dependent on the production method where the size and distribution of pores play an important role.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Graphite is a very interesting material used in many fields. It has a high heat resistance and thermal conductivity and is suitable for the application of coatings. Due to certain technological methods of production, graphite has a high porosity, which is a disadvantage since it affects the quality of coatings and the final mechanical properties of metal castings. Graphite is characterized by low indicators of mechanical properties, but it has the ability to accumulate kinetic energy, as well as resistance to cracking in the production of large elements. Therefore, graphite is usually used for the manufacture of molds for casting metals.
Graphite molds are widely used in metallurgy for the production of castings from various metal alloys, such as titanium, copper, nickel, iron, zinc and many others [1,2,3,4]. The production of graphite takes place in several stages. The first stage is the production of graphite powder: the raw materials are crushed, milled, and mixed. In the next step, the product is shaped. Molding can be achieved by cold isostatic pressing, extrusion, die molding, die filling or compaction [4,5,6,7,8]. The next stages are firing in a furnace at high temperature (usually about 1000 – 1200°C) without air, and graphitization, when graphite is exposed to very high temperatures (about 2500 – 3000°C) without oxygen. In the process of graphitization, the porosity of graphite is reduced by impregnation with various substances [5]. From the finished graphite, which is usually in the shape of blocks or rods, various shapes are made by block milling, compaction using templates, or by applying a lining, in which the investment casting model is lined with a graphite shell. However, the physical properties of graphite are a very important factor in the manufacture of high-quality molds for the production of castings. In this work, two types of graphite are investigated: isotropic graphite S1 (obtained in a typical graphite production process from isotropic coke) and electrographite S2 (obtained using electrolytic technology) [5]. The mechanical properties of graphite for the manufacture of molds for casting metals are very important because the material must withstand high temperature gradients and loads that occur during casting shrinkage. Graphite, obtained in the course of a conventional technological process with graphitization, has a tensile strength at break of about 30 MPa [1,2,3]. This figure can be improved by increasing the density, and a tensile strength at break of 83 MPa can be achieved. However, an increase in the density of graphite and the use of additional graphitization methods lead to an increase in the cost of the final product. It is necessary to develop other methods for the production of graphite, the use of which will lead to lower production costs while maintaining good mechanical properties.
The main purpose of this study is to assess the influence of production techniques on the mechanical properties of two types of graphite.
Mechanical properties were evaluated by determining the tensile strength on compression and three-point bending at room temperature. The microstructure of the investigated graphite was studied using an electron microscope.
Experimental Methods
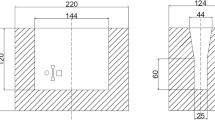
Samples for determining the mechanical properties were made from two types of graphite, S1 and S2, For testing the tensile strength at break (according to the PN-57/H-04320 standard), samples of 5 × 5 × 10 mm were made, and for three-point flexural testing (according to the PN-EN ISO 7438 standard), samples of the size 5 × 5 × 55 mm were prepared. The setup for three-point flexural testing is shown in Fig. 1.

Experimental setup schematic for determining the flexural strength by three-point flexural testing: F is force, N; L is the distance between mid-points of the lower supports, mm; b is sample width, mm; h is sample height, mm; Ru is the radius of the upper rod, mm; Rb is the radius of the lower rods, mm.
The stress σg was calculated using the equation:
In this study, a three-point flexural test set-up was used with the following parameters: L = 28 mm, Ru = 3.5 mm and Rb = 1 mm. The tests were carried out at room temperature to sample failure on an Instron 5566 testing machine, USA. The strain rate was 10–3 sec–1, and the crossbar speed during the three-point flexural test was 5 × 10–2 mm/sec. For structural studies, the samples were polished with sandpaper with incremental grit index of up to 4000. A Hitachi 3400 SN (SEM) electron microscope, Japan, was used for microstructure studies, as well as for chemical analysis using an x-ray spectral analyzer based on the energy dispersion method (EDS) operating at 20 kV.
Results and Discussion
Fig. 2 shows the results of phase analysis of the two investigated types of graphite. The analysis was performed using x-ray diffraction (XRD) method. It can be seen that in both cases, graphite has a very high degree of purity.

Results of the analysis of graphite using the x-ray diffraction (XRD) method:  ) graphite.
) graphite.
Figure 3 shows the structure of graphite samples S1 and S2. Micrographs were taken with a scanning electron microscope.

Structure of graphite samples S1 (a) and S2 (b).
It is seen that both types of graphite exhibit porosity. Samples of graphite S2 have small pores, while S1 samples have larger less frequent pores. Based on Fig. 3, the average pore size d was determined, which was (19.1 ± 3.4) μm for graphite S1 and (12.6 ± 3.3) μm for graphite S2. The porosity of the samples was determined using the Archimedes method. Samples 5 × 5 × 20 mm in size were immersed in ethanol for 10 min. The measured density was 1.83 g/cm3 for graphite S1 and 1.93 g/cm3 for graphite S2. Taking into account the indicator of the theoretical density of graphite, which is 2.162 g/cm3 at 25°C, the porosity was determined. The porosity P of graphite S1 was 15.36%, and that of S2 was 10.73%.
Figure 4 shows the structure of graphite samples S2 and S1 at 3000 magnification. The study was carried out using a scanning electron microscope (SEM).

Structure of graphite S1 (a) and graphite S2 (b) at ×3000 magnification obtained using a scanning electron microscope (SEM).
It is clearly seen from the micrographs of the structure of the samples that the porosity of graphite S2 is lower than that of graphite S1. In Fig. 4a black spots are visible, which are not observed in Fig. 4b.
Test to determine the wettability index
Figure 5 shows the curves of strain hardening of the samples (during the tests, many samples were examined, and the most representative of them are presented in this work).

Test results for determining the wettability indicators: a) S2/2017A/330°C; b) S1/2017A/330°C; c) S2/Cu/600°C; d) S1/Cu/600°C.
The contact angle was measured for both types of graphite. Interaction with Al and Cu was also studied. To maintain conditions similar to those in which graphite can potentially work in molds, it was decided to condense the metal on a graphite substrate heated to 600°C for copper and 330°C for aluminum. In both cases, this was approximately 0.65 times the homologous temperature. The tests were carried out using the reflux method in an atmosphere of pure argon. The temperature of copper deposited on the substrate was 1180°C, and that of aluminum was 750°C. In the case of copper, the average result was 35.2° and 32.5° for S1 and S2, respectively. When deposited on the aluminum substrate, the temperature was 31.8° and 30.6° for S1 and S2, respectively. In both analyzed cases, the wettability of graphite by liquid metal was practically absent.
The lower contact angles found for aluminum are due to its lower density and, therefore, the effect of surface tension, which affects the curvature of the droplet. By measuring the contact angle, it was found that graphite S2 has the best indicators of these properties. This is due to its lower porosity and a higher degree of surface smoothness. The test results are shown in Fig. 5.
Determination of resistance indicators
Samples of two types of graphite in the form of rods with a square cross section with dimensions of 5 × 5 × 30 mm were cut with a disk cutter. The surface of the samples was dry-sanded with 2000 grit sandpaper. The bases of the samples were perpendicular to the longer edges. Resistivity was measured on a specially prepared stand with self-regulating electrical contacts. The four-point method was used. The current source was adjusted to a current limit of 1.5 A. The current was chosen so as not to increase the temperature of the sample, since this can greatly affect the measurement result when determining the thermal resistance of graphite. From each type of graphite, 5 samples were cut and examined. The average results were 1.718 × 10–5 and 1.496 × 10–5 Ω·m for S1 and S2, respectively. The scatter of measurement results in both cases did not exceed ±0.03 Ω·m. The differences in the measured electrical values indicate a significant difference in the porosity of both materials and the binder used in the production of graphite. According to the literature, the resistivity of chemically pure graphite is 0.25 × 10–5 Ω·m when measured parallel to the plane of the base [7]. The obtained results showed a significant relationship between the degree of porosity of graphite, which can be equated to surface quality, and the wettability index, conductivity and mechanical properties (described in the following sections). The S2 graphite, which has a lower porosity of 10.7%, showed a higher conductivity and a lower contact angle. Differences in the contact angle of both types of graphite with metals (see Fig. 5) were small in both test cases, however, it was observed that the differences become more significant with increasing substrate temperature. It can be concluded that the higher the operating temperature, the more important the quality of the graphite used.
The work hardening characteristics according to the results of tests for determining the ultimate strength in compression are shown in Fig. 6.

Work hardening characteristics of graphite S2 and S1 in tests to determine the ultimate compressive strength at room temperature.
Based on the work hardening characteristics (see Fig. 6), the yield point R02, the fracture stress Rc (the load at which the sample fails), and the length reduction (maximum deformation at which the sample fails) were determined. For S2 graphite, R02 and Rc equal to (43 ± 2) and (75 ± 8) MPa, respectively, while for S1 graphite, R02 = (33 ± 2) MPa and Rc = (49 ± 2) MPa. With regard to the deformation stress, in S2 graphite, the strain (reaches 4%, and in S1 graphite — 3%.
Figure 7 shows the work hardening characteristics obtained by three-point flexural strength testing for S1 and S2 graphite. Based on the data in Fig. 7, the σgmax indicator was calculated. For graphite S2, the σgmax index was (79 ± 2) MPa, and for graphite S1 σgmax = (54 ± 1) MPa. The S2 graphite sample had a maximum bending displacement xmax = 0.35 mm, while for S1 graphite samples xmax = 0.28 mm.

Work hardening characteristics for the S1 and S2 graphite samples obtained by three-point flexural testing.
The data obtained from tensile and three-point flexural strength testing, and from microstructure investigations are given in Table 1.
From the data summarized in Table 1, it can be seen that even a very small change in the porosity of graphite (about 5%) influenced the mechanical properties. The differences in Rc or σgmax exceed 30%. This indicates that the technology of graphite production significantly affects its final properties [8, 9]. It is very important to keep the porosity P at a very low level; therefore, the impregnation of graphite at the stage of graphitization during the technological process plays an important role. Nevertheless, sometimes it is easier to use electrolytic technological processes, and they can be successfully used in the production of graphite. However, this technology needs to be improved in the direction of decreasing the porosity of the final product [1, 2, 5, 6].
Conclusion
S2 graphite has better mechanical properties than S1 graphite. In the case of graphite S2, there are fewer pores in the structure, and they are much smaller in size than in graphite S1. The size and distribution of pores have a great influence on the mechanical properties of the graphite under study. An increase in the size of pores and their number leads to a decrease in the mechanical properties of the investigated graphite.
References
Properties and Characteristics of Graphite, Poco Graphite Inc., Texas (2015).
I. E. Campbell and E. M. Sherwood, High Temperature Materials and Technology, John Wiley & Sons, Inc., New York (1967).
G. E. Lockyer, E. M. Lenoe, and A. W. Schultz, Investigation of Nondestructive Methods for the Evaluation of Graphite Materials, AVCO Corporation, Lowell, MA, September 1966.
I. Asenjo, P. Larranaga, J. Sertucha, et al., “Effect of mould inoculation on formation of chunky graphite in heavy section spheroidal graphite cast iron parts,” Int. J. Cast Metal Res., 20(6), p. 319 (2007).
D. M. McEligot, W. D. Swank, D. L. Cottle, and F. I. Valentin, Thermal Properties of G-348 Graphite, Idaho National Laboratory Idaho Falls, Idaho 83415, May 2016.
K. N. Prabhu, H. Mounesh, K. M. Suresh, and A. A. Ashish, “Casting/mould interfacial heat transfer during solidification in graphite, steel and graphite lined steel moulds,” Int. J. Cast Metal Res., 15, p. 565 (2003).
Hugh O. Pierson, Handbook of Carbon, Graphite, Diamond, and Fullerenes: Properties, Processing, and Applications, William Andrew (1993), p. 61.
V. E. Bazhenov, A. V. Koltygin, Yu. V. Tselovalnik, and A. V. Sannikov, “Determination of Interface Heat Transfer Coefficient between Aluminum Casting and Graphite Mold,” Russ. J. Non-Ferr. Met., 58(2), 114 – 123 (2017).
A. K. Gupta, D. Boruah, N. Suresh, N. Kamal, and A. K. Singh, “Preparation Effect of Mould Systems on Microstructure and Mechanical Properties of Spheroidised Graphite Iron,” Int. Journal of Engineering Research and Applications, 6(4) (Part 4), 68 – 73 (2016).
This study was funded by the TECHMATSTRATEG1/349264/18/NCBR/2017 project titled “Recykling odpadów poprodukcyjnych ze stopów aluminum w oparciu about technologię odlewania ciągłego”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 8, pp. 34 – 39, August, 2021.
Rights and permissions
About this article

Cite this article
Sułkowski, B., Boczkal, G., Pałka, P. et al. Effect of Graphite Microstructure on their Physical Parameters and Wettability Properties. Refract Ind Ceram 62, 458–462 (2021). https://doi.org/10.1007/s11148-021-00624-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-021-00624-2