
Abstract
The Ni-base superalloys, which are normally melted and cast in a vacuum, entrain their surface-oxide film during turbulent pouring of the melt; unfortunately at this time, this process is universally practiced for investment castings of these materials. The entrained film becomes a bifilm crack automatically, so that cast alloys have a large population of cracks that controls their failure behavior. The problems of the growth of single crystals and the welding of polycrystalline alloys are reviewed to illustrate the central role of bifilms in the cracking of turbine blades, the heat-affected zones of welds, and the reliability of properties. It has been demonstrated that improved gravity pouring systems can reduce these problems significantly, but only countergravity filling of molds is expected to result in defect-free castings. Recent cases in which turbine blades failed in service are examined, and the central role of bifilm defects in these failures is discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
A growing body of evidence shows that Ni base alloy castings, especially of superalloys, harbor cracks because of the poor casting techniques that are used currently to shape these materials.[1–3] These defects arise naturally during the turbulent pouring of metals (Figure 1).

Entrainment of a bifilm in a liquid metal
The importance of this subject was confirmed by reports on three in-service failures of Ni-based superalloy turbine blade castings.[4–6] Naeem et al.[6] list a review of previous blade failure reports. Although it is acknowledged that engine manufacturers go to great lengths to ensure that a “blade off” event does not cause the engine to fail, it seems unhelpful to continue to put huge efforts into metallurgical research on alloy development while ignoring the major casting defects necessarily introduced by current manufacturing techniques. The defects in metallic liquids and final castings are principally bifilms. They seem to give rise to a wide spectrum of phenomena including porosity,[1] hot tearing,[1] cold cracking,[1] fatigue initiation[7–10] corrosion,[1] and stray grain initiation.[11] This list is formidable. Bifilms are a serious issue that so far has not received the attention that it deserves.
Bifilms are created easily and quickly during casting. The surface of the melt oxidizes rapidly (whether in air or in so-called “vacuum” that has to be viewed as merely “dilute air”) so that when folded in or when experiencing collisions between droplets, the surface oxide contacts dry-face-to-dry-face when impinging against other masses of liquid. The resulting unbondable interface, which is a double film called a “bifilm,” is then entrained in the bulk liquid as a crack. Our existing pouring systems are mostly turbulent and fill the liquid metal with cracks. The defects remain in suspension sufficiently long to become frozen into the casting.
A significant advance in recent years in the design of filling systems for castings has been the concept of the critical velocity, which has also led on to the concept of the critical fall distance.[1] This velocity for all engineering liquid metals is close to 0.5 m/s, which, if exceeded, means that the melt has sufficient energy to jump and splash, and so is in danger of enfolding its surface to create bifilms. This velocity is exceeded when the metal falls under gravity after a distance of only about 10 mm. This trivial distance effectively forbids gravity pouring of metals if bifilm-free material is desired.
If castings with reduced bifilms are desired and if gravity pouring is still required to be used, then the techniques to decrease the damage to melts include the new naturally pressurized filling system technique.[1] However, this technique, along with other gravity pouring techniques, is merely a damage-limitation exercise; it is designed with filling channels dimensioned to remain fully primed and pressurized, decreasing entrainment defects despite the high velocities. Although a reduction in defects by a factor of 10 can be achieved in Ni-base turbine blade castings,[12,13] the continued creation of a proportion of defects seems unavoidable.
A technique for filling of molds without the generation of a single bifilm is known. It is called counter-gravity filling, in which the liquid metal never falls, but the molds are filled only in an uphill direction, counter to the direction of gravity and taking care to control the velocity at all times below the critical velocity. The realization of the fundamental correctness and power of this filling technique for the production of bifilm-free castings is a conclusion of major significance.
At this time, the preparation of superalloy remelting stock and the manufacture of the majority of turbine blades involves pouring of the liquid metal from considerable heights, usually exceeding 1 m, into molds designed with poor filling systems (Figure 2); the melt experiencing energetic surface turbulence, guaranteeing that most Ni-base feed stock for vacuum melting and casting, and Ni-base turbine blades and vanes will contain large populations of defects, some of a serious size. For instance, nearly the whole of the fracture surface of the turbine blade observed in the field of view of Figure 3(a) is covered with an oxide bifilm, as confirmed by an energy dispersive X-ray (EDX) analysis, and its characteristic light gray, matt appearance contrasts with the appearance of a metal.

The layout of a conventional vacuum-melting and casting furnace drawing attention to the fall H ensuring the production of defective cast material


(a) Fracture surface of a turbine blade casting deliberately fractured in the laboratory with EDX spectra of (b) alloy matrix; (c) oxide rich in O, Al, and Cr; and (d) carbide rich in C, Ti, W, and Mo[16]
Although the designs of the filling system of many blades are presumed by blade manufacturers to use acceptable filling technology because they are bottom gated, the filling systems employed generally exhibit such unsatisfactory features as a conical pouring basin, and in any case, the damage by the trauma of the prior pour from the melting furnace usually cannot be reversed or filtered out entirely. D/S and single-crystal blades are grown in a temperature gradient with a relatively quiescent, planar front, but they too suffer irreversible damage caused by the severely turbulent filling of the mold. The general belief that melting and casting in vacuum avoids the problems of oxidation during casting is observed in general to be an unfortunate and serious error (even though recent evidence[14] suggests that in some conditions, a high-quality vacuum might be beneficial, such a vacuum would be difficult to achieve under industrial production conditions where such phenomenon as furnace and mold out-gassing are prolific sources of gases).
The design of vacuum melting and casting furnaces used for practically all investment cast Ni-base alloys enhances the turbulence problem because of the significant fall of metal from the lip of the melting crucible to the mouth of the mold. This height is often in excess of a meter, well in excess of the 10 mm for liquid metals to entrain their surface films and form bifilm cracks.[1]
For wrought Ni-base alloys, the situation is even worse, with the melts falling in air through heights of several meters via poorly designed ceramic channels that ensure the mixing of large quantities of air into the melt during the casting of bottom-filling of ingots weighing a ton or more, and of heights a meter or more. The ingots are destined for subsequent hot plastic working such as forging, rolling, or extrusion; and they have been known to fail by cracking or falling into pieces as a result of their high bifilm population on the first stroke of the forge. Conversely, if the material survives the working process, the entrained bifilms may become tightly closed, making them more difficult to detect, but the bifilms will be expected to be resistant to bonding. The working processes will extend the length of the defect by the fracturing of the film, and the fractured pieces will be drawn apart to reveal fresh metallic surface, but residual air trapped in the folds and creases of the bifilm is likely to continue oxidation or nitridation of the freshly extended surfaces, continuing to prevent any healing of the nonbonded nature of the bifilm by welding until the reservoir of air is finally consumed. Thus, during plastic working, the amount of internal cracks is likely to get worse before it gets better.
The bifilms introduced by turbulence during casting are usually invisible, or at least difficult to see, as a result of their extreme thinness, which is often measured in nanometers. This finding contrasts with their impressive surface areas, which is sometimes measured in square millimeters or even square centimeters. These extensive natural cracks are probably the most important defects in both cast and wrought metals. The evidence for bifilms in metals in general is summarized elsewhere.[1–3] The conventional nondestructive inspection techniques, such as X-ray radiography, are usually inefficient in detecting these defects in castings. Kunz et al.,[7,8] in their study on the high-cycle fatigue properties of conventionally cast IN713 superalloy, had their specimens poured at a turbine manufacturer (these authors did not provide details of the filling system for their castings). The specimens were all inspected by X-ray radiography and were found to be defect free. The analysis of the fracture surfaces of fatigue specimens, however, revealed the presence of casting defects, several millimeters across, which seem to have been initiated by bifilms.
The fact that crack-like defects measured in millimeters can arrive in castings even after the metal has been forced to flow through filters with pore size of less than 1 mm is answered easily. After first being entrained, sufficiently powerful turbulence exists in the bulk melt to ensure that the bifilm is tangled into a compact, convoluted form, which is often only approximately 1 mm in diameter. As such, it can pass through the pores of most filters but arrives in the mold cavity as a relatively poorly effective stress raiser, and so it is relatively harmless. Unfortunately, after entering the mold cavity and after filling comes to a stop, the conditions become quiescent, allowing the compact defect to unravel; its original full size, up to approximately ten times its convoluted size, is acquired and it resembles an engineering crack because of its relatively flat form. This form contrasts with its convoluted form but is akin to the form of cracks propagated by stress. Several mechanisms assist to restraighten the crack, but a common mechanism in Ni-base castings appears to be the straightening action of the growth of dendrites.[10]
In their study on high-cycle fatigue of the IN713 alloy, Kunz et al.[7,8] also identified two types of facets on the fracture surfaces of their specimens: (1) facets along {111} crystallographic planes and (2) facets not following a crystallographic orientation. For both types, Kunz et al. found casting defects to be associated with the facets. Recently, Tiryakioglu et al.[10] discussed these two types of facets in detail and concluded that both type of facets can initiate macroscopic fatigue failure. Examples of the two types of facets found in cast Al alloys are shown are shown in Figure 4, where facets (1) with crystallographic orientations formed by a slip plane mechanism initiated by stress concentration at a casting defect[7] and (2) that form from the bifilm straightening during solidification. The facets shown in Figure 4 are similar to those observed by Kunz et al. The presence of either type of facet is an indication that fracture takes place prematurely because of the presence of a casting defect, which can be avoided by proper melt preparation and pouring techniques.

Brittle Intermetallics and Second Phases
The wetted outer interfaces of oxide bifilms (those surfaces originally on the underside of the surface oxide film floating on the liquid from which the oxides grew, atom by atom, and so in perfect atomic contact with the melt) seem to be favored substrates for the precipitation of second phases in a wide variety of different matrices, including Al, Cu, Ni, and Ti alloys.[3]
In particular, in the Ni-base alloys, the association of cracks with so-called brittle grain boundary phases has been observed by many workers.[15,16] It has, naturally, been assumed widely that carbides formed on the grain boundaries. However, it may be that the carbides form only on bifilms that happen to be located in the grain boundaries. It has been observed[16] that the outside surfaces of the bifilms act as favored substrates for the precipitation and growth of carbides containing Cr, Ti, W, and Mo. The cracks in the carbides are the visual reminder of the presence of the bifilm that initiated the formation of the carbide. Usually, the presence of the bifilm is not detectable by optical inspection and therefore is unsuspected, but usually it becomes detectable at higher magnifications of the fracture surface observed in the scanning electron microscope (SEM), as observed by Kunz et al.[7,8] Rashid and Campbell[16] found that the bifilms themselves were oxides rich in Cr and Al (Figures 3 and 5) as might be expected. This study was carried out on an industrially cast turbine blade for power generation made under similar conditions to an aeroengine blade. The exact same features were found in blades for the aero engines cast in China (under license from a large Western aero manufacturer) in 2005.[17]

Furthermore, it is worth emphasizing that the carbides themselves are not expected to crack because it is likely that they will be extremely strong. The tensile failure of the casting would take place by a crack that followed the unbonded bifilm interfaces, apparently following the carbide cracks, giving the appearance that the carbides have caused the failure by their brittleness. The fact that carbides are normally associated with cracks may not be explicable in the absence of bifilms.[18]
D’Souza[19] observed linear features in the microstructure of his CMSX-4 alloy on which Nb-, Zr-, and Cr-rich phases have formed. He indicates that the composition in which these phases occur is the most likely to form hot tears. Both these observations are consistent with the presence of oxide bifilms. Furthermore, the stray crystals observed in his single-crystal castings may have origins associated with the presence of bifilms acting as barriers to the advance of grains as described subsequently.
In polycrystalline superalloys, Qin et al.[20] observed that long-term thermal exposure created chains of carbides that formed pathways for the spread of cracks, and the subsequent deterioration of properties. Once again, the carbides would be expected to have precipitated on oxide bifilms and effectively would be precracked; the long-term thermal exposure opened these features gradually, possibly by the increased pressure caused by the expected precipitation of hydrogen into the cracks and the creep of the surrounding solid to allow some slight opening.
Sidhu et al.[21] also note the intergranular cracks associated with continuous films of M23C6 and MC carbides in their welded and heat-treated Inconel 738LC alloy. Similar interdendritic carbides are observed associated with film-like defects on fracture surface of a Co base alloy.[22] The report by Malzer et al.[23] on the creep failure of single crystal superalloy LEK94 clearly shows films (assumed to be oxides, but possibly nitrides) on fracture surfaces and microcracks associated with as-cast pores. One would expect pores and bifilm-type cracks to be associated, because both initiate from entrainment mechanisms during casting.[1] In fact, bubbles and bifilms are hard to differentiate at times; both are entrained defects, and the major difference is the amount of gas that each contains. However, the difference in their gas contents is sometimes not clear, blurring the distinction between them. Also, in passing, it is worth noting that the pores and cracks are not solidification defects but are casting defects.
Grain Boundary Phenomena
Creep has been cited[5,6] as the mechanism that led to the in-service failure of Ni-based superalloy turbine blades mainly because of the observation of multiple intergranular cracks in the failed turbines. It is necessary to question this conclusion. The commonly accepted reason for the approximately three orders of magnitude benefit of creep life for directionally solidified Ni base alloy structures compared with conventional equiaxed structures is the absence of transverse grain boundaries, the assumption being that these boundaries are weak, resulting eventually in decohesion during creep. It is also necessary to review these assumptions critically.
Bifilms are effectively pushed ahead of the solidification front because the advancing solid phase cannot, of course, penetrate the microscopic air layer between the films. Bifilms are, therefore, pushed ahead mainly into interdendritic and intergranular spaces. Therefore, bifilms are to be expected in gravity-poured castings with their preferred siting between dendrites and grains. The presence of bifilms as practically invisible unbonded interfaces easily explains the rupture of grain boundaries. Moreover, as in the case of intermetallics, there is no reason to suppose that grain boundaries are weak; they are in fact extremely strong as a result of the strong metallic bonding. In several atomic modeling studies employing the molecular dynamics techniques, Yamakov[24] has demonstrated that grain boundaries have strengths of approximately 80 to 100 pct of the strength of the matrix depending on the structure of the boundary.
Crack formation along the longitudinal grain boundaries of directionally solidified Ni base superalloys during solidification has been attributed to so called grain boundary decohesion in the absence of any really consistent explanation resulting from many studies over past decades.[15] Once again, the presence of bifilms is to be expected and can be predicted to result in grain boundary cracking.[1,3]
Furthermore, Carney and Beech[11] found that stray grain formation was increased, once again likely to be the result of a higher density of oxides. The mechanism could be strong bifilms that mechanically obstruct the advance of the desired single crystal. The blocked advance of the dendrite front, while the withdrawal of the mold continues, will ensure that the liquid above the blockage will undercool progressively as it is withdrawn down the furnace temperature gradient. Eventually, the undercooling will become sufficient to nucleate a new grain. The bifilm, with its internal layer of air, will ensure that the new grain will have no benefit of contact with the blocked original crystal, with the result that the new grain will have a totally independent growth orientation. In agreement with this proposed mechanism, Carney and Beech[11] identified oxides at the root of most of the stray grains in their single crystals. Furthermore, the incidence of stray grains was reduced by filtering the metal, providing corroboration of the role of bifilms.
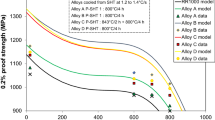
If we accept the logical conclusion that grain boundaries are strong (in most cases practically as strong as the matrix) and the unbonded interfaces (bifilms) are almost totally without strength, it follows that the famous result for the improved creep life of directionally solidified (DS) and single-crystal blades (Figure 6[25]) is a direct result of the elimination of bifilms and not the elimination of grain boundaries. This conclusion is to be expected from the fact that the growth of grains in equiaxed solidification will trap bifilms from all directions, so that boundaries of equiaxed grains will be predicted to fail early during creep. In contrast, the solidification regimes in DS and single-crystal growth have fortunately adopted favorable vertical growth that permits a significant time for oxides to float upward and so escape, and the remnants that do not float have the chance to be pushed, so that these blades will be significantly cleaner. The fact that they still eventually fail is, interestingly, a sign that they are not perfectly clean; better melt preparation and transfer into the mold would eliminate these final problems to give significantly increased, if not indefinite, creep life.[26]

The creep-to-failure behavior of equiaxed, directionally solidified and single crystal castings of Mar M200 Ni-base alloy at approximately 1253 K (980 °C) and 207 MPa[25]
Unreliability of Tensile Properties
The statistical chance of oxides being folded in by chance events of turbulence to create scatter in the tensile properties of Ni-base superalloys has been shown clearly by the work of Cox et al.[12] who compared the tensile strength S T of top-filled with bottom-gated molds for alloy IN939 in the hot isostatic pressed condition. The Weibull analysis of data of Cox et al. is presented in Figure 7. Note in Figure 7(a) that the data at lower tensile strengths of top-filled IN939 castings imply a slope that is lower than the rest of the data, indicating the presence of two tensile strength distributions. The presence of two distributions necessitates the use of Weibull mixtures[27,28]

A Weibull analysis for the tensile strength of vacuum melted and cast top- and bottom-filled IN939 test bars into investment molds: (a) Weibull probability plot showing two distinct distributions in both data sets and (b) plot of fitted distributions
where P is the cumulative probability, p is the fraction of castings that belong to the upper distribution, σ is the fracture data analyzed (tensile strength), σ T is the threshold below which no failure is expected, σ 0 is the scale parameter, and m is the Weibull modulus. The subscripts 1 and 2 refer to castings that belong to upper and lower distributions, respectively. For bottom-filled castings, note that the slope steepens at low tensile strength values, indicating the presence of a threshold value.[27] The two distributions in both data sets most likely stem from the presence of two different types of defects, both of which resist healing to different degrees during the hot isostatic pressing (HIP) process. In hot isostatically pressed cast aluminum alloys, the lower distribution in both fatigue and tensile specimens was found[29,30] to be caused by the presence of “old” oxide bifilms that had formed as a result of previous damage and had subsequently coarsened in the crucible. The upper distribution represented fracture from “young” oxide bifilms that had formed during the mold filling, which partially bonded (healed) during the HIP process. The distributions for top- and bottom-filled IN939 are presented in Figure 7(b). Note that the improvement in quality by bottom filling rather than top-filling is evidenced by the shift of the upper distribution to higher tensile strengths. This is expected because it was found via computer simulations and real-time X-ray radiography[31,32] that the entrainment of surface that takes place during mold filling of Al and steel investment castings is less in bottom filled-molds than in top-filled molds. It is also noteworthy that Eq. [1] is applicable in cases where the two distributions are mutually exclusive, i.e., there is no competition between the two type of defects on causing premature failure.[27] When both “old” and “young” bifilm defects are present, there is no competition because old bifilms win every time over young bifilms, which is in agreement with previous tensile and fatigue life findings in cast aluminum alloys.[29,30]
In-service Failure in Turbine Blades
Failure 1
In a single-engine plane, a high-pressure turbine blade failed, causing the engine to fail with the resulting loss of the plane and lives.[4] The turbine blade failed only after 1800 hours of operation and before the scheduled inspection time of 3000 hours. The fracture surface of the blade is observed in Figure 8. Approximately half of the area of the blade, starting from the trailing edge, is the fatigue failure. The remainder is the rapid final overload fracture. Both of these fracture regions deserve a close examination.

The SEM fractograph of the turbine blade where fatigue failure occurred.[4] (Courtesy of the Transportation Safety Board of Canada with the permission of the Minster of Public Works and Government Services)
Fracture seems to have initiated close to the trailing edge shown in Figure 9. However, in this region, and over the whole fatigued area up to the transition to the overload fracture area (Figure 10), the grain structure of the casting is clear. This region has been interpreted by some as a thermal fatigue failure mode. This is probably true, but in the experience of the authors, thermal fatigue only occurs in the presence of bifilms; the thermal stresses open up the bifilms to create an easy crack propagation route. Some areas outlined as grains show beach marks clearly (Figure 11), indicating that these are sound regions integral with the matrix of the casting and exhibit classic features of fatigue crack advance. However, many areas of the fracture that seem to be outlined as grains show no beachmarks but instead show folds and wrinkles that are typical evidence of oxide films entrained during the turbulent pouring of the liquid (Figure 9). These areas have been precracked effectively, allowing instantaneous crack extension across these regions and allowing rapid average propagation of the fatigue failure over this half of the blade.

Fractograph showing apparent fatigue initiation site.[4] (Courtesy of the Transportation Safety Board of Canada with the permission of the Minster of Public Works and Government Services)

Fractograph of the transition region between the fatigue fracture and the stress rupture fracture.[4] (Courtesy of the Transportation Safety Board of Canada with the permission of the Minster of Public Works and Government Services)

In general, over this first part of the fracture surface, the transgranular failures exhibit evidence of classic fatigue, whereas the bifilm-propagated failures seem to be mainly intergranular failures, as would be expected from the bifilms being pushed by growing grains into the grain boundaries. Thus, the fracture surface is a patchwork or “crazy paving” of fatigued grains and bifilm-cracked grains or bifilm-cracked grain boundaries. Overall, it seems that between 70 and 90 pct of the area of the first part of the fracture seemed to be precracked in service because of the presence of bifilms.
In the transition region in the left-hand top corner of Figure 11, some cracks can be observed to be aligned with the assumed crack growth direction but seem to be at right angles to the surface, disappearing into the depth of the matrix. It seems likely that these cracks are bifilms straightened by the growth of dendrites as illustrated schematically in Figure 12. This figure illustrates how flat regions of cracks can be formed that are aligned parallel to the generally closer packed 100 or 110 planes of the matrix in the 100 direction of growth of the dendrites. In this case, their mutual alignment in Figure 11 would have been encouraged by the heat flow direction from the thicker leading edge to the thinner trailing edge.

Dendrite straightening leading to facets plus tip accumulation of bifilms leading to undulating topography of fracture surface
The final overload failure region observed in Figure 8 has no evidence of ductile dimples indicating practically no ductile component of the failure, which is perhaps surprising in a high Ni-base alloy at service temperature. In fact the overall appearance of the final fracture region in Figure 8 is somewhat chaotic. However, a closer examination in Figure 13 shows regions that can be approximately identified as grains, within which are traces of regular periodicity suggesting dendritic structure. A trace along the fracture surface following the length of one of the dendrites would be expected to exhibit a roughly sinusoidal form. It is proposed that this form is taken up by the bifilms that are pushed ahead of the advancing grains as shown at the tips of dendrites in Figure 12. Such sinusoidal fracture surfaces are relatively common in many cast alloys and can usually be definitely associated with the dendrite tip outlines delineated by bifilms. In Figure 13, the traces of cracks disappearing into the matrix of the casting are, once again, typical of this structure.

Fractograph showing stress rupture region.[4] (Courtesy of the Transportation Safety Board of Canada with the permission of the Minster of Public Works and Government Services)
From the fracture surface, therefore, it seems that up to 90 pct of the cross section of the turbine blade, including both the fatigued region and the tensile overload region, was prefractured by the presence of bifilms during service. Such levels of prefracturing of a cast fracture surface are probably common, as is illustrated by the near-100 pct bifilm coverage of the fracture surface of the tensile specimen of an Al alloy.[1]
Turning to other metallographic evidence from this study, Figure 14(a) shows a polished cross section at right angles to the fracture surface. The presence of an oxide on the surface cannot necessarily be identified as half of the original bifilm crack because of oxidation of the fracture surface in air, while still at a high temperature immediately after the fracture. However, its similarity to the thickness and structure of submerged bifilms indicates that any post-fracture oxidation was probably not severe, so that the observed oxide is probably mainly the original oxide from the liquid casting condition. Interestingly, the three parallel cracks cannot be engineering cracks, for instance as the result of stress, because the propagation of the first crack would relieve the local stress so that the nearby parallel cracks could not propagate. Thus, the three parallel cracks are most probably identified as bifilms that have been straightened and crystallographically aligned by dendrite growth. The unbonded nature of the central interface between the two films is also clear in this image in the form of traces of porosity, and it shows how bifilms naturally initiate porosity in castings. The old oxide bifilms found[33] in the Al alloy A206 castings subjected to HIP are presented in Figure 14(b). These bifilms are strikingly similar to those in Figure 14(a) and are the cause of the lower distribution of tensile strength in Figure 7, mainly because they are resistant to HIP treatment.

Figure 15 shows a focused ion beam (FIB) section at right angles to the fracture surface viewed in the SEM. (The fracture surface has been protected by a thick layer of sputtered Pt.) Grains are revealed clearly, separated by thickly oxidized regions that are assumed to be bifilms. However, a small, fine-grained feature can be observed sitting on the fracture surface. This is clearly a droplet formed during the casting process, confirming the turbulent nature of the mold-filling technique. Because the droplet is apparently isolated from the surrounding metal by its oxide film, it has solidified totally independently. Clearly, it has not had the benefit of nuclei for the easy initiation of solidification, with the result that it has undercooled probably by hundreds of degrees Celsius. Its final rapid freezing, long after the general freezing of the casting, explains its fine grain structure, more than one order of magnitude finer than the grain structure of the casting. The isolation of small regions of castings, as oxide-coated droplets, is commonly observed. An example in an Al alloy is given by Dispinar and Campbell.[34]

Grain boundary (GB) and seam (S) comprising oxide bifilms and central crack, and the fine, polycrystalline area (PC) observed on an FIB section of the failed turbine blade.[4] (Courtesy of the Transportation Safety Board of Canada with the permission of the Minster of Public Works and Government Services)
In the case of the turbine blade, the fact that such a safety-critical casting got into service is, unfortunately, perfectly understandable; an examination by X-ray radiography cannot detect such narrow cracks, and the dye penetrant test can, of course, only detect the defects that intersect the surface. Many bifilms will be expected to touch the surface but make perhaps only point contact on a random basis. Thus, as an aside, and as many know, it is superfluous to emphasize that quality cannot be inspected into a part; quality has to be ensured by the production process. Clearly, for turbine blades, the use of gravity to fill molds inevitably accelerates the metal to speeds at which damage is inescapable, with the result that gravity casting is a fundamentally unsuitable and clearly incapable process. This deep concern is regrettably enhanced by the use of nondestructive testing techniques that are also demonstrably incapable.
Failures 2 and 3
It is extremely significant that many of the features described in failure 1 seem identical to those reported by other investigators studying the failure of separate and different turbine blades.[5,6] Although these authors attribute failure to creep,[5] the fact is that the blades exhibited features that can be explained only by the presence of bifilms. These include the following:
-
(a)
Cracks in random directions typical of bifilms.
-
(b)
Networks of carbides that seem to decorate the grain boundaries but are likely to formed on bifilms (in passing, it is worth drawing attention to the fact that the precipitation of carbides on grain boundaries free from bifilms has not so far been knowingly demonstrated and may be unlikely; carbides may not precipitate on clean grain boundaries).
-
(c)
The array of dimples on the fracture surface reported by Naeem et al.[6] has a spacing that seems to correspond with the primary dendrite spacing, and thus, it is probably the terminal dendrite tip pattern on the fracture surface illustrated in Figure 13 rather than ductile dimples associated commonly with ductile failure.
-
(d)
Observations confirming the ductility of the matrix including the blunted crack tip that would normally make any crack advance impossible.
-
(e)
The ductility of the matrix is confirmed by the necking phenomenon.[5] Thinning of the blade by creep extension during failure is concentrated near final parting of the failed blades and is concentrated in an area that has been especially hot as a result of the loss of the protective coat.
-
(f)
The loss of a diffusion-bonded coating seems explicable only by the presence of an extensive bifilm near to, effectively just under, the surface of the casting. In view of the numerous bifilms present in these castings at a point approximately 1/3 down from the blade tip, the presence of bifilms just under the surface to permit coating decohesion is not surprising. The authors report the presence of an oxide film under the peeled coating,[6] but this will be to some extent confused by the additional oxidation after the peeling event. In the case of the two first-stage turbine blades that failed initially in this study,[5] only another eight additional blades were caused to fail as a result of the impact of debris; all of these failed blades had cracks close to the 1/3 distance from the blade tip.
-
(g)
Of the report of the Korean engine failure, 9 rotor blades of the first stage turbine fractured but 66 survived the trauma,[5] and probably therefore these have had the benefit of being free to different degrees from entrained bifilms. This random scatter of behavior is typical of the castings made by turbulent casting techniques. The survival of most blades with no observable problems is strong evidence that the blades had no metallurgical faults and had performed perfectly, as designed by the designer; thus, the alloy, its heat treatment, and the casting size and shape were almost certainly not the cause of failure. Similarly, the mode of operating of the engine cannot be responsible for the failure.
-
(h)
Naeem et al.[6] observed cracks in the coating that connected with cracks in the matrix. They assumed that the coating cracks had initiated the matrix cracks. However, it seems more probable that the matrix cracks preexisted as bifilms, so that either (1) the opening and closing of these cracks under fluctuating load would propagate a crack through the coating or (2) the cracks in the coating reflected the underlying cracks in the matrix because the underlying cracks could not be bridged by the coating process.
Welding of Ni-Base Superalloys
Up to this time, it has been understandable that most authors studying welding have overlooked the probability that oxide bifilms will be present in their alloys, so that they are naturally unaware the materials that they study are already effectively precracked. Welding provides particularly high strains and stresses, maximizing the opportunity for the cracks to open and become visible.
One author[35] suggested a mechanism for the damaging effect that incipient grain boundary melting has in the heat-affected zone of welds. For instance, if a grain boundary phase melts in the heat of the weld, but subsequently resolidifies, why should the properties not be fully recovered, if not improved, as a result of the rapid freezing and consequent fine structure?
The suggested mechanism is as follows: If a bifilm occupies the grain boundary, then the melting of a nearby phase will be associated with (usually) an expansion with the necessary plastic yielding of the matrix. However, on refreezing, the volume contraction will not normally reverse the plastic deformation but will far more easily merely open the bifilm, creating an open crack, and thus decreasing properties (a closed bifilm can at least support some shear stress as a result of friction between the surfaces and the nonplanarity provided by jogs and folds). The differing phases on either side of the crack are another feature to be expected of a bifilm crack; many bifilms are asymmetrical, in which one thick side consists of an older film, often with a spinel structure, whereas its opposing side consists of a pure oxide with a different structure. These differing sides favor the precipitation and growth of different phases during the solidification of the surrounding alloy.
Wang et al.[15] present data comparing the behavior of laser beam welding of two single-crystal alloys, CMSX-4 and -486, finding increased cracking in the high Zr and Hf -486 alloy. This seems likely to be a result of the higher reactivity of Zr and Hf with oxygen, strengthening the oxide film and enhancing its damage potential during entrainment when casting turbulently.
Concluding Remarks
Nearly all the preceding work has been carried out on alloys poured freely under gravity from significant heights into molds of various kinds and so is expected to contain a generous quantity of bifilm cracks. The rules for the design of gravity casting techniques to decrease the entrainment of the oxidized surface during the filling of the mold have been developed over recent years.[2] Different authors[12,13] demonstrated that the application of these rules for gravity pouring of Ni-base turbine blades can decrease the number of casting defects by a factor of 10.
At first sight, the achievement of a reduction in defects by a factor of 10 might seem impressive. However, if the metals were cast with a good countergravity technique, the factor would be expected to approach infinity. This is because the number of entrained defects can, in principle, fall to zero.[2] It is to be hoped that both researchers and industry will convert immediately to at least these improved gravity pouring systems because this is a quick and low-cost development that would bring immediate benefit. For the future, however, countergravity casting of Ni base alloys is required to eliminate all danger of failure by cracking.[26]
Clearly, our technology for the production of safety critical cast components must be changed. Only the complete avoidance of pouring, by proper design of countergravity handling of melts and filling of molds, will ensure perfectly reliable metals. This technology is already available and proven.[2] The transformation of many of our engineering materials into materials free from bifilms has potential to bring a revolution in properties and performance.
References
J. Campbell: Complete Casting Handbook, Elsevier, Oxford, U.K., 2011.
J. Campbell: Castings Practice—the 10 Rules for Casting, Elsevier, Oxford, U.K., 2004.
J. Campbell: Mater. Sci. Technol., 2006, vol. 22, pp. 127–45.
Transportation Safety Board of Canada: Engineering Report A06P0010, CT Turbine Blade Failure, Cessna 208B, Transportation Safety Board of Canada, Quebec, Canada, Fig. 69, 2006, pp. 47.
S. Kim, Y. Hwang, T. Kim, and C. Shu: Eng. Fail. Anal., 2008, vol. 15, pp. 394–400.
M.T. Naeem, S.A. Jazayeri, and N. Rezamahdi: Proc. of The 2008 IAJC-IJME Int. Conf., Nashville, TN, Paper 120.
L. Kunz, P. Lukáš, and R. Konečná: Eng. Fract. Mech., 2010, vol. 77, pp. 2008–15.
L. Kunz, P. Lukáš, and R. Konečná: Int. J. Fatigue, 2010, vol. 32, pp. 908–13.
Q.G. Wang, C.J. Davidson, J.R. Griffiths, and P.N. Crepeau: Metall. Mater. Trans. B, 2006, vol. 37B, pp. 887–95.
M. Tiryakioğlu, J. Campbell, and C. Nyahumwa: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 1098–103.
A. Carney and J. Beech: Proc. Solidification Processing Conf., J. Beech and H. Jones, eds., University of Sheffield, Sheffield, U.K., 1997, pp. 33–36.
M. Cox, M. Wickins, J.P. Kuang, R.A. Harding, and J. Campbell: Mater. Sci. Technol., 2000, vol. 16, pp. 1445–52.
Z. Li, J. Campbell, and Y.Y. Li: J. Process. Technol., 2004, vol. 148, pp. 310–16.
D. Giuranno, E. Ricci, E. Arato, and P. Costa: Acta Mater., 2006, vol. 54, pp. 2625–30.
Y.L. Wang, O.A. Ojo, R.G. Ding, and M.C. Chaturvedi: Mater. Sci. Technol., 2009, vol. 25, pp. 68–75.
A.K.M.B. Rashid and J. Campbell: Metall. Mater. Trans. A, 2004, vol. 35A, pp. 2063–71.
H. Aihua: Proc. 68 th World Foundry Cong., 2008, pp. 215–18.
J. Campbell: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 1091–97.
N. D’Souza: Mater. Sci. Technol., 2009, vol. 25, no. 2, pp. 170–85.
X.Z. Qin, J.T. Guo, C. Yuan, C.L. Chen, and H.Q. Ye: Metall. Mater. Trans. A, 2007, vol. 38A, pp. 3014–22.
R.K. Sidhu, N.L. Richards, and M.C. Chaturvedi: Mater. Sci. Technol., 2007, vol. 23, pp. 203–13.
C. Montero-Ocampo, M. Talavera, and H. Lopez: Metall. Mater. Trans. A, 1999, vol. 30A, pp. 611–20.
G. Malzer, R.W. Hayes, T. Mack, and G. Eggeler: Metall. Mater. Trans. A, 2007, vol. 38A, pp. 314–27.
V.I. Yamakov: private communication to J. Campbell, 29th November 2011.
F.I. Versnyder and M.E. Shank: Mater. Sci. Eng. 1970, vol. 6, no. 4, pp. 213–47.
J. Campbell: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 1091–97.
M. Tiryakioğlu and J. Campbell: Metall. Mater. Trans. A, 2010, vol. 41A, pp. 3121–29.
C.A. Johnson: Frac. Mech. Ceram. 1983, vol. 5, pp. 365–86.
J.T. Staley Jr., M. Tiryakioğlu, and J. Campbell: Mater. Sci. Eng. A, 2007, vol. 465, pp. 136–45.
J.T. Staley Jr., M. Tiryakioğlu, and J. Campbell: Mater. Sci. Eng. A, 2007, vols. 460–461, pp. 324–34.
M. Cox, R.A. Harding, and J. Campbell: Mater. Sci. Technol., 2003, vol. 19, pp. 613–25.
W.D. Griffiths, M. Cox, J. Campbell, and G. Scholl: Mater. Sci. Technol., 2007, vol. 23, pp. 137–44.
J.T. Staley Jr.: Ph.D. Dissertation, Robert Morris University, Pittsburgh, PA, 2007.
D. Dispinar and J. Campbell: J. Mater. Sci. 2007, vol. 42, pp. 10296–98.
J. Campbell: Mater. Sci. Technol., 2000, vol. 25, pp. 125–26.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article was presented at the 4th Shape Casting Symposium in Honor of Prof. John T. Berry.
Manuscript submitted January 6, 2012.
Rights and permissions
About this article
Cite this article
Campbell, J., Tiryakioğlu, M. Bifilm Defects in Ni-Based Alloy Castings. Metall Mater Trans B 43, 902–914 (2012). https://doi.org/10.1007/s11663-012-9655-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-012-9655-1