
Abstract
As a result of the extremely strong interatomic bonds, pores and cracks are difficult to form in metals. They seem unlikely to be created intrinsically by the normal mechanisms involved in the formation of a solid by solidification from liquid, or condensation from vapor phases, or probably, by lattice mechanisms in the solid state. It is proposed here that initiation sites for pores and cracks for most failures of metals can only be initiated from unbonded interfaces. Such unbonded defects are introduced into metals only via extrinsic (entrainment) mechanisms resulting from production processes, particularly melting and casting. Only entrained inclusions, particularly bifilms, have unbonded interfaces that can be opened to constitute Griffith cracks and can explain the initiation of macroscopic fracture and related microscopic processes, such as a decohesion between the second phases and a matrix. In the absence of entrained defects, metals would be predicted to fail in tension only either (1) at high stresses probably in excess of 20 GPa or (2) by ductile flow to the point of 100 pct reduction in area. Improved melting and casting processes giving freedom from entrained defects promise unprecedented performance and reliability of engineering metals.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Our well-established theories of brittle fracture require a preexisting crack to initiate failure, as proposed elegantly by Griffith in Cottrell.[1,2]
Similarly, ductile failure requires a preexisting population of pores or cracks.[3,4] Often, such cracks appear to be associated with a dispersion of brittle second phases or particles decohered from their matrix, so that under tensile stress, the opening voids can initiate either (1) cracking, by link up of cracks of neighboring particles or (2) failure by plastic flow, the matrix shearing to create knife-edged cusps surrounding dimples which contain at their bases the original fractured or decohered particles.
It would be problematic to explain fracture if neither pores nor cracks preexisted in a metal. However, the presence of a defect that could constitute a Griffith crack or a pore is not necessarily to be expected. For instance, solidification cannot be expected to create either pores or cracks because the phase transformation involves merely the movement of atoms by only fractions of an interatomic distance, from a randomly close packed site to a regular close packed site. Effectively, the atoms never come apart.
This short account draws attention to the fact that interatomic bonds in metals are so strong that pores and cracks in metals can be formed only at stresses close to the theoretical strengths of solids and, thus, in general would not be expected to exist. The decohesion of second phases from a matrix or the opening of a grain boundary would be expected to be impossibly difficult as a result of the high strength of the metallic bond.
In contrast, unbonded interfaces that can decohere without difficulty to initiate a crack are expected to be present as defects resulting from most current production processes, including mainly melting and casting, as well as powder metallurgy and metal spraying. Because most engineering metals are made via a melting and casting route, cast metals and their wrought derivatives are discussed mainly here.
This short note examines the evidence that the tensile failure of metals occurs probably exclusively from unbonded interfaces entrained during manufacture.
The Problem
A fascinating question arises as to how failure can occur if the preexisting Griffith crack or the preexisting population of pores did not exist. This is not a trivial question because even a cursory overview of solidification (and of other bulk forming processes such as condensation from a vapor) gives strong pointers that such defects are not to be expected.
Classic Continuum Theory
Using a classic approach, it is easy and quick to demonstrate that solidification cannot produce defects such as a pore: The well-known equation for the mechanical stability of a spherical pore is
where P is the internal pressure (or external hydrostatic tensile stress), T is the surface tension, and r is the radius of the pore. For liquid aluminum, we can take T as approximately 1 N/m and for nucleation of a bubble of radius r = 0.28 nm, approximately one atom diameter, corresponding to a pore size of approximately eight vacancies, P is immediately observed to be approximately 7 GPa. For liquid iron, the equivalent value is approximately 16 GPa.
These high stresses are confirmed to within a factor of about 2 by a number of elegant, classic theoretical studies to compute the theoretical strength of liquid metals. In the short review of this topic by the author,[5] the treatment by Fisher[6] stands out with its powerful logic. From energy considerations, using macroscopic concepts such as surface tension, he finds the critical radius at which a pore is stable. Because pores will grow one atom at a time by statistical fluctuations, pores smaller than the critical radius will tend to disappear. Only exceptionally will a long chain of favorable energy fluctuations produce a pore exceeding the critical radius. When this rare event happens, estimated by rate theory, the pore has the potential to grow to an observable size. His formula for the tensile strength of liquid gives values of 3.1 GPa for liquid Al and 7.0 GPa for liquid Fe. The theoretical strength of solid metals is expected to be even higher than those of their liquid phases because the interatomic distances are slightly closer. Clearly, both liquid and solid metals are expected, with good reason, to have high strengths.
Whereas many texts now conclude that some preexisting pore must now be postulated, such as a pocket of gas trapped in a recess in an inclusion, such assumptions presuppose the very problem we are attempting to explain. How could a void or gas pocket occur in a solid produced by solidification? The atomic movements during the reorganization of the liquid metal into a solid are only small fractions of an atomic diameter; the structure of the liquid is that of a randomly close packed solid, and the structure of the solid is, of course, regular, but otherwise similar, with similar interatomic spacings. The high forces that keep the atoms together effectively forbid the opening of a void, as Eq. [1] suggests.
These extremely high stresses for the “homogeneous” nucleation of pores or cracks might, of course, be reduced in the presence of a poorly wetted substrate that would allow “heterogeneous” nucleation. (It is probably worth pointing out that the solid/liquid interface is of course well wetted, being in perfect atomic contact with both liquid and solid phases, and so it is not a favored substrate for the creation of volume defects). However, for conditions of the worst possible wetting, assuming the highest contact angles ever recorded, in the region of 160 deg, the nucleation stress is predicted to be reduced by a factor of nearly 20. Thus, the fracture stresses for both liquid and solid metals is somewhat reduced, but it remains high.[5]
Significantly, the stresses remain in the range 103 to 104 times higher than can be met during solidification because, as every foundry person knows, a poorly fed casting can collapse forming external sinks under only atmospheric pressure (0.1 MPa), which indicates the limit to which internal tensile stress can be supported. Thus, the tensile stresses sufficient to create volume defects in castings cannot be generated, simply because interatomic forces are too high to allow pores to open, and hot castings are in general too weak to support such stresses.
Transmission Electron Microscope (TEM) Studies
Even in some solid metals at room temperature, there has been direct evidence for over 40 years that cracks and pores cannot form.[7] Transmission electron microscope observations of the condensation of a supersaturation of vacancies in a lattice might be expected to form cavities in the same way that condensation of supersaturated solutes can form second phases. However, for all metals studied so far, this is not true. TEM observations of quenched face-centered cubic metals, including Al, Ag, and Au, indicates that condensation of vacancies does occur, but instead of the formation of vacancy disks or three-dimensional voids, the lattice collapses under its own interatomic forces, consolidating to create dislocation rings or stacking fault tetrahedra. In more recent electron radiation studies of vacancy condensation in Fe,[8] Mo,[9] Zr,[10] and U[11] voids were never reported; only dislocation loops were observed.
Atomic Models (Molecular Dynamics [MD] Studies)
Recent MD simulations confirm this behavior[12–14] showing how clusters of up to 45 vacancies collapse unstably to stacking fault tetrahedra. MD studies by Milstein[15] indicate that a tensile stress of over 15 GPa is required to stabilize a void in Ni, causing it to grow explosively to promote failure. Void growth studies by Meyer et al.[16] used reflected shock waves in Cu to find voids formed at grain boundaries only when the tensile stress exceeded 37 GPa.
Discussion
Clearly, we can conclude that solidification cannot form volume defects as a result of the unattainably high stresses required. This has the interesting consequence that during the normal solidification of metals, there can be no formation of features such as Griffith cracks to initiate failures by cracking in castings.[3] Similarly, there will be no porosity or cracks (and no decohering phases as discussed subsequently) to initiate ductile failure.[4] The absence of failure initiation mechanisms will necessarily result in tensile tests resulting in either in the high theoretical tensile strengths or extensive plastic flow, necking down to 100 pct reduction in area (such full plasticity normally only being observed under conditions of compression such as beneath the indenter in a hardness test).
Conditions for failure seem to be clear and logical: In general, failure can initiate in a metal only from interfaces that are unbonded (because atomic bonds are too strong to be broken). Because unbonded surfaces cannot be formed by intrinsic processes such as solidification or vapor phase deposition, such interfaces have to be introduced from outside the metal. These features are necessarily extrinsic.
The three main extrinsic defects are bubbles, bifilms, and extrinsic (exogenous) inclusions.[17] All are effectively introduced in to the matrix by the impingement of surfaces during consolidation. Thus, in power metallurgy, such defects are necessarily formed. In casting, the impingement of liquid surfaces during surface turbulence is unfortunately common, but not necessary, as we shall discuss subsequently.
During casting, the entrainment mechanism is the result of impinging droplets, or a folding over of a breaking wave, particularly during pouring actions. The entrainment actions and the nature of the defects are illustrated in Figures 1 through 3. Such defects, especially the bifilms, are introduced into the melt at every stir and every pour event. Also, a succession of such handling traumas adds its contribution to the total population of suspended defects in the liquid. Although the near-neutral density of the alumina bifilms in liquid aluminum ensures that these defects have a long life in suspension in the melt, severe bifilm problems can also be experienced in a wide variety of cast metals, including cast irons, stainless steels, and Ni-based superalloys, even when cast in a so-called vacuum. These defects are, of course, subsequently frozen in to the solid.[17]

Creation of bifilms of large size by surface turbulence

Schematic illustration of air bubbles rising in a liquid metal, their oxide sloughing off to create a bubble trail, a kind of long tubular bifilm

The entrainment of the surface oxide as an extrinsic inclusion penetrates the surface of a melt
The main difference between bubbles and bifilms is the amount of air they contain. Whereas bubbles are of course straightforwardly understood, their common association with a bubble trail (as a tubular bifilm) is not generally realized.[17]
Despite its extensive unbonded interface (diameters are typically in the range of micrometers to centimeters) the bifilm is generally overlooked because it is often so thin (usually in the range of nanometers to micrometers) as to be invisible to casual observation. The bifilm is, of course, usually an oxide (but can on occasions be a film of carbon, nitride, etc. depending on the environment during entrainment). Its folded or collided origin necessarily results in its structure characterized by a double film with (1) unbonded inner faces, entrapping traces of residual air, and (2) perfectly wetted exterior faces (originally the underside of the surface oxide film). All entrained oxide films necessarily have this double structure. These features explain their pivotal roles affecting the mechanical and metallurgical properties of castings and their wrought products.
The third variety of entrained defect, the extrinsic inclusion, has to enter the melt through the surface oxide, necessarily carrying with it a wrapping of the surface film, and thus it remains isolated from the melt by the oxide and its entrapped layer of air. In effect, it enjoys no bond with the matrix and contrasts, therefore, with the in situ intrinsic inclusion that has grown atom-by-atom from the melt, and thus, it remains in perfect atomic contact at all points.
Studies to date have indicated that the population of bifilms in Al alloys[18] seem to be high, estimated to be often in the range 106 to 109 m−3. Steels[17] and Ni-base alloys[19] are expected to have similar populations. This at first sight may seem surprising in view that these features are not generally reported. The realization that such a dense population of defects is the norm in metals makes a reinterpretation of much accepted metallurgy highly desirable. Some recent instances include (1) the fatigue of ductile irons initiated from magnesium silicate bifilms,[20] (2) incipient melting and cracking in weld heat-affected zones of Ni-base alloys,[21] (3) corrosion of Al alloys in sea water,[22] (4) porosity and viscosity of metal matrix composites (MMCs),[23] (5) cavitation during superplastic forming,[24] (6) facet formation during fatigue,[25] and (7) explanation of modification of Al-Si alloys.[26]
The bifilms in cast metals seem to survive considerable plastic working. Thus, these casting defects influence the behavior of many wrought products. Al alloys retain their unbonded regions even after the severe extrusion required to produce window frames, as is evident from the filiform corrosion, clearly observed by the eye on unprotected extrusions, in which tens or hundreds of corrosion sites per square centimeter follow the elongated unbonded bifilms that tunnel through the metal, that happen to intersect the surface from time to time to create a corrosion site. The survival of the bifilms during plastic working is probably the result of the reservoirs of air that remain trapped in the rucks and folds between the oxide surfaces. Thus, any extension of the area of the interfaces by working is accompanied by simultaneous oxidation and nitridation of the freshly created surfaces, preventing bonding until all the air is consumed.
It is proposed that these unbonded surfaces are probably common in most wrought alloys and constitute the Griffith cracks necessary for brittle failure. From much work carried out on the application of pressure during solidification and from compaction during such processes as hot isostatic pressing of cast metals, the benefits to properties are almost certainly the result of the closing of defects such as pores and bifilms. There is evidence in many metals that pores and bifilms, especially if the oxides are relatively thick, are reluctant to bond or weld[27] or bond only in limited places,[28] which is to be expected from the great stability of some of their surface oxides and nitrides (exceptions to this include those oxides that react at hot isostatic pressing temperatures[29]). Thus, although the defects will remain weak in tension between their surfaces, the increased strength properties almost certainly arise from the fact that the defects are now closed; their contacting surfaces can now at least resist shear as a result of friction and jogs.
The Role of “Brittle” Intermetallics and Second Phases
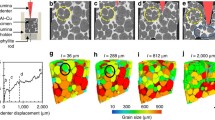
Every primary intermetallic and primary second phase so far investigated appears to have formed on the wetted outer surfaces of a bifilm.[16] An image of beta-Fe particles and Si particles in Al-Si alloys is shown in Figure 4. The central cracks denote the location of the originating bifilm (the short transverse cracks on one side of the main crack are rucks and folds in one of the components of the main bifilm because when folding together in a turbulent event, one component of the bifilm will always have a larger area than the other, and it will therefore be forced to adopt additional wrinkles and creases, whereas its neighbor will be mainly flat. Figure 1 shows three small transverse cracks in the main bifilm, whereas the beta-Fe particle in Figure 4 shows many). The bifilms are expected to be present in every beta-Fe and silicon particle in the alloy, but they are not always obvious. In this case the bifilms have been opened, appearing as cracks, because of inflation, usually by some shrinkage or gas, during solidification. It seems likely that in the absence of bifilms as favored substrates, neither beta-Fe nor Si are likely to precipitate as primary phases but will be forced to appear at lower temperatures as constituents of eutectic phases. This is the proposed mechanism of modification of Si by Na and Sr, both of which are proposed to deactivate bifilms as substrates for primary Si particles.[30,31]

Beta-Fe particle (diagonally upper left) and Si particles (center) in an Al-Si alloy casting, showing central and transverse cracks, and apparent decoherence from the matrix, which is consistent with their formation on oxide bifilms. It opens as a result of poor feeding conditions generating a hydrostatic tensile stress (Courtesy of X. Cao)
The fracture surface of a cast Al-Si alloy exhibits two main forms:
-
(a)
If the alloy has large bifilms, these are pushed ahead of the advancing dendrites so that the fracture path seems to circumnavigate the Si particle clusters representing the final pools of eutectic liquid.[32]
-
(b)
When containing smaller bifilms, the fracture is characterized by a multitude of cracks in the silicon particles and the presence of some particles that seem to have decohered from the ductile matrix alloy.[33]
The incorporation of bifilms suspended in the melt into the solidifying eutectic repays close examination. The bifilms will be characterized by transverse folds on one side. As they are overtaken by the advancing front, the Al alloy matrix will push the bifilms ahead, being unable to grow through the oxides because of the central layer of air. However, the Si forms preferentially on the bifilms (as shown in Figure 4), and thus, bifilms are attracted energetically to site themselves against the Si particles. The net result is that the defects will be dragged down between the Si particles and the matrix (Figure 5). If the transverse cracks lie on the side of the matrix, they will be repelled by the matrix, thus lying flat against the Si particle. This hinging of the sharp cracks out of the matrix to lie alongside the Si particles naturally conserves the ductility of the matrix in tension. Conversely, if the transverse cracks lie adjacent to the Si particle, the Si will grow preferentially around such cracks, forming excellent Griffith initiation sites for brittle tensile failure of the silicon. The great density of transverse cracks on a single bifilm helps to explain the high density of cracks observed on a fracture surface of an Al-Si eutectic alloy, as shown in Figure 6. The position of the bifilms sandwiched between the particle and the matrix explains the occasional observed decohesions.

A schematic illustration of the growth of an Al-Si eutectic into a melt containing a population of oxide bifilms, showing the incorporation of transverse cracks into Si particles, but not into the matrix, retaining the local ductility of the matrix

SEM image of a fracture surface of an Al-Si eutectic phase[34]
In general, it seems likely, therefore, that the appearance of cracked intermetallics is not an indication of brittleness. Intermetallics are known to be strong, and as we have shown, the forces involved during solidification of metals are generally a factor of 105 to 106 too small to cause a fracture. The cracks merely denote the presence of an unbonded interface that is an integral feature of their favored substrate. These considerations are corroborated by measured fracture strengths of Si particles in Al-Si alloys that have been shown to be as low as 200 MPa[35] compared with expected theoretical strengths of at least 30 GPa.[36–38]
It follows that classic physical (intrinsic) metallurgy would predict that an Al-Si eutectic alloy undergoing a tensile test would not exhibit a failure of a single Si particle. As the Al matrix flowed plastically, the Si particles would eventually impinge. Subsequently, the Si particles might start to flow plastically until the whole specimen finally parted by necking down to 100 pct reduction in area.
Direct observations of the tensile deformation to rupture of single crystals of Fe-3 pct Si steel[39] revealed that plastic cavities were observed to be associated invariably with inclusions, particularly if these were located in shear zones. The cavities would necessarily form from the opening up of prior cracks associated with the presence of the bifilm on which the inclusions had formed. For a material free from inclusions (implying an absence of bifilms), plastic cavities were not observed to open up at the intersection of slip zones or at any stage of plastic deformation. Failure occurred by massive sliding that occurred along one predominant plane. In such conditions of intense dislocation activity, one might expect failure by such lattice defect mechanisms as the dislocation pile-up. Clearly, this was not observed, and it suggests support for the hypothesis that cracks cannot occur by intrinsic mechanisms such as a dislocation pile-up. In the case of a pile-up, any threatened opening of a cavity or a crack would be predicted to be thwarted by the triggering of additional dislocation activity, bringing in additional matrix material by the flow of dislocations from alternative directions, thus causing local collapse of any threatened void.
Decohesion
Various experimental observations support the view that failure under tensile stress does not initiate from those phases that have formed by precipitation from solution in the melt or matrix because of the good bonding between such phases and the matrix. In contrast, those phases associated with an unbonded interface dragged into the melt from the liquid surface are likely to have almost zero contact with the surrounding matrix, and thus they decohere easily; therefore, the phases could easily initiate a volume defect such as a crack.
Decohesion is also possible for those phases that have precipitated from solution, but which happen to have formed on only one side of a bifilm. The other side, now consisting of only the flimsy unbonded film, is separated easily from the other half of the bifilm, which is now firmly attached to the precipitate. Thus, it seems that the precipitate is capable of nucleating a pore or crack.
The ability of a surface to resist decoherence from a matrix in perfect molecular contact was nicely demonstrated as long ago as 1867 by Gernez.[40] He showed that crystalline solids that had been grown in the liquid, and that had never been allowed to come into contact with air, were incapable of inducing effervescence in a liquid supersaturated with gas. Otherwise identical solids that had been allowed to dry always caused effervescence. In this experiment, the decohering forces were relatively weak, but the principle is sound. By analogy, but operating at higher strengths, the contact between intermetallics and the matrix from which they were formed will be atomically perfect and, thus, will be strong.
The famous observations on NaCl crystals,[41] which are brittle when crushed in air but deforming in a ductile mode when compressed under water because surface flaws are dissolved away, are analogous to the condition of an intermetallic that had been formed in situ in a melt, which has an atomically smooth interface with the liquid that enjoys essentially perfect atomic contact and is extremely resistant to decohering or fracturing.
Emamy and Campbell[42] compared the bonding between second phases and the matrix in two commercial MMCs by solidifying a casting under the modest hydrostatic tension induced by the lack of feeding of a cylindrical shape. It was clear that the MMC formed by introducing SiC particles through the liquid surface, even when this was conducted under high vacuum to reduce oxide problems, exhibited significant decoherence from the matrix, creating a dispersion of fine pores. In contrast, the MMC containing TiB2 particles that had been formed in situ by reaction in the matrix were relatively resistant to decoherence from the matrix.
Bifilms, with their central unbonded interface, are pushed by dendrites and, therefore, often finally reside in grain boundaries. Thus, those boundaries containing bifilms will easily decohere (being effectively precracked) during creep or superplastic flow. From observations of the decohesion of such boundaries, it is usually concluded that boundaries in general are weak, even though most boundaries do not decohere. Clearly, boundaries that do not contain bifilms will be expected to be strong; it may be appropriate to remind ourselves that virtually all our major engineering alloys are full of grain boundaries. It is inconceivable that such features are weak; in fact, strength is enhanced in many alloys by increasing the density of boundaries (i.e., making grains smaller).
Conditions for Avoidance of Failure
The theoretical prediction of 100 pct reduction of area of metals free from extrinsic defects is supported on a microscale, as is evident in SEM images of ductile failure (Figure 6). The knife-edged cusps at some locations between the cups and cones are regions that typify the failure of metals without defects. The failure mode exhibits necking to zero in this tiny cusp area. This microscale example seems similarly true on a macroscale in “cup and cone” failure, where ductile necking to failure is interrupted only by the nucleation and growth of a central cracking region. Without the nucleation of the central crack, the test piece would continue to extend until 100 pct reduction in area.
Accepting for a moment the high density of defects commonly present to initiate failure, if, despite their presence, conditions are applied to prevent the defects opening and propagating, then high tensile performance would be expected as though the defects were absent. For instance, when tensile tests are carried out under pressures approaching the ultimate failure strength of the material, elongation continues to 100 pct reduction of area. Bridgeman[43] showed that as the hydrostatic pressure on a steel specimen approached 2.67 GPa, the RA rose to 100 pct. This would be expected if cavities were prevented from opening, thus artificially simulating conditions for a metal without initiating sites.
In conclusion, it needs to be stated that modern melting technology now can produce bifilm-free melts in many metals and alloys. Similarly, such clean melts can be now cast without turbulence that would re-introduce a second population of bifilms. These practices are beginning to be adopted, and substantial achievements in terms of improved cast products are beginning to be reported.[44] Engineering metals approaching theoretical strengths and ductilities promise a new generation of metallurgical attainment.
Conclusions
It is postulated that mesoscopic or macroscopic unbonded defects entrained during manufacture dominate the failure of metals and that these features constitute the main, if not the only, source of Griffith cracks in both cast and wrought metal. Thus, the following conclusions were drawn from this study:
-
1.
Powder metallurgy and other particulate processes such as spray forming etc. necessarily result in extrinsic permanent damage.
-
2.
Unnecessarily poor casting techniques cause casting defects that create extrinsic permanent damage in metals.
-
3.
Solidification does not lead to the creation of extrinsic damaging defects (although may subsequently enhance the damaging effects of casting defects).
-
4.
Porosity or cracks have an extrinsic origin in the casting process and can constitute points of initiation of failure of metals.
-
5.
Most types of failure probably occur only from entrained unbonded interfaces, mainly bifilms. An immense population of bifilms is to be expected in all our current engineering metals; alternative failure sources such as various atomic and lattice mechanisms are not needed to explain current failure behavior, and in any case, they seem not to exist.
-
6.
Failures that seem to have initiated by decoherence or fracture of foreign inclusions will in fact have originated on its associated bifilm acquired during entrainment.
-
7.
Extrinsic defects introduced during the manufacture of metals seem to survive significant plastic working processes so that defects tend to be relatively permanent, becoming usually merely elongated or fragmented along the working direction.
In an appropriately cast and solidified metal, within the scope of current technology, a Griffith crack could not be formed and could not subsequently be generated by, for instance, plastic flow, and thus, in general they would not exist. Thus metals cast without such defects would be expected to exhibit the following microstructural behavior:
-
1.
Intermetallics should never crack because they are in general extremely strong (furthermore, most would never form as primary phases in the absence of the favorable entrained bifilm substrate).
-
2.
Inclusions formed in situ in the melt or matrix should never decohere from the matrix.
-
3.
Grain boundaries should never decohere in creep or superplastic forming.
-
4.
Failure of metals should therefore occur by brittle fracture only at extremely high stress or by ductile failure at extremely high elongations and 100 pct reduction of area.
In summary, it is proposed that many metal failures originate from production defects, particularly bifilms, and are preventable. The Griffith cracks need not exist. The premature failure of metals need not occur. The potential for improved performance from both cast and wrought metals by improved casting techniques is immense.
References
A.H. Cottrell: The Griffith Centenary Meeting, Institute of Materials, London, UK, 1993, pp. 4-15.
A.H. Cottrell: Proc. Roy. Soc. A, 1963, vol. 279, pp. 1-10.
P.F. Thomason: Ductile Fracture of Metals, Pergamon Press, Oxford, UK, 1990.
J.F. Knott: in Recent Advances in Fracture, R.K. Mahidhara, ed., TMS, Warrendale, PA, 1997.
J. Campbell: The Solidification of Metals, 1968, vol. 110, pp. 18-26.
J.C. Fisher: J. Appl. Phys., 1948, vol. 19, pp. 1062-67.
D. Kuhlmann-Wilsdorf: in Lattice Defects in Quenched Metals, Academic Press, New York, NY, 1965.
P. Moser, C. Corbel, P. Lucasson, and P. Hautojarvi: Mater. Sci. Forum, 1987, vols. 15–18, pp. 925–30.
A. Sen Gupta, P. Moser, A. Bourret, C. Corbel, S.V. Naidu, P. Sen, and P. Hautojarvi: Mater. Sci. Forum, 1987, vols. 15–18, pp. 931-36.
C. Hellio, C.H. de Novion, A. Marraud, L. Boulanger: Mater. Sci. Forum, 1987, vols. 15-18, pp. 937-42.
C. Weiberg and Y. Quere: Mater. Sci. Forum, 1987, vols. 15–18, pp. 943-48.
B.P. Uberuaga, R.G. Hoagland, S.M. Valone, and A.F. Voter: Phys. Rev. Lett., 2007, vol. 99, pp. 135501-3.
M.J. Sabochick, S. Yip, and N.Q. Lan: Mater. Sci. Forum, 1987, vols. 15–18, pp. 857-62.
S. Traiviratana, G.M. Bringa, D.J. Benson, and M.A. Meyers; Acta Mater., 2008, vol. 56, pp. 3874-86.
F. Milstein, J. Zhao, and D. Maroudas: Phys. Rev. B, 2004, vol. 70, 184102-1–184102-16.
M.A. Meyers, S. Traiviratana, V.A. Lubarda, D.J. Benson, and E.M. Bringa: JOM, 2009, vol. 61, no. 2, pp. 35-41.
J. Campbell: Mater. Sci. Technol., 2006, vol. 22, no. 2, pp. 127–45 and no. 8, pp. 999–1008.
D. Dispinar and J. Campbell: Mater. Sci. Eng. A, 2011, vol. 528, nos. 10–11, pp. 3860–65.
J. Campbell: Mater. Sci. Technol., 2011, in press.
J. Campbell: AFS Int. J. Metalcasting, 2008, vol. 2, no. 2, pp. 43-46.
J. Campbell: Mater. Sci. Technol., 2009, vol. 25, no. 1, pp. 125-26.
H. Sina, M. Emamy, M. Saremi, A. Keyvani, M. Mahta, and J. Campbell: Mater. Sci. Eng. A, 2006, vol. 431, pp. 263-76.
M. Emamy, R. Abbasi, S. Kaboli, and J. Campbell: Int. J. Cast Metals Res., 2009, vol. 22, no. 6, pp. 430-37.
J. Campbell: Materials, 2011, vol. 4 (7), pp. 1271–86.
M. Tiryakioglu, J. Campbell, and C. Nyahumwa: Metall. Mater. Trans. B, 2011, DOI:10.1007/s11663-011-9577-3.
J. Campbell and M. Tiryakioglu: Mater. Sci. Technol., 2010, vol. 26, no. 3, pp. 262-68.
J.T. Staley, M. Tiryakioglu, and J. Campbell: Shape Casting: The 2nd Int. Symp., P.N. Crepeau, M. Tiryakioglu, and J. Campbell, eds., TMS, Warrendale, PA, 2007, pp. 159–66; Mater. Sci. Eng. A, 2007, vols. 460–461, pp. 324–34 and vol. 465, pp. 136–45.
W.D. Griffith, R. Raiszadeh, and A.O. Omotunde: Shape Casting: The 2nd Int. Symp, P.N. Crepeau, M. Tiryakioglu, and J. Campbell, eds., TMS Warrendale, PA, 2007, pp. 35–42.
R.N. Lumley, T.B. Sercombe, and G.B. Schaffer: Metall. Mater. Trans. A, 1999, vol. 30A, pp. 457-63.
J. Campbell: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 1009-10.
J. Campbell and M. Tiryakioglu: Trans. Am. Foundry Soc., 2011, vol. 115, pp. 11-127.
M. Tiryakioglu, J. Campbell, and J.T. Staley: Scripta Mater., 2003, vol. 49, pp. 873-78.
C.H. Caceres: Aluminum Trans., 1999, vol. 1, pp. 1-13.
M. Tiryakioglu: Ph.D. Dissertation, University of Birmingham, Birmingham, UK, 2002.
J. Griffith, E.C. Oliver, M.E. Fitzpatrick, T.R. Finlayson, D. Viano, and Q. Wang: Shape Casting: The 2nd Int. Symp, P.N. Crepeau, M. Tiryakioglu, and J. Campbell, eds., TMS, Warrendale, PA, 2007, pp. 127–34.
E. Orowan: Rep. Progr. Phys., 1948–1949, vol. 12, pp. 185–232.
A. Kelly: Strong Solids, Clarendon Press, Oxford, UK, 1966.
K. Gall, M.F. Horstemeyer, M. van Schilfgaarde, and M.I. Baskes: J. Mech. Phys. Solids. 2000. vol. 48. pp. 2183-2218.
R.K. Govila and D. Hull: Acta Metall., 1968, vol. 16, pp. 45-52.
M. Gernez: Phil. Mag., 1867, vol. 33, no. 4, pp. 79.
S. Mendelson: J. Appl. Phys., 1962, vol. 33, no. 7, pp. 2182-86.
M. Emamy and J. Campbell: Cast Metals, 1995, vol. 8, pp. 115-22.
P.W. Bridgeman: Studies in Large Plastic Flow and Fracture (with Special Emphasis on the Effects of Hydrostatic Pressure, McGraw-Hill, Columbus, OH, 1952, pp. 38-86.
J. Campbell: Casting Practice; The 10 Rules for Casting, Elsevier, Atlanta, GA, 2004.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 7, 2011.
Rights and permissions
About this article
Cite this article
Campbell, J. The Origin of Griffith Cracks. Metall Mater Trans B 42, 1091–1097 (2011). https://doi.org/10.1007/s11663-011-9575-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-011-9575-5