
Abstract
The impacts of some high-pressure diecasting (HPDC) process parameters on greenhouse gas (GHG) emissions are quantified using life cycle analysis (LCA) for both aluminum and magnesium alloys. The study was conducted according to ISO 14040 standards and was based on an automotive component made on cold-chamber HPDC machines operating in typical mass production environments. The aluminum alloy foundry was located in Australia; the magnesium alloy foundry was located in the United States. In both cases, emissions were found to reduce with an increasing HPDC process yield. However, yield variations had only a modest impact on GHG emissions in the aluminum alloy HPDC, due to the excellent in-plant recycling of the alloy and the relatively low emissions from primary aluminum production compared with primary magnesium production. In contrast, for the magnesium alloy, significant reductions in emissions were recorded as the yield increased. This outcome was attributed to the considerable savings achieved in raw material quantities sourced from high-emitting primary production and the use of lower amounts of SF6, a GHG with a very high global warming potential (GWP). These results were found to hold irrespective of changes to the ratio between the primary and secondary alloys in the raw material mix, although the magnitude of the impact was reduced considerably with reductions in the primary alloy component. In the case of the magnesium alloy HPDC, decreases in quality assurance (QA) rejects and cycle times were also found to contribute toward reduced emissions, although their influences were an order of magnitude lower than that of the yield improvements.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminum and magnesium alloy components made using the high-pressure diecasting (HPDC) process are among the highest-volume items manufactured by the metalworking industry. Cost advantages derived from its high productivity rates have made HPDC the process of choice for mass producing castings destined for automotive, commercial, and consumer applications. In addition, the growing focus on making automobiles lighter through the increased use of light alloy components is expected to drive an anticipated growth of the HPDC industry well into the future.
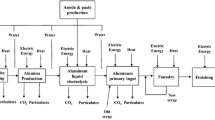
Major activities surrounding the HPDC process, dealt with in detail elsewhere,[1,2] are captured in Figure 1 for the aluminum and magnesium alloy foundries studied in this work. Inputs to the foundries include raw material, energy, and consumables. Outputs are comprised of shipped castings and emissions to air and water. Differences in material flows exist between scrapped aluminum, which is typically recycled in-house, and scrapped magnesium, which is sold primarily to external recyclers.

Major functions surrounding the casting process within typical aluminum and magnesium alloy HPDC foundries. The arrows indicate the following: thick, solid arrows show the major material flow; thin solid arrows show the recyclable aluminum flow; and dashed arrows show the sold or scrapped material flow
While the energy requirements of manufacturing activities such as HPDC are approximately an order of magnitude lower than those for manufacturing activities such as materials extraction and primary processing, they often set many of the requirements for the upstream processes.[3] Greenhouse gas (GHG) emissions attributable to primary processing in aluminum and magnesium may be traced to the use of fossil-fuel-derived energy and some reactions in various stages of the extraction and refinement. The use of the potent GHG gas sulfur hexafluoride (SF6) as a cover during magnesium melting and holding at the foundry is also a major contributing factor to emissions. It is now generally accepted that climate change can be attributed to the greenhouse effect.[4]
Despite the importance of the HPDC industry, the effects of HPDC process parameters on GHG emissions are not widely reported in the public domain. Neto et al.[5] developed a model that related the aluminum alloy HPDC to an overall environmental impact index M, which was composed of eight environmental issues, including global warming. When these issues were given equal weighting, their model predicted that a ±20 pct change in the HPDC material yield would change M by −12 and +17 pct, respectively, and a ±20 pct change in scrap would change M by ±2 pct. Neto et al. did not report the impact on GHGs separately. Tan and Khoo[6] determined that a 20 pct reduction in scrap at an aluminum billet casting plant in Australia would result in a 2.2 pct reduction in GHG emissions in the primary processes. These researchers, however, did not consider emissions from the foundry at all. Workers in the United States have estimated that 1 kg of the cast final product in aluminum would have caused the emission of 1 kg of greenhouse gases from a typical U.S. foundry.[7] They, however, did not investigate the sensitivity of their estimate to any of the process parameters. The only work in which a sensitivity study was carried out for incremental changes in a process variable, thus enhancing the detail and thereby the value of the data to foundry process engineers, appears to be that of Roberts.[8] He investigated two aluminum parts made in a cold-chamber HPDC machine at an Australian foundry. The Roberts model calculated that CO2 emissions were reduced from 1.75 to 1.35 kg (a 23 pct improvement) per casting when the HPDC material yield improved by 286 pct from 35 to a theoretical 100 pct for the first part (weighing 0.8 kg) and from 2.75 to 2.30 kg (16 pct) for the second part (weighing 7.3 kg), with the yield changing by the same margin. It must, however, be emphasized that, in practice, unless the process design remained sufficiently robust or was changed adequately, an increase in the yield may be accompanied by an increase in scrap, negating the gains in emissions, due to a lack of feeding during solidification. On the magnesium alloy HPDC front, the only reported research effort that is relevant to GHG emissions appears to be that of Bartos et al.[9] They compared emission quantities from different cover gases employed to protect molten magnesium from oxidation. No effort was made to relate these emissions to HPDC parameters.
In summary, most of the limited work in the literature has estimated GHG emissions either for one set of HPDC parameters or, if a parameter were changed, for only a high and low value; this limits the usefulness of the work during casting process engineering. In the current article, the authors present the results of an investigation into the extent of the impact that both aluminum and magnesium alloy HPDC has on GHG emissions, considered from a foundry point of view. For both aluminum and magnesium alloys, the influences of incremental changes in HPDC material yield were investigated. (The material yield attributed to the HPDC process is defined as (mass of castings/mass of melt poured into machine) × 100 pct.) The effect of changing the ratio between the primary and secondary alloys in the raw material mix on GHG impact was also studied for the two alloys. In addition, for the magnesium alloy, the effects of the percentage of quality assurance (QA) rejects and the casting cycle time were determined.
Life Cycle Analysis Study Overview
The life cycle analysis (LCA) was conducted according to guidelines presented in the ISO 14040 standards,[10] the core reference document for practitioners of LCA. The goal of the LCA was to assess the impact on climate change, in terms of GHG emissions, of variations in the HPDC process parameters associated with both aluminum and magnesium casting. The results for the scenarios investigated were compared in terms of the kilogram equivalent of CO2 (kg CO2-e), because CO2 is the reference gas against which all global warming potentials (GWPs) are measured. These scenarios, I through VI, are outlined in Table I.
The system boundary of the study was from cradle to gate, covering the extraction, processing, and delivery of metal to the casting facility and the shipping of the finished castings. Consequently, downstream activities, such as the assembly, end-of-life processing, and external recycling processes of waste material were not considered.
The representative part chosen for the study was an automotive converter housing (Figure 2). The final weights of this part in aluminum and magnesium were 3.6 and 3.1 kg, respectively.

Automotive converter housing part (marked CH) chosen for the LCA study
The aluminum foundry was located in Melbourne, Australia. Because it was not possible to locate an Australian foundry that produced a similar automotive component using magnesium, typical data for a magnesium plant in the United States were used. Cheaper natural gas was used in the aluminum alloy foundry for melting and holding, whereas electricity was employed in the magnesium alloy foundry. Therefore, a hypothetical study was also carried out in which the aluminum alloy foundry used only electricity for this purpose. A thermal efficiency of 69 pct for the furnaces, the same as was used in the magnesium alloy foundry, was assumed for this calculation. It must, however, be noted that the electricity used for most Australian foundries is derived from brown coal and has a GWP 1.42 times that of the electricity used in the United States.
The functional unit, which is the object of assessment, was defined as the “manufacture of 1000 units of converter housing castings (both aluminum and magnesium) for automotive use.” All analyses, as well as all inputs and outputs in the inventory analysis and impact assessment phases, were related to this functional unit.
The data used in the present study were derived from previous investigations for both aluminum[11–13] and magnesium[14–16] HPDC; the main points from these are extracted into the relevant sections of this article. The information was sourced from the HPDC industry, in general, and the foundries in which the present study was conducted, in particular, as well as from publicly available literature. The uncertainties associated with the input and output flows of energy, materials, and emissions were not considered. In addition, the scrap produced by the HPDC casting process was allocated a zero emissions burden in this study, because its impact was already allocated to the process that produced the scrap.
The GHG impacts were assessed at two primary/secondary alloy ratios, specifically, 70 pct/30 pct (baseline) and 30 pct/70 pct. All alloys sourced from primary smelters were considered primary alloys; those that were made predominantly from scrap, whether at secondary smelters or within the foundry, were considered secondary alloys. Because most aluminum alloy foundries operate with a high level (up to 100 pct) of secondary alloys in their charge for economic reasons, the 30 pct/70 pct ratio is more applicable to these. Magnesium alloy foundries, however, may be forced to operate closer to the 70 pct/30 pct scale, due to difficulties with readily recycling scrap and with the widespread use of their scrap in the steel industry as the agent for desulfurization.
Material throughput (in kg/h) at the HPDC machine was assumed to be the same for both foundries (338 kg/h).
Energy consumption details related to the different stages highlighted in Figure 1 are given in Table II for “baseline parameters,” typical values for yield (55.00 pct for aluminum alloy and 56.64 pct for magnesium alloy) and QA rejects percentages (3 pct for both). The higher total energy usages for aluminum, both in material preparation and in casting, are primarily attributable to the fact that the thermal efficiencies of the natural-gas-fired reverberatory furnaces (21 pct) in the aluminum alloy foundry were much lower than those of the electric versions (69 pct) used in the magnesium alloy foundry. Also contributing was the fact that the latent heat of fusion for the aluminum alloy A380 was approximately 5 pct higher than that for the magnesium alloy. (Both alloys were held at similar temperatures). The energy consumed in preparing the magnesium alloy charge included the preheating stage (not shown in Figure 1), which was absent in the aluminum alloy HPDC, in which the foundry stored the ingots indoors, close to furnaces. The higher energy requirements for the aluminum alloy HPDC in the transport category (diesel fuel) stemmed from having to relocate the molten alloy within the foundry at regular intervals, as will be explained later. The energy expended in subsidiary processes goes toward treating contaminated water and providing facilities such as compressed air, lighting, and air conditioning and was similar for both metals.
The life cycle impact was assessed using SimaPro LCA software.Footnote 1[17] Inputs to the calculation included the life cycle inventory data and the classification and allocation of GHG burdens for the various stages within the production process.
LCA: Aluminum Alloy HPDC
Process Description
As shown in Figure 1, the aluminum alloy foundry obtains its melt in the following two ways: (1) by melting purchased alloy ingots in-house along with a percentage of recycled scrap and (2) by externally sourced hot metal delivery (HMD). Melts from both these sources are transferred on forklift trucks at regular intervals into smaller holding furnaces located next to the diecasting machines; they are never mixed with each other. At the completion of the casting process, the solidified material is usually water quenched. Subsequently, segments such as runners, overflows, and flash attached to the raw casting are trimmed off. This may be followed by other finishing operations, such as shot blasting to remove sharp edges and loose material. The castings are then subjected to machining, heat treatment, or coating, or a combination of these.
Alloy wastes predominantly occur as follows: (1) at the HPDC machine during the start-up phase, because the first few castings made when the die is still warming up are discarded, and (2) during trimming, in which unwanted segments are removed from the casting. However, except for wastes such as the oily scrap, furnace dross, flash, and machining swarf, most of the aluminum is recycled in-house. The waste and recycling flows are quite complex, with the net inflow of externally supplied raw material being determined by the amount of losses from waste.
Assumptions
Energy is obtained either from electricity or natural gas (Table II), both sourced from Australia. The transport of raw material to and within the plant was considered (Table II). However, the transport of waste sold to external recyclers was not taken into account.
The extraction and primary processing of the Australian raw material, the transport of this material, and the generation of energy contributed to GHG emissions. Bauxite is mined and transported to the plant; at the plant, the Bayer process and natural-gas-derived energy are used for alumina production. Alumina is then transported to the smelter, where molten aluminum is produced using the Hall–Heroult process with electricity, 85 pct of which is derived from coal. Molten aluminum is then alloyed and cast into ingots before being transported to the HPDC plant.
The allocation of GHG impacts of wastes sold were determined on the basis of price, according to established methods.[10]
Life Cycle Inventory Analysis and Details of Sensitivity Study
The casting cycle time on the HPDC machine was 81 seconds; this corresponds to a throughput of 338 kg/h.
The destinations of waste from the various stages of the manufacturing process are given in Table III, along with the percentage quantities involved. It is obvious from Table III that, for aluminum, a large portion of the waste is recycled.
The mass flow analysis for the baseline parameters is presented in Table IV. This analysis starts with the output required (i.e., one functional unit viz. 1000 units of shipped castings weighing 3600 kg) and works backward; the waste percentages given in Table III are used in determining the inputs required for each of the activities listed. Next, the quantity available for recycling is calculated as shown in Table IV. Finally, the total quantity of melt that the foundry needs to source is calculated as 3600.0 kg shipment + 4297.3 kg recycled waste + 292.0 kg sold waste = 8189.3 kg. All such calculations for Scenario I are summarized in Table V, for various yield percentages incremented from the baseline 55.0 pct in steps of 2.75 pct (=1/20 of 55 pct) to 71.5 pct.
It is obvious from examining Table V that, as the yield increased, the requirements for raw material in the form of total melt were reduced, as expected. However, a 30 pct improvement in yield over the 55 pct original value to 71.5 pct resulted in only a 23 pct reduction in raw material requirements.
Life Cycle Impact Assessment
The calculated net GHG impacts are given in Table VI for Scenarios I and III (footnote). The GWPs (100-year time horizon) for the main GHG emissions assumed[12] for the calculation are given in kg CO2-e as follows: electricity usage in Victoria = 0.294 per MJ (brown coal derived), primary aluminum from Australia = 20.76/kg of alloy, and secondary aluminum sourced from Australia = 1.93/kg of alloy.
It can be calculated from Table VI that the reductions in emissions as a function of yield followed the law of diminishing returns, beginning with 254.9 kg CO2-e for the 55.00 to 57.75 pct yield bracket and ending with only 164.9 kg CO2-e for the 68.75 to 71.50 pct bracket. Comparing the net GHG assignments for HPDC in the 55.0 and 71.5 pct yield scenarios, it is apparent that an improvement of 30 pct in yield results only in a marginal gain, in the form of a 1.9 pct reduction in GHG impact. This result is comparable to those of Roberts[8] in that the GHG gain percentages for the two parts he studied were also an order of magnitude lower than the percentage improvements in the casting yield. While this result was obtained for the baseline primary/secondary alloy ratio of 70 pct/30 pct (Scenario I), a similar calculation showed that the GHG impact was reduced with an increasing yield by a comparable 2.5 pct for a ratio of 30 pct/70 pct (Scenario II). However, the actual GHG impact calculated in kg CO2-e for any given HPDC yield nearly halved (Figure 3) compared with Scenario I, due to the diminished use of primary alloys in the raw material mix in Scenario II.

Net GHG emissions per 1000 units of shipped castings vs HPDC material yield for aluminum alloy and magnesium alloy HPDC of converter housing casting. Primary/secondary alloy ratio is shown in the legend
The hypothetical calculation (Scenario III) indicated that the GHG impact in terms of kg CO2-e was reduced by a comparable 2.0 pct from 67100.8 for 55 pct yield to 65764.4 for 71.5 pct yield. When compared with natural gas usage (Scenario I, results in Table VI), the GHG impact was only 2 pct higher for any given yield. This is attributable to the fact that the relatively high “ratio of GHG impact per MJ” of Australian-sourced electricity to natural gas (0.294/0.0581 = 5.1) was partially offset by the ratio of the thermal efficiencies of electric and gas-fired furnaces (0.69/0.21 = 3.3).
Interpretation and Discussion
As observed, there is negligible impact on GHG emissions attributable to the material yield. This was primarily because the purchased raw material quantities were not very sensitive to yield, because the quantity of materials exiting the foundry, which determines the amount to be replaced to sustain operational volumes, remained virtually unchanged. This is attributed to the following: (1) the excellent in-plant recycling of the aluminum alloy, which limited the amount of waste exiting the foundry (292.0 to 244.1 kg, Table V), and (2) the fact that the weight of the shipped castings (3600 kg), the largest contributing factor, is independent of the yield. Similarly, any improvements in the HPDC scrap or final QA scrap will have a negligible impact on GHG emissions from an aluminum foundry and, thus, are not studied in detail.
LCA: Magnesium Alloy HPDC
Process Description
As shown in Figure 1, the foundry obtains its magnesium alloy only as ingots. Following the preheating and melting stages, the melt is transferred to a second chamber attached to the melting furnace from which the machine is fed. For melting and holding, the high-impact GHG SF6 is used as a cover gas to prevent violent oxidation. The use of SF6 is the prevailing industry practice in most parts of the world, with the notable exception of the European Union[18] (EU) and Japan. Similar to the aluminum alloy castings, these castings are trimmed, machined, finished, and heat treated. However, unlike in the case of aluminum, none of the material is recycled in the plant; instead, it is sold to external recycling facilities for further processing, for the production of secondary metal, or for alloying in other industries.
Assumptions
The impacts for sources of electricity, gas, lubricants, and other resources were derived for U.S. conditions.
The primary magnesium alloy was assumed to be sourced from China, where the Pidgeon process is used. The secondary alloy was produced in the United States. The shipping of ingots from China and the road transport within the was taken into account. Further, for allocating the GHG impact factors to waste sold, the ratio of the price of magnesium waste to the shipped casting was required and was nominally assumed to be 5 pct of the total value of products.
The cover gas was assumed to be a mixture containing SF6 (0.5 pct wt), CO2, and dry air, the consumption of which amounted to 1.1 g of the SF6 component for every 1 kg of magnesium melted. Ninety percent of the gas was conservatively assumed to have been emitted to the atmosphere.
The destinations of waste material were given in Table III. Notable differences between the aluminum and magnesium were the zero in-plant recycling and higher dross loss during melting and holding and the vastly reduced scrap percentage at the HPDC machine, both for the latter.
Life Cycle Inventory Analysis and Details of Sensitivity Study
The cycle time corresponding to a material throughput of 338 kg/h was 59.5 seconds. A lower cycle time for the magnesium alloy HPDC is justified on the basis that a smaller amount of heat needs to be extracted from its melt for solidification, due to its lower shot weight (i.e., the amount of melt dosed into the machine to make one part) and its slightly lower latent heat of fusion.
Following the baseline calculation, the yield percentage was increased in steps of 2.83 pct (=1/20 of 56.64 pct) to 73.5 pct, a 30 pct improvement over the baseline yield. The resulting mass flows are given in Table VII. It can be calculated that the melt requirements were reduced by 23 pct, similar to aluminum, for the 30 pct increase in yield. The major difference between the two alloys, however, was in the amount of material being sold as waste (compare Tables IV and VI). The main reason for this was the fact that magnesium alloys could not be recycled in the plant.
For the magnesium alloy, a further sensitivity study (Scenario VI) was carried out. In these studies, the effect of variations in QA reject rates (0 to 20 pct reductions over baselines of 3 pct) and cycle time improvements (also 0 to 20 pct reductions from baseline 59.5 seconds) were superimposed on casting yield improvements (0 to 30 pct increases over baseline of 56.64 pct). With a view to keeping the SimaPro calculation runs to a manageable number, the design of experiments (DOE) method[19–21] was employed. A three-factor, two-level, full factorial design with a center point was adopted, resulting in 23 + 1 = 9 runs for each study. All possible interactions between factors up to the third order were also investigated; the results were examined using Minitab statistical analysis software.Footnote 2[22]
Life Cycle Impact Assessment
The net GHG impacts calculated are given in Table VIII for Scenario IV. The greater dependence on primary production and the use of SF6 resulted in a much higher impact than was the case for the aluminum alloy processed in Australia, irrespective of whether natural gas was used (Scenario I) or was replaced with Australian electricity (Scenario III) with a GWP potential 1.42 times that of electricity sourced from the United States. The GWPs (100 years) assumed for the main GHG emissions[15] were, in kg CO2-e: SF6 cover gas = 22,600/kg (90 pct of usage escapes into the atmosphere), primary magnesium from China = 42.1/kg of alloy, and secondary aluminum sourced from the U.S. = 3.22/kg of alloy. Electricity usage in the U.S. = 0.207 per MJ, according to the SimaPro database.
At a 56.64 pct yield, the net GHG assigned to a functional unit of the magnesium alloy parts was 307,128.8 kg CO2-e (Table VIII), which is approximately 4.7 times the 65,920.3 kg CO2-e for aluminum at a comparable 55 pct yield (Table VI). This ratio was reduced to 3.7 at yields of approximately 72 pct. It can also be calculated from Table VIII that the reductions in emissions followed, as they did for aluminum, a sliding scale for every additional 2.83 pct step when moving away incrementally from the original 56.64 pct yield. For example, the reductions started with 13,179.3 kg CO2-e for the 56.64 to 59.47 pct yield bracket and ended with only 8830.0 kg CO2-e for the 70.79 to 73.62 pct bracket. The most noteworthy difference between the aluminum and magnesium alloys was that a 30 pct increase in yield (i.e., from 56.64 to 73.62 pct) resulted in a significant 21.2 pct reduction in GHG emissions for the magnesium alloy.
A similar calculation showed that, if the primary/secondary alloy ratio in the raw material mix was 30 pct/70 pct (Scenario V) as opposed to the 70 pct/30 pct assumed earlier (Scenario IV), the GHG impact would be reduced by a comparable 21.1 pct with an increasing yield (i.e., from 56.64 to 73.62 pct). However, the actual GHG impacts due to the magnesium alloy in terms of kg CO2-e were reduced by a margin of 29 pct (Figure 3) when switching from 70 pct/30 pct (Scenario IV) to 30 pct/70 pct (Scenario V) for any given HPDC yield, due to the curtailed use of primary alloys in the latter case. This 29 pct reduction in the actual impact for any given yield for Scenario IV vs Scenario V was less than the 44 pct decrease calculated for the aluminum alloy (Scenario I vs Scenario II), primarily due to the fact that SF6 was still used for remelting in the recycling process. Nevertheless, in kg CO2-e terms, the reductions for the magnesium alloy (88,869 for a 56.64 pct yield) were far greater than for the aluminum alloy (28,980 for a comparable 55.00 pct yield).
The calculated GHG emissions from Scenario VI are given in Table IX. Based on these figures, the sensitivity of the emissions to the variations in causal factors was worked out as the main effects (Table X) for each of the factors, according to the DOE methodology. A zero value for a main effect would indicate no influence from a factor, while a higher absolute value of the slope would point to an increased sensitivity, with the sign of the slope indicating the direction in which the factor would affect the response, in this case, the GHG emissions. Accordingly, it can be seen from Table X that the yield increase had an overwhelming effect on the GHG emissions, while the HPDC rejection rate reduction was a distant second and the cycle time reduction had the least influence. The influences of all factors were calculated by Minitab to be statistically significant at the 99 pct confidence level.
Interpretation and Discussion
The factors contributing to the GHG impact in the magnesium alloy HPDC were the following: (1) the extremely high-emitting Pidgeon process used in primary production, (2) the nonrecyclability of Mg alloys in the plant, resulting in greater pressures being placed on primary production, and (3) the high GHG impact of SF6. The most significant contributor within the foundry was the use of SF6, (Table XI). However, the fact that the GHG impact of the purchased raw material outweighed it can be seen from Table VIII, in which the impact values changed by 42,672.4 and 30,909.8 kg CO2-e for “raw material” and “other foundry operations,” respectively, (including SF6 use) between the lowest and highest yields tabulated.
It is clear from the assessment that process-related decisions made by process engineers at magnesium alloy HPDC foundries do have a profound impact on GHG emissions.
The nearly 65 tonnes of GHG emissions cut back due to the 30 pct increase in yield over the baseline is equivalent to removing 424 automobiles from U.S. roads for every 1000 units of magnesium alloy castings shipped out, based on assumptions found elsewhere.[23]
Comparisons and Impact Mitigation Strategies
The significant contribution of SF6 use in the magnesium alloy foundry on GHG impact (96.5 pct of the impact sourced from within the foundry) is visible from Table XI, which is actually a breakdown of the GHG impact figures provided under the other foundry operations category in the first rows of Tables VI and VIII. However, the largest influence on the GHG impact is exerted by the use of large amounts of primary alloys (Table VIII), as discussed previously. The corresponding impacts from foundry operations and raw materials for the aluminum alloy (Table VI) were more than 50 times lower.
The GHG emissions calculated from both the aluminum and magnesium alloy HPDC foundries investigated are plotted as a function of the HPDC material yield in Figure 3. Despite the greater sensitivity of the emissions in magnesium alloy HPDC to changes in the yield, it is clear from the graph that the GHG levels of the magnesium alloy HPDC remained well over those of aluminum alloy HPDC. Direct comparisons between the aluminum alloy HPDC and the magnesium alloy HPDC should therefore be carried out with caution. Regardless, because the Pidgeon process is widely used by primary magnesium producers and the use of SF6 is a normal industry practice in many countries, including the United States and Australia, this outcome points to the importance of carrying out environmentally responsible process engineering in the magnesium sector. It is, however, not always easy to achieve an increased yield, particularly if the baseline yield value is already substantial. In such cases, the process engineer may need to attempt to reduce alloy usage by one or more of the following strategies: (i) designing in leaner runners or downsizing overflows by recourse to computer simulations,[20] (ii) reducing biscuit thickness, and (iii) appraising the applicability of emerging lean casting techniques.[23,24] Unless such a cautious approach is taken, the robustness of the process may be compromised, leaving it vulnerable to producing large amounts of HPDC scrap through defects such as shrinkage porosity and cold runs. In general, however, magnesium alloy HPDC foundries that operate with low yields resulting from poorly engineered runner systems should be able to achieve large reductions in GHG emissions by optimizing their processes.
To further mitigate the GHG impact, attempts can also be made to lower the emissions in magnesium alloy HPDC across the entire spectrum of yield values by addressing alternatives to the use of SF6. In this connection, it may be pointed out that, while the EU and Japan banned the use of SF6 beginning in 2008,[18] it continues to be used in other parts of the world, including in advanced economies such as the U.S. and Australia, where the commitment to its elimination by 2010 is still voluntary.[9] Efforts should therefore be directed toward replacing the SF6 with less GHG-potent alternatives such as AM-coverFootnote 3, Novec 612Footnote 4 magnesium protection fluid, or Dilute SO2.[25] For example, in a previous study[9] it was determined that the use of AM-cover with N2 as the diluent has an emission factor that was several times lower than that of SF6 used with air. Therefore, if SF6 were substituted with AM-cover, as described here, the differences in GHG impact due to the foundry operations (Table XI) would narrow between the aluminum and magnesium foundries. The use of these cover gases have an additional advantage in that they improve the recyclability of magnesium alloys by external recyclers, due to the fact they produce “cleaner” scrap.
It is also clear from Figure 3 and the discussion in Sections III and IV that an increased use of secondary alloys would help reduce the GHG impact. While a large percentage of secondary alloys is commonly used in the melt charge in the aluminum alloy HPDC industry for economic reasons, the loss of scrap to the steel industry and the need to refine the scrap before reuse somewhat limit such possibilities for the magnesium HPDC industry.
Conclusions
The influences of aluminum and magnesium alloy HPDC process parameters on GHG emissions were assessed using a “cradle-to-gate” LCA approach. The results indicated the following.
-
1.
Emissions were found to reduce with increasing HPDC yields for both alloys, but the rate of reduction decreased as the yield increased.
-
2.
Yield improvements in aluminum alloy HPDC in Australia had only a modest impact on GHG emissions, due to the excellent in-plant recycling of the alloy which helped variations in the yield establish only a weak dependence on high-emitting primary aluminum production. In this connection, a 30 pct increase in yield was calculated to reduce emissions by only 1.9 pct, when natural gas was used for melting and holding. The figure was a comparable 2.0 pct, when Australian-sourced electricity with an associated GWP 1.42 times that of U.S.-sourced electricity was hypothetically used instead for melting and holding the aluminum alloy.
-
3.
For the magnesium alloy, however, which was melted and held using U.S.-sourced electricity, a 21.2 pct reduction in GHG emissions was calculated for a 30 pct increase in yield.
-
4.
The marked reduction in impact with increased yield in magnesium alloy HPDC was attributed to the much greater sensitivity of the yield variations to raw material quantities sourced from extremely high-emitting primary magnesium production and the vastly reduced consumption of the highly potent GHG known as SF6 used as the cover gas in the magnesium alloy melting and holding.
-
5.
The GHG impact for the magnesium alloy foundry compared with that of the aluminum alloy foundry was 4.7 times for an approximately 55 pct yield, but was reduced to 3.7 times at yields of approximately 72 pct.
-
6.
When the primary/secondary alloy ratio was changed from the baseline 70 pct/30 pct to 30 pct/70 pct, the actual GHG impacts in terms of kg CO2-e were reduced significantly, due to the diminished use of primary alloys; the reduction was higher for the magnesium alloy. However, the percentage margin of reduction was lower for the magnesium alloy, due to the use of SF6 during recycling.
-
7.
An additional sensitivity study for magnesium alloy HPDC indicated that, while declines in HPDC reject rates and cycle times also reduced GHG emissions, their influences were an order of magnitude lower than that of the yield.
-
8.
Strategies to mitigate the GHG impact in HPDC were also discussed.
Notes
LCA Software is a registered trademark of Ecology Consultants, Amersfoort, The Netherlands.
Minitab statistical analysis software is a registered trademark of Minitab Inc., State College, PA.
AM-cover is a registered trademark of Advanced Magnesium Technologies, Sydney, Australia.
Novec 612 is a trademark of 3M, St. Paul, MN.
References
E.A. Herman: Gating Die Casting Dies, North American Die Casting Association, Rosemont, IL, 1995, pp. 1–3 and 73–93.
L.J.D. Sully: Metals Handbook, 9th ed., Casting, ASM INTERNATIONAL, Materials Park OH, 1988, pp. 286–95.
S. Dalquist and T. Gutowski: ASME Int. Mechanical Engineering Congr. and R&D Expo, L. Yao, ed., ASME International, New York, NY, 2004.
H. Von Blottnitz and M.A. Curran: J. Clean. Prod., 2007, vol. 15, pp. 607–19.
B. Neto, C. Kroeze, L. Hordijk, and C. Costa: Environ. Modell. Software, 2008, vol. 23, pp. 147–68.
R.B.H. Tan and H.H. Khoo: J. Clean. Prod., 2005, vol. 13, pp. 607–18.
S. Dalquist and T. Gutowski: Massachusetts Institute of Technology Laboratory for Manufacturing and Productivity Report No. LMP-MIT-TGG-03-12-09-2004, 2004, http://web.mit.edu/ebm/www/Publications/Die%20Casting%20Dalquist%20Gutowski.pdf, accessed July 1, 2008.
M.J. Roberts: Master’s Thesis, Deakin University, Melbourne, 2003.
S. Bartos, C. Laush, J. Scharfenberg, and R. Kantamaneni: J. Clean. Prod., 2007, vol. 15, pp. 979–87.
International Standard ISO 14040, International Organization for Standardization, Geneva, 1998.
A. Tharumarajah: GHG Impact of ATM vs Conventional High Pressure Die Casting of Aluminum and Magnesium Components, CSIRO Internal Report No. USP2007/028, CSIRO, Clayton, 2008.
A. Tharumarajah, P. Koltun, and S. Ramakrishnan: 12th Die Casting Conf. of Australian Die Casting Association, S. Gulizia, ed., Australian Die Casting Association, Melbourne, 2004, paper no. P15.
A. Tharumarajah, P. Koltun, S. Ramakrishnan, and M. Roberts: 9th Int. Conf. on Manufacturing Excellence (ICME 2003), Melbourne, 2003.
A. Tharumarajah and P. Koltun: Approximate Life Cycle Analysis of Magnesium Converter Housing, CSIRO Internal Report No. CMIT(C)-2003-152, CSIRO, Clayton, 2003.
A. Tharumarajah and P. Koltun: 62nd Ann. World Magnesium Conf., International Magnesium Association, Berlin, 2005, pp. 67–74.
A. Tharumarajah and P. Koltun: J. Clean. Prod., 2007, vol. 15, pp. 1007–13.
SimaPro LCA software: http://www.pre.nl/simapro/default.htm, accessed Aug. 4, 2008.
European Union: Kyoto Protocol on climate change, http://europa.eu/scadplus/leg/en/lvb/l28060.htm, accessed June 25, 2008.
O.L. Davies: The Design and Analysis of Industrial Experiments, Longman, London, 1978.
D.R. Gunasegaram, D.J. Farnsworth, and T.T. Nguyen: J. Mater. Process. Technol., 2009, vol. 200, pp. 1209–19.
J.S. Hunter: Juran’s Quality Handbook, 5th ed., McGraw-Hill, New York, NY, 1999, pp 47.1–47.77.
Minitab home page: www.minitab.com.
D.R. Gunasegaram, M. Givord, R.G. O’Donnell, B.R. Finnin, and D.D. Barclay: CastExpo’08/112th Metal Casting Cong., North American Die Casting Association, Rosemont, IL, 2008, paper no. T08-132.
D.R. Gunasegaram, M. Givord, R.G. O’Donnell, and B.R. Finnin: Die Cast. Eng., 2008, vol. 52, pp. 42–46.
Alternatives to SF6 for Magnesium Protection: www.epa.gov/magnesium-sf6, accessed July 1, 2008.
Acknowledgments
The present work was sponsored by the Australian Federal Government through the CAST Cooperative Research Centre. Thanks are offered to colleagues C.J. Davidson, R.G. O’Donnell, S. Tartaglia, and P.L. Kean for their feedback on the manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted November 6, 2008.
Rights and permissions
About this article
Cite this article
Gunasegaram, D., Tharumarajah, A. Impacts of High-Pressure Diecasting Process Parameters on Greenhouse Gas Emissions. Metall Mater Trans B 40, 605–614 (2009). https://doi.org/10.1007/s11663-009-9249-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-009-9249-8