
Abstract
A model is developed to allow converting dilatometric strains that occur during the continuous cooling transformation (CCT) of austenite to martensite to volume fraction martensite formed in powder metallurgy steels. Unlike existing models, this model can accurately account for the observed decrease in the measured transformation strain with increased porosity. As a demonstration, the model is used to accurately calculate the volume fraction of martensite formed during the CCT of austenite to martensite in FL-4605 PM steel.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Quench dilatometry is used extensively to study the transformation behavior of steels, and the majority of the time-temperature-transformation and continuous cooling transformation (CCT) diagrams that are available today were generated using quench dilatometry. The method is based on the principle that, during heating and cooling of steels, dimensional changes occur as a result of thermal expansion and phase transformation. Sensitive high-speed dilatometers detect, measure, and record these changes in dimensions as functions of time and temperature during a defined thermal cycle. The changes in dimensions are then converted to strains, which in turn are used to determine the start and completion of phase transformations.
Historically, the conversion of the measured dilatometric strain to volume fraction of phase formed during a phase transformation was performed assuming a linear relationship between the transformation strain and volume fraction of phase formed. This model is often referred to as the Lever Rule model and implicitly assumes that the transformation is essentially complete when maximum strain is reached, usually when cooling has proceeded to room temperature.[1] However, most of the phase transformations that occur in commercial steels do not reach completion upon cooling to room temperature, and often a residual amount of austenite is retained in the steel. More accurate models for converting the transformation strain obtained from dilatometric measurements to volume fraction of phase formed have been recently developed.[2–6] Most of these models are based on converting the measured dilatometric strain to a volume change that is assumed to be caused entirely by the difference in crystal structure between the parent phase (e.g., fcc austenite-γ) and the product phase (e.g., bct martensite-α′). These models, although more accurate than the Lever Rule model, were developed for the transformation of γ to proeutectoid ferrite or pearlite, and specifically for wrought steels. Therefore, they cannot account for the significant effect that porosity, which may exist in powder metallurgy steels, has on the magnitude of the measured dilatometric strain. In this publication, we describe a model that allows converting dilatometric strains that occur during the CCT of austenite to martensite to volume fraction martensite formed in powder metallurgy steels. This model can accurately account for the observed decrease in the measured transformation strain with increased porosity.
2 Materials and procedures
2.1 Production of the Bulk Material
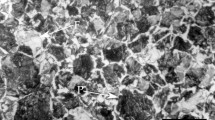
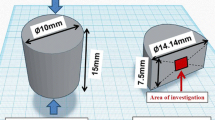
Commercial AUTOMET 4601 steel powder (Quebec Metal Powder, Ltd., Quebec) was admixed with powdered graphite to yield a powder with the chemical composition shown in Table I. Bulk material was produced from this powder in three different densities corresponding to 90, 95, and 100 pct of theoretical density. In order to produce the 90 pct dense material, the powder was cold compacted using 690 MPa pressure in a hydraulic press to produce green compacts that were then sintered at 1120 °C for 30 minutes under a controlled atmosphere. In order to produce the 95 pct dense material, the powder was cold compacted using 690 MPa pressure, but the green compacts were first presintered at 850 °C for 30 minutes, and then they were repressed using 690 MPa pressure and resintered at 1120 °C for an additional 30 minutes. The 100 pct dense material was produced by warm compacting the powder using 690 MPa pressure, heating the resulting compacts to 1150 °C, and then forging them in a press using 760 MPa pressure for 10 seconds. Cylindrically shaped specimens for quench dilatometry measurements were machined from specific locations in these bulk materials using an electric discharge machine (EDM). The specimens were 8-mm long and 3 mm in diameter.
2.2 Generation of the CCT Curves
The CCT curves were obtained by means of a high-speed quench dilatometer. Each CCT thermal cycle in the dilatometer consisted of heating a specimen to an austenitizing temperature of 850 °C ± 5 °C at a nominal rate of 10 °C/s. The specimen was held at the austenitizing temperature for 5 minutes and then cooled to room temperature at different cooling rates. Data were sampled and recorded at the rate of one dimension measurement per degree Celsius. Linear cooling rates were used to the maximum cooling rate possible.
3 Results
Each curve in Figure 1 reflects an average obtained from data generated at three different cooling rates: 40 °C/s, 70 °C/s, and 180 °C/s. It is worth noting that the magnitude of the variation in the martensite start temperature (M s ) due to the different cooling rates is ±3 °C, which is within the range of the statistical noise and is significantly smaller than the magnitude of the variation in M s caused by porosity, which is about 10 °C.[7] This indicates that the observed change in dilatometric strain is caused mainly by porosity. Specifically, the measured dilatometric strain decreases with increasing porosity in the steel. The currently available models for converting measured dilatometric strains to volume fraction of phases formed (e.g., 2 through 6) cannot account for this significant effect of porosity. In Section IV, we describe a model that allows the accurate conversion of measured dilatometric strains that occur during the CCT of γ into α′ to volume fraction α′ formed in powder metallurgy steels.

Dilatometric strain measured in FL-4605 PM steel during its CCT from γ to α′
4 Model development
The decomposition of γ with an initial atom fraction of carbon C0 into α′ during a CCT can be expressed as
In Eq. [1], C α′ and C γ are the atom fraction of carbon in α′ and atom fraction of carbon in the remaining γ, respectively. It should be noted, however, that during the transformation of γ to α′, the overall atom fraction of carbon in both phases remains unchanged and is equal to the initial atom fraction of carbon in the steel, namely, C0.
The relative volume change that is measured by the dilatometer during a phase transformation may be related to the specific volume change at the atomic level using the lattice parameters of the different phases that are involved in the transformation.[2–6] Two assumptions are made in order to simplify calculation of the specific volume change at the atomic level. These are as follows. (1) The effect of substitutional alloying elements in the steel on the lattice parameters of γ and α′ and on the change in the specific volume at the atomic level during the α′ → γ transformation is negligible. (2) Substitutional alloying elements in the γ and α′ lattices can be replaced by iron atoms so that a mass balance can be set up by assuming that only iron and carbon atoms are present at the lattice sites of both γ and α′. The instantaneous specific volume change at the atomic level during the phase transformation may be given by
In Eq. [2], \( V_{{\alpha^\prime}} \), V γ , and \( V_{{\gamma _{0} }} \) are the unit cell volume for α′, instantaneous γ, and initial γ, respectively. Also, in Eq. [2], \( n^{{{\text{Fe}}}}_{{\alpha^\prime}} \), \( n^{{{\text{Fe}}}}_{\gamma } \), and \( n^{{{\text{Fe}}}}_{{\gamma _{0} }} \) are the number of iron atoms in α′, the number of iron atoms in instantaneous γ, and the number of iron atoms in the initial γ, respectively. Expressions for \( n^{{{\text{Fe}}}}_{{\alpha^\prime}} \), \( n^{{{\text{Fe}}}}_{\gamma } \), and \( n^{{{\text{Fe}}}}_{{\gamma _{0} }} \) in terms of the initial atom fraction of carbon in the steel (C0), the volume fraction of α′ (\( f_{{\alpha^\prime}} \)), and the total number of atoms in the unit cell (N) are given in Table II.
Substituting the expressions from Table II into Eq. [2] yields
Assuming that the change in specific length of the dilatometry specimen is one-third the change in its specific volume and replacing the volume of the unit cells by the respective lattice parameters yields
from which
In Eq. [5], \( a_{{\alpha^\prime}} \) and \( {\text{c}}_{{\alpha^\prime}} \) are the lattice parameters for α′, and a γ and \( a_{{\gamma _{0} }} \) are the lattice parameters for γ. The lattice parameter for γ (i.e., a γ ) is given by Eq. [6a], and the dependence of the coefficient of thermal expansion of γ (i.e., β γ ) on porosity is given by Eq. [6b].[8,9]
In Eqs. [6a] and [6b], C γ is the atom percent carbon in γ; T is absolute temperature; and ρ and ρ T are the relative density and theoretical density of the steel, respectively. Similarly, the lattice parameters for α′ (i.e., a α′ and c α′ ) are given by Eq. [7a], and the dependence of the coefficient of thermal expansion of α′ (i.e., β α′ ) on porosity is given by Eq. [7b].[8,9]
In Eqs. [7a] and [7b], \( {\text{C}}_{{\alpha^\prime}} \) is the atom percent carbon in α′; T is absolute temperature; and ρ and ρ T are the relative density and theoretical density of the steel, respectively.
In order to account for the decrease in measured dilatometric strain with increased porosity, the term \( K{\left( \phi \right)}^{{\frac{1} {3}}} f_{{\alpha^\prime}} \) is introduced into Eq. [4] to yield Eq. [8]. \( K{\left( \phi \right)}^{{\frac{1} {3}}} f_{{\alpha^\prime}} \) is an empirically determined term that may be thought of as compensation for the loss of strain into the pores during the transformation of γ into α′:
Equation [8] may be rearranged to yield the volume fraction α′,\( f_{{\alpha^\prime}} \):
In Eqs. [8] and [9], K is an empirically determined constant and ϕ is the percent porosity in the steel.
4.1 Determination of the Empirical Constant K
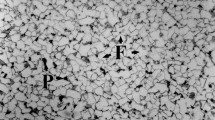
Most of the phase transformations that occur in commercial steels do not reach completion upon cooling to room temperature, and a residual amount of γ often remains in the steel. The standard X-ray diffraction method for estimating the amount of retained austenite (f γ -retained) in quenched steels[10] is used to calculate the amount of f γ -retained in specimens with varying degrees of porosity. Such data are shown in Table III for FL-4605 PM steel. The magnitude of K is obtained by an iterative process in which K in Eq. [9] is iteratively increased from an initial small value. At the end of each iterative step, the resulting f α′ is used to calculate f γ -retained. This computed f γ -retained is then compared to f γ -retained measured by X-ray diffraction, and the process is repeated until the measured and calculated f γ -retained converge.
By using this method, the empirical constant K for FL-4605 PM steel is found to be 0.0009. This value of K is not obtained from the average curves presented in Figures 1 through 3, but rather from individual strain vs temperature curves obtained by dilatometric measurements performed at each of the cooling rates for each porosity level. Hence, K is independent of porosity and cooling rate.


Obtained also by using the data in Fig. 1, but instead of using Eq. [9], Eq. [5], which does not account for the effect of porosity, is used. Notice that in this case the correct effect of porosity on f γ-retained is lost. Table IV shows that f γ-retained calculated from dilatometric strain measurements using Eq. [5] is quite different from f γ-retained measured using X-ray diffraction, while f γ-retained calculated using Eq. [9] is much closer to f γ-retained measured using X-ray diffraction
5 Summary
Measurements during the CCT of austenite to martensite in powder metallurgy steels show a significant increase in the M s and a decrease in the measured dilatometric strain with increased porosity. The currently available models for converting dilatometric strains to volume fraction of transformed phase during CCTs cannot account for these effects of porosity. A new model was thus developed to allow accurate conversion of measured dilatometric strain vs temperature data to volume fraction of martensite vs temperature. The term \( K\phi ^{{\frac{1} {3}}} f_{{\alpha^\prime}} \) is introduced to account for the decrease in the measured strain with increased porosity. In this term, K is an empirically determined constant and ϕ is percent porosity. X-ray diffraction measurements and data fitting routines allow determination of K for any given steel. As a demonstration, the model is used to accurately calculate the volume fraction of martensite formed during the CCT of austenite to martensite in FL-4605 PM steel.
References
M. Atkins: Atlas for Continuous Cooling Transformation Diagrams, ASM INTERNATIONAL, Metals Park, OH, 1980, pp. 223–38
M. Onink, F.D. Tichelaar, C.M. Brakman, E.J. Mittemeijer, and S. van der Zwaag: Z. Metallkd., 1996, vol. 87, pp. 24–32
S. Choi: Mater. Sci. Eng. A, 2003, vol. 363, pp. 72–80
T.A. Kop, J. Sietsma, S. Van Der Zwaag: J. Mater. Sci., 2001, vol. 36, pp. 519–26
M. Takahashi, H.K. Bhadeshia: J. Mater. Sci. Lett., 1989, vol. 8, pp. 477–78
S.J. Lee, M.T. Lusk, Y.K. Lee: Acta Mater., 2007, vol. 55, pp. 875–82
V.S. Warke: Ph.D. Thesis, Worcester Polytechnic Institute, Worcester, MA, 2007
R.M. German: Powder Metallurgy of Iron and Steel, John Wiley and Sons, Inc., New York, NY, 1998, pp. 373–404
R.M. German: Powder Metallurgy Science, Metal Powder Industries Federation, Princeton, NJ, p. 384
Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Orientation, ASTM Standard E975-84, ASTM, Philadelphia, PA, 1989
Acknowledgments
The authors gratefully acknowledge the member companies of the Powder Metallurgy Research Center, Worcester Polytechnic Institute, for their continued support. The authors also gratefully acknowledge the High Temperature Materials Laboratory User Program, Oak Ridge National Laboratory, managed by UT–Battelle, LLC for the United States Department of Energy under Contract No. DE-AC05-00OR22725 for assistance with the dilatometry measurements.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 25, 2008.
Rights and permissions
About this article
Cite this article
Warke, V.S., Sisson, R.D. & Makhlouf, M.M. A Model for Converting Dilatometric Strain Measurements to the Fraction of Phase Formed during the Transformation of Austenite to Martensite in Powder Metallurgy Steels. Metall Mater Trans A 40, 569–572 (2009). https://doi.org/10.1007/s11661-008-9727-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-008-9727-7