
It is proposed to use a miniaturized version of equal channel angular pressing (ECAP) as a means of producing micro electro-mechanical systems (MEMS) parts. The benefits of such a processing technique are the possibility to reach the desired grain refinement down to the micron scale and to enhance the strength of the material at the same time. The viability of this concept is confirmed by the results obtained by transmission electron microscopy and microhardness testing of Al specimens. An integrated process with two ECAP passes and a final extrusion step is also discussed. Finite element simulations suggest that the strains reached in this process are sufficient for the material to attain superplastic behavior, thus reducing the load on the tooling and enhancing the feasibility of MEMS part manufacturing.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Fabrication of miniaturized parts, particularly components for biomedical devices or microsystems such as MEMS, requires careful scaling of their internal structures. This calls for ultra-fine-grained (UFG) alloys as materials of choice. Indeed, UFG materials can fulfill two conditions at the same time: (1) that the average grain size be smaller than the smallest dimension of the structural component and (2) that the grain size be small enough to ensure sufficiently high strength and fracture toughness. Condition (1) implies that reproducible properties of the component are warranted due to averaging over a large number of grains (e.g., over the thickness of a thin film, the cross section of a wire or a tooth of a cog-wheel), while condition (2) is an expression of the fact that strength and fracture toughness are generally improved on grain refinement.
Among the grain refinement techniques, severe plastic deformation (SPD) has advanced to the most promising one.[1] A significant body of literature has emerged over the past decade, cf. Reference 2 and references therein. The arguably most popular SPD method, equal channel angular pressing (ECAP),[3] has been shown to produce submicrometer scale grain structure in numerous metallic materials.[4,5] Average grain sizes in the range of 50 to 300 nm are not uncommon in ECAP processed materials. In the quest for developing nanostructured materials for structural applications, numerous researchers are looking for the way to upscale the known ECAP techniques and experimental rigs. Rarely have there been attempts to downscale the process with a vista of manufacturing miniaturized parts. An interesting example of using an ECAP processed material for producing microgears was recently presented by Kim and Sa.[6] These authors have demonstrated the viability of microextrusion of ECAP preprocessed Mg alloy AZ31 using a millimeter-scale extrusion die as a way of manufacturing microgears. Zi et al.[7] have suggested downscaling of the ECAP process itself in order to produce severely deformed aluminum wires with a fine-scale grain structure across the wire diameter (2 mm). After this first demonstration that grain refinement can be achieved in a millimeter-scale ECAP process, further experiments with an improved die design were carried out. The results of these experiments are reported in Section II. It is shown by transmission electron microscopy and hardness measurements that a substantial grain refinement can be achieved. It is further suggested to combine the ECAP preprocessing and the final extrusion step to produce the desired profile of an axisymmetric product in an integrated die design.
EXPERIMENTAL
Pure aluminum (99.99 pct) was used as a test material. Prior to the ECAP experiment, the material was heat treated for 30 minutes at 130 °C. The grain size determined after heat treatment by light microscopy was about 200 μm.
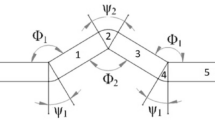
The miniaturized ECAP design used is shown in Figure 1. The ECAP device consists of the following parts: the body where the die is placed; the die itself; and a punch and a cylinder, which is placed at the bottom of the device to support the die. A single channel die with a diameter of 3 mm is used. In order to facilitate the pressing, the feed material is introduced via a funnel-shaped channel; i.e., it is subjected to extrusion prior to ECAP proper. The initial diameter is 6 mm and the funnel angle is 120 deg; the strain produced during this first extrusion is 1.36. All parts were manufactured from tool steel 1.2344 (DIN X 40 Cr Mo V 5 1), except for the punch, which was made from tool steel 1.2709 (DIN X 3 Ni Co Mo Ti 18 9 5). All parts were hardened to a yield stress of 1900 to 2000 MPa.

Schematics of the die design (left) and the actual die used in this work (right)
The tests were carried out at room temperature in an Instron 5582 machine (Instron Ltd, High Wycombe, Buckinghamshire, UK). The crosshead speed was 0.1 mm/min. A test was terminated when the punch covered the distance of 10 mm. The maximum load reached was about 37 kN. The microstructure of the ECAP-processed material was determined by transmission electron microscopy. A first characterization of the mechanical properties was done by means of Vickers hardness measurements using a Struers Duramin hardness tester with 50 g load applied for 10 seconds.
EXPERIMENTAL RESULTS
Exemplary TEM micrographs showing a characteristic grain structure of the ECAP processed aluminum, Figures 2 and 3, reveal significant grain refinement achieved after a single pass of the combined extrusion + ECAP process.

A characteristic fragment of the grain structure after “mini-ECAP” (transversal cross section)

A characteristic fragment of the grain structure after mini-ECAP (longitudinal cross section)
The findings of the TEM investigation can be summarized as follows. A more or less equiaxed grain structure was observed both in the transversal sections (normal to the wire) and in the longitudinal sections (parallel to the wire axis), the average grain size being 1 to 2 μm. It should be mentioned, however, that elongated grain arrangements were found occasionally in longitudinal sections.
Vickers hardness tests returned values of 42.5 HV 0.05 for the ECAP-processed material, nearly double the value of 23.2 HV 0.05 exhibited by the unprocessed heat-treated Al.
The observed extreme reduction of the grain size, from 200 μm to a few microns in a single ECAP step, is not uncommon in conventional ECAP processing,[8] but a demonstration that this is also possible in a downscaled, miniaturized ECAP is a new and promising result. The concomitant increase in hardness is also an encouraging finding.
FEASIBILITY OF AN INTEGRATED ECAP + EXTRUSION PROCESS
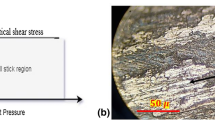
The tests performed provide a demonstration of the viability of miniaturized ECAP processing as a means of producing axisymmetric parts with millimeter-scale cross-sectional dimensions and a grain structure in the micrometer scale. With the aim of producing net-shape MEMS parts in mind, the micro-ECAP process described previously can be modified to allow for more than one ECAP pass within a die and also to include a subsequent extrusion step as part of an integrated process. A principal design of such a two-step ECAP + extrusion die[9,10] is presented in Figure 4(a). A trial two-step ECAP + extrusion with an Al-6 pct Mg-2 pct Li-0.1 pct Zr-0.15 pct Sc alloy using a die of this type has been successful (Figure 4(b)).

(a) Schematics of an integrated die design combining two ECAP passes (channel angle 120 deg) and a final extrusion step. (b) Example of a specimen (Al-6 pct Mg-2 pct Li-0.1 pct Zr-0.15 pct Sc alloy) that underwent combined two-step ECAP + extrusion. (A common match is also shown to indicate the scale.)
We also conducted finite element (FE) simulations of the proposed integrated two-pass ECAP + extrusion process for 99.95 pct purity copper. As a particular axisymmetric product to be manufactured, a cylindrical part with the diameter of 1 mm was chosen. The input data for simulation were as follows. The temperature of processing: room temperature, the angle of intersection of pressing channels: 120 deg, and the area reduction ratio during the final extrusion step: ∼10. The simulation was carried out using the software DEFORM 3D. The software includes strain hardening and friction (the coefficient of friction being set at 0.08—a value common in ECAP simulations, cf., e.g., Reference 10).
The FE analysis showed that a high level of cumulative strain (effective, or von Mises equivalent strain of up to 3.7 per pass, cf. Figure 5(a)) is attained by the material in this process, which will likely result in the formation of UFG state in the processed Cu billets. Despite this promising result, the applicability of this technique is limited by the die-set working capacity. Indeed, the calculated pressing forces required even for copper are extremely large, the stresses involved being about 4 GPa, cf. Figure 5(b). Thus, manufacturing of miniaturized parts from high-strength metals by this method, without any modification, is not likely to be feasible. New approaches that would reduce specific pressing forces considerably need to be applied. The use of superplastic forming[11] should be considered as the most substantive step to be taken in this direction. A fortunate circumstance is that ECAP processing promotes superplasticity.[3] Integrated processing of aluminum that exhibits superplastic behavior in the UFG state has verified this approach. The example of a successfully processed part with the dimensions suitable for miniaturized gear-wheels manufacturing shown in Figure 4(b) is very encouraging in this regard. The aim of the ongoing studies is to optimize the integrated processing technique suggested and to identify materials for which it can be used. The primary goal is to find suitable combinations of the material and the processing conditions for which it will be possible to capitalize on the superplastic properties developing during the ECAP stage of the processing pathway.

(a) General view of the sample and strain distribution in the process of straining and (b) diagram showing the pressing force for integrated ECAP + extrusion processing of Cu at room temperature
CONCLUSIONS
The experiments performed on pure Al, as well as finite element simulations conducted, have demonstrated that a viable technology for manufacturing UFG MEMS parts can be developed on the basis of the processes proposed. An integrated two-step ECAP + extrusion process proposed appears to be particularly attractive, especially as the die profile at the exit end of the extrusion channel can be shaped to produce the desired profile of a MEMS part, i.e., of a cog wheel. Strains accumulated in such processes were shown to be at a level sufficient, in principle, for establishing conditions for superplastic forming, which may provide serious benefits in the manufacturing of MEMS parts. Further research will be directed at optimizing the process design and producing prototype MEMS parts using the technology proposed.
REFERENCES
R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov: Prog. Mater. Sci., 2000, vol. 45, pp. 103–89
R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer, and Y.T. Zhu: JOM, 2006, pp. 33–39
V.M. Segal: Mater. Sci. Eng., 1995, vol. A197, pp. 157–64
Nanomaterials by Severe Plastic Deformation, Proc. 3rd Int. Conf. on Nanomaterials by Severe Plastic Deformation (NanoSPD 3), Fukuoka, Japan, Sept. 22–26, 2005, Z. Horita, ed., Trans Tech Publications Ltd., Aedermannsdorf, Switzerland, 2006
R.Z. Valiev, T.G. Langdon: Prog. Mater. Sci., 2006, vol. 51, pp. 881–981
W.K. Kim, Y.W. Sa: Scripta Mater., 2006, vol. 54, pp. 1391–95
A. Zi, Y. Estrin, R.J. Hellmig, M. Kazakevich, E. Rabkin: Solid State Phen., 2006, vol. 114, pp. 265–69
S.C. Baik, R.J. Hellmig, Y. Estrin, H.S. Kim: Z. Metallkd., 2003, vol. 94, pp. 754–60
G.I. Raab, R.Z. Valiev, G.B. Kulyasov, and V.A. Polozovsky: RF Patent No. 2,181,314, 16, 2002
G.I. Raab: Mater. Sci. Eng. A, 2005, vols. 410–411, pp. 230–33
Y. Saotome, H. Iwazaki: J. Mater. Proc. Technol., 2001, vol. 119, pp. 307–11
ACKNOWLEDGMENTS
The preparation of this article was made possible through partial support from the Russian Foundation for Basic Research under grant RFFI 06-08-00635-a as well as from the German Academic Exchange Service (DAAD) and the Academy of Sciences of the Czech Republic (AVCR) under Grant No. D8-CZ5/06-07.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is based on a presentation made in the symposium entitled “Ultrafine-Grained Materials: from Basics to Application,” which was held on September 25–27, 2006 in Kloster Irsee, Germany.
Rights and permissions
About this article
Cite this article
Estrin, Y., Janecek, M., Raab, G. et al. Severe Plastic Deformation as a Means of Producing Ultra-Fine-Grained Net-Shaped Micro Electro-Mechanical Systems Parts. Metall Mater Trans A 38, 1906–1909 (2007). https://doi.org/10.1007/s11661-007-9120-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-007-9120-y