
Abstract
Equal channel angular pressing (ECAP) is one of the advanced manufacturing methods for the production of nanostructured samples. The ECAPed materials showed exceptional mechanical properties with simultaneous high strength and good elongation features. Recently, the application of ECAP method for the production of industrial samples has widely been reported. Due to the required high pressing load in ECAP process, the length of the produced samples is limited. This study investigates the rooms for the reduction in the pressing load by change in frictional surfaces. Here, a novel design of ECAP punch and die is proposed, where most of the friction surfaces are changing from ‘soft sample-to-brittle die’ to ‘brittle die-to-brittle punch’ contact surfaces. By changing the contact surfaces between punch and die, the opportunity for the preparation of frictional surfaces is provided and the total frictional surfaces is reduced. The results of the numerical analysis and experimental measurements showed that about 2.2-9.8% reduction in the maximum required pressing load is feasible. Further reduction is also possible by more surface preparation. Optical microscopy is used to investigate the contact surfaces after the process, and scanning and transmission electron microscopies are used to analyze the rate of the grain refinement of the samples after conventional and novel ECAP processes. The experimental finding is supported by 3D finite element analysis (FEM). The calculated maximum required pressing force in novel and conventional ECAP dies is in good agreement with the experimental measurements. The FEM analysis revealed that the reduction in the pressing load by the modification of frictional surfaces is a practical approach.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Equal channel angular pressing (ECAP) is the known successful method for nanostructuring of metallic and nonmetallic samples (Ref 1). Microstructural investigation and mechanical characterization of the high-strength materials processed with ECAP die are among the important research areas in recent years. Combination of excellent ductility and high strength was reported by Sun et al. (Ref 2) for ECAPed samples. The length of the samples produced by ECAP process is limited to half of the meter due to high required pressing force.
Optimizing ECAP parameters to reduce friction forces and improve the efficiency of the process is a key research area in ECAP manufacturing (Ref 3). One of the successful attempts in this area is the development of the back-pressure equipped ECAP die (Ref 4). In a study, the researchers tilted the upper surface of the exit channel by \(2^\circ\) to \(5^\circ\) and obtained enhanced material properties (Ref 5). Some of other methods with relative success in reducing the pressing load during ECAP process are: change in die angles (Ref 6), dual equal channel lateral extrusion (Ref 7), ECAP die with change of direction of exit channel (Ref 8), repetitive ECAP by side extrusion process (Ref 9), rotary ECAP die (Ref 10), multi pass ECAP die (Ref 11) and ultrasonic-assisted ECAP process (Ref 12).
Friction is the critical parameter in ECAP process (Ref 13). Friction on the channel walls creates resistance against metal flow and increases the inhomogeneity of the strain (Ref 14). Friction also increases the required energy and CO2 emission by increasing the required pressing force (Ref 15). Souza et al. (Ref 16) indicated that the value of the coefficient of friction can be estimated by using the measured peak pressing force during ECAP process. Investigations showed that by increase in the friction the corner gap during equal channel angular pressing decreases, accordingly (Ref 17, 18). Researchers attempt to reduce the friction in ECAP process by change in die configuration. Mathieu et al. (Ref 19) proposed a modified design of ECAP process and reported a considerable reduction in pressing load. Khan et al. (Ref 20) reported that using route B in ECAP process are a practical method to lower the pressing force. To date, ultrasonic-assisted ECAP technique is the most effective method which helps to reduce the friction and then lower the pressing force in ECAP process (Ref 21). The investigations on reducing the friction force and pressing load in ECAP process is undergoing. Finite element simulation was used in the literature to study the effect of friction on ECAP process (Ref 22). Ebrahimi (Ref 23) and Bhandari et al. (Ref 24) used finite element to predict the pressing load in a proposed ECAP design. Bazari Tiji et al. (Ref 25) conducted surface response optimization method and determined that parameters including the friction coefficient magnitude, the main deformation zone height and the length-to-width ratio are the main affecting parameters on pressing load in equal channel angular extrusion. Ebrahimi et al. (Ref 26) using FEM obtained that despite the considerable effect of the coefficient of friction on the pressing force, it has no significant influence on the imposed plastic strain to the deformed sample. According to FEM investigation by Parshikov et al. (Ref 27), the pressing force can be increased for more than twofold if the lubricant is not used. The reports showed that more than 80% of peak pressing force in ECAP process spends to overcome the friction forces between sample and the ECAP die channels. Although some attempts have been performed to reduce the friction in ECAP process, a technique with considerable practical success is still missing. In this study, a modified ECAP die is fabricated which reduces frictional forces and then suppress the total pressing force. The results of the measured pressing force during the novel ECAP process are compared with the results for conventional ECAP process and considerable improvements observed. In addition, the proposed new ECAP design increases considerably the life of the punch by changing some contact surfaces of the ECAP die from ‘sample-to-die surfaces’ to ‘punch-to-die surfaces.’ The detail of the new proposed ECAP die design is discussed in the next sections.
2 Frictional Analysis of the ECAP Process
In ECAP process when using lubricants such as SiO2 or graphite between the sliding surfaces, the friction phenomena can be discussed as the boundary lubrication regime. Generally, the Coulomb friction law (\({F}_{friction}=\mu \times N\)) is applied for most of engineering problems (Ref 28). Here, \(\mu\) and \(N\) are coefficient of friction and normal contact forces, respectively. Due to the presence of complex frictional interactions in high-pressure contact condition, the estimation of friction coefficient values and the friction forces always contains substantial uncertainties (Ref 29). The contradictory effects are reported for friction mechanisms in the literature.
Mechanism of friction in ECAP process depends on the magnitude of the applied hydrostatic pressure (p) and the material types of the sample and die. In ECAP process, the total friction forces are the summation of adhesive (\({f}_{a}\))- and plow (\({f}_{P}\))-type friction mechanisms: (\({{f}_{friction}=f}_{a}+{f}_{P}\))
However, for the soft-to-brittle material systems (e.g., aluminum sample and steel die in ECAP process) the dominant friction mechanism is the adhesive type (\({{f}_{friction}}\cong {f}_{a}\)) (Ref 30) and the participation of the plowing friction is negligible.
Under high contact pressures, the asperities of both materials weld each other and constitute the adhesive-type friction. This type of friction mechanism is directly proportional to real contact area (A). It means that in order to overcome adhesive friction mechanism it needs to apply a sliding force (\({f}_{a}\)) at least equal to critical shear strength of the softer material (\({\uptau }_{crit}\)) over the real contact area (\({f}_{a}=\mathrm{A}{\uptau }_{crit})\) (Ref 29).
Assuming plastic deformation, the real contact area (A) can be estimated by dividing the normal load at the interface (P) to the softer material hardness (\(H\)), \(A \cong {\raise0.7ex\hbox{$P$} \!\mathord{\left/ {\vphantom {P H}}\right.\kern-0pt} \!\lower0.7ex\hbox{$H$}}\) (Ref 31). The variation of friction force for these cases is illustrated schematically in Fig. 1(A). The general relation between material yield strength and material shear strength is \(\tau_{{{\text{crit}}}} \le {\raise0.7ex\hbox{${\sigma_{y} }$} \!\mathord{\left/ {\vphantom {{\sigma_{y} } {\sqrt 3 }}}\right.\kern-0pt} \!\lower0.7ex\hbox{${\sqrt 3 }$}}\). It should be noted that the maximum shear stress condition is always satisfied in ECAP process. According to Fig. 1(B), there is a thin layer of the aluminum on punch surface after performing ECAP process. This issue confirms the shear of the aluminum material during the sliding process and approves that the adhesive friction is a dominant mechanism in ECAP process. Therefore, by adding the effect of apparent contact area (\({A}_{a}\)), the magnitude of the adhesive friction in ECAP process can be estimated by Eq 1.

(A) Adhesive friction regimes (Ref 32), (B) optical microscopy observation of the adhesion of aluminum on steel die surface after ECAP process
3 Novelty of the New Die and Punch Design
Figure 2 shows the schematics of the conventional and novel ECAP dies. As it can be seen, in conventional ECAP die, a sample is located inside a die hole and the punch is positioned at the top of the sample and pushes the sample downward (Fig. 2A). Here, the only role of the punch is to press the sample to the next channel. In this type of ECAP die, the cross section of the punch forcibly equals the sample one. This requirement weakens the mechanical strength of the punch, and sometimes, the punch buckling happens under high pressing forces during ECAP practice. The punch deflection problem also has been reported by several other researchers (Ref 33). Figure 3 presents few examples of the deflected punches during ECAP work.

Schematic of the conventional (A) and novel (B) die and punch

Examples of the punch deflections during conventional ECAP experiments
As it can be seen, the buckling is occurring in conventional punches as a result of the huge pressing loads. However, in novel ECAP die (Fig. 2B), the punch has the hole to hold and move the sample inside a die. In a novel design, the cross section of the punch can be chosen arbitrary, and generally, the cross section of the novel punch is bigger than that of for the conventional ECAP process. Using this design, the buckling of the punch is not anticipated. Figure 4(A) and (B) compares the conventional and novel ECAP punches. As shown in Fig. 4(B), in novel punch design three sides of the sample enveloped by the punch material and these surfaces do not sliding during the ECAP process and only one side of the sample is in direct contact with the die (sample–die contact surface). This single sample–die contact surface is the only surface of the sample that is sliding during the ECAP process.

(A) Conventional ECAP punch, (B) novel ECAP punch, (C) dimensions of the novel ECAP punch and (D) novel ECAP equipment
The use of moveable punch in ECAP process has already been reported by few researchers (Ref 19). However, the contact surface reduction opportunity has not been studied hitherto. According to Fig. 4(B) and (C), slots are created at the contact surfaces of the punch by milling method. This way the small thickness (t) of the edge of the punch is the only contacting surface between the die and punch. The design parameters of the novel die are presented in Fig. 4(C). Figure 4(D) shows the novel ECAP die and punch of this study.
One of the challenges in conventional ECAP designs is high frictional forces. These frictional forces have little contribution in grain refinement practice. The majority of the frictional forces are lost by dissipation as heat. In conventional design, four sides of the rectangular sample contact with the die’s internal hole surfaces, and therefore, four rectangular surfaces participate in frictional forces. The approximate apparent contact area between the sample and the steel die in conventional ECAP process (\({C}_{c}\)) can be estimated following basic equations (\({C}_{c}=4\times (a.b)\)). The parameter a is the wide of the sample, and b is the length of the punch inside the die.
In novel ECAP die, as illustrated in Fig. 4, three external surfaces of the punch are in contact with the die (three punch-to-die contacts). In addition, in novel die slots are produced in external surfaces of the punch to minimize the contact area. Considering the parameters in Fig. 4(C), the approximate total apparent contact area of the novel die (\({C}_{n}\)) including sample–die and punch–die contacts can be estimated as \({C}_{n}=t\left(2L+8b+a\right)+a.L\).
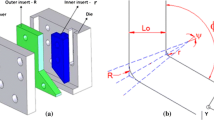
The value of the effective stain \(({\varepsilon }_{eq})\) on a sample depends on the parameters including the die channel angle \((\phi )\), outer corner angle \((\psi )\) and the number of ECAP passes \((N)\) as Eq 2 (Ref 34).
For comparison goal, the above-mentioned strain affecting parameters of the ECAP process considered to be the same for both conventional and novel processes, i.e., \(\psi =80^\circ\), and \(\phi =90^\circ\). By these considerations, the equivalent strains of about 1.86, 3.73 and 5.6 are estimated for pass numbers 1, 2 and 3 using Eq 2. It should be noted that considering Eq 2 the same strain values for samples processed in both novel and conventional processes are expected.
4 Materials and Methods
4.1 Finite Element Simulation
The yield strength and plastic properties of the aluminum 7075 alloy at \(100\mathrm{^\circ{\rm C} }\) for use in finite element analysis were captured from experimental tensile tests (Fig. 5). Although it is more accurate to use compression test to capture the behavior of the material during ECAP process, the use of the tensile test data for simulation of ECAP process is also common practice in the literature (Ref 28). All tensile tests were performed at \(100\mathrm{^\circ{\rm C} }\) temperature. The tensile test speed was \(0.16\;{\raise0.7ex\hbox{${{\text{mm}}}$} \!\mathord{\left/ {\vphantom {{{\text{mm}}} {{\text{sec}}}}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${{\text{sec}}}$}}\) while the ECAP ram speed was about \(2\;{\raise0.7ex\hbox{${{\text{mm}}}$} \!\mathord{\left/ {\vphantom {{{\text{mm}}} {{\text{sec}}}}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${{\text{sec}}}$}}\). According to Bobbili et al. (Ref 29), this amount of change in strain rate does not considerably affect the stress–strain behavior of the Al7075. The other properties which were required during numerical simulation were recorded from material data sheet.

Engineering stress–strain curve of the Al7075 based on tensile test at 100 °C
Quasi-static analysis was performed using dynamic explicit algorithm of Abaqus software. ECAP process involves the combination of the contact and bending problems. While the linear elements are preferred to high-order elements for contact problems, the higher-order elements are more desired for bending problems. In order to compromise the situation, the hex-type reduced integration elements (C3D8R) from Abaqus explicit library were used for modeling of the sample. For meshing of rigid punch and rigid die components, R3D4-type elements were used. In order to control of the high distortion phenomenon during the simulation of ECAP process, the arbitrary Lagrangian–Eulerian (ALE) remeshing technique was employed. In order to increase the speed of the simulation, the mass scale technique was used. Mass scale virtually increases the speed of the simulation. The ratio of internal energy to total energy was used to control the possible loss of the accuracy due to the use of mass scale. Figure 6 shows the mesh and boundary conditions of the novel and conventional ECAP models. For comparison aims, the main design parameters considered to be the same for both dies.

Boundary conditions (BC) used in FEM modeling and mesh of (A) conventional ECAP and (B) novel ECAP process
General contact algorithm was used for modeling of contact interactions between steel and sample, and also, the surface-to-surface contact algorithm was used to simulate the friction phenomena between steel-to-steel surfaces. The coulomb friction model and penalty method were employed for the simulation of the contact interaction between surfaces. The basic concept of the Coulomb friction model is to relate the maximum allowable frictional (shear) stress across an interface to the contact pressure between the contacting bodies. In the Coulomb friction model, two contacting surfaces can carry shear stresses up to a certain magnitude across their interface before they start sliding relative to one another; this state is known as sticking. The Coulomb friction model defines this critical shear stress, \({\uptau }_{\mathrm{crit}}\), at which the sliding of the surfaces starts as a fraction of the contact pressure, p, between the surfaces (\({\uptau }_{\mathrm{crit}}=\mu p\)). The Coulomb friction model which is used in Abaqus simulation is calculated considering parameters as Eq 3 (Ref 32).
where \({\dot{\gamma }}_{eq}\) is the equivalent slip rate, p is the contact pressure, \(\overline{\theta }\) is the average temperature at the contact point and \({\overline{f} }^{\alpha }\) is the average predefined field variable \(\alpha\) at the contact point.
According to Eq 3, the friction coefficient can depend on slip rate, contact pressure, temperature and field variables. In this study, the critical shear stress limit is set to be 40 MPa. In addition, in this study only lubricated condition is considered during the finite element analysis. Therefore, the applied coefficient of frictions is related to that lubricated with graphite condition. The coefficient of friction for modeling the contact between all surfaces is considered to be 0.1, which were chosen based on trial and error.
4.2 Experimental Method
In this study, conventional and novel ECAP dies with rectangular cross-sectional channels were fabricated. The channel angle and outer corner angle of both dies were about 90° and 80° (Table 1). AISI 4340 alloy steel is a heat-treatable and low-alloy steel containing chromium, nickel and molybdenum. It has high toughness and strength in the heat-treated condition. Therefore, this material is chosen for fabrication of the tools. The tools hardened to 60 Rockwell C.
Sufficient number of rectangular aluminum 7075 samples with \(10\times 10\times 50mm\) dimension was prepared. In addition, the chemical composition of the samples was determined by x-ray diffraction (5.5 wt.% Zn, 2.5 wt.% Mg and 1.5 wt.% Cu).
In order to obtain a fully recrystallized homogeneous microstructure, all samples were annealed at 400 °C for 3 h prior to processing (Ref 35). However, all ECAP experiments have been performed at 100 °C Electric elements equipped with temperature sensors were used to increase the temperature of the die and sample. In order to make valid comparison, the processing parameters including sample size, material types, die temperature, die angle and lubricants were kept to be the same during the processing time for novel and conventional dies. The tensile tests were performed in a tensile test machine equipped with electric elements to control the temperature of the samples during the test. Tensile tests were performed at 100 °C, and the results were transferred into FEM software. All ECAP experiments were conducted with the ram speed of about 2 mm/sec. The graphite was used as the lubricant. To assess the repeatability of the results, all experiments repeated four times.
The high-accuracy S-type load cell equipped with force indicator and sensitivity tolerance of ± 0.003 kg was used to measure the amount of the applied load during ECAP experiments.
The properties of the samples were investigated after one, two and three ECAP passes for both cases. Table 2 presents the experimental parameters of present study during ECAP tests. Microstructures and grain size of the samples were evaluated in sliced parallel to its longitudinal axis of the post-ECAP samples. For SEM examinations, samples were polished and etched by a mixture of 5% HF, 25% HNO3 and 70% distilled water. For all cases, the microstructure and grain sizes were evaluated at the middle of the thickness of the samples.
5 Results and Discussion
Figure 7 shows the SEM micrographs of the post-ECAP samples. It can be observed that the microstructure of the produced samples using novel ECAP and conventional ECAP processes is very similar in terms of grain sizes. According to Fig. 7, the microstructure of the processed samples is composed of the coarse and fine grains with different sizes, but based on linear intercept method the average grain size for both samples is less than 400 nm. It should be noted that the measured grain size of the annealed samples was about 1.5 micron. Comparing grain size of the ECAPed and annealed samples, it can be seen that the considerable grain refinement after two ECAP passes can be obtained.

SEM observation of aluminum samples after ECAP, processed using (A) novel ECAP die, (B) conventional ECAP die both after two passes
Figure 8 shows the material flow lines for three different ECAP passes. Previous SEM studies confirm the elongation of the microstructural grains along the shear deformation direction (Ref 36). According to Fig. 8, more intertwined and curvy material flow lines can be observed in third pass, which are responsible for increased strength of the material, and therefore, the high pressing loads are expected for the third pass. This is also evident from TEM graphs of the samples. Figure 9 shows TEM presentation of three passes ECAPed samples processed in novel ECAP die.

Optical microscopy observation of Al7075 samples after (A) one, (B) two and (C) three ECAP passes

TEM observation of the post-ECAP samples (three passes) processed in novel ECAP die
As shown in Fig. 9, the microstructural grains are fairly equiaxed and the microstructure is reasonably homogeneous. There are many wavy and ill-defined grain boundaries with many dislocations, especially at grain boundaries, which are evident for the presence of high-energy and non-equilibrium state condition. Also as reported by Kumar et al. (Ref 37), after three passes the large rod-shaped precipitates of MgZn2 which are normally observed in annealed sate fragmented to smaller size and distributed homogeneously throughout the structure.
Figure 10 shows the strain field in the sample after ECAP process which calculated by FEM. As it is clear, the average equivalent strain in exit channel is about 0.7. This is much smaller than the theoretically expected strain value for the first pass (1.86) which is obtained using Eq 2. The possible reason for this discrepancy between analytical and numerical methods can be related to the fact that the effect of friction is neglected in Eq 2. Therefore, the exact strain values cannot be calculated by Eq 2.

Equivalent strain distribution throughout the ECAPed sample based on FEM simulation of novel ECAP process
The main goal of the present study is to investigate the effect of tool geometry, especially the contact area, on the pressing loads. It is clear that the contact area of the novel die is depending on the punch edge size. Therefore, to do comparison, the pressing loads for three different punch edge sizes are measured experimentally and also calculated using FEM analysis.
The calculated and measured pressing forces during novel ECAP process for different punch edge sizes are compared in Fig. 11. According to Fig. 11, the FEM results are in good agreement with the measured pressing forces. Indeed, the experimental results and finite element calculations for 2 mm and 2.5 mm punch edge sizes have less than 2% error. According to Fig. 11, by any decrease in the edge of the punch, the pressing load decreases accordingly, where the maximum reduction in pressing force can be observed in 2 mm punch edge size. Table 3 shows the rate of reduction in contact area for different punch edge sizes. Figure 11 shows that there is no linear relation between the contact area (punch edge size) and the pressing load. Of course, this is expected as the friction is fully nonlinear mechanism, and as mentioned through Eq 2, the friction depends on many parameters other than the contact area. Some of those parameters include equivalent slip rate, the contact pressure and the average temperature at the contact point.

Comparison of the calculated and measured pressing forces during the novel ECAP process with different punch edge sizes
Furthermore, the Von Mises stress (MPa) distributions of the samples processed in conventional and novel dies are presented in Fig. 12. According to Fig. 12, for both dies the stress values in different locations of the samples are very similar, which confirms that the efficiency of both dies is the same in terms of grain refinement.

Calculated stress field for a sample processed in the (A) novel ECAP die and (B) conventional ECAP die
Figure 13 presents the values for measured maximum pressing loads during first, second and third ECAP passes of the aluminum 7075 samples processed in the conventional and novel ECAP dies. According to this figure, for all cases the maximum required forces increase in subsequent ECAP passes. This phenomenon is related to the strain hardening and increases in dislocations after each ECAP passes. This type of microstructure strengthening mechanisms was discussed in a study by Cabibbo (Ref 38). According to his results, the microstructure refinement happens as a result of the formation of low-angle boundaries (LAB) in initial ECAP pass and high-angle boundaries (HAB) in subsequent ECAP passes and they are responsible for strengthening of the material after the ECAP process.

Measured maximum pressing load during conventional and novel ECAP process for different ECAP passes
Figure 13 shows that, in contrast to the same stress–strain distribution on samples processed in both dies, the required forces for processing in two dies are different and for all ECAP passes the novel process requires fewer pressing loads. The reasons for this reduction in pressing loads are the lower frictional forces during novel process which is shown in Fig. 14 and the fact that the frictional contact areas are reduced in novel ECAP process.

Magnitude of the frictional shear stress (MPa) distribution in contact surfaces of the sample based on FEM analysis: (A) novel ECAP, (B) conventional ECAP
The magnitude of the shear frictional stresses in sample walls during the ECAP process is shown in Fig. 14. Figure 14 shows that the frictional shear stresses are higher for the conventional process. While the average frictional shear stresses for novel ECAP process is about 30 MPa, it is about 70 MPa for conventional ECAP process. For both processes, the frictional stresses are higher in entrance channel rather than the exit channel.
6 Conclusion
This study attempts to find a method to reduce the pressing force by lowering the frictional part of the pressing load. Toward, a new design of ECAP die is presented. In a new design, thicker punch component with improved buckling properties has been proposed. In addition, in the new punch design, only small edge of the punch contacts with the die surfaces, and therefore, the total contact area is lowered. Accordingly, the maximum required punching force is reduced. Using FEM and experimental investigation, it is shown that the new ECAP design can reduce the pressing force by about 2.2-9.8% with the mechanism of reducing frictional conduct area from \(4000 {mm}^{2}\) to the range of \(2320-3230{ mm}^{2}\). The experimental results revealed that there is no linear relation between the area of contact and the value of the pressing load. This obtainment is expected, as the friction forces depends on many parameters other than the contact area. However, it is evident that by reducing the frictional contact surface, the pressing load reduces, dependently. TEM and SEM micrographs showed that the rate of the refinement in novel and conventional ECAP dies are very similar and the grain sizes are equivalent. It is suggested further study to be conducted to convert some sliding surfaces of the novel die to rolling friction mechanism.
References
Y. Iwahashi, Z. Horita, M. Nemoto, and T.G. Langdon, An Investigation of Microstructural Evolution During Equal-Channel Angular Pressing, Acta Mater., 1997, 45(11), p 4733–4741.
J. Sun et al., Achieving Excellent Ductility in High-Strength Mg-10.6Gd-2 Ag Alloy via Equal Channel Angular Pressing, J. Alloys Compd., 2020, 817, p 152688.
H.S. Kim, M.H. Seo, and S.I. Hong, On the Die Corner Gap Formation in Equal Channel Angular Pressing, Mater. Sci. Eng. A, 2000, 291(1–2), p 86–90.
A.B. Sankuru, M. Hariram, K. Gudimetla, B. Ravisankar, and S.P. KB, SP KB, Optimization of Processing Temperature and Back Pressure of Equal Channel Angular Pressing for Achieving Crack-Free Fine Grained Magnesium, Mater. Today Proc., 2021, 47, p 4611–4616.
S. Wang, W. Liang, Y. Wang, L. Bian, and K. Chen, A Modified Die for Equal Channel Angular Pressing, J. Mater. Process. Technol., 2009, 209(7), p 3182–3186.
N. Sadasivan, M. Balasubramanian, R. Venkatesh, S. Vigneshram, and T. Sunil, Influence of Equal Channel Angular Pressing in an Acute Angle Die with a Back Pressure Notch on Grain Refinement, Torsion and Mechanical Properties Of Aluminium, Materwiss. Werksttech., 2019, 50(2), p 155–164.
V.S. Rao, B.P. Kashyap, N. Prabhu, and P.D. Hodgson, T-shaped Equi-Channel Angular Pressing of Pb-Sn Eutectic and Its Tensile Properties, Mater. Sci. Eng. A, 2008, 486(1–2), p 341–349.
S. Rusz, L. Čížek, L.A. Dobrzański, and S. Tylšar, ECAP Methods Application on Selected Non-Ferrous Metals and Alloys, Arch. Mater. Sci. Eng., 2010, 43(2), p 69–76.
A. Azushima and K. Aoki, Properties of Ultrafine-Grained Steel by Repeated Shear Deformation of Side Extrusion Process, Mater. Sci. Eng. A, 2002, 337(1–2), p 45–49.
A. Ma, Y. Nishida, K. Suzuki, I. Shigematsu, and N. Saito, Characteristics of Plastic Deformation by Rotary-Die Equal-Channel Angular Pressing, Scr. Mater., 2005, 52(6), p 433–437.
K. Nakashima, Z. Horita, M. Nemoto, and T.G. Langdon, Development of a Multi-pass Facility for Equal-Channel Angular Pressing to High Total Strains, Mater. Sci. Eng. A, 2000, 281(1–2), p 82–87.
A.A. Mukhametgalina et al., Ultrasonic Treatment of Ti-5Al-05 V Alloy Subjected to Equal-Channel Angular Pressing, Met. Mater. Int., 2022, 28(5), p 1257–1263.
Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto, and T.G. Langdon, Principle of Equal-Channel Angular Pressing for the Processing of Ultra-fine Grained Materials, Scr. Mater., 1996, 35(2), p 143–146.
A.I. Rudskoi, A.M. Zolotov, R.A. Parshikov, and E.Y. Raskatov, Friction Problems During ECA-Pressing, Mater. Today Proc., 2020, 30, p 683–687.
M. Eskandarzade and M.N. Ershadi, Experimental and Numerical Investigation of the Frictional Forces in Equal Channel Angular Pressing, Uludağ Univ. J. Fac. Eng., 2021, 26(1), p 65–78.
V.A. de Souza, I. Watanabe, and A. Yanagida, Numerical Estimation of Frictional Effects in Equal Channel Angular Extrusion, Mater. Trans., 2016, 57(9), p 1399–1403.
A. Aminnudin, P. Pratikto, A. Purnowidodo, and Y.S. Irawan, The Analysis of Friction Effect on Equal Channel Angular Pressing (ECAP) Process on Aluminium 5052 to Homogeneity of Strain Distribution, East. Eur. J. Enterp. Technol., 2018, 2(1(92)), p 57–62.
F. Djavanroodi and M. Ebrahimi, Effect of Die Channel Angle, Friction and Back Pressure in the Equal Channel Angular Pressing Using 3D Finite Element Simulation, Mater. Sci. Eng. A, 2010, 527(4–5), p 1230–1235.
J.-P. Mathieu, S. Suwas, A. Eberhardt, L.S. Tóth, and P. Moll, A New Design for Equal Channel Angular Extrusion, J. Mater. Process. Technol., 2006, 173(1), p 29–33.
Z.A. Khan, U. Chakkingal, and P. Venugopal, Analysis of Forming Loads, Microstructure Development and Mechanical Property Evolution During Equal Channel Angular Extrusion of a Commercial Grade Aluminum Alloy, J. Mater. Process. Technol., 2003, 135(1), p 59–67.
M. Eskandarzade, A. Masoumi, and G. Faraji, Numerical and Analytical Investigation of an Ultrasonic Assisted ECAP Process, J. Theor. Appl. Vib. Acoust., 2016, 2(2), p 18.
S. Dumoulin, H.J. Roven, J.C. Werenskiold, and H.S. Valberg, Finite Element Modeling of Equal Channel Angular Pressing: Effect of Material Properties, Friction and Die Geometry, Mater. Sci. Eng. A, 2005, 410, p 248–251.
M. Ebrahimi, Numerical Analysis of Conventional and Modified Equal Channel Angular Pressing, Trans. Indian Inst. Met., 2019, 72(9), p 2263–2273.
R. Bhandari, P. Biswas, A. Pathania, M. Mallik, and M. Kumar Mondal, Equal Channel Angular Pressing Die Design Through Finite Element Analysis Method for Non-strain Hardening Material, Can. Metall. Q., 2022, 61, p 1–20.
S. Nazari Tiji, A. Asgari, H. Gholipour, and F. Djavanroodi, Modeling of Equal Channel Forward Extrusion Force Using Response Surface Approach, Proc. Inst. Mech. Eng. Part. B. J. Eng. Manuf., 2018, 232(4), p 713–719.
M. Ebrahimi, F. Pashmforoush, and C. Gode, Evaluating Influence Degree of Equal-Channel Angular Pressing Parameters Based on Finite Element Analysis and Response Surface Methodology, J. Braz. Soc. Mech. Sci. Eng., 2019, 41(2), p 95.
R.A. Parshikov and A.M. Zolotov, Influence of Contact Friction on the Kinematics of Metal Flow During Equal Channel Angular Pressing, Key Eng. Mater., 2019, 822, p 171–177.
I. Balasundar and T. Raghu, Effect of Friction Model in Numerical Analysis of Equal Channel Angular Pressing Process, Mater. Des., 2010, 31(1), p 449–457.
R. Jivan, M. Eskandarzade, S. Bewsher, M. Leighton, M. Mohammadpour, and S. Saremi-Yarahmadi, Application of Solid Lubricant for Enhanced Frictional Efficiency of Deep Drawing Process, Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., 2022, 236(1), p 624–634.
A.S. Miavaghi, H. Kangarlou, and M. Eskandarzade, Comparison Between Frictional Behavior of the Soft and Brittle Materials at Different Contact Pressures, Leban. Sci. J., 2017, 18(1), p 98.
A.-E. Jiménez and M.-D. Bermúdez, Friction and wear, in Tribology for Engineers, (Elsevier, 2011), pp. 33–63
Abaqus 6.14, Abaqus Theory Guide (2020)
A.A. Mendes Filho, E.F. Prados, G.T. Valio, J.B. Rubert, V.L. Sordi, and M. Ferrante, Severe Plastic Deformation by Equal Channel Angular Pressing: Product Quality and Operational Details, Mater. Res., 2011, 14(3), p 335–339.
F. Djavanroodi and M. Ebrahimi, Effect of Die Parameters and Material Properties in ECAP with Parallel Channels, Mater. Sci. Eng. A, 2010, 527(29–30), p 7593–7599.
L. Hua, X. Hu, and X. Han, Microstructure Evolution of Annealed 7075 Aluminum Alloy and Its Influence on Room-Temperature Plasticity, Mater. Des., 2020, 196, p 109192.
D.R. Fang et al., Effect of Equal Channel Angular Pressing on Tensile Properties and Fracture Modes of Casting Al-Cu alloys, Mater. Sci. Eng. A, 2006, 426(1–2), p 305–313.
S.R. Kumar, K. Gudimetla, P. Venkatachalam, B. Ravisankar, and K. Jayasankar, Microstructural and Mechanical Properties of Al 7075 Alloy Processed by Equal Channel Angular Pressing, Mater. Sci. Eng. A, 2012, 533, p 50–54.
M. Cabibbo, Microstructure Strengthening Mechanisms in Different Equal Channel Angular Pressed Aluminum Alloys, Mater. Sci. Eng. A, 2013, 560, p 413–432.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are no known conflicts of interest associated with this publication, and there has been no significant financial support for this work that could have influenced its outcome.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Abbaszadeh, B., Sheikhi, M.M., Fallah, M.M. et al. Effect of Frictional Contact Surface on Maximum Pressing Load during Equal Channel Angular Pressing Process. J. of Materi Eng and Perform 33, 741–750 (2024). https://doi.org/10.1007/s11665-023-08039-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08039-5