
Abstract
Purpose
Millions of cubic meters of sediments are dredged every year in the world. About 10–20% on weight basis of this material is contaminated by organic and/or inorganic pollutants. This work presents the laboratory tests performed to study a system for the remediation and reuse of mercury-contaminated sediments. The treatment is based on a cement-based granulation step (solidification/stabilization (S/S)), followed by a thermal process under vacuum during which volatile and semi-volatile compounds are removed. The experiments focused on: (1) cement hydration reactions; (2) pollutant removal efficiencies; and (3) leaching behavior, in relation to temperature and duration of the thermal process. Mercury speciation was also investigated.
Materials and methods
Dredged at the marine harbor of Augusta (SR, Italy), the sediments used in the experiments were highly polluted by mercury (200 mg kg−1 dry weight (d.w.)). The recipe applied in the S/S step was based on the particle size distribution of the resulting granulates. An indirectly–heated batch system operated under vacuum (2.6 ± 1.3 103 Pa) at: (1) 150°C for 16 h; (2) 200°C for 6 h; (3) 250°C for 4 h; or (4) 280°C for 4 h. X-ray diffraction spectroscopy and scanning electron microscopy were used to study cement hydration reactions. Total mercury concentration and leaching tests were carried out to assess the effects of the different treatment conditions.
Results and discussion
The best results were obtained by treating the granulate at 250°C for 4 h. Under these conditions, mercury final concentration was 49 mg kg−1 d.w., resulting in a removal efficiency of 63% referred to the granular material before thermal treatment, and 75% referred to the sediment. The concentrations measured in the leachate were compatible with the Italian requirements for reuse, with some exceptions (pH, chlorides, nickel, copper, and COD) ascribed to the specific nature of the sediment. Mercury speciation analyses pointed out changes after both the treatment steps.
Conclusions
The final granulates accomplish most Italian requirements for reuse, even though an improvement in the S/S step or an additional washing step would help for the exceptions mentioned above. Different reuse options in civil engineering (e.g., filling material, road material, concrete aggregates, etc.) will be evaluated also taking into consideration the mechanical properties. Further studies will be carried out to assess the long-term leaching behavior and leaching under different pH conditions.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The management of sediments is a significant issue in the industrialized countries. Millions of cubic meters are dredged every year for the maintenance of canals and harbors: 25 to 30 million m3 in The Netherlands, approximately 46 million m3 in Germany, over 50 million m3 in France, 200 to 300 million m3 in the USA. In Italy, 6 million m3 of sediments per year were dredged in the past, but this quantity is expected to increase considerably due to the water depth necessary in harbors to face the expanding naval trades (Palumbo 2007; US EPA 2005). About 10–20% on weight basis of this dredged material is contaminated (Palumbo 2007). Sediments are also dredged for clean-up purposes whenever natural recovery, capping or in situ remediation technologies are not feasible or accepted by the local environmental protection agencies. Fifty-seven National Priority Sites (NPSs) have been issued in Italy, 29 of which require either sediment containment or treatment over wide areas (e.g., 900 km2 in the Sulcis area, 100 km2 in Priolo, 80 km2 in Taranto, 75 km2 in the Venice lagoon, 60 km2 in Brindisi, etc.) (ISPRA 2008a).
One of the most important key points in sediment management is the final destination of the dredged material. Relocation in water bodies is an option. However, disposal to controlled sites could be necessary when the contamination levels are not compatible with relocation (Hamer et al. 2005). Treatment and reuse are valuable alternatives to disposal. Some examples of beneficial reuse are described in literature. In Hamburg (Germany) about 5 million of bricks are produced yearly for commercial and industrial buildings with approximately 30 000 t of silt from maintenance dredging, replacing up to 70% of natural clay (Hamer et al. 2005). Other reuse experiences consist in the production of light-weight aggregates (Germany), artificial basalt (The Netherlands), or cement (USA) (Hakstege 2007). Since 2008 relocation of non-dangerous dredged materials into confined disposal facilities to extend waterfront has been permitted in Italy, provided that risk assessment results in acceptable risks for human health and seawater (MATT 2008).
Usually, a mix of different pollutants is present in the contaminated sediments, so that a “treatment train” may be necessary to reduce the concentrations below the target values (Hakstege 2007; US EPA 2005). The remediation technologies used for soils can be applied to sediments as well, but unfortunately the sediment physical–chemical and mechanical properties (high moisture content, large amount of fine-grained particles, high organic matter content, salt content, etc.) usually result in technical challenges or significant increase of costs (CCMS 1997).
Mercury is a widespread pollutant in sediments; as an example, it has been detected in about 20% of US Superfund sediment sites (US EPA 2005). In the aquatic systems mercury can be present as elemental mercury, or as other inorganic or organic species (Wang et al. 2004). Besides in situ containment or disposal, the management of mercury-contaminated sediments includes ex situ remediation technologies such as stabilization/solidification (S/S), thermal desorption, vitrification and soil washing (US EPA 2007a).
S/S aims at decreasing mobility of inorganic contaminants (stabilization) and encapsulating the polluted material within a solid (solidification) (Bone et al. 2004; Paria and Yuet 2006; US EPA 2007a). Common inorganic binders include cement or lime (Batchelor 2006). Ex situ S/S techniques often result in the production of reusable materials, thanks to their physical–mechanical properties and leaching behavior. The quality of the stabilized material is related to the matrix porosity: the lower is the porosity, the better are the mechanical resistance, the durability, and the environmental compatibility (Paria and Yuet 2006). The water to cement ratio (W/C) is the main factor affecting porosity. In the concrete field, specific additives or minerals (e.g., pozzolanic materials) are used for some applications (high-performance concrete (HPC)) to reduce the amount of water to use for cement hydration and to improve mechanical strength and durability. S/S is very effective on metals, but not on organic compounds. Moreover, natural organic matter and organic pollutants can interfere with cement hydration reactions and increase porosity (Bone et al. 2004; Mulligan et al. 2001; Paria and Yuet 2006). S/S applicability and efficiency on mercury-contaminated sediments depends on the chemical species present. Pretreatments might be necessary to convert the soluble species into less soluble forms (i.e., mercuric sulfide) (US EPA 2007a). During the periods 1982–2005, 23% of the US superfund remedial actions were based on S/S (US EPA 2007b).
Thermal desorption is an ex situ treatment used to remove volatile and semi-volatile organic compounds (VOCs and SVOCs, respectively), but also volatile metals such as elemental mercury. The process operates at a maximum temperature below 600°C, according to the pollutant boiling point; the maximum temperature can be lowered if the system can work at low pressure. Post-treatment steps are required for the abatement of pollutants, potential by-products and dust in the gaseous stream. This technology has been widely applied for the treatment of contaminated soils and sediments, and many full-scale plants are available in Europe and USA (Hakstege 2007; Hall et al. 1997; US EPA 2007a). However, the application to fine-grained materials is challenging due to their plasticity and the large amount of dust released in the off-gas (Feeney et al. 1998). High removal efficiencies (40% to 99%) are reported in literature for total mercury (Navarro et al. 2009; US EPA 2007a). However, the abatement of this pollutant in the treated material depends on the specific species present, so that speciation analyses are recommended.
This paper presents the lab-scale tests performed to study an ex situ process (patent number: WO20066097272, EP1914017) for the treatment of contaminated sediments. The process is developed in two sequential steps: (1) a S/S step, aimed at producing a cementitious granular material based on the theory of HPC; (2) a thermal treatment step under vacuum to remove pollutants. One of the key points of the treatment is the use of S/S before thermal desorption. This is done to overcome the problems mentioned above, occurring when treating fine-grained materials with thermal desorption. With reference to soils contaminated by heavy metals, the first part of the process has been already described in Scanferla et al. (2009). In the present paper, the whole treatment remedial capability is assessed on marine sediments, focusing on the effects of thermal desorption on mercury concentration, leachability and speciation.
2 Materials and methods
2.1 Sediments
The sediments were dredged in the Augusta bay, which is part of Priolo NPS (SR, Italy). From the 1950s, several chemical and petrochemicals factories and oil refineries have settled in along the coast. Poor industrial waste management and accidental spills have caused pollution of sediments. The characterization of the area showed that contamination is mainly due to mercury (up to 300 mg kg−1 dry weight (d.w.)) and high molecular weight (C12–C40) petroleum hydrocarbons (up to 25,000 mg kg−1 d.w.). The geological characterization of the area pointed out a carbonatic substrate with lava intrusions (ISPRA 2008b).
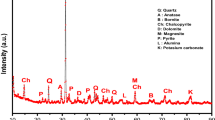
The sediments used in the experiments were sampled, air-dried, mechanically crushed, and homogenized. This pre-treatment was carried out to get a homogeneous sediment sample with constant characteristics throughout the research duration. A sample of 42 kg of nearly dry matter was obtained. This material was characterized from the mineralogical and physical–chemical points of view; mercury speciation and leaching tests were also performed. Table 1 reports the results of chemical analyses as mean on duplicates (±half difference between values). The Italian regulatory limits for commercial and industrial soils are also shown, as usually used as the reference values for sediments as well. The amount of chlorides and sulfur species are high due to the sediment marine origin. Mercury and high molecular weight petroleum hydrocarbon concentrations exceed the Italian regulatory limits. Compared with the limit values used in Europe (France, Germany, The Netherlands) (Palumbo 2007) and the NOOA screening values used in the USA (Buchman 1999), the total PCB concentration is quite high. According to Nota classification (Nota 1958), the sediments are sandy pelite, with more than 50% on dry weight basis of silt. From the mineralogical point of view, carbonates (mainly calcite) and quartz are the principal crystalline structures identified. A small amount of amorphous silica is also present.
2.2 S/S—production of the cementitious granular material
The first step of the process is based on the production of the cementitious granular material (Scanferla et al. 2009). The lab-scale granular production was developed as follows (Bonomo et al. 2009): (1) 2 min dry mixing (by a mechanical mixer Eirich R02) of the sediment and Portland cement; (2) addition of water, followed by 2 min mixing; (3) addition of additives (Mapeplast ECO 1-A, Mapeplast ECO 1-B) to decrease water demand for granulation and 6 min mixing with additional water; (4) transfer to a pelletizing plate (Eirich TR04), rotating at 180 rpm for 5 min, followed by cement addition; (5) 20 min rotation to increase the granulate grain size. The resulting dosages were: 1,000 g sediment; 520 g Portland cement (440 g at the first addition, 80 g at the second one); 3.3 g Mapeplast ECO 1-A and 16.2 g Mapeplast ECO 1-B; 420 g water (390 g at the first addition, 30 g at the second one). A few tests were performed to select the dosage of chemicals and the duration of each step based on the particle size distribution of the resulting granulates. The optimal recipe should also consider the leaching behavior and the mechanical properties of granulate. The granulates produced were ripened for 28 day in wet air (20°C, 95% atmospheric relative moisture content).
The cementitious granular material was analyzed to quantify organic and inorganic pollutants, as well as sulfates and chlorides, which could negatively affect cement hydration reactions (Paria and Yuet 2006). Mercury speciation and leaching tests on grains crushed below 4 mm were also performed. X-ray diffraction spectroscopy (XRD) and Environmental Scanning Electronic Microscope (ESEM) were applied to characterize the granulate after 24 h, 7 d, 28 d and 120 d, and compared with a cementitious granular material produced with a traditional inert filler (quartz sand).
2.3 Thermal treatment under vacuum
Thermal treatment focused on removing mercury from the granular material. No particulate matter is released in the off-gas when applied after the S/S step. Thermal treatment was performed using an indirectly–heated batch system (autoclave Brignole AUS5), operating under vacuum (2.6 ± 1.3 103 Pa) to reduce the pollutant boiling temperature. The rotary vacuum pump (Edwards) and the autoclave were connected through a cooled condenser (Bonomo et al. 2009). Tests were carried out in duplicate under the following conditions: (1) 150°C for 16 h, (2) 200°C for 6 h, (3) 250°C for 4 h, (4) 280°C for 4 h. The condensed phase was collected and weighed. Chemical and mineralogical analyses were performed on the desorbed material. Leaching tests were also performed on grains crushed below 4 mm. Mercury speciation was performed on the granular material desorbed at 250°C for 4 h.
A further test was performed to assess the influence of the granulate size on mercury residual concentration. The granular material was sieved in order to recover particles below 8 mm. Thermal treatment was carried out at 250°C under vacuum conditions (2.6 103 Pa) for 4 h.
2.4 Chemicals and analytical methods
Portland cement CEM I 52.5 (Rossi Cementi), additives Mapeplast ECO 1-A (50% solid matter; MAPEI), Mapeplast ECO 1-B (32% solid matter; MAPEI), and tap water were added during the granulation step. Mapeplast ECO 1-A is a hydrophobic additive used to decrease concrete water adsorption. Mapeplast ECO 1-B is an acrylic-based superplasticizer used to disperse cement particles. Tap water analyses showed that it was adequate for concrete production according to EN 1008:2002 (BSI 2002a).
The following analytical methods were applied to solid samples: (1) ASTM D 2216-05 (coefficient of variance (CV) ±10%) for moisture content (ASTM 2008); (2) Springer–Klee method (CV = ±5%) for total organic carbon (Springer and Klee 1954); (3) EPA 8015D (CV = ±20%) for C > 12 petroleum hydrocarbons (US EPA 2007c); (4) EPA 8270 C (CV = ±20%) for PAHs by HRGC/LRMS (US EPA 2007c); (5) EPA 1668A (CV = ±25%) for PCBs and hexachlorobenzene by HRGC/HRMS (US EPA 2007c); (6) EPA 3052 and EPA 6020A (CV = ±10%) for metals by ICP/MS, except Hg and Cr(VI) (US EPA 2007c); (7) EPA 3052 and EPA 6020A (CV = ±30%) for Hg by ICP/MS (US EPA 2007c); (8) EPA 3060A and EPA 7196A (CV = ±5%) for Cr(VI) by spectrophotometry (US EPA 2007c); (9) thermogravimetric analysis/differential scanning calorimetry (TGA/DSC) for carbonates; (10) XRF for silica and total sulfur; (11) HPLC for sulfates and chlorides; (12) EPA 9030B and EPA 9034 (CV = ±10%) for sulfides (US EPA 2007c).
XRD spectroscopy was carried out by X’PertPRO (PANalytical) at a constant 2θ interval (5–80°) and a counting time of 25 s/step. Operative conditions were: 40 kV, 40 mA, Cukα source (wavelength 1.54178 Å). TGA/DSC was performed by using STA409 (Netzsch) on 45 mg specimen, with 40°C min−1 (20 to 1,100°C) as the heating ramp rate in static air. A XL30 series ESEM-FEG (Philips) was used as ESEM on gold covered specimens under high vacuum conditions using secondary electrons. XRF analyses were performed using a Philips Venus 200 Minilab; the samples were prepared using fused pearl 1:1 of lithium metaborate and lithium tetraborate. HPLC analyses were carried out with Dionex DX 600 Ion Chromatograph using a solution of sodium carbonate (12 mM) and sodium bicarbonate (5 mM) at flow rate of 1 ml min−1; the internal standard method was used to quantify compounds.
For the cementitious granular material, particle size distribution was carried out according to UNI EN 933-1 (UNI 2009); for the sediments, a laser diffraction particle size analyzer (Coulter LS230) was used.
Leaching tests were performed according to EN 12457-2 (BSI 2002b), as required by the Italian legislation for reuse. The following analytical methods were applied to the leachate: (1) ASTM D 1293-99 (CV = ±0.1 pH unit) for pH (ASTM 2008); (2) ISO 15705 (CV = ±10%) for Chemical Oxygen Demand - COD (ISO 2002); (3) APHA 4500-CN O for cyanides (CV = ±10%) (APHA 2005); (4) ASTM D 4327-03 (CV = ±10%) for NO –3 , F–, SO –4 and Cl– (CV = ±10%) (ASTM 2008); (5) EPA 6020A for metals except Hg (CV = ±10%) (US EPA 2007c); (6) EPA 6020A for Hg (CV = ±30%) (US EPA 2007c).
Mercury speciation analyses were performed according to the sequential extraction method described in Lechler (1999), which separates elemental, highly bound, organic, exchangeable, sulfide, and residual mercury.
3 Results and discussion
Figure 1 shows the particle size distribution of the granular material obtained. Most grains (57% by weight) follow in the size range 4–12.5 mm, the remaining part being larger. S/S has a dilution effect on pollutant concentrations due to cement addition. As expected, a dilution factor of about 1.6 resulted in the granulate compared with the sediment. The ESEM scans suggested a very compact structure of the sediment-based granulate compared with the traditional one, probably due to the sediment small particle size and its interaction with the products of the cement hydration reactions. XRD analyses on the sediment-based granulate at different times proved the clinker phase (C3S and C2S) content to decrease and ettringite (AFt) to increase until day 28, due to the reactions among the cement aluminous phases, gypsum, and water. No variations were observed after day 28. Comparison between the sediment-based granulate (Fig. 2a) and the inert filling-based granulate (see Fig. 2b) at day 28 pointed out the difference in carbonate and silica content, ascribable to the different mineralogical composition of the sediment compared with the inert filler. The sediment-based granular material exhibited a low content of portlandite Ca(OH)2, which could have been partially consumed in pozzolanic reactions. However, portlandite could have also reacted with the cement aluminous phases and sediment calcium carbonate, resulting in monocarboaluminate hydrocalumite (AFm) (Matschei et al. 2007). The reduction of Ca(OH)2 is a positive aspect, because the solubilization of Ca(OH)2 in water increases matrix porosity. This, in turn, negatively affects the mechanical properties and the leaching behavior of the granular material. Moreover, some anionic groups in AFt and AFm could be replaced by CrO4, AsO4, etc., reducing the leachability of these metallic species (Bhatnagar and Johnson 2004; Gougar et al. 1996).

Mean particle size distribution (n = 5) of the granulate. Error bars represent the standard deviation (SD) of replicates

XRD patterns of the traditional cementitious system (a) and the sediment-based system (b) 28 days after granulation
A significant reduction in mercury concentration resulted in the granulate by operating thermal treatment at 250°C and 280°C (Fig. 3, TD3 and TD5, respectively). About 81% removal efficiency, referred to the concentration in the granular material before thermal desorption, resulted operating at the highest temperature, even though Hg final concentration (24 ± 7 mg kg−1 d.w.) was still higher than the concentration limit reported in Table 1 (5 mg kg−1 d.w.). Mercury final concentration in the sieved granulates desorbed at 250°C (see Fig. 3, TD4) was 34 (±10) mg kg−1 d.w., not significantly different from TD3 (49 ± 10 mg kg−1 d.w.).

Mercury concentration in: sediment (SED); granulate before thermal desorption (GRA); granulate desorbed at 150°C for 16 h (TD1); granulate desorbed at 200°C for 6 h (TD2); granulate desorbed at 250°C for 4 h (TD3); sieved granulate desorbed at 250°C for 4 h (TD4); granulates desorbed at 280°C for 4 h (TD5). The error bars are half the difference between values on duplicates
For the organic compounds, removal efficiencies increased with temperature. Referring to the concentrations in the granulate before thermal desorption, values over 96% were attained. Operating at 200°C or more, petroleum hydrocarbon concentration decreased below 750 mg kg−1 d.w.
Table 2 reports the concentrations measured in the leachate, compared with the Italian limits for reuse. These limits are similar to those applied in the European Community for landfilling inert wastes, but higher than those applied in France for reuse (Fiore et al. 2008). The leachate of granulates was strongly alkaline and exceeded the pH regulatory limit. Nickel and copper were leached more from the granulate than from the sediment. This behavior could be explained by the changes occurred in the pH value with S/S, as more soluble species of these metals prevail under strong alkaline conditions (Dijkstra et al. 2004; van der Sloot and Dijkstra 2004). Moreover, sulfide-compounds oxidation due to cement could increase their solubility (Sparrevik et al. 2009). On the other hand, Amoroso et al. (2009) reported that the S/S step applied in this study to the sediments from the Venice lagoon (VE, Italy) resulted in granulates which were fully complying with the regulatory limits, even though Ni and Cu concentrations in those sediments were quite high. The Venice lagoon is a transition area with completely different geological characteristics from those of the Augusta bay; different sediments usually have different buffer and/or ionic exchange capacity which, in turn, control the pH and the leaching rate of metals (Cappunyns and Swennen 2008; Loser et al. 2006). The concentrations of copper and nickel in the leachate decreased as the temperature in thermal treatment increased. The reduction of nickel leachability with temperature has been already reported in Obrador et al. (2001) for sewage sludge; this behavior could also occur to other metals due to thermal destruction of soluble complexes that bind metallic ions in the cement matrix. After thermal desorption, the COD increased in the leachate; this might be caused by thermal degradation of heavy organic molecules (e.g., humic acids), with the production of soluble compounds. Mercury leaching was far below the limit for all the granulates, except for the experiment at the highest temperature (280°C). At this temperature the cement hydration microstructure could degrade, resulting in Hg release in the leachate. Selenium leachability decreased with S/S but increased after thermal treatment. Selenium is poorly adsorbed onto hydration cement products and its chemical forms (selenite and selenate) are highly soluble under alkaline conditions (Rudin 1996). The low matrix porosity of the granular material was effective in trapping selenium, but the cementitious matrix was partially degraded during the thermal treatment. An optimization of the thermal step would also improve selenium stabilization. Because of the marine origin of the sediment, sulfate and chloride concentrations in the sediment leachate were very high; the concentrations of these parameters were strongly reduced by the S/S step, so as to fulfill the regulatory limit for SO 2–4 . The concentration in the leachate for the other parameters (cyanides, nitrate, arsenic, barium, beryllium, cadmium, cobalt, chromium, fluoride, mercury, lead, vanadium, zinc) was always below the detection limit or the regulatory limit.
Mercury speciation is shown in Fig. 4. In order to compare sediments and granulates, the S/S dilution factor was taken into account. Negligible concentrations of organic, exchangeable and highly bound mercury were identified in all samples (sediment, granulates before thermal desorption, granulates desorbed at 250°C for 4 h). Sulfide mercury was the predominant species in the sediment, followed by residual and elemental mercury. These results agree with Hg behavior described in literature (Gabriel and Williamson 2004; Taube et al. 2008) for sediments with high organic matter content and under reductive conditions. A drastic change in the relative abundance of the chemical species occurred with S/S, probably due to the alkalinity of the cementitious matrix. Data show a strong decrease of sulfide and residual mercury and the increase of elemental mercury. The strong decrease of sulfide mercury supports what previously suggested for nickel and copper. Thermal treatment removed mercury by 63%, but also resulted in further changes in mercury speciation. Residual and elemental mercury were the predominant species (about 50% each) at the end of the treatment; possible transitions among species during thermal treatment cannot be excluded (Taube et al. 2008).

Mercury speciation in sediment, granulate before thermal desorption, and granulate desorbed at 250°C for 4 h. Percentage are referred to total Hg concentration. Values over the columns are the measured concentrations (mg kg−1 d.w.). Exchangeable Hg, organic Hg, and highly bound Hg could be neglected
Figure 5a, b show the XRD patterns of granulates before and after thermal desorption (250°C, 4 h). The amount of AFt and AFm decreased after thermal treatment, whereas the opposite trend was observed for portlandite. This suggests that a loss of bound-water occurred during the thermal treatment. Based on a qualitative comparison between ESEM scans (Fig. 6), a long residence time in the thermal treatment step might negatively affect the physical and the morphological structure of the granular material. The porosity of the cementitious matrix seemed to increase more at 150°C for 16 h than at a higher temperature for a shorter time.

XRD patterns of granulates: a before thermal desorption, b after thermal desorption (T = 250°C, 4 h)

ESEM scans (zoom: 5,000×) of granulates after thermal desorption at 150°C for 16 h (a) and 250°C for 4 h (b)
4 Conclusions
The laboratory experiments showed that thermal treatment at 250°C for 4 h (2.6 103 Pa) was able to reduce mercury concentration in the granulate from 130 to 49 mg kg−1 d.w. This value is still higher than the table value usually applied in Italy for commercial/industrial soils (5 mg kg−1 d.w.), so that site-specific risk assessment would be required to guarantee human health and water protection. Beside pollutant total concentration, in risk assessment the chemical species in the material play an important role in terms of toxicity and mobility, so that speciation and leaching tests help address the procedure. Moreover, the leaching test EN 12457-2 (BSI 2002b) is specifically required by the Italian legislation for reuse. As far as mercury is concerned, the concentration in the leachate after thermal treatment at 250°C for 4 h was ten times lower than the regulatory limit (1 μg l−1). For the other options investigated, worse results were obtained in mercury total concentration (granulate before thermal desorption; granulate desorbed at 150°C for 16 h; granulate desorbed at 200°C for 6 h) or mercury leaching behavior (granulate before thermal desorption; granulate desorbed at 200°C for 6 h; granulate desorbed at 280°C for 4 h). Thermal treatment on sieved granulate did not result in a significant difference from the unsieved material in both mercury concentration and leaching.
The Augusta bay sediment was also affected by C12-C40 petroleum hydrocarbons (5,000 mg kg−1 d.w.). Even though this work focused on mercury, it is worth mentioning that operating thermal treatment at 200°C or more, petroleum hydrocarbon concentration decreased below the Italian table value for commercial/industrial soils (750 mg kg−1 d.w.), so that risk assessment would not be required for this parameter. According to the leaching test EN 12457-2 (BSI 2002b), organic compounds are not measured in the leachate and no regulatory limits have been issued for them.
Treating the granulate at 250°C for 4 h, the leachate concentrations were compatible with law requirements for reuse (EN 12457-2) except for chlorides, pH, nickel, selenium and COD. For chlorides, pH and nickel, this result was ascribed to the specific characteristics of the Augusta bay sediment (marine origin, buffer and/or ionic exchange capacity). Selenium leachability was ascribed to the alkaline conditions in the granulate. Thermal degradation of heavy organic molecules (e.g., humic acids) might have produced soluble compounds released in the leachate and measured as COD. Most of the not-fulfilling parameters could be brought within the regulatory limits by optimizing the S/S step for the specific sediment used in this study or by implementing a washing step in the treatment train to lower the pH value. In order to avoid the degradation of cement caused by long residence times and high temperatures in the thermal process, lab-scale studies are going on with a “steam distillation system” developed to operate for short times (<1 h) at low temperatures (<200°C) (Ferrari et al. 2009).
5 Recommendations and perspectives
Several applications of the granular material obtained with the treatment studied could be suggested in civil engineering (e.g., filling material, road material, concrete aggregates, etc.), as long as its properties were compatible with environmental laws and technical regulation for construction materials. Results suggest mercury was properly stabilized, but further laboratory experiments will have to assess:
-
the leaching behavior of the granular material under a wide range of pH values according to CEN/TS 14429 (CEN 2005) and the long-term leaching according to a column test such as CEN/TS 14405 (CEN 2004). For this point, however, the mentioned technical specification could be properly modified by testing the granular material with its own particle size distribution, without crushing granules >10 mm as reported in the technical specification;
-
resistance to fragmentation of the granular material (Los Angeles test) according to EN 1097-2:1998 (BSI 1998), crushing properties (Aggregate Crushing Value) according to BS 812-110:1990 (BSI 1990), freeze-thaw resistance according to EN 1367-1:2000 (BSI 2000a), sulfate resistance according to UNI 8981-2:1999 (UNI 1999) and water absorption test according to EN 1097-6:2000 (BSI 2000b).
The sustainability of the treatment system should be evaluated using a “green remediation” approach, considering all the environmental effects at the local, regional and global scales. US EPA (2008) suggests the evaluation be based on six core elements: energy requirements, air emissions, water requirements and impacts on water resources, land and ecosystem impacts, material consumption and waste generation, long-term stewardship actions. For the treatment train studied in this work, optimization would be advisable to reduce reagents in S/S and energy consumption for thermal desorption. However, the green remediation approach is not only aimed at achieving environmental benefits, but also economic benefits (reduction of disposal fees and construction costs, increase of property value) and social benefits (reduction of constructions, traffic, noise and dust, improvement of aesthetic and public safety) (Germiniani et al. 2009; US EPA 2008). The treatment tested could be particularly suitable for the remediation of sediments heavily contaminated by organic or inorganic compounds, for which beneficial reuse instead of disposal could partially reward the treatment costs. Pilot scale tests will be conducted to evaluate potential problems due to scale-up, and to estimate the treatment costs in the optimized configuration. Site-specific impacts and benefits will be estimated comparing different remediation scenarios in the preliminary project.
References
Amoroso MJ et al (2009) Management, Treatment and Reuse of Contaminated Sediments of the Venice Lagoon, RemTech 2009, Ferrara
APHA (2005) Standard Methods for the Examination of Water and Wastewater, 21st Edition. Total cyanide after distillation, 4500-CN- C
ASTM (2008) Annual book of ASTM standards. ASTM International, Philadelphia
Batchelor B (2006) Overview of waste stabilization with cement. Waste Manage 26:689–698
Bhatnagar A, Johnson CA (2004) Studies on the binding mechanism of metals and metalloids in cementitious matrices (chromium case studies), annual report. CEAC-ETHZ, Switzerland
Bone BD, Barnard LH, Boardman DI, Carey PJ, Hills CD, Jones HM, MacLeod CL, Tyrer M (2004) Review of scientific literature on the use of stabilization/solidification for the treatment of contaminated soil, solid waste and sludges. Environmental agency UK. Science report SC980003/SR2. pp. 343
Bonomo L, Careghini A, Dastoli S, De Propris L, Ferrari G, Gabellini M, Saponaro S (2009) Feasibility studies for the treatment and reuse of contaminated marine sediments. Environ Technol 30(8):817–823
BSI (1990) BS 812-110: Testing aggregates. Methods for determination of aggregate crushing value (ACV). British Standards Institution, London, UK
BSI (1998) EN 1097-2: Tests for mechanical and physical properties of aggregates. Methods for the determination of resistance to fragmentation. British Standards Institution, London, UK
BSI (2000a) EN 1367-1: Tests for thermal and weathering properties of aggregates. Determination of resistance to freezing and thawing. British Standards Institution, London, UK
BSI (2000b) EN 1097-6: Tests for mechanical and physical properties of aggregates. Determination of particle density and water absorption. British Standards Institution, London, UK
BSI (2002a) EN 1008 Mixing water for concrete. Specification for sampling, testing and assessing the suitability of water, including water recovered from processes in the concrete industry, as mixing water for concrete. British Standards Institution, London, UK
BSI (2002b) EN 12457-2 Characterization of waste—leaching—compliance test for leaching of granular waste materials and sludges—part 2: one stage batch test at a liquid to solid ratio of 10 l/kg for materials with particle size below 4 mm (without or with size reduction), British Standards Institution, London, UK
Buchman MF (1999) NOAA Screening Quick Reference Tables. NOAA HAZMAT Report 99-2, Seattle WA, Costal Protection and Restoration Division, National Oceanic and Atmospheric Administration. pp. 12
Cappunyns V, Swennen R (2008) The application of pHstat leaching tests to assess the pH-dependent release of trace metals from soils, sediments and waste materials. J Hazard Mater 158:185–195
CCMS (1997) Contaminated Sediments in Ports and Waterways: Cleanup Strategies and Technologies. Committee on Contaminated Marine Sediments, Marine Board, Commission on Engineering and Technology Systems, National Research Council. National Academy Press, Washington, USA
CEN (2004) CEN/TS 14429: Characterization of waste—leaching behaviour tests—influence of pH on leaching with initial acid/base addition. European Committee for Standardization, Brussels, B
CEN (2005) CEN/TS 14405: Characterization of waste—leaching behaviour tests—up-flow percolation test (under specified conditions). European Committee for Standardization, Brussels, B
Dijkstra JJ, Meeussen JCL, Comans RNJ (2004) Leaching of heavy metals from contaminated soils: an experimental and modeling study. Environ Sci Technol 38:4390–4395
Feeney RJ, Nicotri PJ, Janke DS (1998) Overview of Thermal Desorption Technology. Naval Facilities Engineering Service Center, Port Hueneme, California, CR 98.008-ENV
Ferrari et al (2009) Il Sistema Mapei HPSS per il trattamento e la decontaminazione dei sedimenti contaminati: la rada di Augusta e la Laguna di Venezia, Ecomondo 2009, Rimini
Fiore S, Zanetti MC, Ruffino B (2008) Waste characterization in steel casting and recycling opportunities in Europe. Amer J App Sci 5(5):512–518
Gabriel MC, Williamson DG (2004) Principal biogeochemical factors affecting the speciation and transport of mercury through the terrestrial environment. Environ Geochem Health 26:421–434
Germiniani E, Saponaro S, Battaglia A, Belfanti P, Napolitano G, Ferrari E (2009) Sustainability metrics and ecological footprint of different soil remedial scenarios: application to a case study. Offshore Mediterranean Conference and Exhibition
Gougar MLD, Scheetz BE, Roy DM (1996) Ettringite and C-S-H Portland cement phases for waste ion immobilization: a review. Waste Manage 16(4):295–303
Hakstege AL (2007) Description of the available technology for treatment and disposal of dredged material. In: Bortone G, Palumbo L (eds) Sustainable management of sediment resources, vol 2, Sediment and dredged material treatment. Elsevier, Amsterdam, pp 68–118
Hall M, Alperin E, Shealy S, Jones K (1997) Treatment of dredged harbor sediments by thermal desorption. In: Proceedings of National Conference on Management and Treatment of Contaminated Sediments, Cincinnati (OH), EPA/625/R-98/001. pp. 112–118
Hamer K, Hakstege P, Arevalo A (2005) Treatment and disposal of contaminated dredged sediments. In: Lens P, Grotenhuis T (eds) Soil and sediment remediation—mechanisms, technologies and applications. IWA Publishing, London, pp 345–369
ISO 15705 (2002) Water quality—determination of the chemical oxygen demand index (ST-COD) – Small-scale sealed-tube method
ISPRA (2008a) Annuario dei dati ambientali—Capitolo 15: Rischio Antropogenico. pp. 1029–1074
ISPRA (2008b) Progetto preliminare di bonifica della rada di Augusta inclusa nel sito di bonifica di interesse nazionale di Priolo—Fasi I e II—Elaborazione definitiva, BoI-Pr-SI-PR-Rada di Augusta-03.22
Lechler PJ (1999) Modern mercury contamination from historic amalgamation milling of silver-gold Ores in the Carson River, Nevada and Jordan Creek, Idaho: importance of speciation analysis in understanding the source, mobility and fate of polluted materials. In: Ebinghaus R, Turner RR, de Lacerda LD, Vasiliev O, Salomons W (eds) Mercury contaminated sites—characterization. Risk assessment and remediation. Springer, Berlin, pp 337–355
Loser C, Zehnsdorf A, Hoffmann P, Seidel H (2006) Bioleaching of heavy metal polluted sediment: influence of sediment properties (part 2). Eng Life Sci 6(4):364–371
Matschei T, Lothenbach B, Glasser FP (2007) The AFm phase in Portland cement. Cem Concr Res 37:118–130
MATT (2008) Disciplina delle operazioni di dragaggio nei siti di bonifica di interesse nazionale, ai sensi dell’art. 1, comma 996, della legge 27 dicembre 2006, n. 296. Italian Ministry for the Environment, the Land and the Sea, Decree 7 November 2008
Mulligan CN, Yong RN, Gibbs BF (2001) An evaluation of technologies for the heavy metal remediation of dredged sediments. J Hazard Mater 85:145–163
Navarro A, Canadas I, Martinez D, Rodriguez J, Mendoza JL (2009) Application of solar thermal desorption to remediation of mercury-contaminated soils. Solar Energy 83:1405–1414
Nota DJG (1958) Sediments of the western Guyana shelf, Report of Orinoco shelf expedition, 2. Mendedel, Landbomvhogedrool, Wegeningen, 58. p. 98
Obrador A, Rico MI, Alvarez JM, Novillo J (2001) Influence of thermal treatment on sequential extraction and leaching behaviour of trace metals in a contaminated sewage sludge. Bioresour Technol 76:259–264
Palumbo L (2007) Sediment management of nations in Europe. In: Bortone G, Palumbo L (eds) Sustainable management of sediment resources, vol 2, Sediment and dredged material treatment. Elsevier, Amsterdam, pp 11–58
Paria S, Yuet PK (2006) Solidification-stabilization of organic and inorganic contaminants using Portland cement: a literature review. 255 14:217–255
Rudin MJ (1996) Leaching of selenium from cement-based matrices. Waste Manage 16(4):305–311
Scanferla P, Ferrari G, Pellay R, Volpi Ghirardini A, Zanetto G, Libralato G (2009) An innovative stabilization/solidification treatment for contaminated soil remediation: demonstration project results. J Soils Sediments 9:229–236
Sparrevik M, Eek E, Grini RS (2009) The importance of sulphide binding for leaching of heavy metals from contaminated Norwegian marine sediments treated by stabilization/solidification. Environ Technol 30(8):831–840
Springer U, Klee J (1954) Prüfung der Leistungsfähigkeit von einigen wichtigeren Verfahren zur Bestimmung des Kohlemstoffs mittels Chromschwefelsäure sowie Vorschlag einer neuen Schnellmethode. Z Pflanzenernähr Dang Bodenk 64:1
Taube F, Pommer L, Larsson T, Shchukarev A, Nordin A (2008) Soil remediation—mercury speciation in soil and vapor phase during thermal treatment. Water Air Soil Pollut 193:155–163
UNI (1999) UNI 8981-2: Durability of concrete works and prefabricated elements – Criteria for obtaining the resistance to sulphate attack. Ente Nazionale Italiano di Unificazione, Milan, I
UNI (2009) UNI EN 933-1: Tests for geometrical properties of aggregates—determination of particle size distribution—sieving method. Ente Nazionale Italiano di Unificazione, Milan, I
US EPA (2005) Contaminated Sediment Remediation Guidance for Hazardous Waste Sites, EPA-540-R-05-012. NSCEP, Cincinnati, USA
US EPA (2007a) Treatment Technologies for Mercury in Soil, Waste and Water, EPA-542-R-07-003
US EPA (2007b) Treatment Technologies for Site Cleanup: Annual Status Report (Twelfth Edition), EPA-542-R-07-012. NSCEP, Cincinnati, USA
US EPA (2007c) Test Methods for Evaluating Solid Waste, Physical/Chemical Methods, SW-846. NSCEP, Cincinnati, USA
US EPA (2008) Green remediation: Incorporating Sustainable Environmental Practices into Remediation of Contaminated Sites, EPA-542-R-08-002. NSCEP, Cincinnati, USA
van der Sloot HA, Dijkstra JJ (2004) Development of horizontally standardized leaching tests for construction materials: a material based or release based approach? Identical leaching mechanisms for different materials, ECN-C-04-060
Wang Q, Kim D, Dionysiou DD, Sorial GA, Timberlake D (2004) Sources and remediation for mercury contamination in aquatic systems–a literature review. Environ Pollut 131:323–336
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Gijs D. Breedveld
Rights and permissions
About this article
Cite this article
Careghini, A., Dastoli, S., Ferrari, G. et al. Sequential solidification/stabilization and thermal process under vacuum for the treatment of mercury in sediments. J Soils Sediments 10, 1646–1656 (2010). https://doi.org/10.1007/s11368-010-0290-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11368-010-0290-7