
Abstract
Purpose
Green manufacturing (GM) is the environmental benign manufacturing of products with a minimal negative impact on the natural environment. Research studies on GM have increased in the last years with attention to the application of life cycle assessment (LCA). However, the manufacturing industry still faces some barriers and challenges that hinder a proper practical integration of GM using LCA. Accordingly, this paper performs an LCA-based GM case study of a wood-based industry that produces particleboards to investigate environmental hotspots and suggests GM indicators and solutions for a hot-pressing machine tool.
Methods
A case study of a wood-based industry that produces particleboards in Brazil was designed. A LCA-based GM framework was developed and applied according to its three phases: pre-assessment, environmental assessment and monitoring, and post-assessment. Each phase is composed of specific stages and each stage has its own activities and goals. To quantify the environmental life cycle impacts, the ILCD midpoint method with 13 impact categories was selected. Based on these environmental impacts, a set of indicators and solutions was designed to improve the product life cycle impacts through a greener manufacturing process of particleboards. A cradle-to-grave approach was used to model the particleboard life cycle and the manufacturing phase was modeled based on the unit process life cycle inventory (UPLCI) methodology.
Results and discussion
The particleboard manufacture was designed into five unit processes and results of the pre-assessment showed that the hot-pressing unit was the most relevant process because of its direct and indirect impacts mainly to human toxicity cancer effects, global warming, and photochemical ozone formation. During the environmental assessment and monitoring phase, the hot-pressing machine was then investigated based on the main contributors to the caused environmental impacts, i.e., electricity consumption and air emissions of free formaldehyde, as well as in terms of its most relevant process parameters: pressure (P) and temperature (T). Opportunities to reduce up to 21% upstream impacts and up to 41% downstream impacts were identified from making simple changes to the hot-pressing parameters. Further investigation in the post-assessment revealed that environmental impacts can be estimated based on the applied P and T values and GM indicators were suggested.
Conclusions
The proposed GM framework can be used in other case studies to integrate GM + LCA in practice. Results of the case study application showed that the hot-pressing machine was a hotspot into the cradle-to-grave life cycle impacts of particleboards and the proposed GM indicators can be used to predict life cycle impacts at manufacturing level.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Green manufacturing (GM) is a rather new research topic which has made remarkable advances in the last few years. GM is concerned about the environmental impacts of manufacturing processes, which for Garetti and Taisch (2012) is crucial for a sustainable development as a whole.
The concern with sustainability issues in manufacturing became more prominent in the 1990s. In fact, the concept of GM was first introduced more than two decades ago as environmentally conscious manufacturing (Florida 1996). Since then, scientific publications have intensified mainly from 2010 (Silva et al. 2016), with focus on topics such as life cycle assessment (LCA) (Kellens et al. 2012a, b; Kim et al. 2015), real-time and online monitoring of manufacturing environmental aspects (Filleti et al. 2014, 2017; Silva et al. 2018; Vikhorev et al. 2013), and the selection of GM technologies (Jin and Noh 2014; Li et al. 2010a, b) and GM indicators (Joung et al. 2012).
1.1 Typical gaps in GM using LCA
Dornfeld (2014), Li (2015), and Shin et al. (2015) explain that the manufacturing industry still faces some barriers and challenges that hinder a proper practical integration of GM using LCA. Some typical gaps are as follows:
Literature reviews show that so far, no relevant efforts have been made to enable manufactures to make decisions on their environmental performances through primary data collected from their own shop floor operations. Further, additional efforts are needed to develop comprehensive theoretical propositions (e.g., models, tools) that encompass assessment, diagnosis, and optimization for environmental improvements in manufacturing processes and in a product’s life cycle perspective as well (Shin et al. 2015).
To support an effective implementation of GM at the shop floor area, Kellens et al. (2012a, b) have contributed to the development of a systematic methodology for inventorying manufacturing unit processes to support industrial groups and researchers to use datasets with high quality in LCA applications—the unit process life cycle inventory (UPLCI) methodology. However, the UPLCI only considers the part production phase and its corresponding manufacturing unit processes and it does not cover the complete product’s life cycle perspective.
Environmental assessment and monitoring should be designed considering experiments and simulations at the shop floor area by collecting real-time data in manufacture phase of products in order to select relevant GM scenarios (Chompu-inwai et al. 2015; Filleti et al. 2017; Silva et al. 2015; Singh et al. 2015). However, many GM studies are still based only on general LCA results.
Joung et al. (2012) point out that the manufacturing industry needs an open, simple, and neutral set of indicators to measure and monitor sustainability of manufactured products and manufacturing processes. However, most GM indicators still focus on monitoring environmental aspects of manufacturing unit processes (resource consumption, waste, and emissions) instead of environmental impacts of them (climate changes impacts, human health impacts, ecotoxicological impacts, etc.). The use of statistical tools is also desired here in order to predict the overall life cycle impacts of products (Gloria et al. 2014; Igos et al. 2019) according to a manufacturing unit process under interest.
To overcome these managerial gaps, an in-depth evaluation of manufacturing unit processes is needed, as the LCA-based GM approach proposed on this paper and described in Section 2.
1.2 GM initiatives in the wood-based sector
Another relevant issue is that GM studies are still more focused on machining processes (Aurich et al. 2013; Silva et al. 2016), such as grinding (Filleti et al. 2014, 2017; Linke and Overcash 2012; Silva et al. 2018), turning (Araujo and Oliveira 2012; Jeswiet and Kara 2008), milling and drilling (Jiang et al. 2012; Zendoia et al. 2014), and additive manufacturing (Kellens et al. 2017a, b). On the other hand, GM studies for the wood-based sector are less numerous.
In the wood sector, reconstituted wood panels are those that are manufactured with small pieces of wood or other ligno-cellulosic materials (e.g., chips, flakes, strands, shreds, or fiber) agglomerated with a resin type as binder and controlled by a set of temperature and pressure parameters. Among the different types of wood panels, the particleboard is one of the most consumed and produced in the world. Brazil stands out among the world’s largest producers, since it has advanced technology in the production of particleboards. It is also the country with the largest number of state-of-the-art factories due to the continuous investments in technology and automation as well as the modernization of existing plants (Weber and Iwakiri 2015). The uses of wood panels are mostly applied in the production of furniture, such as tabletops, wardrobes, cupboard sides, shelves, and dividers and secondarily in civil construction applications such as wood floors (Iritani et al. 2015; Silva et al. 2013; Ferro et al. 2018a, b).
There are various LCA studies to determine the environmental profile of products within the wood-based sector (Klein et al. 2015). However, these LCA studies show many differences concerned to the definition of the system boundaries (cradle-to-gate vs cradle-to-grave) as well as to the life cycle inventory and data quality (primary or secondary data). Table 1 summarizes the LCA studies with focus on particleboards. Most of the studies are from 2010’s and from the USA and Brazil.
Some GM initiatives can be identified from studies in Table 1, such as substitution of wood by residues to produce particleboards (Santos et al. 2014; Silva et al. 2013), changes on energy supply for the factory (Garcia and Freire 2014; Rivela et al. 2006; Silva et al. 2013; Wilson 2008, 2010), and suggestions to reduce free formaldehyde air releases coming from the hot-pressing manufacturing processes (Nakano et al. 2018; Silva et al. 2013). On the other hand, none of these studies has evaluated the effect of manufacturing unit processes under the overall life cycle impacts of particleboards including upstream and downstream life cycle impacts. None of these studies have used the UPLCI methodology for the life cycle inventory of manufacturing unit processes and neither suggestions of GM indicators were found until now.
Thus, the current paper aims at filling this gap by providing a detailed LCA-based GM case study of particleboards in Brazil, with focus on an in-depth evaluation of manufacturing unit processes to indicate forms to reduce life cycle hotspots and suggests GM indicators.
The novelty of this paper is the proposal of a GM framework (see Section 2) by including the following topics: integration of LCA with real-time monitoring of manufacturing environmental aspects and generation of GM indicators based on life cycle perspective and impacts of products for decision-making.
2 Methodology
A single case study was designed for a wood-based industry in Brazil, which produces particleboards for the domestic market. The step-by-step activities for the case study execution are described below:
Literature review: as presented in Table 1, publications involving studies on LCA for the particleboards production were searched and reviewed to collect relevant literature data for this study. The literature results were used within Section 3 to support suggestions of green manufacturing alternatives to produce particleboards.
Pre-assessment of the company: a prioritization matrix was used to support the selection of a standard particleboard model to be used as a baseline for the LCA. This step was important because there is a mix of different particleboards as described in more detail in Section 2.2. After that, a field data collection was performed at the company level to analyze its documentation about materials and energy consumptions as well as waste generation and emissions to produce the selected particleboard. The main strategies for the field data collection include a semi-structured questionnaire with open-ended questions sent to the technical team of the particleboard company. Results of the field data collection were used to complete the life cycle inventory of particleboards in Section 2.3.
A general LCA of the standard particleboard: the ISO 14040 and 14044 standards (ISO 2006a, b) were used to evaluate a cradle-to-grave LCA for the standard particleboard as described in Sections 2.2, 2.3, and 2.4.
Environmental assessment and monitoring: from the general LCA results, environmental hotspots were identified, and green manufacturing scenarios are set up in Section 3.1. A manufacturing unit process was selected because of its representativeness on the general LCA results and experiments and simulations were designed for the definition of GM scenarios and indicators. For this, the UPLCI methodology (Kellens et al. 2012a, b) and a multivariate regression model evaluated by analysis of variance (ANOVA) were applied.
Post-assessment: selection of green manufacturing scenarios and indicators in Section 3.2, in order to reduce the life cycle environmental hotspots at manufacturing level. Most of the GM indicators are still focused on both monitoring resource consumption and manufacturing emissions (Joung et al. 2012) instead of the monitoring of environmental impacts. Thus, this paper suggests the use of regression models to predict the overall life cycle impacts of products according to the manufacturing unit process under interest.
2.1 Key points for the case study
The study has been performed in collaboration with a particleboard producer, with a production capacity of 35,000 m3/month, located in the São Paulo State in Brazil. This company is one of the biggest ones in the country representing approximately 40% of the market share and its products are mainly consumed by furniture producers for commercial and residential use. Figure 1 shows an overview of the product and its main applications.

Overview application of particleboards for furniture manufacture
The evaluated product in Fig. 1 refers to the particleboard (or medium-density particleboard—MDP), a type composite material made of a synthetic adhesive binder and a reinforcement phase of wood particles arranged in three layers. The adhesive is composed of urea-formaldehyde resin and additives (paraffin emulsion, catalysts), while the particles come from reforested species of eucalyptus wood in Brazil (Silva et al. 2013).
For the case study, the data collection protocol is listed in Table 2 based on Yin (2015) and detailed information about data of particleboards was collected via the questionnaire available in Appendix I.
From the case study results, the most relevant manufacturing unit process was selected for an in-depth assessment and monitoring of environmental aspects and impacts. According to results that will be presented in Section 3, this process was the hot-pressing machine. The study of this manufacturing unit process was not carried out directly in the respective particleboard producer due to limitations such as lack of human resources in the company to follow the tests and unavailability of free time for tests at that moment. Thus, an equivalent hot-pressing machine tool was selected for the study, as detailed in Section 3.1. The selected machine is comparable to the hot-pressing machine used by the industrial partner in terms of efficiency, management of the manufacturing processes parameters, and quality of the manufactured products.
Also, multivariate regression model evaluated by ANOVA was designed based on Montgomery (2008) and a set of experiments and simulations were carried out for a hot-pressing machine tool. The outcome of these analyses will be detailed in Section 3.2. It is important to note that the combination of ANOVA and LCA for green manufacturing studies is an important strategy to support decision-making processes towards an environmentally benign manufacturer of products (Chompu-inwai et al. 2015; Filleti et al. 2017; Silva et al. 2015; Singh et al. 2015).
2.2 Goal and scope definition
Particleboards are marketed based on their nominal thickness and type of finishing coat. Table 3 shows the prioritization matrix used to select the product configuration of interest and the four criteria of R, T, C, and E (Silva et al. 2018) are as follows:
Representativeness (R): Relative importance of a product in the total revenue of the company. 1, low contribution; 3, intermediate contribution; 5, high contribution
Trend (T): What is the market trend for the product sales volume? 1, decay or withdrawal from the market; 3, keep at the same level; 5, increasing sales
Cost (C): Cost of production (from acquisition of raw materials to product shipment): 1, low cost; 3, intermediate cost; 5, high cost
Environment (E): Expected environmental impact that a product can generate from its whole life cycle: 1, low impact; 3, intermediate impact; 5, high impact
From Table 3, the priorities were the panel with 15 mm nominal thickness, with and without coating. However, the studied company selected the uncoated panel because of its representativeness R in the sales volume. Therefore, the selected product was the 15 mm particleboard without coating.
Particleboards are intermediate products and to cover its cradle-to-grave life cycle, a wardrobe model studied by Iritani et al. (2015) was chosen. The wardrobe with 2670 mm × 606 mm × 2323 mm dimensions is made of particleboards and weighs 257 kg.
The LCA goal was defined as the identification of environmental improvements for the particleboard’s life cycle. Once the product was defined, the functional unit and reference flow are established in Table 4 and the next step was to define a product system in Fig. 2. The LCA study was divided into four steps as defined by ISO (2006a, b): goal and scope definition, life cycle inventory analysis (LCI), life cycle impact assessment (LCIA), and interpretation.

Particleboard cradle-to-grave product system
The product system in Fig. 2 shows four life cycle stages. Raw material supply, provide inputs required for the manufacturing stages, use of particleboards to assemble the wardrobe model, and use and post-use phases of the furniture, as well as for some activities of transportation.
A process flow diagram is given in Fig. 3 to represent the manufacturing unit processes in details. Quantification of input and output flows for each unit process will be further discussed in Section 2.3.

Process flow diagram of particleboard manufacture
In Fig. 3, some intermediate flows are highlighted; for example, wood particles generation produces 205.6 kg of particles, while hot-pressing produces 234.9 kg of particleboards. These intermediate flows are examples of individual reference flows of each manufacturing unit process, which refer to the LCA functional unit from Table 4. Further information about technologies applied in the production of particleboards can be obtained from Rivela et al. (2006), Silva et al. (2013, 2014), and Wilson (2010).
2.3 Life cycle inventory analysis
For the LCI step, data was obtained from primary and secondary sources. Primary data was collected according to the case study protocol description in Table 2. Direct inventory flows are given in Table 5, where the main inputs to produce particleboards were the consumption of electricity, wood, water, and urea-formaldehyde resin. Secondary LCI data were extracted from available LCA databases and literature, as described in Table 6.
Table 6 shows that most of the indirect flows were obtained by using the GaBi 6.5 LCI database and software tool. Background data were gathered considering a based-mass cut-off criterion of 95% of all direct flows of the product system. In addition, most of these secondary data were collected for Brazilian conditions, while a smaller portion were from foreign countries due to the unavailability of national respective data for steel, polyethylene, cardboard, and paints and varnishes. Indirect flows due to the capital goods were not included due to the complexity of including this information for each of the five manufacturing unit processes from Fig. 3. On the other hand, in Section 3.2, this information was raised with focus on the manufacturing unit process selected for the GM scenarios and indicators study.
The main assumptions for the inventory of the manufacturing phase were as follows:
Silva et al. (2013) showed data of electricity consumption of 507 MJ/m3 associated with the particleboard produced in Brazil. Yet, only 70% of this consumption is directly linked to the product manufacturing processes, therefore, 355 MJ/m3. Thus, according to the reference flow of 235 kg of particleboard (panel density 630 kg/m3), a total consumption of 132.4 MJ of electricity was inventoried. This electricity consumption was stratified among the five manufacturing unit processes of Fig. 3, based on the nominal power of the machine tools and operation time of each unit process.
The consumption of 256.4 kg of wood logs occurs during the wood particle generation. However, to calculate the environmental impacts in Section 2.4, the total amount of wood was proportionally divided among all the manufacturing unit processes according to their generated amount of wood waste. For example, in Table 5, wood particle generation produces 14.4 kg of bark and more 36.3 kg of wood waste, so its contribution to the overall impacts of the wood supply chain would be (14.4 kg + 36.3 kg)/256.4 kg of wood. This assumption is important; otherwise, all impacts of the wood supply chain would be attributed only to wood particle generation, overestimating its environmental impacts. Likewise, impacts due the consumption of 26.7 kg of urea-formaldehyde resin were also apportioned between the blending and mat formation unit process and the hot-pressing unit process, in order to share the resin impacts according to the associated manufacturing unit processes.
In order to model the product system in Fig. 2 in the GaBi 6.5 software, some transport activities of raw materials were included according to the transport distances assumed by Silva et al. (2013). The “GLO: Truck PE” process, Euro 3, with 27 t payload was chosen to represent most of the existing transport activities. As a result, a final consumption of 0.6 kg of diesel per functional unit was calculated.
For the product’s use phase, the following main considerations were made:
To model product distribution from the particleboard company to the furniture assembler, the “GLO: Truck ELCD / PE-GaBi” process, Euro 3, and 12 t payload from the GaBi 6.5 software tool were selected. The transport distance was assumed to be 200 km. Thus, the total diesel consumption per functional unit was 0.7 kg.
All input and output flows in Table 5 for use 1 were extracted from Iritani et al. (2015). However, the original data of solid waste generation was changed from 29.9 to 8.4 kg for mass balance accuracy.
Use 2 was modeled assuming 1200 km for the wardrobe distribution phase in Brazil. This activity was modeled in the GaBi software using the “GLO: Truck ELCD/PE-GaBi” process, Euro 3, and with 12 t payload. The main destination of the studied product is the south region of Brazil, responsible for 60% of the wardrobe sales.
Use 2 also included the generation of 22 kg cardboard waste from the packaging process in use 1. For a 5-year product life, maintenance activities of the wardrobe must be based on its cleaning by only using a soft dry cloth and the use any liquids or solvents is no advisable. Thus, environmental aspects related to the wardrobe maintenance were not considered in the model.
Finally, regarding the post-use phase:
In the end-of-life, it was assumed the final disposal of the wardrobe in a sanitary landfill located 100 km away from the final consumer. This scenario was modeled based on estimates from the manufactured particleboard.
In the “GLO: Truck PE” process, Euro 3 with 12 t payload was used as a reference for the transportation of the wardrobe to a landfill. For the distance of 100 km, a total diesel consumption of 0.8 kg per functional unit was calculated with the GaBi software tool.
Particleboard decomposition in sanitary landfill was assumed using a landfill without biogas recovery (methane—CH4), and CO2 and CH4 emissions were calculated from Micales and Skog (1997). Generation of CO2 and CH4 were, respectively, equivalent to 1.3% and 1.9% of the panel dry weight (Micales and Skog 1997).
2.4 Life cycle impact assessment and interpretation of results
The recommended ILCD v.1.06 method (European Commission/Joint Research Council/Institute for Environment and Sustainability, EC/JRC/IES, 2010) was used in an attributional approach and Fig. 4 shows the results of the LCIA. The focus was to analyze the overall LCA results for the cradle-to-grave life cycle of particleboards; after which, the LCA results are interpreted with focus on the manufacturing stage.

Overall LCIA results. Acronyms: acidification, accumulated exceedance (AC); ecotoxicity for aquatic freshwater (EAF); freshwater eutrophication (FE); IPCC global warming, incl. biogenic carbon (GW); ionizing radiation (IR); marine eutrophication (ME); resource depletion, fossil and mineral (RD); ozone depletion (OD); particulate matter/respiratory inorganics (PM); photochemical ozone formation (POF); terrestrial eutrophication, accumulated exceedance (TE); human toxicity cancer effects, recommended (HTCE); and human toxicity non-canc. effects, recommended (HTNCE)
Thirteen midpoint impact categories were evaluated based on Klein et al. (2015) and Iritani et al. (2015): acidification, accumulated exceedance (AC); ecotoxicity for aquatic freshwater (EAF); freshwater eutrophication (FE); IPCC Global Warming, incl. biogenic carbon (GW); ionizing radiation (IR); marine eutrophication (ME); resource depletion, fossil and mineral (RD); ozone depletion (OD); particulate matter/respiratory inorganics (PM); photochemical ozone formation (POF); terrestrial eutrophication, accumulated exceedance (TE); human toxicity cancer effects, recommended (HTCE); and human toxicity non-canc. effects, recommended (HTNCE). LCIA results were also normalized following the “PEF Pilot, incl. biogenic carbon [person equivalent]” factors available at the GaBi 6.5 software tool.
Results of Fig. 4 show that 81% of the impacts occurred for GW, RD, HTNCE, POF, AC, and HTCE. For these categories, the impacts were mainly due to the manufacturing phase of particleboards, use 1, and post-use. Hotspots in the particleboard manufacture were air emissions of free formaldehyde during the hot-pressing unit process; gaseous emissions of nitrogen oxides and sulfur dioxides, both from the urea-formaldehyde resin production and the wood production (forest operations driven by diesel-based machines); and GHG emissions due to the electricity supply chain and wood production. For use 1, the main hotspots were air emissions of heavy metals due to steel parts production used in the manufacture of metallic accessories of the wardrobe model and GHG emissions from the electricity supply chain. In the post-use, CH4 releases from the panel decomposition in landfill were identified as the main hotspot.
Details of the main impacts for each manufacturing unit process are explained in Section 3.
3 Environmental hotspot analysis in particleboard manufacturing
Results in Fig. 5 point out that hot-pressing showed the greatest impact contributions followed by wood particles generation, and the blending and mat formation. It is also important to note that the sum of environmental impact percentages of all unit process from the particleboard manufacture represents 16.8% of the total life cycle impacts of the wardrobe.

LCIA results: manufacturing unit process contributions (not including the upstream and downstream life cycle stages). Acronyms: acidification, accumulated exceedance (AC); ecotoxicity for aquatic freshwater (EAF); freshwater eutrophication (FE); IPCC global warming, incl. biogenic carbon (GW); ionizing radiation (IR); marine eutrophication (ME); resource depletion, fossil and mineral (RD); ozone depletion (OD); particulate matter/respiratory inorganics (PM); photochemical ozone formation (POF); terrestrial eutrophication, accumulated exceedance (TE); human toxicity cancer effects, recommended (HTCE); and human toxicity non-canc. effects, recommended (HTNCE)
However, results in Fig. 6 show that impacts were mostly due to direct impacts in the hot-pressing process. Figure 6 shows that indirect impacts accounted for about 6% and they were due to upstream impacts of electricity and materials (wood, urea-formaldehyde resin, etc.) consumed at manufacture. Nevertheless, hot-pressing was responsible for 11.3% of the impacts as a result of airborne free formaldehyde emissions.

LCIA results: direct and indirect manufacturing unit process contributions. Acronyms: acidification, accumulated exceedance (AC); ecotoxicity for aquatic freshwater (EAF); freshwater eutrophication (FE); IPCC global warming, incl. biogenic carbon (GW); ionizing radiation (IR); marine eutrophication (ME); resource depletion, fossil and mineral (RD); ozone depletion (OD); particulate matter/respiratory inorganics (PM); photochemical ozone formation (POF); terrestrial eutrophication, accumulated exceedance (TE); human toxicity cancer effects, recommended (HTCE); and human toxicity non-canc. effects, recommended (HTNCE)
Based on the obtained results, it was clear that the hot-pressing process was the most prominent manufacturing process to be studied in-depth in order to verify the potential to reduce the particleboard’s upstream and downstream life cycle impacts at manufacture level. Therefore, the hot-pressing process was selected for the assessment of the green manufacturing scenarios described in Section 3.1.
3.1 Green manufacturing scenarios to reduce environmental hotspots
The hot-pressing process is a hydraulic pressing machine Marconi RA098/50AUSP model and its main components and subunits are presented in Fig. 7. The machine is a vertical hydraulic press composed of two plates (upper and lower plates), with maximum press capacity of 50 tons, maximum working temperature of 300 °C, a 200-V three-phase electrical supply, a pressing speed of 168 mm/min, and a total weight of 290 kg. The machine is located at the Wood and Timber Structures Laboratory (LaMEM) of the Department of Structural Engineering from the São Carlos School of Engineering (EESC), University of São Paulo (USP), Brazil.

Overview of the hot-pressing machine and its main components and subunits
The hydraulic press in Fig. 7 was selected because it shows the same basic operating parameters of a conventional machine used by particleboard companies, i.e., working pressure, pressure time, and temperature. However, its scale of production is for laboratory purposes.
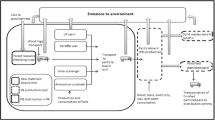
For the selected hot-pressing machine, the system boundaries were set according to the UPLCI methodology application (Kellens et al. 2012a). Operation modes A (initiation), C (pressing), and D (standby) and three different subunits were investigated as illustrated in Fig. 8.

System boundaries of the hot-processing unit process
From analyzing Fig. 8, it is possible to check that the main environmental aspects to be monitored were electricity consumption and free formaldehyde air emissions, as they were the main environmental hotspots from the general LCA study. Indirect flows due to electricity consumption were included into the system boundaries from using the GaBi software tool. Infrastructure flows due to the pressing machine construction were also included into the system boundaries modeling based on the tree diagram in Fig. 9.

Tree diagram for the hydraulic pressing machine
In Fig. 9, the hydraulic pressing machine weighs 290 kg, and 230 kg are represented by the following materials and components: cast iron (125 kg), stainless steel (40 kg), hydraulic pump (45 kg), and hydraulic oil (20 kg). For these materials and components, the GaBi 6.5 software tool was used to include their respective indirect inventory flows of material production and manufacturing of components.
An analysis of variance of the regression model was designed for the studied process and 12 manufacturing conditions were selected as shown in Table 7. This set of manufacturing scenarios was established from results of the case study data collection at the particleboard’s company.
Environmental monitoring of the hot-pressing was carried out and results showed that the consumption of electricity ranged from 1.16 to 2.00kWh for the reference flow of 235 kg of particleboards, while formaldehyde air emissions varied from 40.14 to 55.85 g over the different scenarios. Electricity consumption on the hot-pressing process was monitored according to the power study of the machine, following the UPLCI methodology. A digital ammeter Minipa ET-3200A with a precision of 0.01 A was installed at the hot-pressing power supply to measure current consumption. In order to monitor the air emissions of free formaldehyde, estimates were made as a function of the weight and moisture content of each particleboard produced based on the perforator method (EN 120 1992).
A total number of 36 particleboards were produced during the tests with the hot-pressing machine under the conditions presented in Table 7.
Figure 10 shows a profile of electricity power vs. time for the scenario with P = 4 MPa and T = 160 °C. Other equivalent curves were found for the remaining 11 manufacturing conditions as well. Although the power consumed in the initiation mode is greater than in other operation modes, it is important to note that the initiation mode occurs only once a day. The heating, hydraulic, and pressing subunits can be seen in Fig. 10 and they are all activated when the pressing mode is working. Initiation mode (or start-up) lasts more than 1 h due to the slow process of heating the press machine, while the pressing mode lasts approximately 10 min, and standby mode takes about 5 min before and after each pressing process.

Electricity consumption profile of the hot-pressing unit process: 4 MPa and 160 °C
In this sense, Fig. 11 shows a scenario analysis to reduce the life cycle environmental hotspots with focus on GW impacts because it was one of the most representative impact categories according to the normalized impacts in Figs. 4 and 5. The reference scenario was 3 MPa; 160 °C and the following alternatives were drawn:
Scenario 1: reduction of the particleboard density up to 0.53 g/cm3;
Scenario 2: reduction of the pressing heating time by 10%.

Scenario analysis to reduce environmental hotspots—GW (kg CO2-eq.)
Scenario 1 was important as the higher the particleboard nominal densities are, the higher the GW impacts, because of the higher energy requirements for the hot-pressing process. For each of the 36 manufactured particleboards, the densities were quantified varying from 530 to 790 kg/m3. According to the literature indicated in Table 1, the density of particleboards can vary from 500 to 800 kg/m3, and this parameter can directly affect the wood consumption (Santos et al. 2014; Silva et al. 2014). Scenario 2 was defined based on the results from Fig. 10, as high idle times can be observed and, therefore, this scenario could eliminate part of the wasted energy by adopting faster setup activities.
Figure 11 also presents a combined scenario based on results of scenarios 1 and 2. In addition, the 4.5 MPa; 170 °C scenario, which refers to the situation with the highest results of environmental impacts, is included. Thus, it is possible to verify a potential reduction of upstream impacts for GW by up to 21% (raw materials supply) and up to 41% in the post-use for the manufacturing condition 3 MPa; 160 °C—combined with scenarios 1 and 2.
3.2 Green manufacturing indicators for the hot-pressing machine
Life cycle performance indicators for the evaluated hot-pressing machine were defined based on the hot-pressing parameters. The use of regression models for the definition of environmental performance indicators can be advantageous since such models are statistically developed and adjusted based on experimental results of the process monitoring. Additionally, it is also possible to know the reliability level of the models based on R2 coefficients of determination. Individual models should be developed for each impact category under interest.
For this, a regression model was delineated and tested using variance statistic analysis (see Table 8). The indicators were generated for the GW impact category.
From Table 8, results are explained in large part by the P2 parameter. It should be noted that the complete quadratic model was considered significant by ANOVA and the adjusted R2 coefficient was 86.7%. The regression model is expressed in Eq. 1.
From Eq. 1, it is possible to determine life cycle impacts of particleboards based on the hot-pressing main parameters, P and T. As GW impacts are explained basically by the square of pressure values, it is possible to obtain a simpler model expressed by Eq. 2. To do so, a new regression model was generated in the determination of GW impacts as a function of P2 values only. Such adjustment was considered significant by ANOVA (p value = 0.000), with a coefficient of determination equal to 71.80%.
The optimum solution of Eq. 2 consists of assuming P = 0; however, that is not possible due to the problem domain (3 MPa ≤ P ≤ 4.5 MPa). As GW increases with P > 0, P values should be 3 MPa, as expected. It is also interesting to note the dependence of GW on the pressure values. Hence, if the pressing pressure is known, it is possible to estimate GW impacts for the whole particleboards’ life cycle. Equation 2 is an important result to promote green manufacturing at the company studied, since it should better control its environmental performance for GW impacts. This strategy gives attention on monitoring the environmental impact category instead of monitoring environmental aspects that could not be related to the life cycle hotspot analysis.
4 Conclusions
The use of LCA is a relevant tool towards green manufacturing and a case study was used within this paper to investigate GM alternatives to produce particleboards in Brazil. The topic of LCA + GM has been growing in terms of number of publications and interest by the LCA community; however, few initiatives evaluate this topic in the wood sector.
Most of the available LCA + GM studies still do not look at the effect of manufacture of products into upstream and downstream life cycle impacts and this paper showed a detailed analysis of that based on the particleboard production disaggregation into unit process level. LCIA was performed based on the ILCD recommendation method and its 13 midpoint impact categories and normalization factors. Each of the five manufacturing unit processes was investigated and it was found that the overall contribution of the manufacture phase represented 16.8% of the particleboard life cycle impacts. However, those impacts were mostly due to direct impacts in the hot-pressing process (11.3%) because of airborne free formaldehyde emissions and on-site electricity consumption. Most of the hot-pressing impacts are attributed to the GW impact category.
A detailed analysis of the hot-pressing process was designed based on ANOVA and the UPLCI methodology application. In total, 12 manufacturing conditions were set up based on varying temperature and pressing parameters of the hydraulic press machine. Thirty-six particleboards were manufactured at the hot-pressing machine under investigation and some green manufacturing scenarios were defined.
It was found that up to 41% of the environmental impacts for GW can be avoided by the introduction of simple manufacturing changes, such as the reduction of idle times of the hot-pressing unit process and by minimizing the panel density up to 0.53 g/cm3. Such suggestions described in section 3.1 are technically feasible and the studied company was interested in putting them into practice in the near future.
Other improvements in the particleboard industry should focus on reducing free formaldehyde emissions at the hot-pressing process. Urea-formaldehyde resin should be replaced by alternative resins, for example, resins from renewable sources. However, such improvement opportunities were not evaluated on this paper.
Some green manufacturing indicators for the hot-pressing monitoring were established based on regression models and results showed that GW impacts are basically attributed to the press parameter. A simplified version of the model was adjusted with R2 coefficient = 71.80%. The developed indicator should be used by particleboard companies to predict particleboard’s GW life cycle impacts. The evaluated model can be adjusted to predict other environmental impacts for different impact categories as in literature most of the GM studies still focus only on the monitoring of environmental aspects based on resource consumption and emissions in manufacturing.
Finally, the proposed GM framework can be used in other case studies to integrate GM + LCA in practice. The framework can be adapted for other case studies in order to properly investigate life cycle impacts from a greener manufacturing perspective.
References
Araujo JB, Oliveira JFG (2012) Towards a balanced scoreboard for assessing manufacturing processes sustainability. Int J Bus Perform Manag 13:198–221. https://doi.org/10.1504/IJBPM.2012.046201
Aurich JC, Linke B, Hauschild M, Carrella M, Kirsch B (2013) Sustainability of abrasive processes. CIRP Ann Manuf Technol 62:653–672. https://doi.org/10.1016/j.cirp.2013.05.010
Chompu-inwai et al (2015) A combination of material flow cost accounting and design of experiments techniques in an SME: the case of a wood products manufacturing company in northern Thailand. J Clean Prod 108:1352–1364. https://doi.org/10.1016/j.jclepro.2014.08.039
Dornfeld DA (2014) Moving towards green and sustainable manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology v1:63–66. doi: https://doi.org/10.1007/s40684-014-0010-7
EN 120 (1992) Wood based panels—determination of formaldehyde content—extraction method called the perforator method
European Commission/Joint Research Council/Institute for Environment and Sustainability (2010) International reference life cycle data system (ILCD) handbook: framework and requirements for LCIA models and indicators. Luxembourg: European Commission. Joint Research Council. Institute for Environment and Sustainability, 2010, EC/JRC/IES
Ferro FS, Silva DAL, Argenton M, González-García S (2018a) Environmental aspects of oriented strand boards production. A Brazilian case study. J Clean Prod 183:710–719. https://doi.org/10.1016/j.jclepro.2018.02.174
Ferro FS, Silva DAL, Icimoto FH, Lahr FAR, González-García S (2018b) Environmental life cycle assessment of industrial pine roundwood production in Brazilian forests. Sci Total Environ 640-641:599–608. https://doi.org/10.1016/j.scitotenv.2018.05.262
Filleti RAP, Silva DAL, Silva EJ, Ometto AR (2014) Dynamic system for life cycle inventory and impact assessment of manufacturing processes. Proc CIRP 15:531–536. https://doi.org/10.1016/j.procir.2014.06.024
Filleti RAP, Silva DAL, Silva EJ, Ometto AR (2017) Productive and environmental performance indicators analysis by a combined LCA hybrid model and real-time manufacturing process monitoring: a grinding unit process application. J Clean Prod 161:510–523. https://doi.org/10.1016/j.jclepro.2017.05.158
Florida R (1996) Lean and green: the move to environmentally conscious manufacturing. Calif Manag Rev 39:80–105
Garcia R, Freire F (2014) Carbon footprint of particleboard: a comparison between ISO/TS 14067, GHG Protocol, PAS 2050 and Climate Declaration. J Clean Prod 66:199–209. https://doi.org/10.1016/j.jclepro.2013.11.073
Garetti M, Taisch M (2012) Sustainable manufacturing: trends and research challenges. Prod Plan Control 23:83–104. https://doi.org/10.1080/09537287.2011.591619
Gloria TP, Kohlsaat C, Bautil P, Wolf B, Early D, Ben-Zekry B (2014) A statistical approach to interpret relative environmental performance within product categories. Int J Life Cycle Assess 19:491–499. https://doi.org/10.1007/s11367-013-0661-6
Igos E, Benetto E, Meyer R, Baustert P, Othoniel B (2019) How to treat uncertainties in life cycle assessment studies? Int J Life Cycle Assess 24:794–807. https://doi.org/10.1007/s11367-018-1477-1
International Organization of Standardization (2006a) ISO 14040: environmental management—life cycle assessment—principles and framework. Geneva, ISO
International Organization of Standardization (2006b) ISO 14044: Environmental management—life cycle assessment—requirements and guidelines. Geneva, ISO
Iritani DR, Silva DAL, Saavedra YMB, Grael PFF, Ometto AR (2015) Sustainable strategies analysis through life cycle assessment: a case study in a furniture industry. J Clean Prod 96:308–318. https://doi.org/10.1016/j.jclepro.2014.05.029
Jeswiet J, Kara S (2008) Carbon emissions and CES™ in manufacturing. CIRP Ann Manuf Technol 57:17–20. https://doi.org/10.1016/j.cirp.2008.03.117
Jiang Z, Zhang H, Sutherland J (2012) Development of an environmental performance assessment method for manufacturing process plans. Int J Adv Manuf Technol 58:783–790. https://doi.org/10.1007/s00170-011-3410-7
Jin Y, Noh SD (2014) Stochastic model-based framework for assessment of sustainable manufacturing technology. Int J Prec Eng Manuf 15:519–525. https://doi.org/10.1007/s12541-014-0366-1
Joung CB et al (2012) Categorization of indicators for sustainable manufacturing. Ecol Indic 24:148–157. https://doi.org/10.1016/j.ecolind.2012.05.030
Kellens K, Dewulf W, Overcash M, Hauschild MZ, Duflou JR (2012a) Methodology for systematic analysis and improvement of manufacturing unit process life-cycle inventory (UPLCI)—CO2PE! Initiative (cooperative effort on process emissions in manufacturing). Part 1: methodology description. Int J Life Cycle Assess 17:69–78. https://doi.org/10.1007/s11367-011-0340-4
Kellens K, Dewulf W, Overcash M, Hauschild MZ, Duflou JR (2012b) Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory (UPLCI) CO2PE! Initiative (cooperative effort on process emissions in manufacturing). Part 2: case studies. Int J Life Cycle Assess 17:242–251. https://doi.org/10.1007/s11367-011-0352-0
Kellens K, Baumers M, Gutowski TG, Flanagan W, Lifset R, Duflou JR (2017a) Environmental dimensions of additive manufacturing: mapping application domains and their environmental implications. J Ind Ecol 21:49–68. https://doi.org/10.1111/jiec.12629
Kellens K, Mertens R, Paraskevas D, Dewulf W, Duflou JR (2017b) Environmental impact of additive manufacturing processes: does AM contribute to a more sustainable way of part manufacturing? Proc CIRP 61:582–587. https://doi.org/10.1016/j.procir.2016.11.153
Kim DB, Shin SJ, Shao G, Brodsky A (2015) A decision-guidance framework for sustainability performance analysis of manufacturing processes. Int J Adv Manuf Technol 78:1455–1471. https://doi.org/10.1007/s00170-014-6711-9
Klein D, Wolf C, Schulz C, Weber-Blaschke G (2015) 20 years of life cycle assessment (LCA) in the forestry sector: state of the art and a methodical proposal for the LCA of forest production. Int J Life Cycle Assess 20:556–575. https://doi.org/10.1007/s11367-015-0847-1
Kouchaki-Penchah H, Sharifi M, Mousazadeh H, Zarea-Hosseinabadi H, Nabavi-Pelesaraei A (2016) Gate to gate life cycle assessment of flat pressed particleboard production in Islamic Republic of Iran. J Clean Prod 112:343–350. https://doi.org/10.1016/j.jclepro.2015.07.056
Li W (2015) Efficiency of manufacturing processes. In: Herrmann C, Kara S (eds) Sustainable production, life cycle engineering and management. Springer, Switzerland, pp 5–22
Li C et al (2010a) AHP based SWOT analysis for green manufacturing strategy selection. Key Eng Mat 431(432):249–252. https://doi.org/10.4028/www.scientific.net/KEM.431-432.249
Li C, Liu F, Tan X, du Y (2010b) A methodology for selecting a green technology portfolio based on synergy. Int J Prod Res 48:7289–7302. https://doi.org/10.1080/00207540903382857
Linke B, Overcash M (2012) Life cycle analysis of grinding. In: Dornfeld DA, Linke BS (eds) Leveraging technology for a sustainable world. Springer, Berkeley, pp 293–298
Micales, J.A.; Skog, K.E.(1997) The Decomposition of forest products in landfills‖. International Biodeterioration and Biodegradation, v.39, n.2/3, p.145-158, 1997
Montgomery DC (2008) Design and analysis of experiments., 7rd edn. Wiley, New York
Nakano K et al (2018) Life cycle assessment of wood-based boards produced in Japan and impact of formaldehyde emissions during the use stage. Int J Life Cycle Assess 23:957–969. https://doi.org/10.1007/s11367-017-1343-6
Ribeiro PH (2009) Contribuição ao banco de dados brasileiro para apoio à avaliação do ciclo de vida: fertilizantes nitrogenados. Thesis, University of São Paulo
Rivela B, Hospido A, Moreira T, Feijoo G (2006) Life cycle inventory of particleboard: a case study in the wood sector. Int J Life Cycle Assess 11:106–113. https://doi.org/10.1065/lca2005.05.206
Santos MFN et al (2014) Comparative study of the life cycle assessment of particleboards made of residues from sugarcane bagasse (Saccharum spp.) and pine wood shavings (Pinus Eçlliottii). J Clean Prod 64:345–355. https://doi.org/10.1016/j.jclepro.2013.06.039
Shin S-J et al. (2015) Process-oriented life cycle assessment framework for environmentally conscious manufacturing. J Intell Manuf 1–19. https://doi.org/10.1007/s10845-015-1062-4
Silva DAL, Lahr FAR, Garcia RP, Freire FMCS, Ometto AR (2013) Life cycle assessment of medium density particleboard (MDP) produced in Brazil. Int J Life Cycle Assess 18:1404–1411. https://doi.org/10.1007/s11367-013-0583-3
Silva DAL, Lahr FAR, Pavan ALR, Saavedra YMB, Mendes NC, Sousa SR, Sanches R, Ometto AR (2014) Do wood-based panels made with agro-industrial residues provide environmentally benign alternatives? An LCA case study of sugarcane bagasse addition to particle board manufacturing. Int J Life Cycle Assess 9:1767–1778. https://doi.org/10.1007/s11367-014-0776-4
Silva DAL, Filleti RAP, Christoforo AL, Silva EJ, Ometto AR (2015) Application of life cycle assessment (LCA) and design of experiments (DOE) to the monitoring and control of a grinding process. Proc CIRP 29:508–513. https://doi.org/10.1016/j.procir.2015.01.037
Silva DAL, Ometto AR, Silva EJ (2016) Green manufacturing: uma análise da produção científica e de tendências para o futuro. Production 26:642–655. https://doi.org/10.1590/0103-6513.032513
Silva DAL et al (2018) Life cycle assessment in automotive sector: a case study for engine valves towards cleaner production. J Clean Prod 184:286–300. https://doi.org/10.1016/j.jclepro.2018.02.252
Singh A, Philip D, Ramkumar J (2015) Quantifying green manufacturability of a unit production process using simulation. Proc CIRP 29:257–262. https://doi.org/10.1016/j.procir.2015.01.034
Vikhorev K, Greenough R, Brown N (2013) An advanced energy management framework to promote energy awareness. J Clean Prod 43:103–112. https://doi.org/10.1016/j.jclepro.2012.12.012
Weber C, Iwakiri S (2015) Utilization of waste of plywood, MDF and MDP for the production of particleboards. Ciência Florestal 25:405–413. https://doi.org/10.5902/1980509818460
Wilson JB (2008) Particleboard: a life-cycle inventory of manufacturing panels from resource through product. Phase II final report. Consortium for Research on Renewable Industrial Materials. May CORRIM, Inc. University of Washington, Seattle, WA, 58
Wilson JB (2010) Life-cycle inventory of particleboard in terms of resources, emissions, energy and carbon. Wood Fiber Sci 42:90–106
Yin RK (2015) Case study research: design and methods (applied social research methods), 5th edn. SAGE Publications, Inc, Thousand
Zendoia J, Woy U, Ridgway N, Pajula T, Unamuno G, Olaizola A, Fysikopoulos A, Krain R (2014) A specific method for the life cycle inventory of machine tools and its demonstration with two manufacturing case studies. J Clean Prod 78:139–151. https://doi.org/10.1016/j.jclepro.2014.05.012
Acknowledgments
The authors are grateful for the financial support provided by two Brazilian Governmental Funding Agencies: Coordination for the Improvement of Higher Education Personnel (“Coordenação de Aperfeiçoamento de Pessoas de Nível Superior,” CAPES—9331/13-1) and São Paulo Research Foundation (“Fundação de Amparo à Pesquisa do Estado de São Paulo,” 2013/06736-9). Diogo A. Lopes Silva is also grateful for the financial support provided by the 2017 LCA Awards of the Life Cycle Initiative.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Zbigniew Stanislaw Klos
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
APPENDIX I – Case study questionnaire
APPENDIX I – Case study questionnaire
1.1 Part 1: Identification of the visited company
Date:_______________________
Company:__________________________________State:_______City:__________________________
Address:_____________________________________________________________________________
People for contact/interviewees:___________________________________________________________
Produced products:_____________________________________________________________________
Annual production of products:___________________________
1.2 Part 2: List of general questions for the selected company and product of interest
1. Have any previous LCA studies been done by/for the company? If yes, request a copy of it.
2. Provide a Process Flow Diagram of the manufacture processes for the product of interest.
3. What are the main technologies applied in the production process based on the Process Flow Diagram in Question 2? Describe machines and industrial equipment details, recycling/recovery processes, etc.
4. Product specification
a) Technical description of the selected product and its main function. Product’s Tree Diagram and/or Bill of Materials can be used in this process as well as a product’s user manual or its instructions for use.
b) List product’s quality requirements for the product of interest, i.e., make a list of its main physical, mechanical, and chemical properties.
5. Based on the product’s function, define a Functional Unit (UF) and a Reference Flow (RF) according to the LCA standards ISO 14040 and 14044.
6. How do the distribution, use, and end-of-life of the selected product occur after manufacture?
a) Distribution: Describe logistical aspects from the manufacture gate to the consumer gate (type of vehicles, distances, type of fuel, vehicles specification, etc.). Use the template model below:
Description of inputs for transportation | Transport system details (vehicle, payload, fuel): | ||
Distance (km) | Cargo (ton) | Return empty? (yes/no) | |
b) Use: What is the product’s useful life? Which are the main maintenance activities during the product’s use phase? Make a list of relevant environmental aspects at the product’s use phase.
c) End-of-life: Which strategies of end-of-life are applied to the product of interest? What is the predominant strategy? Make a list of relevant environmental aspects at the product’s post-use phase.
1.3 Part 3: List of questions about the main inputs and raw materials
7. Which inputs and raw materials are consumed during the product manufacture?
a) Provide an organized list with values of each flow adjusted for the reference flow defined in Part 2.
b) Provide additional information about average values of the inputs and raw materials’ main properties (chemical, physical, and mechanical properties), if necessary.
c) Describe how inputs and raw materials are transported to the factory. Use the same template from Question 6a.
8. What is the energy demand for the manufacture process defined in Question 2, as well as for the factory facilities? Which types of energy are consumed (e.g., biomass, oil, gas) and how are they internally managed by the company?
9. Which are the main emissions and waste generated during the product manufacture?
a) Provide an organized list with the values of each flow adjusted for the reference flow defined in Part 2.
b) Provide additional information about average values of the outputs main properties (chemical, physical, and mechanical properties), if necessary.
c) Describe how solid waste and emissions are transported from the factory to the final disposition (e.g., landfill, incineration, recovery). Use the same template from Question 6a.
10. What is the reference year for the collected data from Questions 1 to 9?
11. Provide a list of the main limitations and assumptions for the collected data from Questions 1 to 10.
1.4 Part 4: List of questions about the selected manufacturing process of interest
12. Description of the manufacturing unit process of interest:
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
13. Which process parameters are used to control the manufacturing process of interest? Specify average values and maximum and minimum tolerated values for each process parameter.
14. Based on Question 4b, which product quality requirements are most important for the manufacturing process of interest? How can the manufacturing process affect the product’s quality requirements?
15. Specify operation modes and machine subunits for the selected manufacturing unit process.
16. What is the time of operation for the selected manufacturing process to produce one unit of the studied product? Stratify this time in level of operation modes and machine subunits too.
Rights and permissions
About this article

Cite this article
Silva, D.A.L., Firmino, A.S., Ferro, F.S. et al. Life cycle assessment of a hot-pressing machine to manufacture particleboards: hotspots, environmental indicators, and solutions. Int J Life Cycle Assess 25, 1059–1077 (2020). https://doi.org/10.1007/s11367-020-01755-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-020-01755-3