
Abstract
Purpose
Sugarcane bagasse is one of the main agro-industrial residues which can be used to produce wood-based panels. However, more investigations related to its environmental performance assessment are needed, focusing on questions such as: Does it provide environmental benefits? What are its main environmental impacts? Could it substitute wood as raw material? Accordingly, this paper presents a life cycle assessment (LCA) study of particle board manufactured with sugarcane bagasse residues.
Methods
The cradle-to-gate assessment of 1 m3 of particle board made with sugarcane bagasse (PSB) considered three main subsystems: bagasse generation, bagasse distribution, and PSB production. For the inventory of PSB, dataset from two previous LCA studies related to the conventional particle board production and the ethanol life cycle for the Brazilian context were used. The allocation criterion for the bagasse generation subsystem was 9.08 % (economic base). The potential environmental impact phase was assessed by applying the CML and USEtox methods. PSB was compared with the conventional particle board manufactured in Brazil by the categories of the CML and USETox, and including land use indicators. Finally, two scenarios were analyzed to evaluate the influence of the allocation criteria and the consumption of sugarcane bagasse.
Results and discussion
All hotspots identified by CML and USETox methods are mainly related to the PSB production subsystem (24–100 % of impacts) due to heavy fuel oil, electricity, and urea-formaldehyde resin supply chain. The bagasse generation subsystem was more relevant to the eutrophication category (75 % of impacts). The bagasse distribution subsystem was not relevant because the impacts on all categories were lower than 1 %. PSB can substitute the conventional particle board mainly because of its lower contribution to abiotic depletion and ecotoxicity. Regarding land use impacts, PSB showed lower values according to all indicators (38–40 % of all impacts), which is explained by the lower demand for land occupation in comparison to that of the traditional particle board.
Conclusions
PSB can replace the traditional particle board due to its better environmental performance. The analysis of the economic allocation criterion was relevant only for the EP category, being important to reduce diesel and N-based fertilizers use during sugarcane cultivation. Regarding the influence of the sugarcane bagasse consumption, it is suggested that the sugarcane bagasse be mixed up to 75 % during particle board manufacturing so that good quality properties and environmental performance of panels can be provided.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In order to achieve better results of environmental performance, companies should adopt proactive strategies to control and predict the environmental burdens of their activities and products. Life cycle assessment (LCA) is one of the most common techniques used for this purpose. It quantifies the inputs and outputs of a product system (Alting and Legarth 1995) and assesses the life cycle potential environmental impacts (ISO 2006).
Among the challenges for LCA studies, Schweinle (2007) highlighted the difficulty to assess the great range of wood derivative products and other renewable resources since there are several relevant issues involved, such as impacts related to land use, carbon footprint, bioenergy generation systems, and life cycle engineering of new and innovative products based on renewable resources (e.g., alternative wood composites).
Brazil produces a wide variety of wood-based products, such as pulp and paper, charcoal, furniture, and wood composites. The Brazilian wood-based panel sector is the sixth largest worldwide (Biazus et al. 2010). Moreover, most of the panel production comes from planted forest areas, which are the eighth largest in the world and is composed of nearly 75 % eucalyptus and 25 % pine species, totaling 6.664,812 ha (ABRAF 2013).
Wood-based panels are lignocellulosic-composed materials produced with processed wood and a synthetic adhesive, whose properties can be engineered (Thoemen et al. 2010). One of the most common wood panels are particle boards or medium density particle boards (MDP), mainly used in the manufacture of furniture (e.g., cupboard sides, dividers, shelves, and tabletops) and in wooden building products (e.g., packaging, insulation materials, doorframes, and wood floors). In Brazil, approximately 50 % of the reconstituted wood panels are particle boards (Silva et al 2013a).
Brazilian particle board is different in comparison from that produced in Europe and the USA. In Brazil, only specific forests provide biomass to the particle board manufacturing, while in the USA (Wilson 2010a) and Europe (e.g., Portugal (Garcia and Freire 2014) and Spain (Rivela et al. 2006), wood used is particularly waste wood (preconsumer, e.g., from sawmills and forest operations, and postconsumer).
Besides wood waste, there are other sources of natural and organic residues. The largest quantities of residues are originated from agricultural sources, such as sugarcane bagasse, jute fiber, coconut husk, rice husk, cotton stalk, and others (Madurwar et al. 2013).
According to Silva et al. (2014a), lignocellulosic residues such as sugarcane bagasse have mostly been used to provide power generation (e.g., in ethanol distilleries and sugar industry). However, sugarcane bagasse can be used in many other applications; for instance, it can be applied as raw material to partially replace cement and totally replace sand in the production of concrete (Amin 2011). Additionally, Karade (2010) mentions that bagasse can be converted into many industrial products such as liquid fuels, feedstocks, enzymes, activated carbon, and composites.
Many studies referring to the wood-based panel manufacture case have been conducted over the last few years, especially on sugarcane bagasse. Battistelle et al. (2008) evaluated the application of bagasse particles and bamboo stems as raw materials to manufacture particle boards showing their satisfactory physical-mechanical properties and possibilities for industrial application. Barros Filho et al. (2011) analyzed the bagasse as an alternative to the chipboard panel production made with urea-formaldehyde and melamine-formaldehyde resins. The study of Tabarsa et al. (2011) showed that particle boards made with bagasse particles had superior properties in comparison to those of wood species and, in general, showed better surface roughness properties. Silva et al. (2012) assessed the density and internal adhesion of bagasse composites and suggested their possible commercialization in the wood panels sector. Belini et al. (2012) evaluated panels manufactured from bagasse and eucalyptus fibers, indicating that panels with up to 75 % bagasse have satisfactory average values of physical and mechanical properties. Finally, Mendes et al. (2012) studied the associated effect of bagasse and pine wood on the physical-mechanical properties of particle boards, showing that the best panel composition was 50 % wood and 50 % bagasse. All of these previous studies have predicted the satisfactory technical feasibility of producing particle boards from sugarcane bagasse for an industrial production scale.
Environmentally, bagasse particle boards manufacture can provide important benefits because it reduces the demand for wood-cultivated areas and the consequent impacts on forestry activities (e.g., land use and use of fertilizers, pesticides, and diesel). Thus, studies based on the LCA method could be useful to analyze the environmental profile of bagasse particle boards and compare the results obtained with those of the conventional particle boards made only with virgin wood. However, to date, few LCA studies on this topic have been published.
Santos et al. (2014) conducted a comparative LCA study of particle boards made with residues from sugarcane bagasse and pine wood shavings in Brazil. The results indicated that the bagasse particle board had the lowest environmental impacts comparing with those of the pine particle board. On the other hand, their investigation was a laboratory scale study, and it cannot reflect the results of industrial scale. Aiming to extend research on the topic, our study analyzes the life cycle impacts of bagasse particle boards manufacture upon an industrial level, based on dataset provided by LCA studies conducted by Ometto et al. (2009) and Silva et al. (2013a) in Brazil. The findings of this paper can be used to complete previous studies on wood panels which only have evaluated the technical performance of panels and did not include their environmental performance. Moreover, the results obtained here can be used to promote environmental sustainability to the wood panel industry.
The objective of this paper was to assess the environmental performance of particle boards made with a mixture of raw wood and bagasse residue comparing it with the conventional particle board made with reforested wood. Furthermore, scenario analyses were performed to investigate (1) the influence of allocation criteria and (2) the percentages of substitution of wood for bagasse.
2 Goal and scope definition
2.1 Functional unit
The functional unit was the production of 1 m3 of uncoated particle board with nominal thickness of 15 mm and average density of 630 kg/m3. However, this paper evaluates an alternative particle board manufactured with the addition of bagasse—identified as particle board made with sugarcane bagasse (PSB).
For PSB production, 50 % bagasse (based on wood consumption) were assumed as reference since Belini et al. (2012) and Mendes et al. (2012) found that the best treatment in terms of physical and mechanical properties values was 50 % wood and 50 % bagasse. The authors analyzed panels manufactured with a mixture of wood, sugarcane bagasse particles, and urea-formaldehyde (UF) resin, comparing the results obtained with the technical requirements applied to conventional particle boards made only with wood and UF resin.
2.2 Description of the system boundaries
The system in question comprises the sugarcane bagasse generation subsystem, the bagasse distribution subsystem, and the PSB production subsystem in a cradle-to-gate approach.
Bagasse generation subsystem
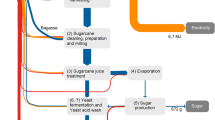
Sugarcane bagasse is a co-product of the ethanol and/or sugar production. It is mostly composed of fibers and water generated in the milling process. In general, the moisture content of bagasse is 40–50 %, and its major chemical components are cellulose (30 %), hemicelluloses (23 %), and lignin (22 %) (Dawson and Boopathy 2008), which account for approximately half of the sugarcane matter. The bagasse can be used for many purposes, mainly as a source of energy in cogeneration plants of the sugarcane industry (Silva et al. 2014a). In addition, it can also be used in the manufacture of wood-based panels—as particle boards. It can partially replace wood as a raw material reducing the demand for wood. In this study, the sugarcane bagasse generated in the distilleries of hydrated fuel ethanol was used. According to Ometto et al. (2009), the system boundaries to produce ethanol include agricultural and industrial activities. The agricultural phase includes soil preparation, sugarcane planting, application of chemicals, irrigation, harvesting, and transport, while the industrial phase includes sugarcane reception, washing and milling, juice decantation, fermentation, and distillation. Bagasse is generated from the juice extraction during the milling process and is then transported to the particle board industry. Figure 1 shows the system boundary of the bagasse generation subsystem.

System boundary of the sugarcane bagasse generation subsystem
Bagasse distribution subsystem
The bagasse generated during the milling process is transported by a EURO 3 truck with payload of 27 t to the panel industry and stored with wood logs before the manufacturing processes (see Fig. 2). The distance assumed was 80 km, adopting the city of São Paulo as the reference destination.

System boundary of the PSB production subsystem
PSB production subsystem
Particle board is usually made with agglutinated and compacted particles from reforested wood, which are combined with heat and pressure application, consolidating the product. UF resin is the most common adhesive, which is the binding agent to agglutinate wood particles (Silva et al. 2013b, 2014b; Wilson 2010b). The activities to produce particle board are separated into forest and industrial production phases, as shown in Fig. 2. The main activities in the forest phase are: cultivation of seedlings, soil preparation, planting of seedlings, forest management, wood harvesting, and transport; the industrial production phase includes: wood logs reception and storage, wood chipping, drying and classification of particles, blending, mat forming and pressing, and finishing. It is important to note that the conventional particle board and PSB manufacture are similar, and the main difference is the addition of sugarcane bagasse during the industrial process of the production of particles.
2.3 Data source and assumptions
For the life cycle inventory (LCI) phase, dataset inventories of ethanol and particle board production for the Brazilian context were obtained from Ometto et al. (2009) and Silva et al. (2013a), respectively.
Ometto et al. (2009) evaluated the hydrated ethanol in Brazil, considering the primary data collected from 2001 to 2008 from sugarcane farms and fuel ethanol industries in the northeast of the state of São Paulo. They provided a cradle-to-grave product system including agricultural and industrial activities, distribution, cogeneration of electricity and steam, ethanol use for car driving, and industrial by-products recycling to irrigate sugarcane fields.
Nevertheless, as shown in Fig. 1, only the agricultural and industrial activities were included in the bagasse generation subsystem. Ometto et al (2009) assumed 0.05 % of the total material resource consumed as cutoff criterion, including the supply chain of electricity, diesel, chemicals (calcium carbonate and fertilizers), and transportation processes as ancillary subsystems. As previously defined, for the bagasse distribution subsystem, it was considered that the bagasse is transported by truck for a distance of 80 km from the fuel ethanol industry to the particle board manufacturing plant.
Silva et al. (2013a) provided LCIs of particle boards for forest and industrial phases based on primary and secondary data collected from 57 % of the Brazilian particle board production. The authors considered a cutoff criterion of 1 % of the total mass of all inputs consumed, considering the ancillary subsystems shown in Fig. 2, such as electricity generation, fuel production—diesel and heavy fuel oil and chemical production—limestone, fertilizers, pesticides, UF resin, and additives (paraffin emulsion and ammonium sulfate). For each 1 m3 (or 630 kg) of particle board, 687.20 kg of wood are consumed as logs (or 1.45 m3) with 474 kg/m3 average density (oven dry). Considering the addition of 50 % bagasse in the particle board manufacture, the consumption of 343.60 kg of bagasse was calculated.
2.4 Allocation procedure
As shown in Fig. 1, sugarcane bagasse generation occurs during fuel ethanol production, which indicates a multifunctional process. The adoption of an allocation procedure was necessary to determine the impacts of the sugarcane bagasse generation on the fuel ethanol production since was not possible to avoid it by means of division of the unit processes into two or more subprocesses or expansion of the product system to include the additional functions. The ISO 14040 standard (ISO 2006) states that, when allocation cannot be avoided, underlying physical relationship (e.g., mass or energetic value) or other nonphysical relationships can be applied as economic value. The allocation procedure based on physical relationship is relatively constant in time, unless technological changes in the product system or unit processes occurs. On the other hand, in some cases, the mass of a co-product can be larger than that of the main product (e.g., oil-refined products and biofuels) (Wang et al. 2004; Chen et al. 2010). In these cases, the allocation based on economic values is more appropriate.
Economic allocation takes into account the economic value added by the major products and co-products and highlights the driving forces of the industry (Ayer et al. 2007). It can be more suitable than mass allocation in a worldwide context governed by trade offers and goods flows (Chen et al. 2010), but it is unstable due to the potential market price fluctuations. However, since the sugarcane bagasse comes from biofuel ethanol production, the economic allocation was adopted.
Ometto et al. (2009) highlighted that for each ton of ethanol (or 1,250 l), 14.40 t of sugarcane are consumed and 4.085 t of bagasse are generated. The production of 1 m3 of PSB requires 343.6 kg of bagasse. Consequently, the production of 84.11 kg of ethanol is obtained, and it is necessary to consume 1.21 t of sugarcane as illustrated in Fig. 3.

Economic allocation criteria calculation
In 2012, according to the Brazilian annual statistics for sugarcane product prices (in Brazilian real, R$), the hydrous ethanol retail price was R$ 1.796/l (or R$ 2.25/kg) (Sugarcane Industry Association–UNICA 2013). On the other hand, the price of bagasse varies depending on the time of the harvest. According to the Energy Research Company (Empresa de Pesquisa Energética 2008), when the harvest season starts, the price can reach over R$ 30.00/t, and when harvest reaches its highest level, the sugarcane bagasse is offered at lower prices, and the average price was R$ 17.00/t for the 2006/2007 harvest. An updated data for sugarcane bagasse price was obtained from a sugarcane mill located in the northeast region of the state of São Paulo, and the average price reported was around R$ 55.00/t (or R$ 0.055/kg) for the 2011/2013 harvest. Therefore, for 343.60 kg of bagasse and 84.11 kg of ethanol, the prices can be estimated as R$ 18.90 and R$ 189.25, respectively, totaling R$ 208.15. Based on this information, in Fig. 3, the economic allocation criterion was 9.08 % to the bagasse. It means that the bagasse is responsible for 9.08 % of all impacts related to the agricultural and industrial activities showed in Fig. 3, and 90.92 % corresponds to the ethanol production life cycle impacts.
3 Life cycle impact assessment
The steps of classification and characterization, which are mandatory in the life cycle impact assessment (LCIA) phase, were considered in this study. Normalization and weighting were excluded from the study since they are optional elements.
The LCA model was constructed using the GaBi Professional software version 6. Two LCIA methods were used to evaluate nine impact categories. The abiotic depletion (elements) potential, acidification potential, eutrophication potential, global warming potential, ozone layer depletion potential, and photochemical oxidation potential were evaluated by the CML method (Guinée 2001), whereas ecotoxicity potential, human toxicity potential—cancer effects and human toxicity potential—noncancer effects were evaluated by the USEtox method (Hauschild et al. 2008; Rosenbaum et al. 2008). This choice is due to the fact that CML method is commonly used by many of the LCA studies on wood panels (González-García et al. 2009, 2011; Silva et al. 2013a, 2014b), while USEtox is a current method specifically developed to assess the worldwide toxicity effects.
Table 1 shows the results of the LCIA of 1 m3 of PSB. Figure 4 shows the PSB relative contribution (%) to each subsystem and impact category evaluated by CML and USEtox methods. A detailed discussion on these results is provided in Sections 3.1 to 3.9.

Relative contribution (%) of bagasse generation, bagasse distribution, and PSB production subsystems to each impact category
3.1 Abiotic depletion potential elements
The PSB production subsystem was responsible for 99 % of all impacts on abiotic depletion potential elements (ADPe). Approximately 52 % of the impacts are related to forest production in comparison to the industrial production phase. The ADPe impacts of the forest production are caused by the extraction of mineral coal, crude oil, and other nonrenewable resources needed for the production of diesel, which is used during transportation and field operation by trucks and tractors, mainly due to forest management and harvest activities. Regarding the industrial production phase, most impacts are caused by the production of heavy fuel oil (HFO; 42 %) and UF resin (36 %). HFO is an important thermal energy source in particle board manufacture in Brazil (Silva et al. 2013a), whose impacts are also related to the extraction of resources, such as crude oil and mineral coal. UF resin is produced from methanol and urea, which use mineral coal and natural gas in their production processes. The bagasse generation and distribution subsystems showed comparatively irrelevant impacts on the ADPe category, i.e., lower than 1 %.
3.2 Acidification potential
Most acidification potential (AP) impacts were generated by the PSB production subsystem (97 % of the AP impacts). Approximately 91 % are due to the industrial production in comparison to the forest production phase. The AP impacts during PSB industrial production phase are caused by the HFO combustion (69 %) because of the air emissions of sulfur derivatives. The impacts of bagasse generation and distribution subsystems were, respectively, 2 and 1 % of the total AP impacts.
3.3 Eutrophication potential
As for the eutrophication potential (EP) category, the bagasse generation (75 %) and the PSB production (24 %) subsystems were very relevant, mainly because of the emissions of nitrogen oxides to the air. This was the most relevant category for potential impacts of the bagasse generation subsystem. For the bagasse generation subsystem, nearly by 85 % of the impacts are caused by both chemicals application and sugarcane harvest activities, respectively, because of the application of N-based fertilizers to the soil as well as the use of diesel in the field operations. For the PSB production subsystem, approximately 94 % of the impacts are attributed to the UF resin production and HFO combustion in the industrial plant.
3.4 Global warming potential
PSB production was responsible for the majority of impacts on the global warming potential (GWP, 96 %). Approximately 75 % of the impacts are due to the industrial production phase, and 25 % are due to the forest production phase. The most relevant GWP impacts are related to the electricity generation (37 %) because of the use of nonrenewable sources (such as coal and oil in the Brazilian mix), the combustion of HFO (29 %) in the industrial particle board plant, and the UF resin production (27 %) due to the use of methanol and urea. According to Silva et al. (2013a), there is a net GWP impact of −939 kg of CO2eq/m3 of conventional particle board (because of the CO2 uptaken by photosynthesis). Nonetheless, in this study, we found a net GWP impact of −364 kg CO2eq/m3 of PSB. PSB provided a lower carbon footprint due to the impacts of the bagasse generation subsystem mainly that are related to the sugarcane harvest activity (i.e., diesel consumption by trucks and tractors in the field). Accordingly, the higher the bagasse consumption to produce PSB, the lower the PSB carbon footprint. Future research will focus on an in-depth study of carbon footprint for wood-based panels manufactured with agro-industrial residues.
3.5 Ozone layer depletion potential
The PSB production subsystem was 100 % responsible for the impacts on the ozone layer depletion (ODP). Approximately 55 % refer to the forest production and 45 % to PSB industrial production. As for forest production, the majority of impacts are related to diesel consumption (90 %). Regarding the industrial production phase, 93 % of impacts are caused by the electricity generation process. Bagasse generation and distribution subsystems showed irrelevant contributions to ODP.
3.6 Photochemical oxidation potential
According to the results obtained, 98 % of the impacts on the photochemical oxidation potential (POCP) were caused by the PSB production subsystem. Approximately 96 % of the POCP impacts are due to the PSB industrial production phase because of emissions of methane, carbon oxide, nitrogen oxides, and volatile oxygen compounds (VOCs). In the PSB industrial production phase, the impacts are mainly related to the drying and hot pressing activities (71 %), and 18 % of the impacts are due to the UF resin production since methanol and urea are used in the manufacturing process. Bagasse generation and distribution subsystems were responsible for only 2 % of the POCP impacts.
3.7 Ecotoxicity potential
Regarding the ecotoxicity potential (ECP), 99 % of the impacts were related to the PSB production subsystem because of the forest production phase (96 %). The ECP impacts are particularly linked to the use of glyphosate herbicide in the forest management activities. These findings were also found by Silva et al. (2013a) who studied conventional particle board manufacture showing how relevant emissions of glyphosate are to the ECP category. Therefore, whether or not the sugarcane bagasse is added to particle board manufacture will not affect significantly the ECP impacts since glyphosate emissions are the hotspots.
3.8 Human toxicity potential—cancer effects
The PSB production subsystem was the major contributor to human toxicity potential-cancer effects (HTPC) with almost 100 % of the impacts. Approximately 91 % of the impacts are caused by the industrial production phase mainly because of the UF resin use. In this category, the impacts of the UF resin were the greatest in relation to those of the others. Thus, Silva et al. (2014b) have suggested MUF resin as an alternative to replace UF resin mainly due to its lower contributions to POCP and human toxicity.
3.9 Human toxicity potential—noncancer effects
Finally, the PSB production subsystem showed 98 % of impacts to human toxicity potential-noncancer effects (HTPNC), mainly because of the industrial production phase. The impacts are mostly related to the generation of electricity (75 %) because of the use of nonrenewable resources, such as coal and oil in the Brazilian electricity production.
4 Discussion of improvement opportunities
The main hotspots in the cradle-to-gate assessment of PSB in each impact category are shown in Table 2.
As can been seen, all hotspots are related to the PSB production subsystem, which includes the forest and industrial production phases. Most impacts are related to the PSB industrial production phase mainly due to the HFO, electricity, and UF resin. The bagasse generation subsystem was relevant only to EP impacts due to the chemical application and diesel consumption. The bagasse distribution subsystem was not relevant since the relative impacts were lower than 1 % for all categories.
Section 4.1 shows a comparison of LCA results between PSB and the conventional particle board including land use impacts because of their importance to the study of products from renewable resources. Section 4.2 provides a scenario analysis of the influence of the allocation criteria on PSB production. Finally, Section 4.3 shows alternative manufacturing scenarios varying the sugarcane bagasse consumption during the PSB production.
4.1 Comparison results: conventional particle board vs. PSB
The environmental performance of Brazilian conventional particle board and PSB production was compared as shown in Sections 4.1.1 and 4.1.2. For this purpose, since both particle boards must be equivalent, Table 3 shows their main physical-mechanical specifications and Table 4 shows the function and functional unit adopted in the comparative LCA.
For this comparative LCA, the dataset used was a combination of two different data sources:
-
Conventional particle board—the LCI of the particle board produced in Brazil was obtained from Silva et al. (2013a);
-
PSB—the dataset detailed in Section 2.3 was used, i.e., the combined LCI data from Ometto et al (2009) and Silva et al. (2013a). In addition, the best wood/bagasse treatment observed in Table 3 was considered—50 % wood and 50 % bagasse.
4.1.1 Environmental impact assessment
Figure 5 shows the relative contribution of the life cycle impacts of the conventional particle board and PSB by CML2001 and USETox2008 methods.

Relative contribution (%) of particle board and PSB to each impact category
The results show that the particle board and PSB are similar in terms of relative impacts in most of the categories evaluated. The differences in the AP, EP, GWP, ODP, POCP, HTPC, and HTPNC results were lower than 1 %. This similar environmental profile is due to the fact that the hotspots (see Table 2) are mainly related to HFO, electricity, and UF resin applied to the industrial production of PSB, which are the same those of conventional particle board. As previously discussed, the addition of sugarcane bagasse to the particle board manufacture only reduces wood consumption and the consequent impacts on the forest production subsystem, which explains why both particle board and PSB gives equivalent results in these categories.
Figure 5 demonstrates that PSB caused fewer impacts on ADPe (40 %) and ECP (45 %). The use of sugarcane bagasse reduces wood demand, hence the impacts related to ADPe during forest production, such as the consumption of diesel. The impacts to ECP caused by PSB were minimized mainly because of the reduction in the use of glyphosate in forest management activities.
4.1.2 Land use
According to Baitz (2002), there is no consensus on the ideal method for land use evaluation. However, a set of indicators have been incorporated into the GaBi software to model land use aspects in LCA:
-
Biotic production (BP)—the amount of biomass that was not produced due to the functional unit regarded.
-
Erosion resistance (ER)—represents the ability of a terrestrial ecosystem to withstand soil loss through erosion.
-
Groundwater replenishment (GWR)—the amount of groundwater, which could not be replenished due to the functional unit regarded during the time of use.
-
Land occupation (LO)—examines the direct impacts of land use considering not only the land area and time of occupation, but also its soil quality.
-
Mechanical filtration (MF)—the amount of water which could not be filtered due to the functional unit regarded during the time of use.
-
Physicochemical filtration (PCF)—related to cations, which could not be fixed to the soil due to the functional unit regarded during the time of use.
The land use impacts are related to both agricultural and forest production activities, respectively, for the bagasse generation and PSB production subsystems. According to Silva et al. (2013a), for each 1 m3 of particle board, there is 0.005 ha of wood-cultivated area; according to Ometto et al. (2009), for 1 ton of ethanol, there is 0.20 ha of sugarcane-cultivated area. Accordingly, in order to produce PSB (mixing 50 % wood and 50 % bagasse), it is necessary to occupy 0.0025 ha (25 m2) and 0.10 ha (1,000 m2) of wood and sugarcane areas, respectively. Table 5 shows the results of land use impacts due to the occupation process expressed by the indicators proposed by Baitz (2002). Figure 6 compares the relative contribution of the particle board and PSB to each land use indicator.

Relative contribution (%) of particle board and PSB to each land use indicator
As can be seen in Table 5, the traditional particle board showed higher values according to all indicators, explained by the greater demand of land. The forest production activities were the most important contributors to both particle board and PSB impacts, mainly due to the harvesting and transportation activities. According to Fig. 6, PSB caused fewer impacts in comparison to the particle board, ranging from 38 to 40 % of all land use impacts. Most PSB impacts are related to forest production phase as follows: BP (86 %), ER (86 %), GWR (74 %), LO (75 %), MF (86 %), and PCF (85 %).
4.2 Influence of the allocation criteria
Although the economic allocation criterion adopted was 9.08 %, it can be unstable due to the market price fluctuations, as discussed in Section 2.4. Accordingly, to evaluate the influence of different economic allocation criteria on the overall environmental impacts of the PSB, two more scenarios were assumed: (1) the bagasse price is halved, simulating full harvest of sugarcane, when bagasse can be offered at very low prices; (2) or doubled, simulating the beginning of the sugarcane harvest, when bagasse supply is scarce. Based on these scenarios, the following economic allocation criteria were considered:
-
Scenario 0—baseline represents 9.08 % of allocation criterion
-
Scenario 1—economic allocation criterion is half the baseline, i.e., 4.54 %
-
Scenario 2—economic allocation criterion is as large as that of the baseline, i.e., 18.16 %.
Figure 7 shows the assessment of three scenarios.

Scenario analysis: influence of allocation criteria on each impact category
The influence of the economic allocation criteria was irrelevant in most of the impact categories evaluated because the differences were smaller than 1 %, except for the EP category. Therefore, fluctuations in the market prices of sugarcane bagasse are relevant only to potential impacts on EP, whose differences were 38 % between scenarios 0 (baseline) and 1, and 75 % between scenarios 0 and 2. Considering these results, it is important to study the influence of the consumption of the bagasse added to wood-based panels manufacture, paying special attention to EP impacts.
4.3 Influence of sugarcane bagasse consumption
In this study, the reference of sugarcane bagasse consumption was 50 %, based on Belini et al. (2012) and Mendes et al. (2012). However, a mixture of wood and bagasse can be changed directly influencing the environmental performance of PSB, as shown in Fig. 8.

Scenario analysis: influence of sugarcane bagasse consumption on each impact category
According to the five treatments evaluated by Belini et al. (2012), five scenarios have been established:
-
Scenario 0—baseline representing a consumption of 50 % bagasse and 50 % wood
-
Scenario 1—consumption of 0 % bagasse and 100 % wood
-
Scenario 2—consumption of 25 % bagasse and 75 % wood
-
Scenario 3—consumption of 75 % bagasse and 25 % wood
-
Scenario 4—consumption of 100 % bagasse and 0 % wood.
For AP, GWP, ODP, POCP, and HTPC, the impact results of the baseline scenario were similar to those of all other scenarios analyzed, with less than 8 % difference. Thus, for these impact categories, the replacement of wood with sugarcane bagasse (in 0–100 % range) in the particle board production was not relevant in terms of potential impacts. Nevertheless, for ADPe, EP, ECP, and HTPNC, the influence of bagasse consumption was significant, exceeding the 8 % difference. Increasing the amount of bagasse addition, the potential impacts were lower for ADPe, EP, and ECP categories and higher for the HTPNC category.
The impact reduction for ADPe, EP, and ECP is due to the reduced demand for wood in the field since it increases the amount of residual sugarcane bagasse added to the production of the panel. The controversy observed in the HTPNC category comes from the environmental impacts of sugarcane bagasse generation subsystem. According to Ometto et al. (2009), freshwater emissions of heavy metals such as lead are generated from the sugarcane agricultural production because of diesel (used in field operations) and calcium carbonate (limestone constituent).
Scenario 1 provided the greatest potential impacts to all categories, except for HTPNC, but the lowest impacts were shown by scenario 4, which was responsible for 51 % fewer ADPe impacts, 12 % fewer EP impacts, 21 % fewer ECP impacts, and 8 % more HTPNC impacts in comparison to those of scenario 0 (reference). On the other hand, according to Belini et al. (2012), sugarcane bagasse can provide satisfactory quality properties for use in wood panels when mixed up to 75 %. Accordingly, we suggest keeping this percentage because scenario 3 (75 % bagasse) was the second most environmentally friendly alternative evaluated.
5 Conclusions
This paper has reported an LCA case study of sugarcane bagasse added to particle board manufacturing considering three subsystems (bagasse generation, bagasse distribution, and PSB production). The potential environmental impacts of PSB were assessed using nine impact categories to determine the hotspots in order to assist wood-based panel producers with environmental performance using sugarcane bagasse as a raw material. All hotspots identified by the CML and USETox methods are mainly related to the PSB production subsystem (24–100 % of impacts), which includes forest and industrial production phases. Most impacts are related to the PSB industrial production, mainly due to HFO, electricity, and UF resin. The bagasse generation subsystem was relevant only to the EP category (75 % of impacts), whereas the bagasse distribution subsystem was not relevant since the impacts were lower than 1 % for all categories. PSB can substitute the conventional particle board mainly due to its lower contribution to abiotic depletion and ecotoxicity. Regarding land use impacts, PSB showed lower values according to all indicators (38–40 % of all impacts), which is explained by the lower demand for land occupation. Therefore, PSB could substitute traditional particle boards due to its better environmental performance. The influence of economic allocation criteria was relevant only to the EP category, whose differences were 38 % between scenarios 0 (baseline) and 1 and 75 % between scenarios 0 and 2. With regard to the influence of sugarcane bagasse consumption, the impact results were relevant to ADPe, EP, ECP, and HTPNC, and we suggest mixing sugarcane bagasse up to 75 % to produce particle boards. Further LCA research should address other sources of organic residues that can be applied to produce wood-based panels mainly focusing on carbon footprint and also other types of wood panels (e.g., MDF).
References
ABNT–Brazilian National Standards Organization (2006) ABNT NBR 14810-2: Wood particleboard—part 2: requirements. ABNT, Rio de Janeiro
ABRAF–Brazilian Association of Forest Plantation Producers (2013) Yearbook statistical ABRAF: base year 2012. STCP Engenharia de Projetos, Brasília
Alting L, Legarth JB (1995) Life cycle engineering and design. CIRP Ann 44:569–580
Amin N (2011) Use of bagasse ash in concrete and its impact on the strength and chloride resistivity. J Mater Civ Eng 23:717–720
Ayer NW, Tyedmers PH, Pelletier NL, Sonesson U, Scholz A (2007) Co-product allocation in life cycle assessments of seafood production systems: review of problems and strategies. Int J Life Cycle Assess 12:480–487
Baitz M (2002) Die Bedeutung der funktionsbasierten Charakterisierung von Flächen-Inanspruchnahmen in industriellen Prozesskettenanalysen. Ein Beitrag zur ganzheitlichen Bilanzierung. Dissertation. Shaker (Berichte aus der Umwelttechnik), Aachen
Barros Filho RM, Mendes LM, Novack KM, Aprelini LO, Botaro VR (2011) Hybrid chipboard panels based on sugarcane bagasse, urea formaldehyde and melamine formaldehyde resin. Ind Crop Prod 33:369–373
Battistelle RAG, Marcilio C, Rocco Lahr FA (2008) Emprego do bagaço da cana-de-açúcar (Saccharum officinarum) e das folhas caulinares do bambu da espécie Dendrocalamus giganteus na produção de chapas de partículas. Rev Minerva 5:297–305
Belini UL, Tomazello Filho M, Louzada JLPC, Rodrigues JCC, Astolphi JRS (2012) Pilot study for MDF manufacture from sugarcane bagasse and eucalyptus fibers. Eur J Wood Prod 70:537–539
Biazus A, Hora AB, Leite BGP (2010) Panorama de mercado: painéis de madeira. BNDES Setorial 32:49–90
Chen C, Habert G, Bouzidi Y, Jullien A, Ventura A (2010) LCA allocation procedure used as an incitative method for waste recycling: an application to mineral additions in concrete. Resour Conserv Recycl 54:1231–1240
Dawson L, Boopathy R (2008) Cellulosic ethanol production from sugarcane bagasse without enzymatic Saccharification. BioResources 3:452–460
Empresa de Pesquisa Energética (2008) 1° leilão de energia de reserva–2008: definição do preço inicial. Ministério de Minas e Energia. http://www.aneel.gov.br/aplicacoes/editais_geracao/documentos/012008-ANEXO%2011%20-%20Apendice%202%20-%20NT%20EPE-DEE-DEN-067_2008-r0.pdf. Accessed 11 May 2013
Garcia R, Freire F (2014) Carbon footprint of particleboard: a comparison between ISO/TS 14067, GHG Protocol, PAS 2050 and Climate Declaration. J Clean Prod 66:199–209
González-García S, Feijoo G, Widsten P, Kandelbauer A, Rusch-Zikulnig E, Moreira MT (2009) Environmental performance assessment of hardboard manufacture. Int J Life Cycle Assess 14:456–466
González-García S, Feijoo G, Heathcote C, Kandelbauer A, Moreira MT (2011) Environmental assessment of green hardboard coupled with a laccase activated system. J Clean Prod 19:445–453
Guinée JB (2001) Life cycle assessment: an operational guide to the ISO standards. LCA in perspective – operational annex to guide. Centre for Environmental Science, Netherlands
Hauschild MZ, Huijbregts M, Jolliet O, Macleod M, Margni M, van de Meent D, Rosenbaum RK, McKone T (2008) Building a model based on scientific consensus for life cycle impact assessment of chemicals: the search for harmony and parsimony. Environ Sci Technol 42:7032–7037
ISO - International Organization for Standardization (2006) ISO 14040: Environmental management–Lifecycle assessment–principles and framework. ISO, Geneva
Karade SR (2010) Cement- bonded composites from lignocellulosic wastes. Constr Build Mater 24:1323–1330
Madurwar MV, Ralegaonkar RV, Mandavgane SA (2013) Application of agro-waste for sustainable construction materials: a review. Constr Build Mater 38:872–878
Mendes RF, Mendes LM, Guimarães Júnior JB, Santos RC, Silva César AA (2012) Efeito da associação de bagaço de cana, do tipo e do teor de adesivo na produção de painéis aglomerados. Cienc Florestal 22:161–170
Ometto AR, Hauschild MZ, Roma WNL (2009) Lifecycle assessment of fuel ethanol from sugarcane in Brazil. Int J Life Cycle Assess 14:236–247
Rivela B, Hospido A, Moreira T, Feijoo G (2006) Life cycle inventory of particleboard: a case study in the wood sector. Int J Life Cycle Assess 11:106–113
Rosenbaum RK, Bachmann TM, Gold LS, Huijbregts MAJ, Jolliet O, Juraske R, Koehler A, Larsen HF, MacLeod M, Margni M, McKone TE, Payet J, Schuhmacher M, van de Meent D, Hauschild MZ (2008) USEtox—the UNEP/SETAC-consensus model: recommended characterisation factors for human toxicity and freshwater ecotoxicity in life cycle impact assessment. Int J Life Cycle Assess 13:532–546
Santos MFN, Battistelle RAR, Bezerra BS, Varum HSA (2014) Comparative study of the life cycle assessment of particleboards made of residues from sugarcane bagasse (Saccharum spp.) and pine wood shavings (Pinus elliottii). J Clean Prod 64:345–355
Schweinle J (2007) Wood & other renewable resources: a challenge for LCA. Int J Life Cycle Assess 12:141–142
Silva AJP, Rocco Lahr FA, Christoforo AL, Panzera TH (2012) Properties of sugarcane bagasse to use in OSB. Int J Mater Eng 2:50–56
Silva DAL, Rocco Lahr FA, Garcia RP, Freire FMCS, Ometto AR (2013a) Life cycle assessment of medium density particleboard (MDP) produced in Brazil. Int J Life Cycle Assess 18:1404–1411
Silva DAL, Mendes NC, Varanda LD, Ometto AR, Rocco Lahr FA, Nee AYC, Song B (2013b) Life cycle assessment of urea formaldehyde resin: comparison by CML (2001), EDIP (1997) and USEtox (2008) methods for toxicological impact categories. In: Nee AYC, Song B, Ong SK (eds) Re-engineering Manufacturing for Sustainability: Proceedings of the 20th CIRP International Conference on Life Cycle Engineering. Springer, Singapore, pp 529–534. doi:10.1007/978-981-4451-48-2_86
Silva DAL, Delai I, Montes MLD, Ometto AR (2014a) Life cycle assessment of the sugarcane electricity generation in Brazil. Renew Sust Energ Rev 32:532–547
Silva DAL, Rocco Lahr FA, Varanda LD, Christoforo AL, Ometto AR (2014b) Environmental performance assessment of the melamine-urea-formaldehyde (MUF) resin manufacture: a case study in Brazil. J Clean Prod. doi:10.1016/j.jclepro.2014.03.007
Tabarsa T, Ashori A, Gholamzadeh M (2011) Evaluation of surface roughness and mechanical properties of particleboard panels made from bagasse. Compos Part B 42:1330–1335
Thoemen H, Irle M, Sernek M (2010) Wood-based panels: an introduction for specialists. Brunel University Press, London
UNICA-Sugarcane Industry Association (2013). Fuel prices at the retail level—hydrous ethanol—São Paulo State—annual average price. http://www.unicadata.com.br/preco-ao-consumidor.php?idMn=9&tipoHistorico=8&acao=visualizar&idTabela=1369&produto=etanol&estado=SP. Accessed 16 Mar 2013
Wang M, Lee H, Molburg J (2004) Allocation of energy use in petroleum refineries to petroleum products. Implications for life-cycle use and emission inventory of petroleum transportation fuels. Int J Life Cycle Assess 9:34–44
Wilson JB (2010a) Life-cycle inventory of particleboard in terms of resources, emissions, energy, and carbon. Wood Fiber Sci 42:90–106
Wilson JB (2010b) Life-cycle inventory of formaldehyde-based resins used in wood composites in terms of resources, emissions, energy and carbon. Wood Fiber Sci 42:125–143
Acknowledgments
The authors are grateful for the financial support provided by three Brazilian Governmental Funding Agencies: Coordination for the Improvement of Higher Education Personnel (“Coordenação de Aperfeiçoamento de Pessoas de Nível Superior”, CAPES–9331/13-1), The National Council for Scientific and Technological Development (“Conselho Nacional de Desenvolvimento Científico e Tecnológico”, CNPq) and São Paulo Research Foundation (“Fundação de Amparo à Pesquisa do Estado de São Paulo”, FAPESP-2011/03816-6 and 2013/06736-9).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Barbara Nebel
Rights and permissions
About this article

Cite this article
Silva, D.A.L., Lahr, F.A.R., Pavan, A.L.R. et al. Do wood-based panels made with agro-industrial residues provide environmentally benign alternatives? An LCA case study of sugarcane bagasse addition to particle board manufacturing. Int J Life Cycle Assess 19, 1767–1778 (2014). https://doi.org/10.1007/s11367-014-0776-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-014-0776-4