
Abstract
Purpose
Bioethanol demands for transport face uncertainty; additionally, the emergence of electric vehicles is raising concerns among the ethanol producers towards the future demand and viability of the industry. Thus, there is a need to look for new pathways of sugar and ethanol utilization. However, the environmental and economic implications of the existing and proposed systems must be assessed to ensure sustainability. The study aims to evaluate and compare the environmental and economic performances of sugarcane for three new sugar-electricity-polylactic acid (PLA) systems with the existing sugar-electricity-ethanol system. The environmental hotspots of the existing and proposed sugarcane biorefinery systems are investigated and potential measures for enhancing environmental sustainability of the new systems identified.
Methods
Life cycle assessment (LCA) is used for evaluating the environmental sustainability assessment of the sugarcane biorefinery and the eco-efficiency indicator, combining both the economic and environmental performances. The ReCiPe method with the hierarchist perspective at midpoint and the endpoint levels is used for quantifying the environmental impact scores. The reference unit is a tonne of cane processed at the biorefinery. The eco-efficiency is calculated based on the ReCiPe endpoint single score (“Pt”) and the values in “US$” of products from the different biorefinery systems.
Results and discussion
The results reveal that the PLA pathways to substitute ethanol and sugar production (PLA scenarios 1–3) can generate product values of about 83–220 US$/t cane processed leading to increased eco-efficiency values for all three PLA scenarios as compared to the existing sugar-electricity-ethanol system. The highest eco-efficiency (22 US$/Pt) is obtained for the pathways of PLA (scenario 3) and sugar-PLA (scenario 2). However, the LCA results show increased environmental impacts for all three PLA biorefinery scenarios. This implies that the new PLA pathways do not lead to “strong” eco-efficiency improvement, i.e., the improvement is not in both environmental and economic dimensions. Recommendations are provided to improve the environmental performances of both the existing and the new PLA biorefinery systems.
Conclusions
The sugarcane-based PLA biorefinery could be an option for the case that the existing sugar-electricity-ethanol faces an uncertainty on ethanol demand. Nevertheless, there is a trade-off between the increased environmental impacts and the higher price. Strong eco-efficiency improvement must be encouraged to the sugarcane-based PLA biorefinery systems. Using high-pressure boilers at the mills and changing cultivation practices to avoid the cane trash burning are recommended for the better decoupling of the environmental and economic performance of the sugarcane biorefinery systems.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Sugarcane (Saccharum officinarum) is recognized as an important crop for countries in the tropical and subtropical regions. In 2017, about 1841 Mt of sugarcane was produced from more than 120 countries (FAOSTAT 2018). Brazil is the world’s largest sugarcane producer with an annual production of about 758 Mt (contributing around 41% of total world sugarcane production), followed by India (306 Mt), China (104 Mt), Thailand (103 Mt), Pakistan (73 Mt), Mexico (57 Mt), Australia (37 Mt), Colombia (35 Mt), Guatemala (34 Mt), and the USA (30 Mt) (FAOSTAT 2018). So far, sugarcane has mainly been used to produce sugar; meanwhile, the by-product obtained from the milling, i.e., bagasse, is used internally as fuel to produce steam and electricity for running the sugar mill itself. Sugarcane molasses, another by-product obtained from the mill, is traded as a feedstock for other food and feed industries. The biorefinery concept has gained recognition as a promising system of biomass utilization for food, biofuel, and biochemicals (Ragauskas et al. 2006) and the concept of using sugarcane and its co-products has increasingly changed too. The sugarcane-based biorefinery is gaining interest of the sugar industry worldwide as a solution for maximizing the benefits of the whole sugar milling process (Renó et al. 2014; Dias et al. 2013).
Sugar mills nowadays play an important role as small power producers by using their own surplus bagasse along with other biomass as solid fuel during the off-season for sugarcane milling (Khatiwada et al. 2012; Jenjariyakosoln et al. 2014). Sugarcane molasses is currently used by the sugar mills in Thailand mainly as the feedstock for ethanol production (Silalertruksa et al. 2015; BOT 2017). Sugarcane is known to be used efficiently for first-generation ethanol production. In some countries like Brazil, ethanol is produced directly from the sugarcane juice (Smeets et al. 2008; van den Wall Bake et al. 2009). The increasing awareness on sugarcane biorefinery is extended from the existing sugar-electricity-ethanol to other products, e.g., chemicals including a variety of polymers (Dias et al. 2013; Pereira et al. 2015; Nishihara Hun et al. 2017). Hence, sugarcane is increasingly becoming a source of biofuels and bioplastic apart from sugar. The vast global market for sugarcane-derived products keeps the sugar industry growing continuously.
The sugar-electricity-ethanol biorefinery is attractive for the sugar industry worldwide including the sugar industry in Thailand where the government has promoted bioethanol as a transport fuel. Ethanol production in Thailand has continuously been increasing from 1.2 to 3.7 ML/day during 2010–2016 (DEDE 2017). Based on the ethanol production capacity of about 4.19 ML/day, sugarcane molasses shares about 64% followed by cassava (31%) and sugarcane juice (5%) (BOT 2017). Bioethanol demands for transport, nowadays, face uncertainty due to various factors such as the market price of crude oil and government policy promotion. For example, the current world crude oil price is not as high as in the years 2011–2014 when the oil price was more than 100 US$/barrel (Statista 2018). This has led to a concern on the cost competition between ethanol and gasoline. Additionally, the emerging of electric vehicles is raising concerns among the ethanol producers towards the future demand and viability of the industry (Sriroth 2017). Thus, there is a need to look for new pathways of sugar and ethanol utilization. However, the environmental and economic implications of the existing and proposed systems must be assessed to ensure sustainability.
There have been a number of studies in the past investigating the environmental performance of sugarcane biorefinery systems using a life cycle perspective. These include different areas of environmental aspects or assessment approaches used and with different biorefinery products from sugarcane including food, biofuels, and biochemicals. Several works have focused on the life cycle energy use and greenhouse gas emissions by comparing different sugarcane biorefinery systems, e.g., sugarcane-based ethanol for transport fuel and ethanol feedstock for ethylene production (Alvarenga and Dewulf 2013), sugarcane-based biorefinery for sugar, electricity, and ethanol (Seabra et al. 2011; Silalertruksa et al. 2015), and power generation from sugarcane residues (Khatiwada et al. 2012; Jenjariyakosoln et al. 2014). There have also been many life cycle assessment (LCA) studies considering multiple environmental impacts and multiple products from the sugarcane biorefineries including sugar, ethanol fuel, molasses, bagasse electricity, and biochemicals like L-lactide, D-lactide, sugar, ethanol, molasses, PLA plastic, gypsum, PE plastic, and poly-3-hydroxybutyrate (PHB) (Groot and Boren 2010; Renouf et al. 2011, 2013; Moncada et al. 2013; Suwanmanee et al. 2013; Changwichan et al. 2018).
Apart from the environmental sustainability perspective, the cost performance of sugarcane biorefinery for sugar, ethanol, and chemicals has also been investigated (Nonato et al. 2001; Moncada et al. 2013). Nevertheless, only a few studies have used the combined environmental and economic performances for selecting the appropriate pathways of sugarcane utilization as the biorefinery concept, e.g., the investigation of the ethanol-PHB biorefinery from sugarcane bagasse (Moncada et al. 2013) and the investigation of the sugar-electricity-ethanol biorefinery from sugarcane (Silalertruksa et al. 2015). There is also a gap on the approaches used for combining the environmental and economic performance assessment because it can be either a single indicator like eco-efficiency value or presenting LCA results alongside the economic performance indicator without combining as a single indicator.
The Thai government has also launched a 10-year plan to build a bioeconomy hub for the region and the bioplastics industry is one of the targets. Bioplastics is gaining interest as an option for addressing the plastic waste problem. PLA is one of the major raw materials used in the production of biobased and biodegradable plastics due to its biodegradability and its flexibility that can potentially substitute the conventional plastics derived from petroleum such as polypropylene (PP), polystyrene (PS), polyethylene terephthalate (PET), and acrylonitrile butadiene styrene (ABS) (Changwichan et al. 2018; European-Bioplastics 2018). Sugarcane can be used as a feedstock for the production of bioplastics such as polylactic acid (PLA). Some studies have reported that PLA and biobased plastics derived from sugarcane have lower greenhouse gas emissions and fossil depletion impact than their conventional plastic counterparts (Madival et al. 2009; Tsiropoulos et al. 2015). However, bioplastics do not always perform better than plastic and it is dependent on the end of life of the bioplastic waste too (Changwichan et al. 2018). This study aims to evaluate and compare the combined environmental and economic performances of sugarcane for the new sugar-electricity-PLA, sugar-PLA, and PLA systems with the existing sugar-electricity-ethanol system using LCA and eco-efficiency assessment. The environmental hotspots of the existing and proposed sugarcane biorefinery systems are investigated and potential measures for enhancing environmental sustainability of the new systems identified.
2 Materials and methods
2.1 Goal and scope of LCA
An LCA has been conducted for evaluating the environmental sustainability of different sugarcane biorefinery systems. The reference unit is set as a tonne of cane processed in the sugarcane biorefinery. The “ReCiPe” method with the Hierarchist perspective is used in the study as it is a recently updated life cycle impact assessment and both midpoint and endpoint factors are available (Huijbregts et al. 2016). Nine impact categories are focused in the life cycle impact assessment stage including climate change, terrestrial acidification, freshwater eutrophication, human toxicity, photochemical oxidant formation, particulate matter formation, terrestrial ecotoxicity, freshwater ecotoxicity, and fossil depletion. The endpoint indicator (“Pt”) has been evaluated using the “World ReCiPe H/A” method which refers to the normalization values of the world with the average weighting set (Huijbregts et al. 2016). The weighting factors used for human health, ecosystems, and resources are 400, 400, and 200. Hence, the total single index value of the studied biorefineries was obtained from the direct summation of the endpoint indicator (“Pt”) of the three endpoint categories.
2.2 Goal and scope of eco-efficiency
Eco-efficiency is defined as the ratio of environmental sustainability performance of a product system and its product system value (Saling 2016). Therefore, eco-efficiency is often used as the term for indicators that support the promotion of sustainable development in industry (Huppes and Ishikawa 2009; Long et al. 2015). Assessing eco-efficiency requires indicators of both economic and environmental performances according to the eco-efficiency formula defined by WBCSD, i.e., the ratio of “product or service value” to “environmental impact” (Verfaillie and Bidwell 2000; Silalertruksa et al. 2015). The monetary value created by the production system can be a useful output to show the system product value in the eco-efficiency estimation. LCA is encouraged to be used for the environmental part in the eco-efficiency calculations (ISO14045 2012).
In this study, the eco-efficiency of different sugarcane biorefineries is evaluated using the endpoint single score obtained from the ReCiPe method and the economic values of products obtained from the biorefinery system itself. The eco-efficiency of the sugarcane biorefinery can be calculated using Eq. (1):
Since the actual gross value added or profits of the biorefinery or the products are confidential, the market prices of products are, therefore, used in the study by assuming that the values of products will finally be reflected by the prices. The baseline market prices of sugarcane products used in the assessment are as follows: PLA at 0.43 US$/kg raw sugar (OCSB 2017), 0.55 US$/kg refined sugar (OCSB 2017), 0.87 US$/L of molasses ethanol (BOT 2017), 0.14 US$/kWh electricity (from biomass) based on the 2015 feed-in-tariff schemes of Thailand, and 2.84 US$/kg PLA (Alibaba 2017).
Alternatively, presenting the LCA results alongside the profitability indicator without combining the two can also help understand the situation of both environmental and economic performances. In the study, the portfolio of the relative environmental benefits and relative economic benefits of the PLA systems compared to the base case is also developed. The relative environmental benefit and relative economic benefit can be calculated from Eqs. (2) and (3). The term “Relative Env. benefit” stands for the relative environmental benefit of the new biorefinery compared to the base case (dimensionless); “Env. Impact indicator” stands for the environmental impact indicator of the biorefinery (“Pt”); “Relative Econ. benefit” stands for the relative economic benefit of the new biorefinery compared to the base case (dimensionless); “Product Econ. value” stands for the product economic value of the biorefinery (“US$”).
2.3 Sugarcane biorefinery system boundary
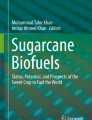
The existing sugarcane biorefinery, i.e., sugar-electricity-ethanol biorefinery (Silalertruksa et al. 2015, 2017) is evaluated and compared to the new pathways of sugarcane biorefinery, i.e., utilization of sugarcane for lactic acid (or sugar-electricity-PLA biorefinery) as shown in Fig. 1. The system boundary is cradle-to-gate including sugarcane cultivation and harvesting, sugarcane milling, ethanol production from molasses, steam and power production from bagasse, PLA production, and the other industrial activities related to auxiliary chemicals, distribution of raw materials, processing of sugarcane into sugar, and final production of lactic acid and PLA biopolymers.

Sugarcane biorefinery system for producing food (sugar), fuel (electricity, ethanol), and biochemical (PLA)
The description of final products related to the base case and the three PLA biorefinery scenarios is summarized in Table 1. The surplus electricity currently available for selling to grid as indicated in the base case will be used internally to fulfill the additional electricity demand for PLA production in the PLA scenarios 1–3. Hence, there is no surplus electricity for selling to the grid for those three scenarios. In fact, additional electricity from the external grid would be required to satisfy the demands of the PLA conversion process in the scenarios 2 and 3.
2.4 Data sources
2.4.1 Sugarcane cultivation and harvesting
The study refers to the average sugarcane production data obtained from the field survey of 800 contract farmers of the sugar mills in Thailand during the year 2014/2015. The sugarcane yield is about 75 t/ha-a. Diesel consumption for conventional farming is around 117 L/ha-a; meanwhile, for mechanical farming, it is around 203 L/ha-a. The conventional farming activity consists of land preparation, manual planting, and harvesting where the common practice is to burn the cane leaves and trash before harvesting. Mechanical farming in sugarcane cultivation system implies the use of machines for planting as well as harvesting the cane. The green cane (unburnt cane) is therefore obtained via mechanical farming. The burnt cane and green cane share about 64% and 36% of the total cane processed, respectively (OCSB 2014). The fertilizers used include ammonium sulfate, phosphate fertilizer, potassium chloride, and urea at about 88, 88, 225, and 71 kg/ha-a, respectively. Other agrochemicals used include glyphosate, paraquat, and atrazine at about 8, 5, and 6 kg/ha-a, respectively. Cane trash burning in the open field is a key environmental burden of the sugarcane industry because this will cause formation of smog, decline in soil fertility, and creation of air pollutants, e.g., particulate matter, CO, and CH4 (Silalertruksa et al. 2017). The emission factors of sugarcane residues burning are 2.7 g CH4/kg dry matter burnt and 0.07 g N2O/kg dry matter burnt. The amount of cane trash burnt can be estimated from the yield of sugarcane, the sugarcane residue to crop ratio (0.30), the fraction of trash burning in the field (0.30), and the burning efficiency (90%) (Pongpat et al. 2017).
2.4.2 Sugar-electricity production system
Sugarcane is delivered to the mill by truck and then loaded into the reception unit for washing and crushing to extract cane juice. This juice is clarified to remove the impurities and concentrated into syrup by boiling off excess water. The following process is the crystallization of syrup to sugar crystals, which will be separated from the syrup by centrifugation. Molasses is the syrup remaining after the sugar has passed through the centrifuge for the last time in a mill or refinery.
The study refers to the average production data collected from 20 sugar factories in Thailand. Per tonne of cane processed, the final products obtained from the mills include 62 kg of raw sugar, 34 kg of refined sugar, 44 kg of molasses, and 300 kg of bagasse. The bagasse obtained after extracting the cane juice is sent to the boilers as fuel for steam and power generation. The boiler capacity of the studied system is about 60 t steam/h and the steam pressure is around 20 and 22 bar. The high-pressure steam is expanded in the turbine to generate electricity and used internally. The exhaust steam exiting the turbine is also used in the biorefinery.
The average electricity generation from the 20 sugar factories is about 176 kWh/t bagasse. The surplus electricity after accounting for own use in the sugarcane milling can be exported to the grid. The allocation factor for molasses has been calculated at the sugarcane milling stage; the co-products to be considered in the allocation therefore include raw sugar, refined sugar, surplus bagasse (after accounting for the internal use for steam and electricity generation), and molasses. Economic allocation has been used in the assessment and the allocation factors for raw sugar, refined sugar, molasses, and surplus bagasse are about 0.5, 0.35, 0.1, and 0.05, respectively. Filter cake, another biomass residue from the milling process, is estimated to be around 51 kg/t cane processed. It is applied to the sugarcane plantations of the mills. Thus, the study assumed that it is used internally. The main chemicals used in the process are biocide (0.01 kg/t cane), lime (2 kg/t cane), brine (5 kg/t cane), and flocculant (0.03 kg/t cane). Nowadays, all the wastewater from milling process as well as the vinasse from ethanol plant are not discharged from the factory. For the mill, the wastewater is treated in the open pond inside the factory and returned to use in the factory itself. The environment impacts of the wastewater are therefore excluded from the study.
2.4.3 Ethanol conversion
The study considers the average production data of four molasses ethanol factories in Thailand. The production processes start from the yeast preparation, fermentation of molasses, distillation, and dehydration until getting the 99.5% purity ethanol that can be blended with gasoline for use as a transportation fuel. The plant conversion factor is about 4.2 kg molasses/L of ethanol. Electricity and steam used in the ethanol plant are also from the bagasse electricity produced by the sugar mills. The vinasse generated from the ethanol plant is currently treated in the factory and returned to irrigate the sugarcane plantation of the factory.
2.4.4 PLA production
Sugarcane-based PLA is produced via the fermentation process where sugar is first converted to lactic acid before polymerization to PLA. Since the production of lactic acid is not yet existing in the Thai sugarcane industry, the study therefore refers to the data from patents as well as literature (Groot and Borén 2010; Changwichan et al. 2018). Two feedstocks considered for the fermentation process to produce lactic acid are sugarcane molasses and sugar. The conversion factors used in the study are 3.3 kg molasses/kg PLA and 1.5 kg sugar/kg PLA. The key energy requirements for the PLA production process include 3 kg steam/kg PLA and 1.1 kWh electricity/kg PLA. Sulfuric acid and lime are the key chemicals used in the process. The inventory data for the production of materials, chemicals, and fuels used are taken from the Thai national LCI database (MTEC 2014) and the ecoinvent database (Ecoinvent 2012).
3 Results and discussion
3.1 Comparison of environmental and economic performances
The competitive use of sugarcane for sugar, ethanol, and PLA was elaborated by the comparison of the environmental impacts and eco-efficiency results between the base case and the new pathways of sugarcane biorefinery, i.e., sugar-electricity-PLA (namely PLA scenarios 1–3). Table 2 reveals that the PLA scenarios 1–3 can increase the economic value of the system as compared to the base case. The existing sugar-electricity-ethanol biorefinery brings about 56 US$/t cane; but the new systems can bring about 83–220 US$/t cane. Nevertheless, this economic benefit must be traded off with the increase in environmental impacts of the new biorefineries. For instance, the climate change impact would be increased from 45 kg CO2e/t cane processed (for base case) to 46–92 kg CO2e/t cane processed (PLA scenarios 1–3). The sugar-electricity-PLA pathways will also increase the other environmental impacts as compared to the base case. This is due to the increased energy and chemicals used for the PLA production process. The system showed that if the sugar is converted to produce PLA (PLA scenarios 2 and 3), the electricity produced internally from bagasse will not be enough to fulfill the increased demand for the PLA process and this requires the use of electricity from the grid.
3.2 Comparison of eco-efficiency
The industry generally considers the economic benefits as the key indicator for making decision when changing or implementing new alternative processes. Table 2 shows that the new PLA scenarios generate higher income from selling products as compared to the base case. However, the environmental impacts also increase for the new PLA scenarios. Eco-efficiency is thus used to trade off the increased environmental impacts and the increased economic values of the biorefinery. The eco-efficiency indicators for the different scenarios (Table 2) reveal that PLA scenarios 2 and 3 yield the highest eco-efficiency (22 US$/Pt) followed by the PLA scenario 1 and base case, respectively. The endpoint indicator (“Pt”) has been evaluated as a single index showing the total environmental impacts. Hence, the increased eco-efficiency indicators of the studied PLA scenarios show that the sugar-electricity-PLA is still attractive as compared to the sugar-electricity-ethanol system. It must be noted that using the WBCSD’s eco-efficiency indicator cannot distinguish between “weak sustainability” (e.g., economic value increase is higher than environmental impact increase) and “strong sustainability,” i.e., both environmental impact reduction and product value added improvement (Saling 2016). A separate investigation on the economic and environmental indicators is also necessary to move towards perfect decoupling between the two.
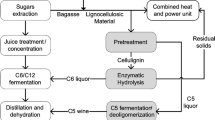
Figure 2 shows the portfolio of the relative environmental benefits and relative economic benefits of the PLA systems compared to the base case. The figure reveals that all the three PLA scenarios bring about positive eco-efficiency as compared to the base case because the plot of those three scenarios is above the diagonal line of the base case. However, all the three PLA scenarios are not consistent to the strong sustainability concept, i.e., both the economic and environmental dimensions are not positively improved. The environmental impacts of the new PLA systems should be considered further to identify the environmental hotspots for improvement.

Portfolio of the relative environmental benefits and relative economic benefits of the PLA systems compared to the base case
The eco-efficiency indicators are highly dependent on the selling price of the PLA in the market. The review of the market prices of PLA showed that there is a variation in the export prices of PLA in the four major producing countries over the year 2017, i.e., the USA (1.86–2.04 US$/kg PLA), Japan (1.91–2.17 US$/kg PLA), Germany (1.93–2.44 US$/kg PLA), and China (4.55–5.95 US$/kg PLA) (Plastics Insight 2019). Figure 3 shows the variation of the eco-efficiency results due to the changes in market price of PLA. Results indicate that if the PLA price is lower than 1.2 US$/kg, the PLA scenarios 2 and 3 will start to have a lower eco-efficiency than the base case and will make the PLA biorefinery less attractive.

Eco-efficiency of biorefinery varied by the changes in market price of PLA
3.3 Environmental hotspots
Figure 4 shows the main contributors to the midpoint environmental impact results as elaborated in Table 2. The analysis is classified into the main processes, i.e., sugarcane cultivation and harvesting (SC Cultivation), sugarcane milling including steam and power generation (Milling), PLA production process (PLA), transport, and the remaining processes. The environmental hotspots can be identified as follows:

Contribution to each environmental impact classified by life cycle stages
3.3.1 Climate change
The major contributor to the climate change impact in the base case and PLA scenario 1 is the feedstock cultivation (Fig. 4). The major source of GHG emissions during sugarcane cultivation and harvesting is the CH4 generated during the burning of cane trash and leaves before harvesting and the N2O emissions from N-fertilizer application. However, for the PLA scenarios 2 and 3, the feedstock cultivation, though important, is not the largest contributor to GHG emissions. The largest contribution is from the PLA production process due to the additional grid electricity required for the PLA process and the use of sulfuric acid.
3.3.2 Terrestrial acidification
Terrestrial acidification potential (AP) results mainly came from the emissions of acidifying pollutants, e.g., SO and NOx. The acidifying pollutants reach the atmosphere and react with water vapor to form acids. The major contributor to the terrestrial acidification impact in the base case and PLA scenario 1 is also the feedstock cultivation stage, i.e., NOx emissions from burning the cane trash and leaves before harvesting (Fig. 4). However, for the PLA scenarios 2 and 3, SOx from the production and use of sulfuric acid in the PLA production stage is the major contributor to the acidification impact.
3.3.3 Freshwater eutrophication
Freshwater eutrophication is the potential impact of excessively high environmental levels of macronutrients, the important of which are nitrogen (N) and phosphorus (P). The major contributor to the freshwater eutrophication impact in the base case and PLA scenario 1 is the feedstock cultivation stage due to the use of glyphosate and chemical fertilizers. For the PLA scenarios 2–3, the major contributor to freshwater eutrophication is the PLA production, i.e., the production and use of sulfuric acid (Fig. 4). The wastewater from the milling plant will generally contribute to the freshwater eutrophication impact. However, nowadays, the wastewater from milling process as well as the ethanol plant is not discharged from the factory. It is treated in the open pond inside the factory and returned to use in the factory itself. The impact to the environment of the wastewater is therefore not taken into account in the study. Transport contributes very less to this impact category is thus not visible in Fig. 4.
3.3.4 Human toxicity
Human toxicity provides relative comparisons of a large number of chemicals that may have the potential to contribute to cancer or other negative human health effects. The major contributor to the human toxicity impact in the base case and the PLA scenario 1 is the feedstock cultivation stage due to the production and use of chemical fertilizers and agrochemicals like glyphosate. For the PLA scenarios 2 and 3, the major contributor to human toxicity impact is still the production and use of chemicals, e.g., sulfuric acid in the PLA production stage (Fig. 4).
3.3.5 Photochemical oxidant formation
The impact on photochemical oxidant formation stems from the formation of reactive chemical compounds such as ozone by the action of sunlight on certain primary air pollutants including nitrogen oxides (NOx), carbon monoxide (CO), methane (CH4), and volatile organic compounds (VOCs). Contrary to the other impact categories, the major contributor to the photochemical oxidation impact in the base case and all the PLA scenarios is the feedstock cultivation stage. The main source is the air emissions during the burning of cane trash and leaves before harvesting (Fig. 4).
3.3.6 Particulate matter formation
The major contributor to the particulate matter formation impact in the base case and the PLA scenario 1 is the emissions during the cane trash and leaves burning before harvest, in the feedstock cultivation stage. For the PLA scenarios 2 and 3, apart from the cane trash burning, the production of chemicals that are used in the milling and PLA production process is also important (Fig. 4).
3.3.7 Terrestrial ecotoxicity
The major contributor to the terrestrial ecotoxicity impact in the base case and all PLA scenarios is the use of agrochemicals including glyphosate, ammonium sulfate, urea, and other chemicals. However, for the PLA scenarios 1–3, there are also significant contributions from the PLA process, i.e., the production and use of sulfuric acid and lime (Fig. 4).
3.3.8 Freshwater ecotoxicity
The freshwater ecotoxicity impact of the base case and all PLA scenarios is dominated by the use of agrochemicals, e.g., glyphosate and chemical fertilizers during the sugarcane cultivation. For the PLA scenarios 1–3, there are two additional contributors from the PLA process, i.e., the production and use of sulfuric acid and lime (Fig. 4). Transport contributes very less to this impact category.
3.3.9 Fossil fuel depletion
The major contributor to the fossil fuel depletion impact for the base case is the diesel consumption for agricultural machinery during sugarcane cultivation and harvesting. This shares about 40% of the fossil fuel depletion impact of the base case. The second highest contribution comes from the production and use of fertilizers like urea and ammonium sulfate. In addition, transport of sugarcane contributes around 12% of the total fossil fuel impact for the base case. For the PLA scenarios 1, 2, and 3, there are two major sources of fossil depletion impact during the PLA production process: the grid electricity used and the production of chemicals used (Fig. 4).
3.4 Recommendations for sugarcane biorefinery
The eco-efficiency results point out that the new PLA pathways can be competitive for substituting the existing sugar-electricity-ethanol biorefinery in Thailand. The main reason is the increased economic value of products obtained from the new PLA systems. Nevertheless, the LCA results show that the new PLA pathways will increase the environmental impacts. The results imply that the new PLA pathways are not decoupling economic growth from environmental deterioration, which should be the aim of eco-efficiency improvement. To achieve the strong eco-efficiency, i.e., the improvement in both environmental and economic dimensions, environmental improvement of the new PLA pathways needs to be encouraged to the industry too. The environmental hotspots analyses using LCA identified areas for further environmental sustainability improvement of both existing and the new PLA biorefinery systems.
The conventional sugarcane harvesting, i.e., burning cane trash before harvesting, plays an important role for various environmental impacts such as climate change, acidification, photochemical oxidant formation, and particulate matter formation. Burnt cane currently shares about 64% of the total cane processed into the sugar mills of Thailand. This must be improved via the promotion of the mechanized farming, green cane harvesting, and logistics (Braunbeck and Magalhães 2014; Pongpat et al. 2017).
-
(1)
The PLA production process shows a significant contribution to most of the environmental impacts for the case of PLA scenarios 2 and 3. The first major source is the additional grid electricity (Thai grid mix electricity) required to fulfill the energy demands for the new processes, i.e., sugar fermentation to produce lactic acid, lactide synthesis and purification, and the PLA production (Groot and Borén 2010). The second major source is the chemicals use in the PLA production process. Hence, to enhance the environmental and economic sustainability of the sugarcane-based biorefinery system, the increased efficiency of steam and electricity generation is necessary. High-pressure boilers as well as co-generation systems should be encouraged. For example, nowadays, there is a wide range of efficiency for steam and electricity production systems of the sugar mills in Thailand depending on the boiler technologies, i.e., high pressure and low pressure. The range was found to be 75–460 kWh/t bagasse (Silalertruksa et al. 2017; Jenjariyakosoln et al. 2014). The high electricity conversion efficiency, i.e., 460 kWh/t bagasse, is significantly higher than the base case which is about 176 kWh/t bagasse. Thus, there is a high potential for further enhancing sugar-electricity-PLA biorefinery system to the sugarcane industry if the new boiler technology is installed. Table 3 shows the comparative results of environmental performance, economic value, and eco-efficiency of the proposed sugar-electricity-PLA biorefinery scenarios. The results show that the change to the new boiler system can bring about a positive benefit for both environmental and economic performances in different ways. For example, the economic benefits would be increased due to the selling more surplus electricity; meanwhile, the environmental impacts were not changed. For PLA scenarios 2 and 3, although the economic benefits are not improved because the systems would not have the surplus electricity to sell to the grid; however, the environmental impacts would be decreased because the use of grid electricity for the PLA processes is decreased. Hence, the eco-efficiency indicators for all those scenarios would be improved.
-
(2)
In Thailand, the promotion of biochemicals and bioplastics is still in the early stages. In view of feedstock availability, Thailand has a high potential for sugar-based biochemical platform because of the substantial amount of sugarcane that is currently used mainly to produce sugar for export. However, the economic and environmental performances over the life cycle still have to be considered by the policy makers. LCA as well as eco-efficiency can be used as the sustainability assessment tools to support decision-making on selecting the appropriate pathways for sugarcane utilization. Using the sugarcane for biochemicals, e.g., PLA, will increase the value added of the products. However, it can be seen in the study that the market price of PLA can be varied by many factors. The most important thing to do for the sugarcane biorefinery industry as well as the policy makers is therefore the improvement of production efficiency in terms of resource and energy use. Currently, there is a variety of sugarcane biomass in the existing sugar-electricity-ethanol biorefinery that can be used for increasing the value. For example, the filter cake from the milling process and vinasse from the ethanol process can be used as organic fertilizers to substitute chemical fertilizers and improve soil condition in the sugarcane plantation. Cane trash can also be collected and used as solid fuel for steam and power generation in the sugar mills (Silalertruksa et al. 2017). This sugarcane biorefinery concept needs to be encouraged in the industry.
-
(3)
It should be noted that the treatment of sugarcane biorefineries wastewater is another essential factor to the environmental sustainability of the sugarcane industry. The wastewater generated from the milling process and ethanol production process in the biorefinery are estimated to be around 260 L/t cane processed and 10 L/L ethanol produced, respectively (Silalertruksa et al. 2017). Importantly, those wastewaters contain high organic loading, i.e., the milling wastewater contains about 1100–4700 mg COD/L and the ethanol process’s wastewater, also known as vinasse, contains about 110,000–190,000 mg COD/L (Silalertruksa et al. 2017; Fito et al. 2019) that needs to be managed appropriately. The leakage or discharge of untreated wastewater especially the vinasse can detrimentally affect to the ecosystem and causing the environmental impact as freshwater eutrophication. For the base case of the study, the milling wastewater is treated in the oxidation and stabilization pond system and the treated wastewater is returned to use in the cooling system without discharging to the environment; the vinasse is returned to irrigate the sugarcane plantation of the factory. This ferti-irrigation practice can reduce fertilizer consumption, irrigation water cost, and help avoid the methane emission from the keeping of vinasse in the open lagoon inside the factory only. The methane emissions from the treatment of wastewater in the open lagoon of molasses ethanol factory are estimated to be around 2 kg CH4/L ethanol (Silalertruksa et al. 2017). There are also other potential approaches for vinasse management that have been implemented in the sugarcane biorefineries in Thailand, Brazil, and India, e.g., using up-flow anaerobic sludge blanket (UASB) for wastewater treatment and biogas production, mixing vinasse with filter cake for compost production and the concentration by evaporation and used as the fuel to burn in the boiler for energy generation (Christofoletti et al. 2013; Fito et al. 2019). Nevertheless, different management approaches will bring about the different environmental benefits that need further investigation for each specific case study. In addition, the decisive factors for selecting the wastewater management technique of each sugarcane biorefinery factory will depend on the other factors too, i.e., the technical feasibility, ease of implementation, and investment cost.
4 Conclusions
The environmental performance and the total economic value of products generated per tonne of sugarcane processed into the new sugar-electricity-PLA systems were evaluated and compared with the existing sugar-electricity-ethanol system in Thailand. The results revealed that the new sugar-electricity-PLA, sugar-PLA, and PLA systems can generate product values of about 83–220 US$/t cane processed which is higher than the existing sugar-electricity-ethanol system (56 US$/t cane processed). The comparison of the eco-efficiency showed that the new sugar-PLA (PLA scenario 2) and PLA (PLA scenario 3) systems bring about the highest eco-efficiency (22 US$/Pt) followed by the PLA scenario 1 (19 US$/Pt) and base case (14 US$/Pt), respectively. However, the environmental impacts of the new biorefineries are higher for all the impact categories. This implies that the three proposed PLA systems do not lead to strong eco-efficiency improvement. The most preferable system should be the case where the economic values increase and environmental values decrease, which would indicate a perfect decoupling between the two and be reflected in a higher eco-efficiency. The environmental hotspots analysis using LCA helped identify the potential sustainability improvement measures. Recommendations such as avoidance of cane trash burning and improvement of the steam and power generation need to be encouraged.
References
Alibaba (2017) PLA price. https://www.alibaba.com/showroom/pla.html. Accessed 10 Dec 2017
Alvarenga RAF, Dewulf J (2013) Plastic vs. fuel: which use of the Brazilian ethanol can bring more environmental gains? Renew Energy 59:49–52
BOT (2017) Ethanol situation report year 2016. Bank of Thailand, Bangkok [in Thai]. https://www.bot.or.th/Thai/MonetaryPolicy/NorthEastern/Pages/commodities.aspx. Accessed 20 July 2018
Braunbeck OA, Magalhães PSG (2014) Technological evaluation of sugarcane mechanization. Sugarcane Bioethanol-R&D for Productivity and Sustainability. Editor Edgard Blücher, São Paulo, pp 451–464
Changwichan K, Silalertruksa T, Gheewala SH (2018) Eco-efficiency assessment of bioplastics production systems and end-of-life options. Sustainability 10:952
Christofoletti CA, Escher JP, Correia JE, Marinho JFU, Fontanetti CS (2013) Sugarcane vinasse: environmental implications of its use. Waste Manag 33:2752–2761
DEDE (2017) Ethanol production statistics. Department of Alternative Energy Development and Efficiency. http://www.dede.go.th/more_news.php?cid=81&filename=index. Accessed 1 May 2017
Dias MOS, Junqueira TL, Cavalett O, Cunha MP, Pavanello LG, Cunha MP, Jesus CDF, Filho RM, Bonomi A (2013) Biorefineries for the production of first and second generation ethanol and electricity from sugarcane. Appl Energy 109:72–78
Ecoinvent (2012) Swiss Centre for Life Cycle Inventories. Ecoinvent Data v3.0. Swiss Centre for Life Cycle Inventories
European-Bioplastics (2018) Bioplastics market data. Available online: http://www.european-bioplastics.org/market/. Accessed 20 Dec 2018
FAOSTAT (2018) Food and Agriculture Organization of the United Nations: Statistics Division. http://www.fao.org/faostat/en/#data/QC. Accessed 22 Sept 2018
Fito J, Tefera N, Van Hulle SWH (2019) Sugarcane biorefineries wastewater: bioremediation technologies for environmental sustainability. Chem Biol Technol Agric 6:9
Groot WJ, Borén T (2010) Life cycle assessment of the manufacture of lactide and PLA biopolymers from sugarcane in Thailand. Int J Life Cycle Assess 15:970–984
Huijbregts MAJ, Steinmann ZJN, Elshout PMF, Stam G, Verones F, Vieira MDM, Hollander A, Zijp M, Zelm RV (2016) ReCiPe 2016: a harmonized life cycle impact assessment method at midpoint and endpoint level. Report I: characterization. RIVM Report 2016-0104
Huppes G, Ishikawa M (2009) Eco-efficiency guiding micro-level actions towards sustainability: ten basic steps for analysis. Ecol Econ 68:1687–1700
ISO 14045 (2012) Environmental management—eco-efficiency assessment of product systems—principles, requirements and guideline. Geneva
Jenjariyakosoln S, Gheewala SH, Sajjakulnukit B, Garivait S (2014) Energy and GHG emission reduction potential of power generation from sugarcane residues in Thailand. Energy Sustain Dev 23:32–45
Khatiwada D, Seabra J, Silveira S, Walter A (2012) Power generation from sugarcane biomass—a complementary option to hydroelectricity in Nepal and Brazil. Energy 48:241–254
Long X, Zhao X, Cheng F (2015) The comparison analysis of total factor productivity and eco-efficiency in China’s cement manufactures. Energy Policy 81:61–66
Madival S, Auras R, Singh SP, Narayan R (2009) Assessment of the environmental profile of PLA, PET and PS clamshell containers using LCA methodology. J Clean Prod 17:1183–1194
Moncada J, Matallana LG, Cardona CA (2013) Selection of process pathways for biorefinery design using optimization tools: a Colombian case for conversion of sugarcane bagasse to ethanol, poly-3-hydroxybutyrate (PHB), and energy. Ind Eng Chem Res 52(11):4132–4145
MTEC (2014) Thailand national LCI database. National Metal and Materials Technology Center, Bangkok
Nishihara Hun AL, Mele FD, Pérez GA (2017) A comparative life cycle assessment of the sugarcane value chain in the province of Tucumán (Argentina) considering different technology levels. Int J Life Cycle Assess 22:502–515
Nonato RV, Mantelatto PE, Rossell CEV (2001) Integrated production of biodegradable plastic, sugar and ethanol. Appl Microbiol Biotechnol 57(1–2):1–5
OCSB (2014) Production report on sugar and sugarcane (Season 2013/2014). Office of the Cane and Sugar Board, Bangkok
OCSB (2017) Production report on sugar and sugarcane (season 2016/2017). Office of the Cane and Sugar Board, Bangkok
Pereira LG, Chagas MF, Dias MOS, Cavalett O, Bonomi A (2015) Life cycle assessment of butanol production in sugarcane biorefineries in Brazil. J Clean Prod 96:557–568
Plastics Insight (2019) Polylactic acid properties, production, price, market and uses. https://www.plasticsinsight.com/resin-intelligence/resin-prices/polylactic-acid/#price. Accessed 10 Feb 2019
Pongpat P, Gheewala SH, Silalertruksa T (2017) An assessment of harvesting practices of sugarcane in the central region of Thailand. J Clean Prod 142:1138–1147
Ragauskas AJ, Williams CK, Davisons BH, Britovsek G, Cairney J, Eckert CA, Frederick WJ, Hallett JP, Leak DJ, Liotta CL, Mielenz JR, Murphy R, Templer R, Tschaplinski T (2006) The path forward for biofuels and biomaterials. Science 311:484–489
Renó MLG, Olmo OA, Palacio JCE, Lora EES, Venturini OJ (2014) Sugarcane biorefineries: case studies applied to the Brazilian sugar-alcohol industry. Energy Convers Manag 86:981–991
Renouf MA, Pagan RJ, Wegener MK (2011) Life cycle assessment of Australian sugarcane products with a focus on cane processing. Int J Life Cycle Assess 16:125–137
Renouf MA, Pagan RJ, Wegener MK (2013) Bio-production from Australian sugarcane: an environmental investigation of product diversification in an agro-industry. J Clean Prod 39:87–96
Saling P (2016) Eco-efficiency assessment. In: Finkbeiner M (ed) Special types of life cycle assessment. LCA Compendium – The Complete World of Life Cycle Assessment. Springer, Dordrecht
Seabra JEA, Macedo IC, Chum HL, Faroni CE, Sarto CA (2011) Life cycle assessment of Brazilian sugarcane products: GHG emissions and energy use. Biofuel Bioprod Biorefin 5(5):519–532
Silalertruksa T, Gheewala SH, Pongpat P (2015) Sustainability assessment of sugarcane biorefinery and molasses ethanol production in Thailand using eco-efficiency indicator. Appl Energy 160:603–609
Silalertruksa T, Pongpat P, Gheewala SH (2017) Life cycle assessment for enhancing environmental sustainability of sugarcane biorefinery in Thailand. J Clean Prod 140(Part 2):906–913
Smeets E, Junginger M, Faaij A, Walter A, Dolzan P, Turkenburg W (2008) The sustainability of Brazilian ethanol—an assessment of the possibilities for certified production. Biomass Bioenergy 32:781–813
Sriroth K (2017) Thailand’s Bioeconomy & Biorefinery Development and Roles of Mitr Phol R&D. Presentation of the conference on “Biomass to Energy, Chemicals and Functional Materials”. Japan-ASEAN Science, Technology and Innovation Platform (JASTIP), Bangkok
Statista (2018) Average annual OPEC crude oil price from 1960 to 2018. https://www.statista.com/statistics/262858/change-in-opec-crude-oil-prices-since-1960/. Accessed 20 Sept 2018
Suwanmanee U, Varabuntoonvit V, Chaiwutthinan P, Tajan M, Mungcharoen T, Leejarkpai T (2013) Life cycle assessment of single use thermoform boxes made from polystyrene (PS), polylactic acid, (PLA), and PLA/starch: cradle to consumer gate. Int J Life Cycle Assess 18:401–417
Tsiropoulos I, Faaij APC, Lundquist L, Schenker U, Briois JF, Patel MK (2015) Life cycle impact assessment of bio-based plastics from sugarcane ethanol. J Clean Prod 90:114–127
van den Wall Bake JD, Junginger M, Faaij A, Poot T, Walter A (2009) Explaining the experience curve: cost reductions of Brazilan ethanol from sugarcane. Biomass Bioenergy 33:644–658
Verfaillie HA, Bidwell R (2000) Measuring eco-efficiency: a guide to reporting company performance. World Business Council for Sustainable Development, Geneva
Acknowledgments
The authors acknowledge the financial support from the King Mongkut’s University of Technology Thonburi through the “KMUTT 55th Anniversary Commemorative Fund” and the National Science and Technology Development Agency (NSTDA) through the Research Chair Grant 2559 (RD&E Fund: FDA-CO-2559-3268-TH).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Hayo M.G. van der Werf
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Silalertruksa, T., Gheewala, S.H. Competitive use of sugarcane for food, fuel, and biochemical through the environmental and economic factors. Int J Life Cycle Assess 25, 1343–1355 (2020). https://doi.org/10.1007/s11367-019-01664-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-019-01664-0