
Abstract
This study reports the results of a comparison made using life cycle assessment (LCA) analysis of the environmental impact of nine different sandwich material models (SMs). The objective is to reveal whether the candidate materials considered for a railway passenger vehicle (conventional or high-speed train) are green/environmentally friendly or not. For this aim, life cycle approach enables to take into account the light weighting gain without disregarding the environmental impact of manufacturing process. These SMs are designed as combinations of existing traditional and candidate materials, such as steel, aluminium, carbon/glass fibre–reinforced plastics (CFRP/GFRP), aluminium honeycomb, and polymer foam core. The environmental performance of these nine different models has been calculated via the LCA analysis with CML-IA v.3.0 impact assessment methodology in a SimaPro 8.5.0. The system boundaries in the LCA analysis include “cradle to grave” process of sandwich composite materials in the railway passenger vehicle. The functional unit was selected as “one product of SM” for each configuration; besides, this panel has a lifetime span of 25 years at 400,000 vehicle-km per year in the vehicle operation. The results show that the use-phase, which dominates the environmental impact of the SMs of the railway passenger vehicle car body, is itself largely affected by electricity generation. In particular, the mass reduction in the models also achieved a reduction in environmental impact over its lifetime, mainly owing to decreased energy consumption. Another important finding regarding the manufacture of certain models (such as CFRP and GFRP) for lightweight design, is that assessment, based solely on mass reduction, may not always have better environmental performance or be reliable due to the manufacturing impact.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recent years have seen an increasing interest in reducing greenhouse gas (GHG) emissions of rail transport operations. Ninety percent of these emissions are generally created during the life cycle of a carriage (Lee et al. 2010). One solution to reduce GHG emissions can be the implementation of lightweight materials, such as aluminium alloys, composite materials, and sandwich materials for rail car body shells and interiors (Lee et al. 2010). The majority of existing railway vehicles in service today are made mainly of steel and aluminium. However, efforts have been made recently to implement new materials, such as fibre-reinforced polymer (FRP) composite materials in order to achieve a more efficient transportation mode (REFRESCO Project 2013; Ulianov and Hyde 2016). Reducing vehicle mass may be accomplished using one of two key approaches; material replacement, where present materials, for instance steel, are substituted with lighter weight alternatives and advanced design, in which components are optimized in order to acquire better performance (Witik et al. 2013). FRPs are lighter compared with most metallic materials due to their ability to be tailored according to the specific needs. This, in turn, allows the manufacture of parts free of unnecessary material, leading to lightweight designs. Light weighting is a key element for every transportation mode as it is directly related with energy/fuel consumption, e.g. considering lightweight design of aircraft structural and other components to decrease environmental impact, particularly for transportation mode GHG emissions. The aerospace/aeronautics, marine, and automotive industries have been dealing with structural composite materials for more than half a decade. The railway industry has incorporated such materials in railway vehicles for almost half a decade as well, but most of the applications involve non-structural parts, such as tables, interior panels, doors, and bogie skirts/fairings. The use of composites for main load bearing structural parts, such as front cabs, car body shells, and bogie frames, is of increasing interest (Robinson et al. 2012; Wennberg 2013; Önder 2017; Ulianov et al. 2018). However, the interest is focused mainly on (as expected) mechanical performance of new candidate composites. On the other hand, the environmental effect of these lightweight approaches should be investigated as well, since innovative designs are expected to meet an acceptable level of environmental friendliness.
The life cycle assessment (LCA) model has been conducted in the early design stages (i.e. conceptual design stage) serving as an eco-design decision-making support tool (Mayyas et al. 2012). Moreover, Das (2011) states that the LCA is a useful methodology in order to compare the energy usage and environmental impacts of alternative carbon fibre precursor materials and manufacturing technologies by analysing a representative part of the automotive industry, i.e. a floor panel. The environmental performance of the composite material structures has been examined in the literature through LCA studies. From a literature review, LCA-based studies assessing the material replacement options mainly focus on the automotive sector; aviation sector; and, rarely, on railway transportation. Song et al. (2009) compared the extruded carbon fibre components in buses and trucks by considering energy intensity analysis. Das (2011) and Witik et al. (2011) also analysed different carbon fibre–reinforced polymer composites using the LCA methodology in the automotive sector. In another LCA study in the automotive sector, Luz et al. (2010) compared the environmental performance of sugarcane bagasse polypropylene (PP) with respect to talc-filled PP composite. Their results showed that the first option is environmentally preferred in relevance to weight of automotive applications. Lightweight structure implementation to aircrafts has been classified as having the third highest energy-saving potential compared with passenger car and light-duty vehicle implementation (Herrmann et al. 2018). Bachmann et al. (2017) investigated the environmental life cycle perspective in aviation sector, considering the use and end of life (EoL) stages of lightweight aircrafts. Timmis et al. (2015) reported that in the aviation sector, carbon fibre–reinforced plastic (CFRP) structures result in decreased environmental impact, in the production process in spite of having higher environmental, since composites are more energy-intensive to produce and more difficult to dispose of or to recycle/recovery. In literature, there are only a few case studies (Schwab Castella et al. 2009; Del Pero et al. 2015; Ingarao et al. 2016) on the replacement of materials about train vehicles or vehicle components that have been found. Schwab Castella et al. (2009) analysed the economic and environmental impact of composite rail car bodies for a Korean train. Del Pero et al. (2015) studied the LCA of a heavy metro train that would operate in an urban area. Ingarao et al. (2016) researched two aspects, as primary energy and CO2 emission analysis of all life cycle on a new design of window panel to be assembled for an Italian high-speed train (HST). These studies were only carried out considering the aspects of energy consumption and GHG emissions due to life cycle processes.
The above literature research shows that the LCA approach used for the material replacing analyses is dominantly applied in the automotive sector. Hence, the other types of transportation should be also investigated in order to fill the gap in the literature. Differing from existing research, this study investigates a much wider range of lightweight material design for a panel from a comprehensively environmental impact perspective with the aim of assessing their environmental performance. Ten different environmental impact categories were considered for the life cycle stages (from cradle to grave) of nine different lightweight designs of the material models. Sandwich material models are different combinations of existing conventional (steel) and candidate materials, such as aluminium, carbon/glass fibre–reinforced plastics (CFRP/GFRPs), aluminium honeycomb, and polymer foam core. Because, the manufacturing process which is mostly disregarded in environmental analyses, it is remarkably important to find out environmental impacts of whole life cycle. Therefore, in this study, the LCA analysis reveals whether the composite material models created for the side panels of a railway vehicle (conventional or HST) have lower environmental performance compared with the conventional steel structures by considering the environmental indicators such as global warming, abiotic depletion of fossil fuels, toxicities, photochemical oxidation, and acidification.
This paper is organized in the following way: “Methodology” begins with a step-by-step LCA methodology from materials and methods; “Results” presents the results of the LCA and continues with a sensitivity analysis; “Discussion” discusses the results of this study; finally, conclusions, limitations, and possible future study are expressed in “Conclusions.”
Methodology
Goal and scope of the study
The LCA can predict the environmental burdens and potential impact throughout the lifetime of products, as the so-called cradle to grave. The scope of this assessment includes the impact of raw materials all the way to the final disposal of the product or its sub-processes, which covers the following: material extraction; its processing; manufacturing; transport; use; maintenance; and, finally, its EoL, either by recycling the retired product back into the stream or landfilling it without any kind of recycling. The aim of this study is to determine the environmental effects of different sandwich composite configurations of a railway vehicle using life cycle assessment methodology. These composite material configurations aim to replace the metal parts in a car body side wall.
Generally, a mainland railway vehicle car body is approximately 23–25 m long. Considering the front nose section and the inter-car sections, which generally incorporate energy dissipating/absorbing elements acting as protectors in a crash situation, it is reasonable to carry out calculations over a 20-m-long car body. Since we do not have access to any specified car body design, we have to make an estimation on the shapes and volumes of the materials used in the car body, taking into account the previously published studies for, for example, wall thickness values (Kim et al. 2007; Schwab Castella et al. 2009). The geometrical parameters of each side wall configuration were designed as “equivalent volumes” which was assumed to meet the functional structural requirements (Ingarao et al. 2016) of the train car body. These configurations are provided in Table A1 in the Supplementary File (ESM). A railway vehicle car body can be sectioned into four basic simple structured elements such as floor, roof, and two side walls (Schwab Castella et al. 2009). Indeed, the railway vehicle should meet certain design and proof criteria. In this study, it cannot be a structural requirement such as strength or stiffness as it was mentioned above the lack of precise design boundaries. From the proof loads perspective, stiffness and strength could be affected by every minor geometrical detail (window cuts, window corner shapes and sizes, varying thickness value of the panel, etc.). Therefore, the general assumption (and design criteria) of this study depends solely on a general geometrical boundary defined by the “volume of one side wall” of a train vehicle. Table 1 shows examples from the literature on body shell specifications and material configuration.
System boundaries and functional unit
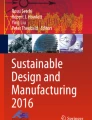
A railway vehicle body consists of a floor (under-frame), side walls (the panel structure), and a roof. The system boundaries consider the materials (composites, steels, polymers, resins, and suchlike), production, manufacture of side wall, use of side wall, and EoL of side wall (as illustrated in Fig. 1). In this study, the stage of maintenance of sandwich models (SMs) has not been included. The functional unit was determined in one side wall panel production for the railway vehicle body manufacturing. In order to represent this functional unit, this panel has a lifetime span of 25 years at 400,000 vehicle-km per year in the vehicle operation. Besides, the weights of the side wall panels were calculated according to length, height, and thickness of selected different materials. The properties of SMs are also shown in Table A1 in SF.

System boundaries of the sandwich models for side wall
Side wall sandwich model description
In this study, nine different sandwich composite configurations, with the potential for use in a railway car body shell as side wall, were considered. The specifications of each sandwich material regarding layers, material types, total mass, and weight reduction are reported in Table 2. Sandwich composite configurations are labelled as SMx (x = 1 to 9, being the number of each configuration). The material types were selected considering both the existing materials and the potential materials that can compete with existing materials in terms of being lightweight and energy-efficient. Therefore, traditional steel, aluminium, carbon fibre, glass fibre, aluminium honeycomb, and polymer foam core were selected and compared. As sandwich structures depend on joining different materials, structural bonding adhesives were included as well. In addition, due to the safety requirements of railway vehicles, considering such things as fire, smoke, and toxicity, different resin matrix materials were considered.
All the calculation design of the SM specifications (mass, volume, dimensions, density, etc.) and details can be found in Appendix A in SF. In the environmental design stage, the potential SMs should be lighter compared with existing steel-based vehicle structures. Therefore, SMs were designed to decrease the mass of the railway vehicle body. Nine different lightweight structures were created based on technical specifications and environmental design. It should be noted that in all of the SM configurations, it was assumed that the FRPs have a fibre-to-resin volume fraction ratio of 70/30%. As can be seen in Table 2, for configurations SM2, SM4, and SM6, the mass reduction was calculated in the range of 25 to 38% compared with the base model SM1 created using steel. The substitution materials for aluminium, CFRP (unidirectional), and GFRP (unidirectional) can achieve the mass reduction around 40–60% and 20–40% compared with the regular steel, respectively (Mayyas et al. 2012; Egede 2017).
Besides, to achieve a lighter vehicle structure design, these models assume that the steel metallic part is to be replaced by respective CFRP. These models can be compared between each other as well; for example, if polymer foam core (SM6) is preferred over aluminium honeycomb (SM2), around 40% weight saving per part can be achieved. Similar to CFRP, GFRP models (SM3, SM5, and SM7) were created based on glass fibre, phenolic/polyester resin, and aluminium honeycomb/polymer foam core. Again, as Table 2 shows, GFRP-based models can achieve mass reduction in the range of 13 to 25% contrary to SM1. SM8 consists of aluminium face sheets and aluminium honeycomb core, resulting in an almost 50% mass reduction per side wall structure, whereas SM9, based on aluminium face sheets and polymer foam core, can achieve a 40% mass reduction compared with SM1.
Life cycle inventory
In order to assess the life cycle stages of the composite models, life cycle stages for raw material extraction (material production), manufacturing, use, and EoL are outlined in the following sections, respectively.
Data collection
Life cycle inventory (LCI) is one of the most needed effort/time-consuming step, since it includes the gathering, storing, and analysing of the details about the processes in accordance with the study’s aim and scope. Most of the data concerning the production (raw material extraction, transportation, and manufacturing of sandwich models) process were obtained from secondary data sources. These data were collected mainly from the Ecoinvent v.2.2 and Ecoinvent v.3.3 databases which were embedded in the SimaPro 8.5.0 software. Other gathered data from relevant literature studies are summarized in the following sections: “Data collection,” “Manufacturing of side wall models,” and “Use-phase of side walls.” The data of other processes such as use-phase and EoL were mostly obtained from literature studies. The required electrical energy consumption (the emissions and environmental analyses of electricity production) in the manufacturing, use-phase, and EoL stages of SMs was obtained from the co-author’s previous study (Günkaya et al. 2016). Besides, the electrical energy generation was considered (fossil fuels as coal 34.3% and natural gas 32.5%; renewables as hydro 24.8%, wind 6.0%, geothermal 2.0%, and solar 0.4%) according to the usage percentile of the resources.
This assumed electricity profile was chosen based on Turkey electricity generation case. The list of related sources of the collected data is given in Table 3. The LCI stages as manufacturing process, use-phase process, and EoL processes and their assumption and design conditions are explained in the following section.
Manufacturing of side wall models
The raw material extraction process is the first part of the life cycle of a product. The materials used to create the sandwich models in this study are classified as metallic materials (steel, aluminium), polymer materials (resins, foam), and fibre materials (carbon and glass). The material extraction of steel and other metallic materials initiates as ore mining, followed by the refinement of the ore materials, and eventually, the main production of metallic materials. The steel production process includes the continuous steps of pickling line, cold rolling, annealing, tempering, inspecting and finishing, packing coils or sheets, and roll maintenance. In the manufacture of steel sheet material, the process uses un-alloyed and low-alloyed steel. To obtain steel material, the model was based on the transports of scrap metal and other input materials (anode, oxygen liquid, iron scrap, electric arc furnace, steel making process, and casting). The output emissions of steel production were considered to air emissions (heat waste, nitrogen oxides, carbon monoxide, cadmium, hydrocarbons, PAH, and waste to treatment (disposal of dusts and slag and other inert waste)). The manufacture of aluminium honeycomb is called expansion, which consists of the stacking of aluminium sheets while using structural adhesive strips with periodic spacing. The data regarding the aluminium sheet manufacture process is based on the Ecoinvent v.2.2 database (Ecoinvent 2010). In the aluminium sheet rolling process, aluminium ingots of 500–700-mm thickness, and up to 25 t in weight, are rolled, first hot and then cold processed to a final sheet thickness ranging from 0.2 to 6 mm. For this rolling process, an energy source is provided as electricity and fuel oil burned in an industrial furnace. These sheets are cut and stacked, after the adhesive lines are cured under pressure at an elevated temperature. The honeycomb before expansion block (HOBE block) is cut into slices according to the required thickness. Ultimately, the aluminium HOBE slices are expanded to form an array of hexagonal cells (Segovia et al. 2019).
One might think that there is no need to use FRP composites since aluminium-based configurations can achieve a good level of light weighting. However, it is not always simple to make definitive design choices. For example, it is true that HST construction is generally made using aluminium which can be very lightweight. However, such construction generally requires dominant joining techniques which increase labour and cost. In addition, in the case of Japanese Shinkansen trains, the friction stir welding process is used to join aluminium parts, but since it is a very specific joining technique, it requires years of quality experience along with very expensive equipment (Watson 2011). HSTs require many smooth and complex curvatures, especially at the front section which can be much more conveniently manufactured with FRP sandwich composites through a less-separate-part design and reduced labour. Moreover, light weighting is not needed solely for HSTs; conventional trains should require mass reduction even if not as significant as HSTs, since they damage the rail track, affecting the track access charges which can be a huge cost for train operators. Therefore, FRP composites in the form of sandwich structures can be an extremely convenient choice for other railway vehicles because many varying requirements can be gathered in one single sandwich construction, including thermal, sound, vibration insulation, and appealing cosmetics. Another aspect is that a railway vehicle design should consider the life cycle strength performance of the structure. In a study by Shin and Hahn (2005), it was found that after an accelerated ageing process (exposure to humidity, heat, sun light, UV lights, and suchlike), composite materials display sufficient mechanical deformation performance, thereby meeting standards. However, it was not the case for aluminium, where deformation was found outside the allowable range. These design aspects and details highlight that FRP sandwich composites have many important advantages and can compete with existing materials.
The production of polymer-based materials, such as epoxy, polyester resin, phenolic resin, and polymer foam core, was obtained from the Ecoinvent v.2.2 database (Ecoinvent 2010). Resins used in FRPs, such as epoxy, phenolic, and polyester, and other polymers are produced by chemical processes. Epoxy resin production is carried out using epichlorohydrin and bisphenol A as raw materials. Phenolic resin is made of phenol and formaldehyde (as examples of the respective substance classes) with a yield of 98%. The emissions to air (0.2 wt% of raw material input) and to water are estimated using mass balance. It was assumed that the wastewater was treated in an internal wastewater treatment plant (elimination efficiency of 90% for carbon). The material extraction of glass fibre of small diameter is achieved by drawing strands of molten glass through small orifices in a heated plate made of a platinum alloy. The plate may have several hundreds of holes, each making one fibre. Glass fibre production process was obtained from the Ecoinvent v.2.2. The inventory consists of the gate-to-gate production of glass fibre. During the production of the glass fibre, the model occurred from input materials (as mainly tap water, aluminium oxide, boric acid, clay, and silica sand) and energy (electrical and natural gas burned in industrial furnace) consumption. The output emissions were considered from air (heat waste, non-methane volatile organic compounds, carbon dioxide, sulphur dioxide, particulates) to waste treatment (waste water, disposal of inert and hazardous materials). On the other hand, carbon fibre (CF) occurs from raw material extraction, refining, and separating processes. CFs are typical reinforcing materials in polymer-based composites that have a large amount of energy content. The production data of CF was gathered from different studies currently in the literature (Schmidt and Watson 2012; Khalil 2017) since a CF product system does not exist in the Ecoinvent database. During the CF production stage, the process needs materials such as polyacrylonitrile (PAN) fibres, nitrogen, water, and sulphuric acid. The manufacture of CFRP/GFRP was assumed via the vacuum-assisted resin infusion (VARI) technology in which the carbon/glass fibre tows are embedded into the desired resin. With the VARI manufacturing technique, extremely high quality parts can be made relatively easily compared with other FRP-manufacturing methods, such as automatic tape laying or autoclave methods. In addition, the first setup cost of this method is not particularly expensive, making it cost-effective in the long run. The required amount of energy intensity for the VARI process was determined as 10.2 MJ based on a previous study (Song et al. 2009).
Use-phase of side walls
Naturally, replacing steel and aluminium construction with sandwich composite materials would result in mass saving. Consequently, a lighter railway vehicle will need/consume less energy while in service. A common performance comparison between engines is the power-to-mass (weight) ratio (kW/t), which is equal to the power generated by an engine divided by the mass of the engine. However, when the focus is on vehicles, rather than engines themselves, the power-to-mass ratio considers the mass of the full vehicle without the mass of the passengers or the extra haul. Table B1 in SF shows some examples of power-to-mass ratios of well-known HSTs around the world. All of the HSTs in the table are electric-multiple-units (EMUs), so the power source is electrical. Only HST types were considered in this table for the energy consumed in service due to the higher potential and greater gain to implement sandwich composites in railway vehicles. Mass and power values depend on the formation of the trainset. For instance, the formation of a TGV train is 10 cars, two of which are motor cars and 8 are trailers. Therefore, 383 t is the total mass of ten cars, but the 9280-kW power results from two motor cars. Nonetheless, there is no need to distinguish the formation into motors and trailers since all of the focus is the power-to-mass ratio. Table B1 also shows that different formations can have similar power-to-mass ratios; for example, a 7 car AGV has a 22.35-kW/t ratio, while a 16 car Shinkansen N700 has a 23.89-kW/t ratio. Even though the formation is doubled, the power-to-mass ratio is similar. This comparison, supplemented by the rest of the ratios in the table, implies that the power-to-mass ratios of various trainsets are similar, hence determining an average value is rational. Therefore, we determined a power-to-mass ratio of 19.95 kW/t to be used in this study, which is the average value of the ratios in Table B1.
The equation to calculate the energy consumed by a train during its lifetime (UPE (use-phase energy) (kWh)) while incorporating sandwich panel construction to replace the original construction of a train was derived as shown in Eq. 1:
where PWratio is power-to-weight ratio, 0.1 is the traction factor in kilowatt-hour per ton-kilometre (resulted from PWratio divided by Vave), and W is the mass of the upper structure of the vehicle (t). The traction factor is the power-to-mass ratio multiplied by the inverse of the average vehicle speed (Vave), which translates into (kWh/tkm). L is the lifetime of the vehicle in years, and D is the annual travel distance of a railway passenger vehicle (km/year), which were determined as 25 years and 400,000 km/year, respectively. These values were obtained from the Ecoinvent v.2.2 database considering HSTs of ICE1 and ICE2. The average vehicle speed used in this calculation was determined as 200 km/h, which is a rational operational speed for a HST similar to those reported ones in Table B1.
Table 4 lists the sandwich model configurations considered in this study and the resulting UPE when they are used in a railway vehicle. The UPE is listed in kilowatt-hour and gigawatt-hour units. The end right side column of the table (UPE reduction based on SM1) indicates the UPE ratio of the steel sandwich model to other individual sandwich configurations. Therefore, the last column basically shows the comparison and consequent reduction in UPE while using sandwich models other than SM1. For example, for SM2, 0.562-GWh value (1–38%) is the result of SM2 with respect to SM1.
It is fair to say that all of the sandwich models except for SM1 would be much more energy-efficient for a railway passenger vehicle in the long run. The most beneficial models appear as SM8 and SM9, which are based on aluminium, followed by SM2 carbon fibre, and SM4, SM5, and SM6 which are FRP-based sandwich models as well.
End of life of side walls
A railway vehicle’s recycling process covers four regular steps: pre-treatment, dismantling, metal separation, and treatment of non-metallic residues according to certain report (UNIFE 2013) and literature studies (Delogu et al. 2017; ISO 2019; Kaewunruen et al. 2019; Lee et al. 2020). The management of the EoL of side walls was considered by processes consisting of a shredding process for shredder heavy fraction (SHF), shredder light fraction (SLF), material recycling, or energy recovery from shredding residues after the dismantling process. In addition, the treatment was considered so that it consists of advanced post-shredding and recycling technologies. Here, it was supposed that the recycling of fibres is done by the pyrolysis process; this innovative technology enables for the separation of fibres from resin (or matrix) using thermal energy in an oxygen-free environment. The EoL of side walls process is shown in Fig. C1 in SF. The actual level of recycling of composites is quite low. Composites are mostly discarded to landfill. However, this option is not ideal given their highly long service life. It is necessary to obtain and reuse the energy still embodied in the composite parts. On the contrary, pyrolysis can achieve products that may be used as fuels or feed stock for petrochemicals (Song et al. 2009). SHF comprises pure ferrous materials (i.e. steel, iron, and its alloys) and non-ferromagnetic materials (i.e. aluminium, copper, brass) and the SLF includes a mix of different materials and substances, such as plastics, fibres, glass, and residue (Delogu et al. 2017). Witik et al. (2013) compare the environmental advantages of the CFRP (with epoxy resin) recycling through pyrolysis, incineration with energy recovery, and disposal by landfilling. They report that 1 kg of composites needs 30 MJ of electrical energy for the pyrolysis reaction process, with an energy intensity of 30 MJ/kg, but the pyrolysis process can produce useful energy in various forms of LPG, fuel oil, and composite fillers. Therefore, the energy recovery of composite structures, via the pyrolysis method, is 19 MJ/kg (Song et al. 2009). As a result, considering pyrolysis as an EoL scenario, we can acquire recovery energy from composites in composite sandwich models. The pyrolysis process also seems to be a favourable process for composite recycling (Naqvi et al. 2018). The recovery percentages of CF/GF-reinforced composites, using the pyrolysis process, are summarized in Table C1 in SF. Additionally, composite fillers can also be recycled as recycled fibre, but, in this study, the recycled fibres from the pyrolysis process is not considered, since recycled fibre fails to satisfy the required strength compared with virgin fibre material. The fibre material obtained after pyrolysis process is considered to be sent to a landfill site. Moreover, the residue of metal parts is also considered to be sent to a landfill site after the metal parts are processed in a material recycling facility. Hence, LCI data for the landfill of inert material was used, since the composite material-specific data was not available in the Ecoinvent v.2.2 and v.3.3 databases. The landfill site is a site constructed and it has both a leachate treatment system and a gas collection system for landfill gases to be burned off, not considered an energy recovery. The LCI dataset for landfill site also included the construction and operation (wastewater treatment and emissions). The data sources concerning materials/energy consumption of the technologies involved in the EoL of sandwich models of side walls are reported in Table C1. The amount of aluminium and steel recycling from side wall models was generally 98% in a number of studies (Delogu et al. 2017). The recovery percentages of CF/GF-reinforced composites using the pyrolysis process are obtained from literature studies. For instance, Cunliffe et al. (2003) reports that epoxy resin with CF/GF (45%) pyrolysis product yields (wt%) 74%, 24%, and 2%, for solid, oil, and gas (recovery percentages of CF/GF-reinforced composites using the pyrolysis process), respectively. In addition, in the same study, the authors calculate that, for phenolic resin with GF (31%), pyrolysis products yield 89%, 8%, and 3% for solid, oil, and gas, respectively. The pyrolysis product (solid, oil, and gas) yield of phenolic resin with CF was assumed to be 65%, 8%, and 3%, respectively (Cunliffe et al. 2003). The ultimate FRP type is the GF with the polyester composite, which was obtained based on Torres et al. (2009), with yields of 77%, 12%, and 11% for solid, oil, and gas phases, respectively. Witik et al. (2013) express that the energy consumption of the pyrolysis process is a factor contributing greatly to the impact of the recycling process. The mass amount of the EoL process of SMs is shown in Table C1-C2.
Life cycle impact assessment and interpretation
In the life cycle impact assessment stage of this study, the analysis was performed using a SimaPro 8.5.0 PhD. licenced software program. The impact assessment was calculated based on CML-IA v.3.0 assessment methodology. This method includes certain impact categories; abiotic depletion fossil fuels (ADff), global warming (GW), ozone depletion (OP), human toxicity (HT), freshwater aquatic ecotoxicity (FAET), marine aquatic ecotoxicity (MAETP), terrestrial ecotoxicity (TE), photochemical oxidation (PO), acidification (Acid.), and eutrophication (Eutroph.).
Results
This section explains the LCA performance results of nine different sandwich material models to be used in side walls of a railway passenger vehicle.
Life cycle impact assessment results
According to impact assessment, the characterization results of all of the sandwich models (from SM1 to SM9) are given in Table 5. Here, the characterization results, which consist of such life cycle stages as the sum of manufacture, use-phase, and EoL, are presented for the functional unit as one product for a sandwich model; for details, see Table D1-D3 in SF. The main finding from the characterization results is that the use-phase of the sandwich models in car body is mainly dominant in a range from 96.7 to 99.8%. This is in line with the literature (Schwab Castella et al. 2009) and with EPD documents. In the manufacturing process, the environmental impact occurred within a range from 0.2 to 3.0%. In the last stage of the life cycle, the environmental loads of EoL took place within a range of − 0.02 to 0.4% for the whole life cycle of the sandwich models.
The LCA analysis shows that the use-phase is of main importance in all cycles of sandwich models. In particular, the decreased mass of the models means less electricity consumption in the use-phase during train operation. Energy consumption is obtained from electricity generation which is indirectly related to all impact categories. In the LCA analysis, it was determined that the use-phase is the most responsible phase for environmental impact among all of the phases of the life cycle stages. This is because energy consumption in the use-phase stage has a linear relationship to the mass of sandwich models. Additionally, the energy required to operate a train depends on the mass and shape of the train (aerodynamic drag factor). Since we consider the same shape here for all car bodies, most of the variation in energy consumption is owing to differences in the mass. Lighter trains need less total energy, because there is less resistance to driving, shock, and gradient (Schwab Castella et al. 2009). Moreover, the environmental loads of the composite components were mainly from the production of the resins and fibres; in particular, carbon fibres required more energy consumption for their manufacturing. The manufacture phase also needed higher energy consumption than for steel owing to the curing and forming processes for the heating requirements, together with longer cycle times, thereby leading the larger environmental impact (Witik et al. 2013). Besides, Witik et al. (2013) calculated that the environmental burden associated with the EoL stage of the composite components was responsible for very small and led to < 1% of the life cycle. Similar to this perspective, the characterization results of the life cycle stages show that SM8 has the lowest impact among all ten different impact categories compared with all other models in Table 5. This sandwich model consists of outer layers of aluminium and an inner core of aluminium honeycomb. It shows the lowest environmental impact compared with other counterparts (based on CFRP, GFRP, and steel), since this model is 50% lighter rather than the heaviest model as SM1. The second environmentalist model was determined as SM9. SM9 is composed of an aluminium face sheet and a polymer foam core. The mass reduction was therefore designed as 40% compared with SM1. However, at first glance, the assumption of “lighter is environmentalist” may not be true for certain models, such as SM4 vs. SM5 and SM3 vs. SM7. All the life cycle stages of these four models show that lower mass does not reflect to lower environmental impact. In terms of the mass of the above models, SM5 is heavier than SM4; however, SM5 appears to be more environmentally friendly than SM4 for the impact categories ADff, GW, OD, HT, FAET, TE, and Eutroph. On the other hand, SM5 has less environmental performance for MAET, PO, and acid impact categories. These remarkable findings result from the manufacturing process of CFRP which is more responsible for environmental loads compared with that of GFRP. Phenolic resin production shows better environmental performance than polyester resin production in the sandwich models. SM3 performed better environmentally in the ODP and TE impact categories compared with a heavier opponent such as SM7.
The environmental impact which resulted from the manufacturing process of these sandwich models is illustrated in Fig. 2, which presents how much contribution these SMs made to the investigated environmental impact categories. During the manufacturing stage, there is a general trend showing that the sandwich configurations based on CFRP composites have higher environmental impact than GFRP and metals. The next sections explain in detail the main process contributions of sandwich model production to the environmental impact categories.

The environmental impact of the manufacturing process stage of the sandwich models. (SM: sandwich material), (SM1: steel-aluminium honeycomb (Al H)), (SM2: carbon fibre (CF)-epoxy resin (ER) and Al H), (SM3: glass fibre (GF)-phenolic resin (PHR)-polymer foam (PF)), (SM4: CF-PHR-Al H), (SM5: GF-polyster resin (POR)–Al H), (SM6: CF-ER-PF), (SM7 GF-POR-PF), (SM8: Al-Al H), (SM9: Al-PF)
Abiotic depletion for fossil fuels
During the manufacture of each SM, it was calculated that SM6 has the greatest impact, with an approximate 1.5E+05 MJ value on the ADff category. It was identified that this effect is the combined processing result of acquiring the PAN as an ingredient of carbon fibre, electrical energy production, production of epoxy resin, and production of polymer foam (obtaining methylene diphenyl diisocyanate material). The resultant ADff effect by the production of the SM2 and SM4 models was observed to be similar to the production processes of SM6. However, for SM3, the main actors for the ADff effect were identified as the acquisition of fossil resources (hard coal, lignite, and natural gas) used to generate electrical energy, and the processes required to obtain the materials (methylene diphenyl diisocyanate and polyols) required to produce polymer foam. In SM7 production, the ADff effect depends on major processes, such as obtaining the fossil resources required to generate electrical energy, obtaining xylene and propylene materials needed to manufacture polyester resin, and obtaining methylene diphenyl diisocyanate and polyol materials needed to manufacture polymer foam. ADff effects that occur due to the production of SM5 especially obtain the fossil resources required to generate electrical energy and obtain the xylene and propylene materials needed to manufacture polyester resin. In the production of SM8 and SM1, obtaining the fossil resources required to generate electrical energy and epoxy resin production processes used in aluminium honeycomb production causes the ADff effect. Finally, the greatest contribution to the ADff effect for SM9 appears to be polymer foam production processes.
Global warming
Among the considered sandwich models, SM2 is the configuration that contributes most to global warming. CFRP and aluminium honeycomb are used to manufacture this model, in which processes, such as PAN production, usage of electrical energy, and the transportation of materials, are the main elements responsible for global warming. This situation is the same for SM4 and SM6, since these models are also based on CFRP material. In GFRP-based configurations, such as SM3, a significant contribution to global warming comes mainly from the production of electrical energy, methylene diphenyl diisocyanate, and the polyol production processes required to produce polymer foam, and the benzene and propolyne production processes required to produce phenolic resin. On the other hand, it was identified that the SM5 model affected global warming through the usage of electrical energy, the Adipic acid production process used in polyester resin, and aluminium production processes used to manufacture aluminium honeycomb. The manufacturing stage of carbon fibre or glass fibre with polymer resins shows extremely important findings in order to make environmental decisions for the life cycle of railway vehicle car body panels. Nevertheless, avoiding the use of the PAN to manufacture the CF could be shown to have less environmental impact (La Rosa et al. 2016). The GW effect caused by the production of SM1 and SM8 is identified mainly as electrical energy production (coal and natural gas burned in a thermal power plant), the use of magnesium and pig iron during steel production, and aluminium production processes. It was observed for SM9 that polymer foam and electrical energy obtaining processes have a significant effect on GW.
Ozone depletion
The highest OD effect (5.5E−04 kg CFC−11 eq.) was calculated in SM2, which resulted from the PAN production process, crude oil production, and the transportation of natural gas used in electrical energy production. Similar to SM2, CFRP-based (PAN production) SM4 and SM6 also have a high OD effect. The rest of the models SM3, SM5, and SM7, and metal-based SM1, SM8, and SM9 have this impact due mainly to crude oil production and natural gas transportation with regard to electrical energy production.
Human toxicity
In terms of HT, the greatest impact is caused by SM3 manufacture. This effect results from the glass fibre production and cumen material production used in phenolic polymer resin. When compared, SM4 configuration has less mass than SM5, but the HT effect of SM4 is greater than that of SM5. This mainly occurs due to the PAN production for carbon fibre and the production of materials that form polymer phenolic resin. The glass fibre production process and polyester resin production process created a high HT effect in both SM5 and SM7 configuration. The HT effect of SM8 and SM9 are similar, except that, in addition to the removal of the coal ashes process occurring after the burning of fossil fuel, the obtaining of methylene diphenyl diisocyanate used in polymer foam contributed significantly to HT for SM9.
Freshwater aquatic ecotoxicity
When all nine sandwich model configurations are compared in terms of FAET, SM3 appears as the model affecting the environment the most. It is believed that this SM3 effect (also of SM4) results from the phenolic resin and polymer foam production processes, and from the removal of coal ashes after the fossil fuel burnout used in electrical energy production. For SM6, the PAN and methylene diphenyl diisocyanate production processes required for carbon fibres and polymer foam, respectively, causes the FAET effect. In the SM7 model, the greatest contribution to FAET comes from polyester resin production, accompanied by the effect of the hazardous materials’ removal processes. For metallic-based configurations, such as SM1 and SM8, it was identified that the use of water and the removal processes of mud during the steel and aluminium production processes have significant impact on the FAET category. Finally, the effect of SM9 on FAET is believed to come mainly from the polymer foam production process and the removal of the coal ashes process occurring after the burning of fossil fuel in order to generate electrical energy.
Marine aquatic ecotoxicity
It was calculated that, from an MAET effect perspective, the most significant role is that of SM2’s production. In the SM2 (aluminium honeycomb), SM5 (aluminium honeycomb), SM8, and SM9 models, it was observed that the aluminium production processes have an important effect in this category. A similar effect was observed for the steel production process in SM1. The obtaining process of PAN used in carbon fibre was identified as being the responsible factor for the MAET effect in SM2, SM4, and SM6. In addition to the aluminium production processes, obtaining methylene diphenyl diisocyanate and polyols for polymer foam also contributed to MAET in SM9 configuration. Lastly, SM3, SM5, and SM7 configurations are believed to affect MAET through the glass fibre production process and the burning processes of fossil fuel required for electrical energy.
Terrestrial ecotoxicity
SM6 has the greatest TE effect, which results from processes such as epoxy resin production, PAN production, production of polymer foam constituent materials, and the electrical energy production process via hard coal and lignite coal. For SM2, epoxy resin and PAN production creates the largest TE effect, along with other important processes, such as obtaining zinc used in aluminium honeycomb production and the production of electrical energy. Similar TE effects can be observed for SM1 when compared with SM2, except for the contribution from PAN production, but with the addition of the sintering process of steel. It was identified that for SM4 and SM6, the main contributors to the TE effect were the production of polymer foam constituents and the process of PAN production required in carbon fibre production. Polymer foam production also has the greatest impact to TE in the manufacture of the SM9 configuration.
Photochemical oxidation
The greatest PO effect was calculated in the SM2 configuration, which resulted from the processes to obtain PAN, and the process of fossil fuel burning leading to the production of electrical energy. Other carbon-based models, SM4 and SM6, display similar PO effects like SM2, with the additional contribution from polymer foam production. For glass fibre–based models, SM3, SM5, and SM7, the major PO effect comes mainly from electrical energy production acquired by the burning of fossil fuels (natural gas, lignite, and hard coals) and polymer foam production. For metallic-based models, SM1, SM8, and SM9, the common dominant PO contributor was the electrical energy production process, but for SM9, polymer foam production was also significant.
Acidification
In terms of the acidification effect category, the greatest environmental effects were displayed by the manufacture of SM2, which mainly resulted from the production of electrical energy. In the manufacturing process of SM2, SM4, and SM6, obtaining PAN for carbon fibre causes a great deal of acidification effect. For glass fibre–based configurations, such as SM3, SM5, and SM7, the acidification effect firstly originated from fossil fuel burning processes to produce electricity and then glass fibre production processes. In the SM1, SM8, and SM9 models, the acidification effect, based on the electrical energy production process, was observed to be dominant. Additionally, the acidification impact resulting from the manufacture of SM5 and SM9 was determined mainly due to the production of the materials (methylene diphenyl diisocyanate and polyols) obtained from polymer foam.
Eutrophication
The eutrophication effect is greatest in SM2, followed by SM6 with only a slight difference. The main reasons for this high effect value are the PAN production process and the removal process of coal ashes occurring through the burning of fossil fuels to generate electrical energy. For the other carbon fibre–based configuration SM4, the eutrophication effect is similar to SM2 and SM6, but an additional effect comes from the process of obtaining polyols to produce polymer foam. The glass fibre production process was identified as making a major eutrophication effect for SM3, SM5, and SM7. In addition, in the manufacture of SM3, other major contributions to eutrophication arise from the processes of obtaining lignite used in electrical energy production, the burning of fossil fuels in thermic power plants, and the processes to obtain the constituents to produce polyester resin (Adipic acid) and polymer foam (polyols). For metallic material-based sandwich models SM1 and SM8, electrical energy production plays a dominant role in the eutrophication effect, while the eutrophication effect of SM9 includes a contribution from polymer foam production.
Figure 3 shows the environmental impact of the all models related to impact categories during the use-phase stage of the sandwich models. Since the electricity consumption is the only input during the use-phase, all of the impact categories showed a similar trend to each other for all the sandwich models. The distribution of use-phase stage impact between the different SMs has the same trend, since it depends linearly on component mass for all the LCIA impact categories (from ADff to Eutroph.). This trend shows parallel behaviour with respect to the mass of these models. SM8 has the lowest contribution, whereas SM1 has the highest environmental impact for all the given impact categories. Since SM8 has the lowest mass (leading to lower electricity consumption), it is the most environmental model in the use-phase stage.

The environmental impact of the use-phase stage of the sandwich models. (SM: sandwich material), (SM1: steel-aluminium honeycomb (Al H)), (SM2: carbon fibre (CF)-epoxy resin (ER) and Al H), (SM3: glass fibre (GF)-phenolic resin (PHR)-polymer foam (PF)), (SM4: CF-PHR-Al H), (SM5: GF-polyster resin (POR)–Al H), (SM6: CF-ER-PF), (SM7 GF-POR-PF), (SM8: Al-Al H), (SM9: Al-PF)
The environmental impact of the EoL stage of the sandwich models is shown in Fig. 4. All impact categories showed similar trends to each other based on the contribution percentages of the models themselves. At the EoL stage, the pyrolysis process was considered for the CFRP and GFRP composites. The required energy for this process was determined as most for SM3. As a result of this energy consumption, SM3 had the greatest environmental impact of all the impact categories. Accordingly, the CFRP and GFRP models (SM7, SM6, SM4, SM5, SM2), followed by SM3, have a greater environmental impact in all the discussed categories compared with other sandwich models manufactured based on metals (SM9, SM1, SM8). On the other hand, SM8 displayed the lowest environmental impact at the EoL stage. At the EoL stage of the sandwich models, based on Al and steel, the recycling process was taken into account since the recycling process efficiency was assumed to achieve almost 98%. The metal-based sandwich models were also recycled to avoid products in the life cycle, such as a scrap aluminium and steel materials. In addition, the recycling process of SMs based on metal components required very low electricity consumption compared with the recycling of the carbon/glass fibre–based sandwich configurations, which required the pyrolysis process.

Environmental impact of the EoL stage of the sandwich models. (SM: sandwich material), (SM1: steel-aluminium honeycomb (Al H)), (SM2: carbon fibre (CF)-epoxy resin (ER) and Al H), (SM3: glass fibre (GF)-phenolic resin (PHR)-polymer foam (PF)), (SM4: CF-PHR-Al H), (SM5: GF-polyster resin (POR)–Al H), (SM6: CF-ER-PF), (SM7 GF-POR-PF), (SM8: Al-Al H), (SM9: Al-PF)
Sensitivity analysis procedure
Sensitivity analysis in the LCA is important because it can be used to identify parameters that can significantly change results and which might need further investigation (Groen et al. 2014). In this study, a sensitivity analysis was performed in order to investigate the environmental impacts in the use-phase of SMs at component level. Since use-phase is considered which has dominant effects on SM due to influence by the electricity production mix profiles, these were compared with different electricity production options, such as the European, Korean, and fossil fuel profiles: the European electricity mix profile is based on statistical research by the European Commission’s report (European Commision 2018) (fossil fuels such as coals 22% and natural gas 21%, nuclear 27%, for renewables such as hydro 13%, wind 10%, geothermal 2%, and solar 5%); the Korean electricity mix profile was reported by Schwab Castella et al. (2009) (fossil fuels such as coal 45.0% and natural gas 15%, nuclear 39%, for renewables such as hydro 1.0%); and the fossil fuel profile also considered electricity production from certain resources (coal 50.0% and natural gas 50%).
Therefore, using the sensitivity analysis, ten impact categories for the different electricity production resources were analysed with different electricity production scenarios; the results are given in Fig. 5. Figure 5 shows that the change has a linear relationship between the impact categories and different electricity production scenarios. This means that when Korean electricity scenario makes a higher contribution to electricity production from fossil fuel consumption (coals and natural gases), the impact categories display lower environmental performance due to the higher energy demand and their emissions (CO2, SO4, and NOX etc.). This relationship can also be clearly seen as these impact categories display better environmental performance when the usage percentage of renewable sources (hydro, wind, and solar) in the electricity production increases. For this situation, it occurred in the European scenario owing to lower created emissions, such as CO2, NOX, and SO2 emissions. In particular, Fig. 5 also demonstrates three impact categories (HT, FAET, and MAET), which might be considered more sensitive impact categories during the sensitivity analysis. On the other hand, these impact categories result in higher environmental burdens with the higher use of fossil fuels, and they have lower environmental burdens with higher contributed of the renewable resources.

Sensitivity of ten impact categories to % changes corresponding to different electricity production scenarios
Discussion
The results show that the use-phase is by far the most impacted life cycle stage owing to the impact involved by production of the electricity mix profile of the railway passenger vehicle car body during its operational process. For energy consumption and corresponding to the environmental impact investigated, the most important stage for the LCA of the railway car body is the use-phase because it is directly associated with the vehicle mass. The most responsible stage for the environmental impact in the LCA of the railway car body is clearly the energy consumption in the use-phase because it is directly related to the mass of the vehicle. In railway vehicle operation, the energy consumption is affected dominantly from the electrical energy; therefore, the environmental impact of the use-phase stage can be reduced by obtaining electricity from green different sources. This was proven from the results of the sensitivity analysis considering, for instance, the fossil fuels profile electricity production in Fig. 5. The greener electricity production (based on a higher contribution of renewable electrical energy sources and with lower fossil fuels usage) will decrease the environmental impact indirectly. In addition, the environmental benefits owing to the decreased fuel consumption would allow reducing the atmospheric emissions throughout the lifetime. Lightweight sandwich material configurations, SM2 to SM7, that are designed alternatively to SM1 appeared much greener in the range of 10–51% of total environmental impact categories which can be a significant contribution. Besides, Fig. 6 shows environmental improvement of each candidate SM through the life cycle stages with respect to reference configuration as SM1. The x-axis values were obtained from the bottom row of Table 5 whereas y-axis values were acquired from the last column of Table 2. In addition, the level of environmental performance is not exactly the same as mass reduction for metal-based configurations, but the difference is extremely small (as seen in Fig. 6). On the other hand, the environmental performance of certain SMs (SM2 to SM7) has been found improved due to their mass reduction compared with SM1. Although, this environmental improvement did not occur in the same amount as the percentage of mass reduction due to different environmental impact levels resulted from their manufacturing stage.

Environmental improvement during LC with respect to mass reduction based on SM1. (SM: sandwich material), (SM1: steel-aluminium honeycomb (Al H)), (SM2: carbon fibre (CF)-epoxy resin (ER) and Al H), (SM3: glass fibre (GF)-phenolic resin (PHR)-polymer foam (PF)), (SM4: CF-PHR-Al H), (SM5: GF-polyster resin (POR)–Al H), (SM6: CF-ER-PF), (SM7 GF-POR-PF), (SM8: Al-Al H), (SM9: Al-PF)
On the other hand, in the metallic-based models SM8 and SM9, environmental effects caused by the manufacturing phase were found to be lower compared with FRP-based sandwich materials, and the level of environmental performance appeared the same as their corresponding mass reduction level which directly affects the use-phase. In particular, the manufacturing phase of these materials was thoroughly investigated from ten different impact categories. According to this assessment, the SM2, SM4, and SM6 models have higher environmental impact compared with GF opponents, such as SM3, SM5, and SM7 or metal opponents, such as SM1, SM8, and SM9. However, the manufacturing of SM3 has higher environmental impact compared with SM4 for the toxicity impact categories, such as HT, and FAET.
Conclusions
This study focuses on a comprehensive comparative LCA analysis of existing and potential materials application for railway passenger vehicles. Aiming to understand whether the “lighter is greener” motto is true or not, nine different sandwich composite material configurations were modelled and identified. Eight of these sandwich models (SM2 to SM9) were designed so that they would result in mass reduction (light weighting) compared with the conventional steel material (the remaining one SM1) used in railway passenger vehicles.
The important findings of this study are summarized below:
-
The LCA results clearly express that striving for the mass reduction as a sole objective will not necessarily result in any reduced environmental impact of the railway vehicle of the future. Environmental improvement is required and should be obtained while considering the whole life cycle, including the manufacturing and end of life stages.
-
Mass reduction enables railway vehicles to be operated more efficiently during the use-phase because energy demands (e.g. acceleration, rolling friction, rail track damage) on the powertrain are reduced. This can lead to major benefits on the total life cycle impact of vehicles because the current use-phase is responsible for 96.7–99.8% of the total life cycle environmental impact on the abiotic depletion of fossil fuels, global warming potential, toxicities, acidification, and photochemical oxidation.
-
Among all nine SMs, SM8 displayed the lowest environmental impact for all the impact categories during its life cycle.
-
An assessment based solely on mass reduction might not always be so clear while not considering the environmental impact from the manufacturing processes. This was also proven in this study with the comparison of, for example, SM4 and SM5. Certain sandwich configurations, such as SM4 and SM5, both provide the same level of mass reduction (25%), but glass fibre–based SM5 displays slightly better environmental performance compared with the carbon fibre–based SM4. In addition, the same comparison also has a hidden, but undeniable design element; the cost, since it is well-known that carbon fibre is much more expensive compared with glass fibre.
-
The production of the SM2, SM4, and SM6 models, which are manufactured using CFRP, is estimated to be about between 6 and 10 times more energy-intensive than SM8 and SM9, which are based on aluminium.
Being one of the pioneering very few studies, it is believed that this study will provide valuable information to the railway sector, as recently there has been growing interest in the sector in terms of experimenting with new material solutions to reduce the total mass of railway vehicles further. These efforts are also motivated by policies which require that newly built vehicles should be even greener in order to deal with environmental impacts such as global warming. Therefore, the LCA analysis carried out in this study presents detailed findings regarding the potential candidate composite materials and their status with respect to conventional materials. This study is novel due to its timely touch to the subject and its rich content that has not been seen in previous studies.
Care should be taken that this study has two limitations: it relatively depends on the secondary data in the life cycle inventory phase, and lack of access to a precise car body design data including structural strength/stiffness requirements. Evaluation of the environmental impact of SMs generated based on the assumptions considered in this study could be misinterpreted when an actual side wall design is investigated. The side wall (or the whole car body) is more accurately and efficiently designed so that it meets the structural requirements with minimum cost. This might lead to change in various material related characteristics especially for composite materials such as fibre orientation of each layer, layer stacking sequence, and uniform/varying layer thickness. This can in turn affect the environmental loads caused from the manufacturing processes, and affects the energy consumption resulted from use-phase during service time. Therefore, the results of this study should be assessed with these limitations in mind to avoid misinterpretation. These limitations can be overcome when manufacturers or suppliers are voluntary to share their primary data.
References
Bachmann J, Hidalgo C, Bricout S (2017) Environmental analysis of innovative sustainable composites with potential use in aviation sector—a life cycle assessment review. Sci China Technol Sci 60:1301–1317. https://doi.org/10.1007/s11431-016-9094-y
Cuartero J, Miravete A, Sanz R (2011) Design and calculation of a railway car composite roof under concrete cube crash. Int J Crashworthiness 16:41–47. https://doi.org/10.1080/13588265.2010.501163
Cunliffe AM, Jones N, Williams PT (2003) Recycling of fibre-reinforced polymeric waste by pyrolysis: thermo-gravimetric and bench-scale investigations. J Anal Appl Pyrolysis 70:315–338. https://doi.org/10.1016/S0165-2370(02)00161-4
Das S (2011) Life cycle assessment of carbon fiber-reinforced polymer composites. Int J Life Cycle Assess 16:268–282. https://doi.org/10.1007/s11367-011-0264-z
Del Pero F, Delogu M, Pierini M, Bonaffini D (2015) Life cycle assessment of a heavy metro train. J Clean Prod 87:787–799. https://doi.org/10.1016/j.jclepro.2014.09.023
Delogu M, Del Pero F, Berzi L et al (2017) End-of-life in the railway sector: analysis of recyclability and recoverability for different vehicle case studies. Waste Manag 60:439–450. https://doi.org/10.1016/j.wasman.2016.09.034
Ecoinvent (2010) Ecoinvent database v 2.2. Swiss Centre for Life Cycle Inventories, Dübendorf
Egede P (2017) Environmental assessment of lightweight electric vehicles. In: Sustainable production, life cycle engineering and management. Springer, pp. 9–40
European Commision (2018) EU energy in figures. Luxembourg
Font R, Fullana A, Caballero JA, Candela J, Garcia A (2001) Pyrolysis study of polyurethane. J Anal Appl Pyrolysis 58–59:63–77. https://doi.org/10.1016/S0165-2370(00)00138-8
Groen EA, Heijungs R, Bokkers E A M, de Boer I (2014) Sensitivity analysis in life cycle assessment. Proc 9th Int Conf LCA Food San Fr USA 8–10 Oct 2014 482–488. https://doi.org/10.1111/j.1939-1676.2008.0227.x
Günkaya Z, Özdemir A, Özkan A, Banar M (2016) Environmental performance of electricity generation based on resources: a life cycle assessment case study in Turkey. Sustain 8:1–14. https://doi.org/10.3390/su8111097
Herrmann C, Dewulf W, Hauschild M, Kaluza A, Kara S, Skerlos S (2018) Life cycle engineering of lightweight structures. CIRP Ann 67:651–672. https://doi.org/10.1016/j.cirp.2018.05.008
Hudson CW, Carruthers JJ, Robinson AM (2010) Multiple objective optimisation of composite sandwich structures for rail vehicle floor panels. Compos Struct 92:2077–2082. https://doi.org/10.1016/j.compstruct.2009.10.018
Ingarao G, Deng Y, Marino R, di Lorenzo R, Lo Franco A (2016) Energy and CO2 life cycle inventory issues for aluminum based components: the case study of a high speed train window panel. J Clean Prod 126:493–503. https://doi.org/10.1016/j.jclepro.2016.03.070
ISO (2019) ISO 21106:2019 Railway applications—recyclability and recoverability calculation method for rolling stock
Kaewunruen S, Rungskunroch P, Jennings DV (2019) A through-life evaluation of end-of-life rolling stocks considering asset recycling, energy recovering, and financial benefit. J Clean Prod 212:1008–1024. https://doi.org/10.1016/j.jclepro.2018.11.271
Khalil YF (2017) Eco-efficient lightweight carbon-fiber reinforced polymer for environmentally greener commercial aviation industry. Sustain Prod Consum 12:16–26. https://doi.org/10.1016/j.spc.2017.05.004
Kim JS, Lee SJ, Shin KB (2007) Manufacturing and structural safety evaluation of a composite train car body. Compos Struct 78:468–476. https://doi.org/10.1016/j.compstruct.2005.11.006
La Rosa AD, Banatao DR, Pastine SJ et al (2016) Recycling treatment of carbon fibre/epoxy composites: materials recovery and characterization and environmental impacts through life cycle assessment. Compos Part B Eng 104:17–25. https://doi.org/10.1016/j.compositesb.2016.08.015
Lee CK, Kim YK, Pruitichaiwiboon P, Kim JS, Lee KM, Ju CS (2010) Assessing environmentally friendly recycling methods for composite bodies of railway rolling stock using life-cycle analysis. Transp Res Part D Transp Environ 15:197–203. https://doi.org/10.1016/j.trd.2010.02.001
Lee CK, Lee JY, Kim J (2020) Recyclability and recoverability of rolling stock with recycling efficiency factors. Resour Conserv Recycl 155:104620. https://doi.org/10.1016/j.resconrec.2019.104620
Luz SM, Caldeira-Pires A, Ferrão PMC (2010) Environmental benefits of substituting talc by sugarcane bagasse fibers as reinforcement in polypropylene composites: Ecodesign and LCA as strategy for automotive components. Resour Conserv Recycl 54:1135–1144. https://doi.org/10.1016/j.resconrec.2010.03.009
Mayyas AT, Qattawi A, Mayyas AR, Omar MA (2012) Life cycle assessment-based selection for a sustainable lightweight body-in-white design. Energy 39:412–425. https://doi.org/10.1016/j.energy.2011.12.033
Naqvi SR, Prabhakara HM, Bramer EA, Dierkes W, Akkerman R, Brem G (2018) A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour Conserv Recycl 136:118–129. https://doi.org/10.1016/j.resconrec.2018.04.013
Önder A (2017) Harmonised method to validate the impact resistance performance of composite passenger railway car bodies
REFRESCO Project (2013) REFRESCO project. http://www.refresco-project.eu/. Accessed 1 Jun 2016
Robinson M, Carruthers J, O’Neill C, Ingleton S, Grasso M (2012) Transport of DE-LIGHT: the design and prototyping of a lightweight crashworthy rail vehicle driver’s cab. Procedia Soc Behav Sci 48:672–681. https://doi.org/10.1016/j.sbspro.2012.06.1045
Schmidt JH, Watson J (2012) Eco Island Ferry-comparative LCA of island ferry with carbon fibre composite based and steel based structures 84. https://doi.org/10.1016/j.jnoncrysol.2012.12.045
Schwab Castella P, Blanc I, Gomez Ferrer M, Ecabert B, Wakeman M, Manson JA, Emery D, Han SH, Hong J, Jolliet O (2009) Integrating life cycle costs and environmental impacts of composite rail car-bodies for a Korean train. Int J Life Cycle Assess 14:429–442. https://doi.org/10.1007/s11367-009-0096-2
Segovia F, Blanchet P, Amor B, Barbuta C, Beauregard R (2019) Life cycle assessment contribution in the product development process: case study of wood aluminum-laminated panel. Sustain 11. https://doi.org/10.3390/su11082258
Shin KB, Hahn SH (2005) Evaluation of the structural integrity of hybrid railway carriage structures including the ageing effects of composite materials. Compos Struct 68:129–137. https://doi.org/10.1016/j.compstruct.2004.03.007
Song YS, Youn JR, Gutowski TG (2009) Life cycle energy analysis of fiber-reinforced composites. Compos Part A Appl Sci Manuf 40:1257–1265. https://doi.org/10.1016/j.compositesa.2009.05.020
Timmis AJ, Hodzic A, Koh L, Bonner M, Soutis C, Schäfer AW, Dray L (2015) Environmental impact assessment of aviation emission reduction through the implementation of composite materials. Int J Life Cycle Assess 20:233–243. https://doi.org/10.1007/s11367-014-0824-0
Torres A, De Marco I, Caballero BM et al (2009) Recycling of the solid residue obtained from the pyrolysis of fibre glass polyester sheet molding compound. Adv Polym Technol 26:141–149. https://doi.org/10.1002/adv
Ulianov C, Hyde P (2016) INNOWAG project, D1.1: benchmark and market drivers for an integrated intelligent and lightweight wagon solution
Ulianov C, Önder A, Peng Q (2018) Analysis and selection of materials for the design of lightweight railway vehicles. IOP Conf Ser Mater Sci Eng 292:012072. https://doi.org/10.1088/1757-899X/292/1/012072
UNIFE (2013) Recyclability and recoverability calculation method railway rolling stock
Watson N (2011) The Shinkansen-Japanese High Speed Railway Network 35
Wennberg D (2009) A light weight car body for high-speed trains 51
Wennberg D (2013) Multi-functional composite design concepts for rail vehicle car bodies. KTH Royal Institute of Technology
Witik RA, Payet J, Michaud V, Ludwig C, Månson JAE (2011) Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos Part A Appl Sci Manuf 42:1694–1709. https://doi.org/10.1016/j.compositesa.2011.07.024
Witik RA, Teuscher R, Michaud V, Ludwig C, Månson JAE (2013) Carbon fibre reinforced composite waste: an environmental assessment of recycling, energy recovery and landfilling. Compos Part A Appl Sci Manuf 49:89–99. https://doi.org/10.1016/j.compositesa.2013.02.009
Acknowledgements
The authors thank Prof. Dr. Müfide BANAR for infrastructure, academic advising, and supporting this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible Editor: Philippe Loubet
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
ESM 1
(DOCX 60.3 kb)
Rights and permissions
About this article

Cite this article
Özdemir, A., Önder, A. An environmental life cycle comparison of various sandwich composite panels for railway passenger vehicle applications. Environ Sci Pollut Res 27, 45076–45094 (2020). https://doi.org/10.1007/s11356-020-10352-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-020-10352-8