
Abstract
Purpose
The use of carbon fiber-reinforced polymer matrix composites is gaining momentum with the pressure to lightweight vehicles; however energy intensity and cost remain major barriers to the wide-scale adoption of this material for automotive applications. This study determines the relative life cycle benefits of two precursor types (conventional textile-type acrylic fibers and renewable-based lignin), part manufacturing technologies (conventional SMC and P4), and a fiber recycling technology.
Materials and methods
A representative automotive part, i.e., a 30.8-kg steel floor pan having a 17% weight reduction potential with stringent crash performance requirements, has been considered for the life cycle energy and emissions analysis. Four scenarios—combinations of the precursor types and manufacturing technologies—are compared to the stamped steel baseline part.
Results and discussion
The analysis finds the lignin-based part made through P4 technology to offer the greatest life cycle energy and CO2 emissions benefits. Carbon fiber production is estimated to be about 14 times more energy-intensive than conventional steel production; however, life cycle primary energy use is estimated to be quite similar to the conventional part, i.e., 18,500 MJ/part, especially when considering the uncertainty in LCI data that exist from using numerous sources in the literature.
Conclusions
The sensitivity analysis concludes that with a 20% reduction in energy use in the conversion of lignin to carbon fiber and no energy use incurred in lignin production since lignin is a by-product of ethanol and paper production, a 30% reduction in life cycle energy use could be obtained. A similar level of life cycle energy savings could also be obtained with a higher part weight reduction potential of 43%.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the recent trend of higher gasoline prices and the new US federal mileage standards requiring corporate average fleet fuel economy of 35.5 mpg by 2016, up from 27.3 mpg today, there has been renewed interest in lightweighting vehicles. Lightweighting in advanced technology vehicles—such as plug-in hybrids, all-electric vehicles, and hydrogen fuel cell-powered vehicles—is important in order to reduce the effect of the heavier and more expensive powertrain. In addition, composites technology, better suited to low annual production volumes in the range of 20,000–40,000 vehicles, matches well with the market for niche hybrid vehicles today. Currently, automotive uses account for less than 1% of world carbon fiber output and are limited to exotic performance cars.
Carbon fiber-reinforced composites offer significant potential for reducing vehicle weight while maintaining the strength and stiffness that steel offers. Recently, soaring steel prices are eroding steel’s cost advantage in automotive applications. Research shows that composites are up to 35% lighter than aluminum and 60% lighter than steel and can reduce the overall weight of a vehicle up to 10%. The three Japanese companies that currently control 70% of the global carbon fiber market aim to bring about widespread automotive use of carbon fibers cars including through technical breakthroughs that address the major hurdle to expanding composites use in automotive applications: cost. Carbon fiber is expensive primarily because of the enormous amount of energy needed to heat and treat fibers and secondarily because of the high cost of precursors. The cost of carbon fiber composites is high not only due to the fiber price but also due to long cycle times and low volume processes used to mold carbon fiber components.
Although lightweight materials will play a role in CAFÉ compliance, they are expensive and less environmentally friendly than steel in the near-term in automotive applications. Among potential lightweight materials, carbon fiber reinforced polymer matrix composites (CFRP) have the most weight reduction potential, but the production of carbon fiber generates about 15 times more CO2 than conventional steel on a weight basis (Murphy 2008). Similarly, production of CFRP is estimated to be 4.6 times more energy-intensive than conventional steel, but recycling CFRP could decrease its energy intensity to the level of steel parts (Suzuki and Takahashi 2005). To date, limited life cycle studies have been done for carbon fiber-reinforced polymer matrix composite materials (CFRP). An old study indicates that the substitution of CFRP for all the steel in a 3,070-lb conventional internal combustion engine vehicle can result in 12% life cycle energy savings, but these savings are equivalent to that available with recycled aluminum (Sullivan and Hu 1995). Another study with more intensive use of CFRP in a vehicle of similar weight predicts a decrease in life cycle energy consumption in the range of 17–26% (Suzuki et al. ND).
The objective of this LCA is to compare the potential energy and environmental impacts of alternative carbon fiber precursor materials and production technologies by examining a representative automotive part, i.e., a floor pan. Since the raw material, primarily carbon fiber, contributes more than 75% of total part cost (and more than 90% of the energy needed for part production), the US DOE’s Vehicle Technologies Program (Lightweighting Matierals section) is considering alternative, inexpensive precursor materials to conventional petroleum-based polyacrylonitrile to reduce carbon fiber cost from $8/lb to the $5–7/lb range and improve CFRP’s commercial viability in large-scale automotive applications. Two alternative inexpensive precursor materials suited for large-scale automotive applications have been considered: textile-type acrylic fibers and a renewable source material, i.e., lignin. Similarly, two alternative, competing, cost-effective part manufacturing technologies—programmable powdered preforming process (P4) and sheet molding compound (SMC) part manufacturing technologies—have been considered. The CFRP life cycle analysis considers competing technologies at the carbon fiber production and part production stages, as well the vehicle use and part recycling/disposal life cycle stages. Life cycle inventory (LCI) data have been collected by specific technology used in each life cycle stage through close collaboration with researchers and companies currently involved with the technology. A commercial LCA software package, SimaPro (SimaPro 2008), which contains some LCI databases for commercially available materials and processing technologies, has been used when data were not directly available. The LCA assesses the positive (lightweighting vehicles for reduced energy and emissions) and negative aspects (energy use and emissions during part production) of CFRP use in light-duty vehicles. The five scenarios addressed in the LCA are:
-
Steel: Conventional stamped steel
-
PAN SMC: Textile-grade precursor to polyacrylonitirle (PAN) carbon fiber combined with SMC manufacturing technology
-
PAN P4: Textile-grade precursor to PAN carbon fiber combined with P4 manufacturing technology
-
Lignin SMC: Lignin-precursor carbon fiber combined with SMC manufacturing technology
-
Lignin P4: Lignin-precursor carbon fiber combined with P4 manufacturing technology
This paper starts with a detailed description of the functional unit, i.e., an automotive part under consideration for this LCA. Life cycle inventory data collection for the manufacturing of both conventional steel and CFRP parts is then discussed in the following two sections. Data used are discussed at the specific major processing stage, providing underlying assumptions and sources used. The subsequent two sections consider the methodology and data used for the last two life cycle stages, i.e., vehicle use and recycling. The LCA modeling approach is then briefly discussed and is followed by the LCA results, which are discussed first in terms of the raw material and then relative to the part under consideration. Sensitivity analysis is a key element of this LCA assessment in that it provides information on the robustness of energy and environmental performance of the competing processing technologies. This paper concludes with major observations derived from this LCA assessment.
2 The functional unit and material composition scenarios
The functional unit for this life cycle analysis is the floor pan for a large rear wheel drive vehicle such as the Cadillac CTS under consideration by the United States Automotive Materials Partnership Multi-Material Vehicle (MMV) (DOE (US Department of Energy (DOE) 2008)). Hot-dipped galvanized stamped steel is the baseline material. The replacement material is a CFRP with random laid carbon fiber in a matrix material. To achieve acceptable crash performance this material is supplemented in strategic regions with a 2.5 mm or less reinforcement of a low density, high strain-to-failure core material such as high modulus polypropylene. This system is one of the four composite material reinforcement system options in the MMV project. Vinylester and polyester are the two different matrix materials considered for P4 and SMC manufacturing technologies, respectively. Vinylester ester resin has been modeled as a chemical mixture containing epoxy resin, acrylic acid, and styerene in the following weight percentages, 42%, 18%, and 40%, respectively. The CFRP scenarios assume carbon fiber accounts for 29% of the weight of the CFRP under both SMC and P4 technologies; however, SMC’s use of significant amounts of additives makes carbon fiber’s percentage by weight in the SMC final resin slightly less than its weight in P4.
Table 1 shows the material composition of the steel baseline and the CFRP material compositions. Weight savings with the CFRP part is estimated to be 17%, and part material composition distribution under both cases, i.e., vinylester for P4 manufacturing technology vs. polyester for SMC are assumed to be the same. For higher strength- and elongation-related automotive part applications, carbon fibers (particularly with random fibers) do not provide as much benefit in terms of stiffness; thus, more material must be used and a smaller weight reduction is achieved in those applications. In fact, with the use of carbon fabric instead of random carbon fiber, a 43% weight reduction in the floor pan was obtained (considered and discussed later under the sensitivity analysis). Due to crash performance requirements, the percentage weight reduction obtained in this case is considerably lower than that obtained in typical automotive carbon fiber applications such as body structures.
The assessment considers two different precursor-based carbon fibers: textile-based PAN and lignin. For each precursor, two-part manufacturing technologies are available. Thus the analysis considers a total of four CFRP scenarios along with the baseline steel scenario.
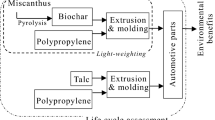
Figure 1 shows the life cycle system boundary considered for the CFRP life cycle analysis as highlighted by the bold line. The LCA focus is primarily on alternative materials and manufacturing technologies for making a CFRP floor pan compared to the conventional steel floor pan. The part under consideration for LCA contributes a small fraction, about 2%, of overall vehicle curb weight, for a conventional steel floor plan for a vehicle curb weight assumed to be 1,595 kg as shown in Table 1. With the exception of the “use” life cycle stage, other vehicle components have not been considered in the analysis here. Even at the use life cycle stage where the important fuel economy benefits are captured, the focus has been on the part’s contribution (based on its share of total vehicle weight) to the overall vehicle fuel economy (as discussed later under Section 4.3). Since the vehicle life cycle impacts are proportional to the composition of component weights, the impacts of alternative designs of small parts such as the floor pan are not anticipated to be large, individually, although a number of changes in aggregate could have significant impacts. A past study on the LCA of a generic US family sedan indicates that vehicle use stage contributes to 84% of total life cycle energy use of 973 TJ/vehicle (Sullivan JL Williams et al. 1998).

Life cycle system boundary considered for the LCA of CFRP
3 Life cycle of conventional steel floor pan
Figure 2 shows various life cycle stages considered for the baseline conventional steel floor pan based on a unit final part weight. It is assumed that the starting material will be 100% primary, and the benefits due to scrap recycling are at end-of-life/recycling stage. This approach is consistent with the recycling methodology developed by International Iron and Steel Institute for LCA studies. Thus, the net life cycle energy used in part manufacturing would be the difference between energy consumption in primary metal production and secondary metal production. Secondary metal production energy benefits have been estimated based on the International Iron and Steel Institute data of energy requirements difference between slab with and without scrap and assuming a metallic yield of 95.3% at the electric arc furnace, which is estimated to be around 16 MJ/kg of recycled scrap material. This yield applies to both end-of-life recovery and scrap recovery at part stamping. In the stamping stage, it is assumed that 28.5% of material becomes scrap. Transportation activity, i.e., shipping the starting material for stamping and shipping scrap to the electric arc furnace for secondary steel manufacturing facility, has also been considered although it is not shown in this figure. The amount of scrap available from the vehicle at end-of-life is estimated based on (1) 94% of all vehicles at the end of their useful lives are recycled and (2) 95% yield at the shredding operation. It is estimated that 1.39 units of primary metal would be necessary per unit of part weight, but 1.23 units would provide credits due to use of secondary steel in manufacturing. LCI data for steel production are based on International Iron and Steel Institute.

Life cycle flow diagram of steel in a baseline conventional floor pan
Energy use and emissions estimates at the use life cycle stage are made at the levels of well-to-pump and pump-to-wheel separately. Well-to-pump estimates mainly include those associated with the upstream fuel production and distribution used during the vehicle use. These estimates are based on the appropriate North American mix of conventional gasoline and reformulated gasoline fuel using the Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) model developed by Argonne National Laboratory (Wang 2008). Pump-to-wheel energy consumption estimates at the use stage is based on the 2007 Cadillac CTS combined fuel economy estimate of 21.2 mpg and lifetime vehicle operation of 125,000 miles or 200,000 km. In-use vehicle emissions estimates for the baseline vehicle are from American Council for an Energy-Efficient Economy and are derived using the US Environmental Protection Agency’s MOBILE6 model (personal communication with J Kliesch, American Council for an Energy Efficient Economy, Washington, DC. Feb. 5, 2007). Estimates of regulated tailpipe and evaporative emissions using the MOBILE6 model are based on published analyses of in-use emissions data, where emissions standard levels for each pollutant are adjusted to reflect expected in-use performance over a vehicle lifetime. Finally, vehicle-level estimates are converted into functional part-level estimates based on the ratio of component weight to the overall vehicle curb weight.
4 Life cycle of carbon fiber-reinforced polymer matrix composite floor pan
Figure 3 shows the life cycle stages considered for the life cycle analysis of CFRP floor pan manufacturing. Both carbon fiber precursor sources (PAN vs. lignin, with “L/P” the label for fiber from either source) and part manufacturing technologies (i.e., P4 vs. SMC) considered in this analysis are shown in this figure. Numbers shown beside each flow in this figure denote the amount of material output necessary at the end of each life cycle stage, based on the unit final part weight and process yield assumptions made for each processing step (as discussed in detail below). No distinction has been made with regard to the share of resin matrix material and fiber in the part since values based on per kilogram shown in this figure can be applied directly to the actual weight composition of various material components considered in the part, assuming thereby that yield of each composition mix of materials is the same at the each processing stage. Although recycling of prompt scrap has not been considered explicitly at each unit processing stage throughout the life cycle in this analysis, appropriate credits have been considered at the end-of-life vehicle life cycle stage by providing credits due to recycling. At the end-of-life vehicle recycling, only carbon fiber is recovered using the pyrolytic process, similar to secondary steel manufacturing under the baseline scenario. In addition to transportation of woody biomass to biorefineries, transportation activities due to shipment of fiber and matrix materials for compression molding and the shipping of old scrap for carbon fiber recycling have also been considered. The following paragraphs discuss in detail underlying assumptions for each of the life cycle stages considered.

Life cycle flow diagram of CFRP in an automotive floor pan
4.1 Carbon fiber production technologies
4.1.1 Textile-grade carbon fiber precursor PAN
PAN precursor fiber is traditionally prepared by a solvent-based polymerization process, followed either by wet or air-gap spinning to produce fibers suitable for carbon fiber production. Textile-grade PAN fiber of 50 K tows considered here for an automotive part differs from higher acrylonitrile content commercial-grade PAN in that textile-grade has less restrictive chemical and physical properties for the precursor requirements. Most textile-grade PAN fiber producers use wet spinning in which the polymer acrylonitrile and vinyl acetate as comonomer after the polymerization consisting of a continuous suspension process is dissolved in a solvent such as sodium thiocynate or dimethylacetamide to form a viscous dope of about 20–30 weight% polymer content. After polymer dissolution, the spinning dope is deaerated, filtered, and extruded through a spinneret which has 50,000 to 80,000 (up to 320,000) holes at a speed of less than 250 m/min. The spin-bath is filled with a solution of the solvent and water (a 60:40 ratio). The solvent in the extruded dope diffuses into the spin bath and the polymer gels into a continuous thread of PAN fiber. Following coagulation, the fiber is washed in a water bath, stretched, lubricated, and dried. The recovery and recycling operation of the solvent is more than 95% efficient and is done by evaporation. In addition, several water washing steps are necessary during this operation.
Natural gas and electricity consumption per lb of PAN precursor production during this step are estimated to be 0.10 mmBtu and 0.35 kWh, respectively, per lb of precursor produced (personal communication with GM Abdallah, MGA-Advanced Composites and Engineering, Salt Lake City, 2008). Total yield at this process step is assumed to be 95%.
The precursor PAN fiber is converted into carbon fiber in a sequence of process steps. First, thermosetting is conducted in an oxidizing atmosphere of 200–300°C, and the fibers are restrained from shrinkage so that a ladder structure of six-member heteroaromatic rings is developed in the fibers. The exothermic oxidation reactions are conducted slowly to avoid fiber fusion and intermingling. In the follow-up processing step, carbonization occurs much faster than the earlier step (0.5 to 2 h for oxidation vs. several minutes for carbonization) and is carried out in a nitrogen atmosphere of 1,000–1,700°C in which water vapor, ammonia, and hydrogen cyanide evolve as gaseous by-products. The by-products are incinerated on-site before venting into the atmosphere. During this step, the cross-linked fiber molecules rearrange to form carbon networks of high rigidity. The resulting product is commonly known as “unsized carbon fiber.” The unsized carbon fiber is given a solution or electrolytic surface etch before it is sized with a polyurethane coating. The purpose of the surface etch is to increase adhesion between the fiber and the polyurethane sizing; the sizing in turn reduces fiber fluffing during handling and shipping. Total natural gas and electricity consumption per lb of carbon fiber during the carbon fiber production step are estimated to be 0.042 mmBtu and 9.1 kWh, respectively, where the former form of energy is used extensively at the oxidation step (personal communication with GM Abdallah, MGA-Advanced Composites and Engineering, Salt Lake City, 2008). Total yield based on mechanical and chemical yields is assumed to be 48%.
4.1.2 Alternative carbon fiber precursor lignin
Lignin is currently generated in large volumes from pulping (black liquor) in paper production and may be a renewable and lower-cost alternative to conventional oil-price-sensitive carbon fiber precursors such as PAN. Lignin also has a potential cost advantage over textile grade PAN as a precursor material for low cost carbon fiber production since its cost does not vary with the fuel value (i.e., $0.50/lb), unlike oil price for PAN. With more biomass refineries projected to come online soon, the lignin by-product from cellulosic ethanol fuel production will represent a valuable resource material for carbon fiber production. Work on biomass lignins produced from the organosolv pulping of wood, the first step in cellulosic ethanol production, has already demonstrated that such lignins are readily melt spinnable as isolated and are of a much higher purity level than lignins derived from the chemical pulping of wood for paper production. Wood and switchgrass contain significant amounts of lignin (about 50% of the proportion of cellulose), which, if utilized for the production of value-added products, such as carbon fiber, could effectively offset the high cost of producing cellulosic ethanol from biomass (a relatively small proportion of the lignin would be used as a fuel in the ethanol production process). A greenfield lignin plant would pulp trees to produce ethanol and other value-added products as well as to provide consistent sources of lignin for carbon fiber manufacturing.
The lignin production technology under consideration here for the life cycle analysis is one similar to Lignol Innovations, a wholly owned subsidiary of the Lignol Energy Corporation. Lignol Innovations is building biorefineries in Canada for the production of ethanol fuel and other products from lignocellulosic biomass, notably waste wood. Lignol has improved on the process originally developed by GE and further refined by Repap Enterprises, Inc. to make the “Allcell” lignin—a relatively pure as isolated and readily melt spinnable product (Arato et al. 2004). Production of ethanol from biomass involves three sequential processing steps, i.e., pretreating the biomass by alkaline or organosolv pulping; hydrolyzing the cellulose fibers to sugars; and finally fermenting the sugars to ethanol. It is the liquid stream (i.e., black liquor), produced at the end of the first pretreatment process step, from which lignin is extracted. Currently, black liquor containing lignin is concentrated and burned to provide both process energy and to facilitate recovery/recycling of the pulping chemicals.
Life cycle inventory data for wood collection and transportation to the biomass refineries is based on forest residue data available from the Argonne National Laboratory’s GREET Model (Wang 2008). Gross calorific value of biomass has been taken into consideration and is assumed to be 14 GJ/ton based on the energy content of forest residue. Process data for lignin production has been obtained from various available public sources and literature judged to be knowledgeable and reliable. Since the technology is still under development, uncertainty in feedstock and process variables exists, and so available pilot batch plant-level data have been extrapolated purely based on judgment to a most likely long-run commercial production facility scenario. Wood and wood residues containing on average 50% moisture are treated at first in a steam bin so that the moisture content is uniform across the entire feedstock before it is fed to the digester, the first pretreatment stage. In addition to wood residue, an ethanol–water mixture in the ratio of 65:35 is added to the digester, which is heated to about 195°C. For processing 1 ton of wood (dry weight basis), the final digester mixture of total mass of 5.5 tons contains 2.25 tons each of water and ethanol and 1 ton of dry wood. In addition to 0.5 ton of insoluble cellulosic fiber (containing 90% cellulose), the black liquor produced at the end of this process step contains 0.315 ton lignin and other chemicals (acetic acid, furfural, xylose, and extractives such as fatty acids), 0.185 ton of hemicellulose, and the original 4.5 tons of recyclable ethanol–water mixture. Since two end-products, i.e., cellulosic fibers and black liquor, are produced at the end of pretreatment/digester stage, material and energy use have been allocated based on their relative final masses obtained.
The black liquor solution containing about 4 wt.% lignin is at first concentrated by evaporation before precipitation at a temperature of 70°C until it is 60 wt.% solids. Mineral acid is used to lower the solution pH. This concentrated mixture containing about 10% ethanol–water mixture is next dried by evaporating where the ethanol is driven off as a 95/5 ethanol/water azeotrope and the remaining water as water vapor. A total of 200 kg of lignin is obtained at the end of this process, out of which 150 kg is HP-L type, the higher molecular weight lignin. Other constituents of black liquor are not currently being recovered cost-effectively. There is only a small loss of ethanol as a result of chemical conversion, but this is made up from the ethanol subsequently produced from the conversion of cellulosic fiber. The recovery efficiency of ethanol–water mixture is assumed to be 99%. A use of a thermal oxidizer allows the control of volatile organic compound emissions during this process.
As shown in Fig. 3, 11.4 U (on dry weight basis) of woody biomass are necessary to produce a unit weight of carbon fiber. Energy required during this process is in the form of steam (generated from biomass boilers) in a heat exchanger to heat the aqueous liquor which heats up the digester and the wood; and electricity used by the conveyors and pumps. Much of the heat is then recovered and used to heat the incoming fresh aqueous liquor entering the digester or to drive the distillation column. It is estimated that net 0.24 lbs of steam per kilogram of wood would be necessary for digester based on the Kraft lignin process (Brown et al. 1996). This energy estimate is a fair representation of the wood residue-based process considered here, although the temperature requirement is higher at 383°F versus 340°F for a Kraft mill. However, the specific heat of the liquor in our case is lower because it contains ethanol. Electricity consumption for conveyors and pumps is estimated to be 90 kWh/tonne of wood. Energy estimates for lignin isolation/precipitation and subsequent drying steps have been made based on heat capacity calculations. An additional 4.5 tons of recirculating water needs to be cooled from its 100°C to 55°C and added to the original black liquor mixture at 82°C (actual amount is reduced to 2.25 tons from 4.5 tons due to cooling and flash down effect of 170°C to 82°C) so that the overall mixture is at 70°C, a temperature ideal for the lignin precipitation to occur. Energy is also then required to evaporate the ethanol and water so that the final lignin does not contain more than 5% water. It is estimated that energy requirements for cooling water and lignin drying are 3.38 kWh of electricity and 0.002 mmBtu of natural gas per kilogram of lignin, respectively. After lignin is isolated from the “black liquor,” impurities must be removed that lower the decomposition temperature so that the melt spinnability is improved. It is assumed here that washing readies the precursor for final carbon fiber production; no further chemical modification is necessary. Wastewater generated after washing will likely be recirculated. If lignin is freely available as a by-product of ethanol and paper production (without consideration of burning lignin for energy recovery), there would be no energy requirements for lignin production (a scenario considered in the sensitivity analysis).
Purified lignin is generally received, dried, compounded with plasticizers such as consumer PET, and pelletized before it is melt spun into a fiber. Unlike wet spinning, melt spinning does not entail the use of a solvent, where the polymer is melted or softened and pushed through a multiple-hole spinneret. The pelletized lignin/plasticizer with a diameter of 2 to 3 and 3 to 4 mm length is dried, extruded, and wound into a fiber using melt-spinning equipment similar to that used to melt-spin pitch into carbon fiber. Energy consumption estimates are based on the custom-designed and custom-built melt-spinning equipment at ORNL, and potential, significantly lower energy requirements for drying, compounding, and pelletizing are not considered in these estimates. We further assume—as indicated by recent laboratory trials—that no plasticizers will be necessary compared to commercially available purified lignin today. The melt-spinning equipment includes a draw frame which permits fibers to be tensioned and hot-stretched through a series of rollers to obtain the desired filament diameter and to help align the molecular structure of the precursor fiber to facilitate development of the desired engineering properties in the subsequent carbon fiber. Temperature in the seven-zone 27 mm twin-screw Leistritz extruder ranges from 150°C to 200°C with a total machine power rating and mechanical process yield of 4.8 kW and 95%, respectively. Based on industrial fiber winding speed of 600 m/min and fiber diameter of 11 μm, total energy consumption at the melt spinning is estimated to be 0.047 kWh/lb of lignin precursor.
The theoretical carbon content of hardwood lignin is about 55–60%. However, depending on the lignin purification method used, actual carbon content varies from 40–55% (Baker et al. 2008). A high yield value of 50% was assumed in our analysis based on the similar yield value obtained from aqueous-purified softwood lignin. In contrast to PAN, the oxygenated nature of lignin will require less stabilization/oxidation time (smaller ovens) and no hydrogen cyanide emissions will occur during processing. However, volatile organic carbon emissions associated with lignin oxidation and carbonization will require the same environmental control system as used in PAN processing. In general, the oxidation step is the bottleneck of the carbon fiber manufacturing process and also has the largest cost implication. However, a recent study indicates that lignin-based carbon fiber processing costs would be the same as that of textile-grade PAN—the other carbon precursor considered in our analysis (Kline and Company presentation at Oak Ridge National Laboratory, Oak Ridge, TN, Jan. 12, 2007). Although lignin-based fibers may require different surface treatment, it is assumed that it will have a negligible impact on energy consumption. Kline and Company also estimates energy and nitrogen to be similar to assumptions made here for textile-grade PAN precursor fiber; thus, in this LCA, these processing parameter values are assumed to remain unchanged by the type of carbon fiber precursor used. Emission estimates of lignin carbon fiber production are based on the recent results from the combustion of Kraft lignin after making adjustments to reflect higher carbon yield (50% vs. 32% assumed in the study) due to cross-linking of lignin that occurs during the fiber stabilization process (Font et al. 2003).
4.2 Part manufacturing
4.2.1 SMC film production
Carbon-reinforced SMC is becoming popular and currently is offered by most carbon fiber suppliers. It combines the ease of manufacture of SMC with material properties approaching those of prepreg. Significant mass reduction is possible with this material, but a several order-of-magnitude cost reduction is necessary to be cost competitive with glass-reinforced SMC. It can be manufactured either by the resin film or solution resin transfer process. Figure 4 shows the stages of the resin film transfer process being considered in this analysis. In the first step of the two-step process, resin is filmed on the release paper (personal communication with GM Abdallah, MGA-Advanced Composites and Engineering, Salt Lake City, 2008). Then, in the SMC manufacturing line, the fiber is chopped and deposited on the lower resin film. An upper resin film is then transferred over the fiber, which becomes sandwiched between the two resin film layers. The two-layer film is compacted and wound on a drum. This process is the preferred and state-of-the-art technology and does not emit any gases. In the other alternative technology, chopped fibers and solution resins are transferred over the manufacturing line at a single step, and there is a possibility of solvent emissions in the absence of an integrated solvent recovery system. Yield of the resin film transfer process is about 96%, with losses occurring mainly due to shearing of sheet edges at the final stage. Major input materials necessary during SMC film production include polyvinyl acetate (as the low shrink additive), zinc stearate (mold release agent), and magnesium oxide (as thickener), along with the carbon fiber (29% by weight) and polyester resin with co-monomer (63% by weight). Energy consumption has been estimated to be 0.48 kWh/lb assuming an hourly production rate of 140 lbs.

A schematic flow diagram of the resin film transfer process to produce carbon-reinforced SMC
4.2.2 Powdered preforming
The alternative CFRP process considered in this life cycle analysis is the powdered performing (P4) process, invented by a subsidiary of Owens Corning Fiberglass. It is a large scale, low cost, low scrap, high volume (50,000 U/year), fully automated preforming process. To make the preformed shape, choppers mounted on robots spray short strands of fibers, applied along with powdered binder, onto a screen. Hot air flows through the screen to melt the binder, and then ambient air flows to solidify the binder and set the preform. It is then lifted out and placed in a mold where it is injected with a liquid resin that solidifies to make a rigid composite part.
Energy consumption at the P4 step is based on the assumption that the preform deposition time is 100 s/m2 of part surface area. Combining the two robot systems, total deposition time is estimated to be about 3 min for the 3 m2 floor pan considered here. An additional 3 min are considered for the press movement, heating, cooling, and demolding. Hence, energy consumed per part based on the total installed capacity of 250 kW would be 12.5 kWh, assuming that energy consumption for both preform deposition and mold preparation/handling are the same (Personal communication with J Dahl, Ford Motor Company, Detroit, MI). Process yield at this step has been assumed to be 97%.
4.2.3 Compression molding
The technology used in this final step in part manufacturing is the same for both preform manufacturing processes. Preformed P4 or SMC is first cut into pieces with a surface area less than that of the part, and pieces are then placed one on top of the other in the mold. Under pressure and heat the material flows and fills the mold. Curing takes place within the mold due to polymerization by action of the heat of the mold. The floor pan has been assumed to be compression molded using a press of 3,900 tons, power consumption of 1,500 kW, and a cycle time of 2.5 min (Ibis and Inc. (Ibis) 2007). The cycle time value assumed here meets the Automotive Composites Consortium Focal Project 4 goal. The cycle time and power consumption for the post molding finishing operation (which includes deflashing and drilling) have been assumed to be 2 min and 10 kW. Total energy consumption is thus estimated to be 62.8 kWh. Overall process yield is assumed to be 97.5%.
4.2.4 Part assembly
Energy consumption per unit part weight for part assembly has been assumed to be the same for both conventional steel and CFRP floor pan. It is estimated that about 0.5 kWh/kg of electricity would be necessary to assemble an automotive part (Koltun et al. 2005).
4.3 Vehicle use
Both well-to-pump and pump-to-wheel estimates are dictated mainly by changes in vehicle fuel economy that result from lightweight material substitution and its effect on vehicle curb weight. A second factor at this stage is total vehicle lifetime driving distance. Vehicle curb weight will be reduced primarily by the substitution of the lightweight CFRP part and will be further reduced by secondary weight savings. A ratio of 2:1 for primary to secondary weight savings was used to take into account the effect of a specific CFRP part substitution on other vehicle component subsystems. Fuel efficiency is assumed to increase 6.6% per 10% curb weight reduction. Energy and emission benefits will be in direct proportion with the fuel economy improvements from the baseline vehicle under consideration as a fraction of component weight to total vehicle curb weight which are calculated as follows:
where
- Fp:
-
Life time fuel consumed by part
- L :
-
Total driving distance
- FEb :
-
Fuel economy of baseline vehicle
- Vwc:
-
Vehicle curb weight change due to FRPMC part substitution
- FSf :
-
Vehicle curb weight vs. fuel economy improvement factor
- Pm:
-
Lightweight part weight
- Vm:
-
Lightweight vehicle curb weight
This methodology provides a better representation of use phase life cycle inventory data than the approach most commonly found in the literature today that addresses the functional relationship of fuel economy vs. vehicle curb weight. Table 1 shows the estimated vehicle curb weight and fuel economy for the vehicle using the lightweight CFRP part. The same unit energy and emission estimates per mile used for the steel baseline case are used here as well.
4.4 Recycling
The end-of-life life cycle stage includes the consideration of conventional processing of the vehicle, i.e., dismantling, shredding, and separation similar to the case steel floor pan but followed by the thermal treatment method for the separation of carbon fiber and matrix materials. (Jody et al. 2004) have developed a one-step thermal treatment method to separate carbon fiber from the polymer matrix composite materials made with thermoset substrates. Residence times are on the order of minutes, depending on the treatment temperature, environment, and the substrate material type. Similar pyrolytic recycling technologies have also been developed for aerospace applications ((Allred 2005); (Cunliffe et al. 2003)). Part size reduction is necessary before the CFRP part is fed to the thermal treatment. The rate of carbon fiber recovery through this controlled pyrolysis process should be high and is assumed to be 98% in our analysis. Initial results indicate that the recovered carbon fibers had properties that compare favorably with those of virgin carbon fibers produced from PAN, and this self-sufficient energy process can have a potential payback of less than 2 years. Except for small amounts of energy for the after burner to achieve temperatures high enough to breakdown volatile organic compounds that will be generated during the treatment process, the energy released by burning of polymer matrix materials is sufficient for recycling. Energy used for the carbon fiber recovery using a similar type of technology for carbon fiber applications has been estimated to be 10 MJ/kg (Suzuki and Takahashi 2005). Although recycling of matrix materials has not been explicitly considered in this LCA, reduced energy requirements during carbon fiber recycling do capture the energy supplied by matrix materials.
5 Life cycle analysis modeling approach
This assessment used the commercial LCA software SimaPro as the life cycle assessment tool. Each process step as shown in Figs. 2 and 3 have been modeled as a unit process using SimaPro, after taking into account the process efficiency of that particular process step. Linkage of each of these unit process steps is based on the sequence of process steps as shown in Figs. 2 and 3, where the output of the first process step becomes an input to the second production step, and so forth. Major aggregated life cycle stages—for example, part manufacturing, vehicle use, and recycling—are then considered in the overall life cycle analysis of the conventional steel and CFRP floor pan part. As indicated in Section 4, most of the processing parameters of each of the unit process steps have been collected; however, data for raw materials and some of the common processes used in the unit processes have been used from the available SimaPro databases. This LCA uses the latest Ecoinvent database available in SimaPro for life cycle inventory data for various material manufacturing processes considered here. This database includes more than 2,500 datasets for the energy, transport, building materials, chemicals, paper and pulp, waste treatment, and agricultural sector often used in LCA case studies.
Life cycle energy estimates are made using the cumulative energy demand, version 1.1 method based on the impact assessment method published by Ecoinvent version 1.01 and expanded by Pre Consultants for energy resources available in the SimaPro database. Under this method, energy estimates are provided in terms of total quantity of primary energy (the energy content of fossil fuels such as coal and oil are thereby included) and resources needed for the entire value chain, i.e., to produce (starting from the ore to the finished material), use, and dispose. Five impact categories are considered under this impact assessment method; fossil and nuclear are the two non-renewable categories, while biomass, wind, solar, geothermal, and water are grouped under three categories of renewable resources. The latest IPCC GWP 100a method which lists the climate change factors of IPCC with a timeframe of 100 years and provides emissions in terms of CO2 equivalents is used. This method is an update of the earlier method IPCC 2001 developed by the International Panel on Climate Change.
6 Results
Life cycle energy and emissions analyses have been obtained using SimaPro LCA software as outlined before. LCA results are shown in Table 2, initially presented in terms of per kg of raw material, and part manufacturing technologies, followed by the life cycle comparison of competing materials and technologies for the floor pan considered in the analysis here. The conventional stamped steel scenario is designated as steel, whereas the four CFRP scenarios considered are denoted by precursor and manufacturing technology combination used.
6.1 Carbon fiber
Figure 5 shows the estimated energy used in terms of MJ/kg for the production of two carbon fiber types considered in the LCA assessment. Lignin-based carbon fiber requires 5% lower production energy than the conventional PAN carbon fiber, i.e., 670 vs. 704 MJ/kg. The difference in energy use between the two is due to energy required for carbon fiber precursor production, since the carbon fiber production step has been assumed to be the same for both fiber types. Although the lignin-to-carbon-fiber process is more efficient in terms of the amount of precursor used for the final carbon fiber manufacturing, energy use in the lignin fiber precursor step is not considerably lower than PAN because lignin’s biomass energy content has been taken accounted for here. Most energy use for PAN-based carbon fiber precursor is due to the use of acrylonitrile as one of the major raw materials. Energy use at the precursor production step for lignin- and PAN-based carbon fibers are 210 and 245 MJ/kg, respectively. The intense energy use at the carbon fiber production step is mainly for the conversion of precursor into carbon fiber. Total primary energy use for carbon fiber production is thereby estimated to be almost 20 times more energy-intensive than conventional hot-dipped galvanized steel of 35 MJ/kg.

Primary energy estimates for different precursor-based carbon fibers
Carbon dioxide-equivalent emissions are estimated to be 24 and 31 kg/kg of lignin- and PAN-based carbon fibers, respectively, compared to 3 kg/kg of conventional hot-dipped galvanized steel. Our PAN-based CO2 estimates are consistent with earlier reported estimates of about 29.5 kg/kg of carbon fiber (Murphy 2008).
6.2 Manufactured part
Figure 6 shows the manufacturing energy required per floor pan for the four competing CFRP manufacturing and the conventional steel stamping technologies. As one would expect, embodied raw material energy contributes close to 90% of total energy content of the manufactured part. Therefore, the considerably higher amount of energy required for carbon fiber contributes to a significantly higher amount of total energy content of CFRP parts compared to conventional stamped steel part. Since lignin-based carbon fibers and P4 fabrication technologies are the least energy-intensive, the scenario combining these features offers the least energy-intensive CFRP part, at about 7,987 MJ/part compared to 8,831 MJ/part for the most energy-intensive part that combines PAN-based fiber and SMC combination technology. With both types of precursor fiber, SMC increases the part’s total material energy content because it uses the more energy-intensive polyester as the resin matrix material (and uses a higher weight % of resin matrix compared to the fiber weight %), whereas P4 technology uses vinyl ester. A combination of higher raw material and processing energy content thereby results in SMC-based technology parts being more energy-intensive than P4-based parts. Even taking into account the variability of data used from different sources, the analysis demonstrates these two manufacturing technologies do not offer significantly different energy benefits relative to each other. From the greenhouse gases emissions perspective, lignin P4 technology would emit the least amount of CO2-equivalent emissions, i.e., 320 kg/part compared to the maximum value of 433 kg/part for PAN SMC technology.

Primary energy estimates of different floor pan manufacturing technologies
6.3 Life cycle analysis of CFRP part
Figure 7 shows the life cycle primary energy estimates of four competing CFRP part manufacturing scenarios compared to the baseline steel stamped part. Life cycle energy estimates are found to be comparable when considered from the perspective of input data variability that may exist due to numerous sources used. Life cycle energy estimates of CFRP part range between 18,185–18,804 MJ/part compared to 18,308 MJ/part for the conventional steel part. In two cases, i.e., lignin P4 and PAN P4, life cycle primary energy estimates are lower than the conventional stamped steel part. Part manufacturing energy estimates include parts assembly as well as transportation of products to autoparts manufacturer, contributing about 10% and 45% of net life cycle energy use for steel and CFRP parts, respectively. Energy recovered at the recycle step is estimated at 30% and 50% of the manufactured part energy used in steel and CFRP parts, respectively. Higher energy recovery at the recycle step for CFRP indicates the high energy content of carbon fibers recovered at the recycling step. As observed earlier in published LCA studies, the use phase of the total life cycle energy use contributes the major share, about 93% and 75% of net life cycle energy use for steel and CFRP parts, respectively.

Life cycle primary energy estimates for four competing CFRP and conventional stamped steel floor pan manufacturing technologies
Results are consistent with earlier comparative manufacturing CFRP part energy consumption estimates: in the two SMC-based technology cases, higher SMC processing energy and more energy-intensive resin matrix material are not recovered at the recycle step and do not contribute to any life cycle energy use benefits. It is likely that due to low weight reduction potential of 17% for CFRP part assumed in our analysis, energy benefits at the use life cycle stage are not large enough to recover the high amount of energy used at the manufacturing step. Thus, at the life cycle level, CFRP parts are as energy-intensive as the conventional stamped steel part. However, from life cycle greenhouse gas emissions perspective, all CFRP part manufacturing technologies appear to have less emissions than the conventional steel part. Greenhouse gas emissions range from 1,338–1,407 CO2 equivalents compared to 1,478 CO2 equivalents for the conventional steel part. The relative emissions among the four CFRP manufacturing technologies are consistent with their relative life cycle energy estimates.
Life cycle non-GHG two major pollutant emissions of floor pan are shown in Table 3. These estimates are based on Building for Environmental and Economic Sustainability impact assessment methodology available as one of the options within SimaPro. Data used here are US-based, developed by the National Institute of Standards and Technology. Unlike GHG emissions, criteria of air pollutants from the CFRP part are higher than the conventional steel part. Most emissions occur at the part manufacturing step where it is not highly regulated, unlike at the vehicle use phase. Although there is not much difference in emissions of human health criteria air pollutants among four CFRP options, but SMC-based part manufacturing technology appears to be superior in terms of smog emissions.
6.4 Sensitivity analysis of life cycle impacts of CFRP part
Two sensitivity analysis scenarios were considered to determine how the baseline life cycle estimates would change with different assumptions for some major parameters. The key changes and relevant materials and manufacturing processes are outlined in Table 4. The first alternative scenario, the “Fiber Scenario,” mainly assumes a higher content and different form of carbon fiber than in the CFRP baseline. In this scenario, carbon fiber fabric is substituted for random carbon fiber in the SMC technology. The scenario applies to both PAN-based and lignin-based CFRP. The baseline CFRP part had only 17% weight reduction potential using 29 wt.% of random carbon fiber. Because carbon fabric has greater weight reduction potential, it was selected for further consideration by the Automotive Composites Consortium (US DOE 2008). The carbon fabric would allow a floor pan weight reduction of 43%, attaining a fuel economy of 21.34 mpg compared to the steel baseline’s 21.2 mpg and the CFRP baseline’s 21.27 mpg. It is assumed that using carbon fabric instead of random carbon fiber would cause only insignificant changes in processing parameters of the part manufacturing technology and not cause any major impacts on the overall life cycle estimates.
The second alternative scenario considered in the sensitivity analysis is the “Energy Reduction/Lignin Supply Scenario” (see Table 4). Only lignin precursor-based carbon fibers have been considered under this scenario; thus, lignin SMC and lignin P4 technology combinations are applicable. The “Energy Reduction/Lignin Supply” scenario assumes that there is no energy required for lignin production since it would be available as a free by-product of ethanol or paper production processes, eliminating the raw material’s 98.4 MJ/kg of fiber and 280 MJ/kg for the lignin based part. It further assumes that total energy requirements (natural gas and electricity) for oxidation and carbonization of lignin precursor will be 25% less than energy needed for the traditional precursor conversion. This may be achieved because of lignin’s high level of aromatic compounds that may require less time at the carbonization/graphitization step, and the oxygenated nature of lignin that may reduce the processing time at the stabilization/oxidation processing steps. All other parameters have been assumed to be the same as the baseline.
Figure 8 shows the life cycle primary energy requirements by major life cycle stages for two materials considered under “Fiber Scenario” compared to the baseline steel. Note only these two scenarios, i.e., PAN SMC and Lignin SMC, had slightly higher life cycle primary energy use (i.e., about 500 MJ/part) compared to the baseline steel (see Fig. 6). The lighter part produced from carbon fabric contribute significant reduction in energy use at the vehicle use stage and causes total life cycle energy use to be about 28% or about 5,300 MJ/part lower under both of these SMC-based technology scenarios. The contribution of use phase energy usage has dropped from around 78% to 75%. Due to overall part weight reduction, total carbon fiber content also decreases thereby causing a decrease in net energy usage for part manufacturing under these scenarios.

Life cycle primary energy estimates of CFRP with higher weight reduction potential compared to conventional stamped steel floor pan
Figure 9 shows the effect of reduced energy use under the “Energy Reduction/Lignin Supply” scenario as well as baseline CFRP only for two lignin-based CFRP manufacturing technologies in terms of the primary energy difference between the steel baseline. Efficient energy use during the conversion of precursor into fiber and no energy requirement for lignin supply do not change the relative energy-intensiveness of the two processing technologies. The difference in life cycle primary energy use for the Lignin SMC technology remains positive, however it has decreased from 491 to 82 MJ/part for 83% decrease. The Lignin P4 technology has become even more favorable since its life cycle energy use benefits have increased to 525 MJ/part. The average net energy difference per part has been estimated to be around 125 MJ/part due to efficient processing energy use since the decrease in carbon fiber production energy use also results in reduced energy recovery at the fiber recycling stage.

Life cycle primary energy difference estimates under different carbon fiber production scenarios
7 Conclusions
The pressure to lightweight vehicles is stronger than before with the forthcoming fuel economy standards and higher energy prices. CFRP offers weight reduction potential in the range of 50–60% compared to conventional steel; however, energy intensity and cost remain some of the major barriers before this lightweight material could be used in large-scale automotive applications. This paper examines the life cycle energy and emissions estimate of a representative automotive part, i.e., a floor pan based on the latest developments occurring in the precursor type (conventional textile-based PAN vs. renewable-based lignin), part manufacturing (conventional SMC vs. P4) and fiber recycling technologies. The LCA has been done at the major processing step using the bottom–up approach, so that contributing processes/factors responsible for the overall life cycle energy and emissions could be identified.
Carbon fiber production is estimated to be about 14 times more energy-intensive than conventional steel production, consistent with published results in the literature. Lignin carbon fibers have the potential to be less-energy intensive, which are estimated to require 5% less primary and emit 22% less CO2-equivalent greenhouse gas emissions than the conventional PAN-based textile grade acrylic fibers. A significant amount of renewable biomass use in lignin carbon fiber production causes its CO2 emissions to be significantly lower. The precursor production step contributes roughly 35% of the total energy used for carbon fiber production. Thus, any alternative energy-efficient processing technologies for the conversion of precursor into carbon fiber could significantly reduce the total carbon fiber production energy use. Since part manufacturing for both CFRP part and conventional stamped steel part requires a small share—about 12%—of total energy, it is the higher energy content of carbon fibers in the CFRP floor pan that results in it being about 12% more energy-intensive than conventional steel floor pan. There exists variability in energy use based on the type carbon fiber precursor and manufacturing technology used, as one would expect. Since lignin carbon fiber and P4 are the least energy-intensive, lignin P4 technology is estimated to be the most favorable alternative technology requiring about 312 MJ/part compared to 56 MJ/part for the conventional stamped steel. SMC technology is more energy-intensive than P4 technology not only because of the more energy-intensive SMC technology, but also because the matrix material—polyester resin—is more energy-intensive than the vinyl ester resin used for the P4 technology. It is to be noted that energy estimates provided here are based on primary energy and therefore may be on the high side compared to a few estimates available in the literature. For example, energy required for CFRP chassis and body parts are estimated to be 234 and 155 MJ/kg, respectively, with the assumption that energy consumption for carbon fiber production would be reduced considerably to 286 MJ/kg with the increased throughput and process efficiency (Suzuki and Takahashi 2005).
With a weight reduction potential of 17%—lower than theoretically possible using random carbon fiber—for the CFRP floor pan, life cycle primary energy use is estimated to be quite similar to the conventional steel part, especially when considering the uncertainty in LCI data that exists from using numerous sources in the literature. Life cycle primary energy use is estimated to be around 18,000 MJ/part. Due to the small energy difference that exists for various precursor-based carbon fibers and part manufacturing technologies and contribution they make to the total life cycle energy use in addition to assumed lower weight reduction potential, lignin P4 technology offers the most net life cycle energy benefit of about 123 MJ/part. The SMC technology used with either carbon fiber type is about 500 MJ/part more energy-intensive than the conventional stamped steel part. Although the use life cycle stage is the dominant contributor to energy use, the energy benefits at this stage from the assumed 17% weight reduction potential are not high enough to reduce the overall life cycle energy use of CFRP part. However, use of lower energy during the vehicle use phase in case of CFRP floor pan causes its CO2 emissions to be lower than the conventional steel part, i.e., about 9.5% reduction in the most favorable lignin P4 technology case.
It is likely that the use of carbon fibers in automotive applications would make economic sense when actual weight reduction approaches the theoretically possible weight reduction of 50–60% relative to conventional stamped steel. It also has been found from the life cycle energy perspective here that with a higher weight reduction potential of 43% with the use of carbon fabric compared with 17% weight reduction achieved with random carbon fiber, life cycle energy savings in the order of around 30% could be achievable. These savings would be obtained before the end-of-life vehicle unlike under the 17% part weight reduction case. A similar level of life cycle energy savings (about 30%) could be obtained for lignin SMC technology if conversion of precursor to carbon consumed 20% less energy and no energy is used for lignin production because it is freely available as a by-product of ethanol and paper production. A life cycle energy analysis of intense CFRP application of numerous body and chassis components of a vehicle with assumed weight savings potential of 65–70% indicates a vehicle life cycle energy savings potential of 17–25% (Suzuki et al. ND). Due to the dominance of energy use at the use phase life cycle stage, life cycle energy effectiveness can only be achieved with increase in vehicle application areas so that higher fuel economy can be achieved with reduced weight. Depending on the carbon fiber content, recycling of carbon fibers helps in reducing more than 45% total energy content of the manufactured part.
References
Allred RE (2005) Carbon-reinforced composite recycling: process and business development. Presented at Global Outlook for Carbon Fibers 2005, Intertech Conferences, San Diego, CA
Arato C, Pye K, Gjennestad G (2004) The lignol approach to biorefining of woody biomass to produce ethanol and chemicals. Presented at the 26th Symposium on Biotechnology for Fuels and Chemicals, Chattanooga, TN
Baker FS, Gallego NC, Naskar AK, Baker DA (2008) Low-cost carbon fibers from renewable sources: In FY2007 Progress Report: Automotive Lightweighting Materials, US Department of Energy, Washington, DC
Brown HL, Hamel BB, Hedman BA, Koluch M, Gajanana BC, Troy P (1996) Energy analysis of 108 industrial processes. Fairmont, Liburn
Cunliffe AM, Nicola J, Williams PT (2003) Recycling of fiber-reinforced polymeric waste by pyrolysis: thermo-gravimetric and bench-scale investigations. J Anal Appl Pyrol 20:315–338
Font R, Esperanza M, Garica AN (2003) Toxic by-products from the combustion of Kraft Lignin. Chemosphere 52:1047–1058
Ibis Associates, Inc. (Ibis) (2007). Results review: Technical cost model development for structural composite underbody. Presentation made to the ACC Composite Underbody Program, Waltham, Massachusetts, Nov. 25
Jody BJ, Pomykala JA Jr, Daniels EJ, Greminger JL (2004) A process to recover carbon fibers from polymer-matrix composites in end-of-life vehicles. J Met 56(8):43–47
Koltun A et al (2005) An approach to treatment of recycling in LCA. Paper presented at the 4th Australian LCA Conference. Sydney, Australia, Feb
Murphy T (2008) The new face of CAFÉ. Ward’s Autoworld February:36–40
SimaPro (2008). SimaPro 7.1.7 LCA software. Pre Consultants, The Netherlands, http://www.pre.nl/simapro/default.htm
Sullivan J, Hu J (1995) Life cycle energy analysis for automobiles. SAE paper No. 951829, Society of Automotive Engineers, Warrendale, PA
Sullivan JL Williams RL, Yester S, Cobas-Flores E, Chubbs ST, Hentges SG and Pomper SD (1998) Life cycle inventory of a generic US family sedan: Overview of results USCAR AMP project. SAE Paper No. 982160, Society of Automotive Engineers, Warrendale, PA
Suzuki T, Takahashi J (2005) Prediction of energy intensity of carbon fiber reinforced plastics for mass produced passenger cars, Proceedings of 9th Japan International SAMPE Symposium, pp 14–19
Suzuki T, Odai T, Hukui R, Takahashi J (ND) LCA of passenger vehicles lightened by recyclable carbon fiber reinforced plastics. http://sunshine.naoe.t.u-tokyo.ac.jp. Accessed 9 September 2008
US Department of Energy (DOE) (2008) Automotive composites consortium focal project 4. Automotive Lightweighting Materials: FY 2007 Progress Report, Washington, DC
Wang MQ (2008) GREET 1.8b: The greenhouse gases, regulated emissions, and energy use in transportation (GREET) model. Center for Transportation Research, Argonne National Laboratory, Argonne, IL, Mar. 17
Author information
Authors and Affiliations
Corresponding author
Additional information
This work was conducted by the author at Oak Ridge National Laboratory, managed and operated by UT-Batelle, LLC, for the US Department of Energy under contract No. DE-AC05-00OR22725.
Rights and permissions
About this article
Cite this article
Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int J Life Cycle Assess 16, 268–282 (2011). https://doi.org/10.1007/s11367-011-0264-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-011-0264-z