
Abstract
Waste printed circuit boards (WPCBs) are usually dismantled, crushed, and sorted to WPCB metal-enriched scraps, still containing an amount of non-metallic materials. This research used slurry electrolysis to refine these WPCB metal-enriched scraps and to examine if a standard ionic liquid, [MIm]HSO4, can replace H2SO4 in the system. The impact of the refinement process on metal migration and transformation is discussed in detail. The results demonstrated that metals in WPCB metal-enriched scraps could be successfully refined using slurry electrolysis, and [MIm]HSO4 can be used to replace H2SO4 in the system. When 80% of H2SO4 was replaced by [MIm]HSO4 (electrolyte of 200 mL, 30 g/L CuSO4·5H2O, 60 g/L NaCl, 130 g/L H2SO4, and 1.624 A for 4 h), the total metal recovery rate is 85%, and the purity, current efficiency, and particle size of cathode metal powder were 89%, 52%, and 3.77 μm, respectively. Moreover, the microstructure of the cathode metal powder was dendritic in the H2SO4-CuSO4-NaCl slurry electrolysis system, whereas at an 80% [MIm]HSO4 substitution rate slurry electrolysis system, the cathode metal powder was irregular and accumulated as small-sized spherical particles. Thus, replacing inorganic leaching solvents with ionic liquids may provide a potential choice for the resources in WPCB metal-enriched scraps.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With progress in information and communication technology, the lifespan of electronic products is becoming shorter and shorter, resulting in a large amount of electronic waste (e-waste) (Abdelbasir et al. 2018; Debnath et al. 2018). The amount of e-waste in the world in 2016 was approximately 44.7 million tons, and it is expected to reach 52.2 million tons in 2021 (Baldé et al. 2017). Printed circuit boards are the basic component of majority of electric and electronic products. Research shows that waste printed circuit boards (WPCBs) account for about 6% weight of e-waste (Zhou and Xu 2012). WPCBs are mainly rich in precious metals and valuable metal, such as gold, palladium, silver, copper, lead, and tin (Imre-Lucaci et al. 2017). For example, in a typical WPCBs, copper, silver, gold, and palladium account for about 16%, 0.05%, 0.03%, and 0.01% weight, respectively, which is far higher than its corresponding metal content in their ordinary ores (Flandinet et al. 2012). Thus, WPCBs can be seen as a rich “urban mine” (Tanskanen 2013). In addition, wide public attention has been attracted because WPCBs contain a large amount of toxic substances, such as brominated flame retardants and heavy metals (Garlapati 2016). If these are not handled properly, they can be a serious threat to the environment and public health (Ghosh et al. 2015). Hence, WPCB recycling—with consideration of ecosystem protection, human health, and the acute shortage of natural minerals globally—is of great significance. At present, most recycling enterprises mainly use dismantling, crushing, and sorting to recycle WPCBs. The resulting product is mainly WPCB metal-enriched scrap which still contains a certain amount of non-metallic materials. Studies on WPCB reutilization, including physical-mechanical process (Pinho et al. 2018; Yousef et al. 2017), pyro-metallurgy (Shokri et al. 2017; Weeden et al. 2015; Wang et al. 2017a, b), bio-metallurgy (Faraji et al. 2018; Yin et al. 2018; Yuan et al. 2018), and hydrometallurgy (Batnasan et al. 2018; Haccuria et al. 2017; Kumari et al. 2016; Liu et al. 2017; Popescu et al. 2016), generally use the baseboards as raw material. In contrast, few studies have focused on these WPCB metal-enriched scraps.
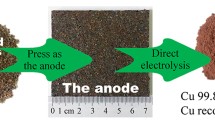
Previously, Chu et al. (2015) pressed these WPCB metal-enriched scraps into thick plates, and used them as the anode and electrolyzed directly. The results showed that this process could successfully recover copper from WPCB metal-enriched scraps with a copper purity of 98.1%. More recently, slurry electrolysis, which combines leaching, purification, and electro-deposition in a single step in a tank, characterizing of low reagent use, high efficiency, and low energy consumption (Wu et al. 2017), could be successfully applied to recover high purity superfine copper powders from WPCB metal-enriched scraps with a copper purity of 99.3% (Zhang et al. 2017). During the slurry processing, metals in the anode region undergo an oxidative leaching reaction, and then the metal ions enter the cathode region through the diaphragm, and the metal ions are precipitated after being reduced in the cathode (Yang et al. 2018; Zhang et al. 2019). In addition, Huang et al. (2014) found that ionic liquid, known as a green solution because of specific characteristics, such as good physicochemical stability, weak volatility, good selectivity, high electrochemical stability, and wide chemical window (Chang et al. 2017; Xiao et al. 2018), could be used to leach copper from WPCBs, and the results found that ionic liquid showed a stronger acidity than ordinary inorganic acids with a leaching rate of approximately 100% under the optimum conditions. However, research on acidic ionic liquids in slurry electrolysis for WPCB recycling is limited (Chen et al. 2015; Zhang et al. 2018; Zhu et al. 2012), not to mention WPCB metal-enriched scraps.
The current study aims to assess if the metals in WPCB metal-enriched scraps can be refined and to examine if a typical ionic liquid, [MIm]HSO4, can replace H2SO4 in the slurry electrolysis process. The paper discusses the effect of [MIm]HSO4 on metal migration and transformation based on the characteristics of metal recovery, metal distribution, purity, current efficiency, phase compositions, and microstructures of the metal powders obtained.
Materials and methods
Sample preparation
The WPCB metal-enriched scraps used in the experiment were provided by a qualified electronic waste recycling enterprise in China. To begin with, these WPCB metal-enriched scraps were dried at 70 °C for 24 h, followed by microwave digestion using a HNO3-H2O2-HF system (Güngör and Elik 2007) and then analyzed by an Inductively Coupled Plasma Optical Emission Spectrometer (ICP-OES, Thermo Scientific, ICAP 6500, MA, USA). Table 1 shows that copper (Cu) was the main metal which accounted for 71.96% weight. The product also contained small amounts of lead (Pb), iron (Fe), aluminum (Al), barium (Ba), zinc (Zn), magnesium (Mg), tin (Sn), and nickel (Ni). The WPCB metal-enriched scrap specimens were further characterized by X-ray diffraction (XRD; D/MAX2500; Rigaku, Almelo, Holland), as shown in Fig. 1. The main components are Cu, followed by Al, Pb, and Sn, which are consistent with the results of digestion.

XRD spectrum of WPCB metal-enriched scrap specimen
Slurry electrolysis
The ionic liquid [MIm]HSO4 is analytical grade and is supplied by a research institute in China. Slurry electrolysis reactor is a rectangular container, made of polytetrafluoroethylene (PTFE). A ruthenium-plated titanium plate was used as the anode and a copper plate was used as the cathode. The electrolyte consisted of 30 g/L CuSO4·5H2O, 60 g/L NaCl, and 130 g/L H2SO4, with a volume of 200 mL. WPCB metal-enriched scraps (6 g) were added into the anode chamber, and ozone (3S–A10, Tonglin Technology, Beijing, China) was introduced to the anode chamber at a rate of 1.5 L/min, mechanical stirring at a rate of 300 r/min. The actual area of the plate was 0.02 m2 and the distance between the plates was 0.095 m. The current value was set to 1.624 A (the current density is 80 mA/cm2), and the electrolysis time was 4 h. The substitution rate of H2SO4 by ionic liquid [MIm]HSO4 was 0%, 10%, 20%, 40%, 60%, and 80% (v/v).
Characterization
After each run, the cathode and anode plates were taken out. The metal powders in the cathode chamber, residues of WPCB metal-enriched scraps in the anode chamber, and the electrolyte were collected. The cathode metal powder and anode residues were dried at 50 °C for 24 h after passivation with a benzotriazole solution (5 g/L) for preventing oxidation, washing with ethyl alcohol (30% v/v), ultrasound washing for removing foreign ions. The volume of the electrolyte was also measured. Then, the composition of cathode metal powder and anode residues was determined by microwave digestion using the HNO3-H2O2-HF system. Finally, the metal contents in the digestion solution and the residual electrolyte were measured by ICP-OES; the cathode metal powders were further analyzed by XRD, scanning electron microscopy (SEM, Karl Zeiss, EV081A, Heidenheim, Germany), transmission electron microscope (TEM, Carl Zeiss, Libra 200FE, Heidenheim, Germany), and a laser particle size analyzer (LPAS, Bi-90PUS, New York, USA).
The recovery rate of copper (SCu), the recovery rate of other metals (other than copper) (Si), the recovery rate of total metals (ST), current efficiency (ηCu), and purity (PCu) were calculated as follows:
where My is the mass of copper in the cathode metal powder (g); ML is the mass of copper in electrolyte (g); MA is the mass of copper in CuSO4·5H2O (g); MS is the mass of copper contained in WPCB metal-enriched scraps (g).
where Mx is the mass of the metal (other than copper) in the cathode metal powder (g); MN is the mass of metal (other than copper) in electrolyte (g); MC is the mass of metal (other than copper) contained in WPCB metal-enriched scraps (g).
where MO is the mass of total metal in the cathode metal powder (g); ME is the mass of total metal in the electrolyte (g); Mz is the mass of total metal contained in WPCB metal-enriched scraps (g);
where MT is the theoretical mass of copper obtained by cathode electrolysis based on Faraday’s rule as follows:
where MCu is molecular mass of copper (63.54 g/mol); Q is electricity, which is the product of current I (A) and electrolytic time T (s); ZCu is the chemical valence of metals and F is Faraday’s constant (96,485.3 C/mol); thus, MT is a constant value, 7.70.
Results and discussion
Metal recovery
Figure 2 presents the effect of [MIm]HSO4 substitution rate on the recovery rate of Cu, Fe, Al, Mg, Ni, Pb, Sn, Zn, and the total metals. The recovery rate of Cu, Mg, Ni, and Pb decreases as the [MIm]HSO4 substitution rate increases. For example, Cu, Mg, Ni, and Pb recovery rate decreased from 93%, 52%, 99%, and 87% to 82%, 32%, 61%, and 51% respectively when [MIm]HSO4 substitution rate increased from 0 to 80%, indicating an obvious negative relationship. The recovery rate of Al, Fe, Sn, and Zn varied as the [MIm]HSO4 substitution rate increased. A possible reason for this phenomenon could be the selectivity of ionic liquid [MIm]HSO4 to different metals (Wang 2017). In addition, the recovery rate of total metals decreased as the [MIm]HSO4 substitution rate increased showing a similar trend to copper which is the dominant component of total metals. When no H2SO4 was substituted by [MIm]HSO4, the recovery rate of total metals was 94%; when the substitution rate of H2SO4 by [MIm]HSO4 was 80%, the total metal recovery rate declined to 85%. The reason for this relationship might be the high viscosity of [MIm]HSO4, which may greatly increase the mass transfer resistance in the electrolysis process, thus reducing the recovery rate of total metals (Zhang et al. 2009).

Effect of [MIm]HSO4 substitution rate on metal recovery
Figure 2 also suggests that the recovery rate of Mg and Al is relatively low, generally lower than 50%, while the recovery rate of other metals—Cu, Fe, Ni, Sn, Pb, and Zn—is much higher, up to 95%. This may be ascribed to their electrode potentials. If the electrode potential of a metal is low, the metal will be easily leached out into the solution, while it is hard to deposit on the cathode. According to the Nernst equation (Eq. (7)), the electrode potential of a metal is mainly dependent on the standard electrode potential and the activity of the metal ions in the solution.
where E0 is the standard electrode potential (V); R is gas constant (8.3144 J/(K mol)); T is thermodynamic temperature (K); n is the number of electrons transferred in the electrode reaction; aM is the activity of metal ions in solution; Z is the valence state of metal ions; and F is Faraday constant (96,485.3 C/mol).
The standard electrode potential of the relevant metals is given in Table 2. Among them, Mg and Al had relatively low standard electrode potential (− 2.375 V and − 1.662 V respectively) in comparison to Cu, Fe, Ni, Sn, Pb, and Zn that had relatively high values (+ 0.337 V, − 0.037 V (Fe+3), − 0.440 V (Fe+2), − 0.257 V, − 0.1375 V, − 0.126 V and − 0.763 V respectively), which is consistent with the results of metal recovery discussed above. In addition, the activity of metal ions in solution is related to its content in WPCB metal-enriched scraps. For example, Mg and Al contents in WPCB metal-enriched scraps were relatively low. Therefore, to some extent, these metals are not conducive to recycling from WPCBs.
The distribution of metals
The substitution of H2SO4 by [MIm]HSO4 (Fig. 2) shows some impact on metal recovery, and it significantly affects their distribution in the cathode metal powder, anode residues, and electrolyte.
Figure 3a and b show that the mass contribution of metals when [MIm]HSO4 substitution rate in the slurry electrolysis is 0% and 80%, respectively. The figures indicate that the mass contribution of Cu and Pb in cathode metal powder at 80% substitution rates is lower than those at no substitution, especially for Pb with mass contribution of 83% compared to 52%. This indicates that [MIm]HSO4 could inhibit the deposition of Cu and Pb on the cathode which would further inhibit their separation from WPCB metal-enriched scraps. The mass contribution of Ni in electrolyte shows a similar trend as Cu and Pb (with values of 94% compared to 80% when [MIm]HSO4 substitution rate is 0% and 80%) indicating that [MIm]HSO4 is not conducive to Ni leaching, which inhibits the separation of nickel from WPCB metal-enriched scraps. In contrast to the above, the mass contribution of Al and Mg in anode residue increased from 46 to 58 and 66%, respectively, which is an opposite trend to Cu and Pb, when the substitution rate of [MIm]HSO4 increased from 0 to 80%. This suggests that [MIm]HSO4 is not conducive to the recovery of Al and Mg. Finally, the mass contribution of Sn, Fe, and Zn in the electrolyte is the largest, especially for Fe, with values greater than 95%. Additionally, there is no obvious change in the mass contribution of these three metals in the electrolyte when [MIm]HSO4 substitution rate in the slurry electrolysis is 80%, indicating that [MIm]HSO4 has little effect on the separation of these metals from WPCB metal-enriched scraps.

Metal mass contribution of [MIm]HSO4 substitution rate of 0% and 80%: a 0% and b 80%
The above analysis shows that the mass contribution of each metal is different when [MIm]HSO4 substitution rate in the slurry electrolysis is 0% compared to 80%. A potential reason could be that [MIm]HSO4 has certain selectivity for leaching metals in WPCBs, as suggested by Wang et al. (2017a, b). Note that the mass contribution results of the above metals are consistent with the metal recovery explored in Fig. 2. Therefore, it can be concluded that the regular pattern of metal mass contribution is related to its electrode potentials.
Current efficiency, purity, and particle size of cathode metal powder
Figure 4a shows the effect of [MIm]HSO4 substitution rate on cathode metal powder current efficiency and purity, the former decreasing with increase in [MIm]HSO4 substitution rate. For example, current efficiency decreased from 67 to 52% as [MIm]HSO4 substitution rate increased from 0 to 80%, indicating a strong negative relationship. Increase in the substitution rate of [MIm]HSO4 resulted in the purity of cathode metal powder varying around 90%, in the range of 89–93%. A previous study found that the increase of sulfuric acid concentration is favorable to improving the conductivity of the electrolyte, thereby improving its current efficiency (Matsushima et al. 2008). In contrast, our results found that the current efficiency decreased as [MIm]HSO4 substitution rate increased (Fig. 4a). A possible reason for this phenomenon is that the acidity of ionic liquid [MIm]HSO4 is weaker than sulfuric acid, which has been confirmed by previous studies (e.g., Shi et al. 2009). Therefore, the conductivity of the electrolyte is expected to decrease with increase in ionic liquid [MIm]HSO4 substitution rate, leading to a reduction in current efficiency. Moreover, [MIm]HSO4 strongly adsorbs on metal powder surface and increases the mass transfer resistance due to its large molecular mass and viscosity, which is unfavorable to the deposition of copper and improvement of current efficiency (Zhang et al. 2009).

Effect of [MIm]HSO4 substitution rate on current efficiency, purity, and particle size of cathode metal powder: a current efficiency and purity, b particle size
From Eqs. (4) and (5), the following mathematical relationship between PCu, ηCu, and MO can be deduced:
MT is a constant value, 7.70; MO is always smaller than the mass of WPCB metal-enriched scraps, 6 g. Thus, the ratio of MT to MO is greater than 1. Hence, we can draw the conclusion that the purity of cathode metal powder (PCu) will always be higher than the current efficiency (ηCu), which is consistent with the results in Fig. 4a. In addition, the purity of cathode metal powder increased slightly and then decreased (Fig. 4a). Meanwhile, there are no other metals that could be detected other than copper. It might be speculated that the cathode metal powder is oxidized by the oxygen in ambient or the slurry electrolysis process, leading to reduction in metal powder purity, and the impurities caused by metal powder oxidation will be further discussed.
Figure 4b shows the effect of [MIm]HSO4 substitution rate on the particle size of cathode metal powder. The mean (average particle size), D50 (50th percentile figure by volume of the particle size distribution), and D90 (90th percentile figure by volume of the particle size distribution) values were used to characterize the particle size of the cathode metal powder. The results found that the particle size of cathode metal powder significantly decreased with increase in the substitution rate of [MIm]HSO4. In the H2SO4-CuSO4-NaCl slurry electrolysis system, the mean, D50, and D90 values are 6.89, 5.35, and 15.26 μm, respectively. When the substitution rate is 80%, these three measures declined to 3.77, 3.41, and 7.30 μm, respectively.
Parker (1970) showed that the metal powder obtained by cathode electrolysis is usually crystalline, and its particle size is mainly determined by the ratio of nucleation and crystal growth. When the nucleation rate of the crystal is greater than its growth rate, a large number of nuclei are formed, resulting in smaller particles (Wang et al. 2010). Figure 4b shows that [MIm]HSO4 had a positive effect in reducing the particle size of cathode metal powder. This might be attributed to the ring structure of [MIm]HSO4. Additionally, the –C=N– functional groups reduce the surface tension of the cathode deposited particles and improve the nucleation rate, thus reducing the particle size of the cathode metal powder. However, a previous study (Zhang et al. 2018) that applied [BSO3HPy]HSO4 to replace sulfuric acid in a slurry electrolytic system for recovering copper from WPCBs found a significant reduction in the average particle size of copper powder from 15.15 to 0.79 μm. This could be because [BSO3HPy]HSO4 contains not only –C=N– functional groups but also a large π bond, and the hybrid structure formed by the two could reduce the surface tension of the cathode deposited particles more effectively, thus forming smaller metal particles.
Microstructure of the cathode metal powder
The microstructure of cathode metal powder by the H2SO4-CuSO4-NaCl slurry system in Fig. 5 (5A, A1, and A2) shows that with [MIm]HSO4 substitution rate of zero, the obtained cathode metal powder was dendritic, which is consistent with our previous research (Zhang et al. 2017, 2018). In contrast, the cathode metal powder is irregular when the substitution rate is 80% and it is aggregated by scattered spherical particles with particle size around 600 nm (Fig. 5 (B, B1 and B2)). The cathode metal powder obtained at the 80% [MIm]HSO4 substitution rate had smaller particle sizes, which is consistent with the results of particle size measurements. A possible reason for this result is that ionic liquid [MIm]HSO4 can form a modified ion layer on the surface of particles, which prevents the agglomeration of the particles, thereby resulting in smaller metal particles (Yong-Qing et al. 2011). This process thus provides a possibility of controlling the growth of metallic grains in the electrochemical process.

SEM and TEM results of cathode metal powder in H2SO4-CuSO4-NaCl and 80% [MIm]HSO4 substitution rate slurry electrolysis system (image A, B, B1and B2 were obtained by SEM, A1, and A2 by TEM)
Mineral phase of the cathode metal powder
Figure 6 shows that the phase composition of cathode metal powder was obtained under different [MIm]HSO4 substitution rates of by XRD. Increase in the substitution rate of [MIm]HSO4 results in the phase composition of the cathode metal powder changing slightly. Copper is the main phase in the cathode metal powder as identified by diffraction angles (2θ) of 43.33°, 50.46°, and 74.14°, with the strongest peak at 43.33°. Diffraction angles (2θ) of 36.50°, 42.40°, 61.52°, and 74.14° indicate a phase of Cu2O. In addition, diffraction angles (2θ) of 29.55°, 36.42°, 42.30°, 61.34°, and 73.53° suggest the existence of Cu2+1O. The presence of Cu2O and Cu2+1O can improve the oxygen content in the sample powders, resulting in reduced copper purity.

Mineral phase of cathode metal powder (a–f: [MIm]HSO4 substitution rate of 0, 10, 20, 40, 60, and 80%)
Conclusion
In this study, metals in WPCB metal-enriched scraps were refined, and the typical ionic liquid [MIm]HSO4 was successfully applied to replace H2SO4 in the slurry electrolysis system. In addition, the distribution of metals in the cathode metal powder, anode residues, and electrolyte after the slurry electrolysis was significantly affected by the substitution rate of [MIm]HSO4. The recovery rate of Cu, Mg, Ni, Pb, and total metal decreased as the [MIm]HSO4 substitution rate increased; in contrast, the recovery rate of Al, Fe, Sn, and Zn varied as [MIm]HSO4 substitution rate increased. Current efficiency and particle size of cathode metal powder decreased with increase in [MIm]HSO4 substitution rate, while the purity of cathode metal powder did not change significantly. When 80% of H2SO4 was replaced by [MIm]HSO4 (electrolyte of 200 mL, 30 g/L CuSO4·5H2O, 60 g/L NaCl, 130 g/L H2SO4, and 1.624 A for 4 h), the total metal recovery was 85%, and the purity, current efficiency, and particle size of cathode metal powder were 89%, 52%, and 3.77 μm, respectively. Moreover, X-ray diffraction (XRD; D/MAX2500; Rigaku, Almelo, Holland) results showed that [MIm]HSO4 had negligible effect on the phase composition of cathode metal powder and copper was the main phase, although Cu2O and Cu2+1O could also be identified. Scanning electron microscopy (SEM, Karl Zeiss, EV081A, Heidenheim, Germany) and transmission electron microscope (TEM, Carl Zeiss, Libra 200FE, Heidenheim, Germany) results indicated that the cathode metal powder was dendritic in structure in a H2SO4-CuSO4-NaCl electrolysis slurry system, whereas in an 80% [MIm]HSO4 substitution rate slurry electrolysis system, the cathode metal powder was irregular and accumulated by small-sized spherical particles. Therefore, replacing inorganic leaching solvents with green ionic liquids cannot only reduce the production of waste acid solution, but also provide a potential choice for the resources in WPCB metal-enriched scraps, which is also providing a theoretical basis for the further industrial application of ionic liquids.
References
Abdelbasir SM, Hassan SSM, Kamel AH, El-Nasr RS (2018) Status of electronic waste recycling techniques: a review. Environ Sci Pollut Res 25:1–15. https://doi.org/10.1007/s11356-018-2136-6
Baldé CP, Forti V, Gray V, Kuehr R, Stegmann P (2017) The global E-waste Monitor-2017, United Nations University (UNU), International Telecommunication Union (ITU) & International Solid Waste Association (ISWA), Bonn/Geneva/Vienna
Batnasan A, Haga K, Shibayama A (2018) Recovery of precious and base metals from waste printed circuit boards using a sequential leaching procedure. JOM 70:124–128. https://doi.org/10.1007/s11837-017-2694-y
Chang GY, Pu Y, Ragauskas AJ (2017) Ionic liquids: promising green solvents for lignocellulosic biomass utilization. Curr Opin Green Sustain Chem 5:5–11. https://doi.org/10.1016/j.cogsc.2017.03.003
Chen MJ, Huang JX, Ogunseitan OA, Zhu NM, Wang YM (2015) Comparative study on copper leaching from waste printed circuit boards by typical ionic liquid acids. Waste Manag 41:142–147. https://doi.org/10.1016/j.wasman.2015.03.037
Chu YY, Chen MJ, Chen S, Wang B, Fu KB, Chen HY (2015) Micro-copper powders recovered from waste printed circuit boards by electrolysis. Hydrometallurgy 156:152–157. https://doi.org/10.1016/j.hydromet.2015.06.006
Debnath B, Chowdhury R, Ghosh SK (2018) Sustainability metal recovery from E-waste. Front Environ Sci Eng 12(2). https://doi.org/10.1007/s11783-018-1044-9
Faraji F, Golmohammadzadeh R, Rashchi F, Alimardani N (2018) Fungal bioleaching of WPCBs using Aspergillus niger: observation, optimization and kinetics. J Environ Manag 217:775–787. https://doi.org/10.1016/j.jenvman.2018.04.043
Flandinet L, Tedjar F, Ghetta V, Fouletier J (2012) Metals recovering from waste printed circuit boards (WPCBs) using molten salts. J Hazard Mater 213:485–490. https://doi.org/10.1016/j.jhazmat.2012.02.037
Garlapati VK (2016) E-waste in India and developed countries: management, recycling, business and biotechnological initiatives. Renew Sustain Energy Rev 54:874–881. https://doi.org/10.1016/j.rser.2015.10.106
Ghosh B, Ghosh MK, Parhi P, Mukherjee PS, Mishra BK (2015) Waste printed circuit boards recycling: an extensive assessment of current status. J Clean Prod 94:5–19. https://doi.org/10.1016/j.jclepro.2015.02.024
Güngör H, Elik A (2007) Comparison of ultrasound-assisted leaching with conventional and acid bomb digestion for determination of metals in sediment samples. Microchem J 86:65–70. https://doi.org/10.1016/j.microc.2006.10.006
Haccuria E, Ning P, Cao H, Venkatesan P, Jin W, Yang Y, Sun Z (2017) Effective treatment for electronic waste - selective recovery of copper by combining electrochemical dissolution and deposition. J Clean Prod 152:150–156. https://doi.org/10.1016/j.jclepro.2017.03.112
Huang JX, Chen MJ, Chen HY, Chen S, Sun Q (2014) Leaching behavior of copper from waste printed circuit boards with Brønsted acidic ionic liquid. Waste Manag 34:483–488. https://doi.org/10.1016/j.wasman.2013.10.027
Imre-Lucaci Á, Nagy M, Imre-Lucaci F, Fogarasi S (2017) Technical and environmental assessment of gold recovery from secondary streams obtained in the processing of waste printed circuit boards. Chem Eng J 309:655–662. https://doi.org/10.1016/j.cej.2016.10.045
Kumari A, Jha MK, Singh RP (2016) Recovery of metals from pyrolyzed PCBs by hydrometallurgical techniques. Hydrometallurgy 165:97–105. https://doi.org/10.1016/6j.hydromet.2015.10.020
Liu XN, Tan QX, Li YG, Xu ZH, Chen MJ (2017) Copper recovery from waste printed circuit boards concentrated metal scraps by electrolysis. Front Environ Sci Eng 11(10.1007/s11783-017-0997-4):10
Matsushima H, Bund A, Plieth W, Kikuchi S, Fukunaka Y (2008) Copper electrodeposition in a magnetic field. Electrochim Acta 53:161–166. https://doi.org/10.1016/j.electacta.2007.01.043
Parker RL (1970) Crystal growth mechanisms: energetics, kinetics, and transport. Solid State Phys 25:151–299. https://doi.org/10.1016/S0081-1947(08)600090
Pinho S, Ferreira M, Almeida MF (2018) A wet dismantling process for the recycling of computer printed circuit boards. Resour Conserv Recycl 132:71–76. https://doi.org/10.1016/j.resconrec.2018.01.022
Popescu AM, Donath C, Neacsu EI, Soare V, Constantin V (2016) Preliminary Study for Copper Recovery in WEEE Leachate by Using Ionic Liquids Based on Choline Chloride. Rev Chim-Bucharest 67:1076–1079. http://www.revistadechimie.ro/pdf/POPESCU%20A
Shi N, Huang BH, Wang YF, Zi-Jin LI, Zhang K, Fang YX (2009) Esterification catalyzed by ionic liquids of imidazolium hydrogen sulfate. Chem Reagents 31:423–426. https://doi.org/10.1016/S1874-8651(10)600798
Shokri A, Pahlevani F, Cole I, Sahajwalla V (2017) Selective thermal transformation of old computer printed circuit boards to Cu-Sn based alloy. J Environ Manag 199:7–12. https://doi.org/10.1016/j.jenvman.2017.05.028
Tanskanen P (2013) Management and recycling of electronic waste. Acta Mater 61:1001–1011. https://doi.org/10.1016/j.actamat.2012.11.005
Wang JQ (2017) Hydrometallurgical leaching technology for WPCBs: the interaction of Cu/Zn/Pb. Southwest University of Science and Technology http://t.cn/Eb4URMu. Accessed 27 March 2017
Wang MY, Wang Z, Guo ZC (2010) Preparation of electrolytic copper powders with high current efficiency enhanced by super gravity field and its mechanism. Trans Nonferrous Metals Soc China 20:1154–1160. https://doi.org/10.1016/s1003-6326(09)60271-5
Wang JQ, Chen MJ, Zhang S, Li FF (2017a) Leaching rule of copper, zinc, lead from waste printed circuit board by ionic liquid. Environ Prot Chem Ind 37:232–236. https://doi.org/10.3969/j.issn.1006-1878.2017.02.019
Wang H, Zhang S, Li B, Pan DA, Wu Y, Zuo T (2017b) Recovery of waste printed circuit boards through pyrometallurgical processing: a review. Resour Conserv Recycl 126:209–218. https://doi.org/10.1016/j.resconrec.2017.08.001
Weeden GS, Soepriatna NH, Nien-Hwa Linda W (2015) Method for efficient recovery of high-purity polycarbonates from electronic waste. Environ Sci Technol 49:2425–2433. https://doi.org/10.1021/es5055786
Wu Z, Yuan W, Li J, Wang X, Liu L, Wang J (2017) A critical review on the recycling of copper and precious metals from waste printed circuit boards using hydrometallurgy. Front Environ Sci Eng 11:31–44. https://doi.org/10.1007/s11783-017-0995-6
Xiao J, Chen G, Li N (2018) Ionic liquid solutions as a green tool for the extraction and isolation of natural products. Molecules 23:1765–1747. https://doi.org/10.3390/molecules23071765
Yang DZ, Chu YY, Wang JB, Chen MJ, Shu JC, Xiu FR, Xu ZH, Sun SH, Chen S (2018) Completely separating metals and nonmetals from waste printed circuit boards by slurry electrolysis. Sep Purif Technol 205:302–307. https://doi.org/10.1016/j.seppur.2018.04.069
Yin S, Wang L, Chen X, Yan R, An K, Zhang L, Wu A (2018) Copper bioleaching in China: review and prospect. Minerals 8:32. https://doi.org/10.3390/min8020032
Yong-Qing SU, Yang MD, Wang YZ, Cong LI, Wang H, Cai Y (2011) Preparation and structure characterization of Ni nanoparticles prepared in medium containing [Bmim]NTf_2 ionic liquids. Nonferrous Metals 3:6–8. https://doi.org/10.3969/j.issn.1007-7545.2011.03.002
Yousef S, Tatariants M, Bendikiene R, Denafas G (2017) Mechanical and thermal characterizations of non-metallic components recycled from waste printed circuit boards. J Clean Prod 167:271–280. https://doi.org/10.1016/j.jclepro.2017.08.195
Yuan Z, Ruan J, Li Y, Qiu R (2018) A new model for simulating microbial cyanide production and optimizing the medium parameters for recovering precious metals from waste printed circuit boards. J Hazard Mater 353:135–141. https://doi.org/10.1016/j.jhazmat.2018.04.007
Zhang QB, Hua YX, Wang YT, Lu HJ, Zhang XY (2009) Effects of ionic liquid additive [BMIM]HSO4 on copper electro-deposition from acidic sulfate electrolyte. Hydrometallurgy 98:291–297. https://doi.org/10.1016/j.hydromet.2009.05.017
Zhang S, Li YG, Wang R, Xu ZH, Wang B, Chen S, Chen MJ (2017) Superfine copper powders recycled from concentrated metal scraps of waste printed circuit boards by slurry electrolysis. J Clean Prod 152:1–6. https://doi.org/10.1016/j.jclepro.2017.03.087
Zhang YG, Chen MJ, Tan QX, Wang B, Chen S (2018) Recovery of copper from WPCBs using slurry electrolysis with ionic liquid [BSO3HPy]·HSO4. Hydrometallurgy 175:150–154. https://doi.org/10.1016/j.hydromet.2017.11.004
Zhang YL, Wang CY, Ma BZ, Jie XW, Xing P (2019) Extracting antimony from high arsenic and gold-containing stibnite ore using slurry electrolysis. Hydrometallurgy 186:284–291. https://doi.org/10.1016/j.hydromet.2019.04.026
Zhou L, Xu Z (2012) Response to waste electrical and electronic equipments in China: legislation, recycling system, and advanced integrated process. Environ Sci Technol 46:4713–4724. https://doi.org/10.1021/es203771m
Zhu P, Chen Y, Wang LY, Qian GY, Zhou M, Zhou J (2012) A new technology for separation and recovery of materials from waste printed circuit boards by dissolving bromine epoxy resins using ionic liquid. J Hazard Mater 239:270–278. https://doi.org/10.1016/j.jhazmat.2012.08.071
Funding
The research is supported by the National Natural Science Foundation of China (21377104) and Research Fund of Southwest University of Science and Technology (14tdgk01, 17LZX422, 17LZXT05, 18LZX414).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Bingcai Pan
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Qi, Y., Yi, X., Zhang, Y. et al. Effect of ionic liquid [MIm]HSO4 on WPCB metal-enriched scraps refined by slurry electrolysis. Environ Sci Pollut Res 26, 33260–33268 (2019). https://doi.org/10.1007/s11356-019-06337-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-06337-x