
Abstract
In order to extend the duration of the electrolyte solution in which copper granules recovered from waste printed circuit board are refined through electrolysis to obtain copper foil with high purity and which is contaminated by the accumulation of metallic impurities along with the refinery of waste printed circuit board, the leaching and electrowinning processes are used to pretreat the copper granules. The effects of impurities of copper granules as well as H2SO4 mole ratio, leaching temperature, liquid-solid ratio, and operation time on the removing efficiencies of Zn, Sn, Fe and Al, were studied. The results showed that more than 95% of impurities can be removed when the mole ratio of impurities to H2SO4 was 1:4, the temperature was 70 °C, the liquid-solid ratio was 20 mL/g, along with the leaching time of 180 min. After 1440 min electrolysis of the pretreated granules with the electric current density of 40 mA/cm2, the purity of refined copper foil maintained at 99% in contrast with 95% which copper granules are without pretreatment. The maximal concentration of the accumulated ions of impurities is less than 60 mg/L, which suggests that sulfuric acidic pretreatment is a promising approach to increase the duration of the electrolyte solution.

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
In order to minimize the negative impacts of other metals on the purity of copper recycled from WPCBs by electrolysis, the mechanical-treated copper granules were pretreated by acid leaching to remove impurities. Results show the cumulation of impure ions in the electrolyte is minimized greatly, which extends the service span of the electrolyte 13 times longer than that without pretreatment. The prepared copper foil purity was higher than 99%, which met the standard of industrial production.
-
High-purity copper foil was recycled from WPCBs by electrolysis after acid pretreatment.
-
Factors that affect the acid pretreatment were discussed in detail.
-
Copper foil purity is more than 99% by acid pretreatment.
-
Acid pretreatment improves the service life of 13 times electrolyte.
Introduction
With the rapid development of technology and the rise of the e-commerce industry, electronic products have been widely used and updated rapidly [1,2,3]. However, this has also brought about the growing problem of electronic waste. Waste printed circuit boards (WPCBs) are a new and sustainable copper resource with the highest metal content of about 90wt%, along with other valuable metals such as Au, Ag, Fe, Zn, etc. [2, 4,5,6]. Mechanical treatment is a typical technique to separate metals from non-metals in WPCBs, which transforms metallic copper into copper granules for further purification [7, 8]. The metal resources in recycled copper granules are usually recovered through various methods such as pyrometallurgy [9], hydrometallurgy [10, 11] and electrolytic refining [12, 13]. Due to its high efficiency, high purity, energy conservation, environmental protection, flexible scale, and high recovery benefits, electrolytic refining has gradually become the mainstream method for recovering copper metal resources in discarded circuit boards [14,15,16].
The electrolysis refinery of copper is not an unknown process, in which an anode of will-be-refined copper is prepared and the cupric ions oxidized from the copper electrode move from the anode to the cathode where they couple with electrons and are reduced to metal copper again [17, 18]. Great effort has been paid for the integrity and operability of the process. Veit [19] proposed copper could be directly recovered by electrolytic electrodeposition, and the purity of the obtained copper exceeded 98%. Guimarães et al. [20] reported that 96% of copper was recovered from WPCBs by electrodeposition process with an agitation speed of 415 rpm. Zhang et al. [21] and Wang et al. [22] produced copper with a purity of 99.3% and 99.9% from copper granules through different anode preparation techniques. The factors affecting the recovery rate and purity of copper had been investigated in detail. Some research showed that with the increase of copper sulfate, sodium chloride, sulfuric acid concentration, and current density, the recovery rate and purity of copper increased first and then decreased [23,24,25]. Unfortunately, the duration of electrolysis is still a question, in which impurity ions will be accumulated in the electrolytic solution after a long train of operation, which can ruin the electrolysis system and decrease the purity of refined copper [26, 27]. Therefore, the electrolyte solution has to be reset through purification which is proved to be a tough mission [28, 29].
The impure ions entering the electrolytic solution are derived from base metals on the copper granules, which can be removed in advance by pretreatment methods to prevent them from entering the electrolyte [30, 31]. Since the standard electrode potential of base metal is less than that of element H, impurities (Sn, Fe, Zn, Al) will react with H+ in the acidic solution spontaneously and transform from insoluble metal elements to soluble ions. Copper will not react with H+, because it has a standard electrode potential greater than that of element H, thus the separation of copper from base metals can be achieved by acid-leaching pretreatment [32,33,34]. Lei et al. [35] effectively removed 95% of impurities which are Cd, Fe, Pb, Sb, Zn, and Se from reclaimed copper smelting fly ash by acid pretreatment. Lv et al. [36] decreased the content of impurity ions of calcium and magnesium from high aluminum fly ash and the impurity-removal rate is up to 99.7%. Therefore, acid pretreatment sounds like a feasible means of removing base metal impurities from copper granules.
To obtain a high-purity copper foil without introducing impurity ions in the electrolytic solution, this paper will adopt acid-leaching pretreatment to diminish the impurity content in copper granules. Factors affecting the efficiency of acid leaching are going to be explored in detail, such as the mole ratio of impurities to H2SO4, leaching temperature, and liquid-solid ratio (L/S) (mL/g). Subsequently, the influence of acid-leaching pretreatment will be analyzed by using the product purity and the impurity content in the electrolyte as referent quantities. This study will contribute to expanding the leaching process for recovering copper and other metals from copper granules.
Materials and Methods
Materials
The copper granules from WPCBs used in this manuscript which have been sorted less than 0.3 mm were kindly provided by Anhui Chaoyue Environmental Protection Technology Co., Ltd., China, w HNO3, HF, H2O2, H2SO4, and CuSO4 were all purchased from Aladdin Biochemical Technology Co., Ltd., Shanghai, China. Deionized water as produced by Laboratory Center of University of Science and Technology Beijing, China. In this study, all chemical reagents were of analytical grade. The above reagents were applied without further purification.
Experimental Process
Determination of copper granules composition: The copper granules were first dried at 105 °C for 2 h and then digested by the HNO3-HF-H2O2 system. Finally, the metal concentration of the digestion solution was measured by an inductively coupled plasma emission spectrometer(ICP-OES; PerkinElmer; Optima 7000DV; USA).
Acid leaching process: A 200 ml beaker was used as the reactor in which 5.000 g of copper granules was placed, and H2SO4 was used as the leaching solution. The effects of the impurities and H2SO4 mole ratio (1:1 –1:5), leaching temperature (40 –80 °C), and L/S (5 –25 mL/g) on the leaching ratio of Sn, Zn, Fe, and Al in copper particles were systematically studied. All leaching experiments were conducted in a reactor placed on a heat-collecting magnetic stirrer with a stirring speed of 450 r/min duration of 240 min (DF-101 S, Lichen Technology, Shanghai, China). For the estimation of errors in the experiments, three sets of parallels were used to obtain the average values. The leached solution was analyzed by ICP-OES (ditto), and its leaching ratio was calculated according to Eq. (1).
where ηM is the metal leaching ratio, V is the volume of the leaching solution (L), C is the concentration of the element in the leaching solution (mg/L), M is the mass of the sample before leaching (mg), W is the content of elements in the sample before leaching.
Electrowinning Process
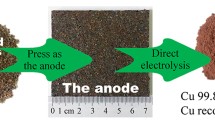
Copper granules (before and after acid leaching pretreatment) were mixed with a small amount of conductive binder, and they were pressed through a manual sheet press in a steel die, and these sheets were cut into small pieces of 6 × 1.5 cm to be used as anodes. The cathode is a 6 × 1.5 cm stainless steel sheet, the electrolytic cell is an 8 × 7 × 3 cm transparent plastic container, and the electrolyte is a mixture of H2SO4 and CuSO4. A DC power supply (HYJ-400E12, Huangyan, China) was used to provide DC power. The electrolysis conditions were as follows as the concentration of CuSO4 of 60 g/L, the concentration of H2SO4 of 122.5 g/L, the current density of 40 mA/cm2, and the distance between the electrodes of 5 cm. To explore the effects of acid leaching pretreatment on the purity of copper cathode and the production of impurity ions in electrolytic solution at different times, the surface morphology of the product copper was investigated using a scanning electron microscope (Sigma 300) and X-ray spectroscopy system (EDS; ΣIGMA + X-Max20, Zeiss, Germany).
Results and Discussion
Characterization of Copper Granules
The composition of copper granules is shown in Table 1, except 89.63% Cu and 2.03% other impurities, the left metals of Zn, Sn, Pb, Fe, and Al are all leachable with sulfuric acid.
Digestion analysis was conducted on the copper granules after acid leaching pretreatment to remove impurities. The metal content is shown in Table 2. After acid leaching pretreatment, the copper content significantly increased to 95.17%, while the main impurities Zn, Sn, Al, and Fe were all less than 0.1%, indicating complete removal. After acid leaching treatment, Pb will exist in the form of PbSO4 and will not enter the electrolyte and can not affect the electrolysis effect. Therefore, it can be preliminarily considered that acid leaching pretreatment has a good effect on removing impurities and metals, which is beneficial for the electrolysis process.
Effect of the Impurities to H2SO4 Mole Ratio on the Leaching Efficiency
In the acid-leaching process, the possible reaction equations are shown as follows:
The impurities to H2SO4 mole ratios ranged from 1:1 to 1:5 were investigated to identify optimal condition for acid leaching. In Fig. 1a, it can be observed that when the impurities to H2SO4 mole ratio was invariable, the leaching ratio of each metal increased with the increase of the operation time, and reached a maximum with the duration of 180 min. Contemporarily, the leaching ratio of each metal increased with the increase of the impurities to H2SO4 mole ratios. The addition of sulfuric acid into the system with molar ratio of impurities to H2SO4 of 1:1 is obtained from their stoichiometric equations, which means the impurities could theoretically be leached completely, but the experimental results showed that is not the case even with the molar ratio of 1:2 and 1:3. This might be attributed to the adsorption of hydrogen on the surface of the metal, forming a chemical equilibrium so that the reaction cannot be carried out to the end. In addition, the decrease of H2SO4 concentration kinetically extended the redox reactions. When the time was the same, the leaching ratio of zinc gradually increased with the increase of impurities to H2SO4 more molar ratio. This might be owing to the fact that the higher concentration of H2SO4 multiplies the number of protons within the solution and displaces more metal cations. Since the percentage of activated molecules of the reactants was certain at the same temperature, increasing the concentration of H2SO4 provided activated molecules, leading to a larger number of effective collisions of molecules per unit time, so the chemical equilibrium shifted to the right and more impurities were leached. The same trend is observed in Fig. 1b–d. Considering the leaching ratio of metal ions and the consumption of sulfuric acid, the impurities and H2SO4 mole ratio = 1:4 was chosen as the optimal leaching condition, under which 98.21% Zn, 95.48% Sn, 99.37% Al, and 96.52% Fe were leached after180 min.

Effect of molar ratio of impurities to H2SO4 nImpurities: nH2SO4on leaching ratio ηM of element Zn (a), Sn (b), Fe (c), and Al (d) under conditions of temperature T = 70 °C, and liquid-solid ratio L/S = 20 mL/g, respectively
Effect of the Temperature on the Leaching Ratio
The effect of the leaching temperature ranged from 40 to 80 °C on the leaching ratio is shown in Fig. 2, with the conditions as the mole ratio of impurities to H2SO4 of 1:4, the leaching time of 240 min and a liquid-solid ratio of 20 mL/g. From Fig. 2a, it can be seen that at the same leaching duration, the leaching ratio of zinc increases with the increase of temperature. This was probably due to the fact that increasing the temperature caused the desorption of the hydrogen adsorbed on the metal surface. As the hydrogen decreased, the chemical equilibrium shifted to the right and more of the metal was leached. What’s more, by increasing the temperature, the reactant molecules gain energy to activate the original lower energy molecules. As the percentage of activated molecules enhances, the effective number of collisions was enlarged, so the reaction ratio increased. The same trend is observed in Fig. 2b–d. Based on the leaching ratio of metal ions and the consideration of energy consumption, 70 °C was chosen as the optimal leaching temperature. Under this condition, 98.88% Zn, 96.19% Sn, 99.75% Al, and 97.44% Fe were leached after 180 min.

Effect of temperature on leaching ratio ηM of element Zn (a), Sn (b), Fe (c), and Al (d) under conditions of molar ratio of impurities to H2SO nImpurities: nH2SO4=1:4, and liquid-solid ratio L/S = 20 mL/g, respectively
Effect of the Liquid–Solid on the Leaching Ratio
The effect of the liquid-solid ratio ranged from 5 to 25 mL/g was investigated. The leaching ratio of Zn increased continuously as the liquid–solid ratio increased until the zinc is almost completely leached, as shown in Fig. 3. A reasonable explanation to this phenomenon is that H2SO4 in solution is in its ionization equilibrium because of its secondary ionization constant. At the same amount of H2SO4, increasing the liquid–solid ratio is equivalent to diluting the solution, which will have an effect on the secondary ionization of sulfuric acid. The larger the liquid–solid ratio is, the more complete the sulfuric acid ionization is, which means more H+ ions participate the leaching process. In order to decrease reagent consumption and improve leaching efficiency, 20 mL/g was adopted as the optimal liquid-solid ratio.

Effect of liquid-solid ratio on the leaching ratio ηM of element Zn (a), Sn (b), Fe (c), and Al (d) under conditions of molar ratio of impurities to H2SO4 nImpurities: nH2SO4=1:4, and temperature T = 70 °C, respectively
Effect of Acid Leaching Pretreatment
The accumulation of impurity ions in the electrolyte was investigated with the electrolytic conditions as the concentration of CuSO4 of 60 g/L, the concentration of H2SO4 of 122.5 g/L, and the current density of 40 mA/cm2, which is shown in Fig. 4. Within the electrolysis duration of 1440 min, if the copper granules without acid leaching pretreatment, the concentration of Zn2+, Sn2+, Fe2+, and Al3+ increased from 248.5 mg/L to 1328 mg/L, from 193.2 mg/L to 1057 mg/L, from 153.8 mg/L to 835.6 mg/L, and from 137.1 mg/L to 728.1 mg/L respectively in the electrolyte. In contrast, refining copper granules pretreated by acid with the same conditions, the concentration of Zn2+ increased from 9.941 mg/L to 58.42 mg/L, Sn2+ from 7.728 mg/L to 41.67 mg/L, Fe2+ from 5.482 mg/L to 30.95 mg/L, and Al3+ from 4.631 mg/L to 24.53 mg/L. The impurity concentrations were much lower than those without acid leaching treatment, which indicates that the purpose of acid leaching to remove impurities was satisfied.

Accumulated concentration of impurity ions in electrolytic solution as copper granules pretreated with acid leaching or without acid leaching pretreatment under conditions of concentration of copper sulfate \({\varvec{C}}_{\text{CuS}{\text{O}}_{4}}\)=60 g/L, concentration of sulfuric acid \({\varvec{C}}_{{\mathbf{H}}_{2}\text{S}{\text{O}}_{4}}\)=122.5 g/L, and current density J = 40 mA/cm2, respectively
In Fig. 5, the variation of the purity of the copper refined by electrolysis with the conditions as the concentration of CuSO4 of 60 g/L, the concentration of H2SO4 of 122.5 g/L, and the current density of 40 mA/cm2 is shown. With the electrolysis lasting from 0 to 1440 min, the purity of the copper electrolyzed from copper granules without acid pretreatment decreased from 99.32 to 94.53%, and this shared the same trend with Fig. 4. In contrast, the purity of the copper electrolyzed from the acid pretreated copper granules hardly decreased under the same conditions, only from 99.98 to 99.73%.
The purity of cathode copper as an important indicator of electrolytic copper products should be maintained as a good product copper. The purity should be maintained above 99%. It can be seen through the calculation of the linear regression equation obtained from Fig. 5 that the electrolysis may last 5050 min, if copper granules were pretreated with acid, while it only can maintain 390 min, if the sample without acid leaching. Therefore, the acid pretreatment process can effectively extend the service life of the electrolyte, and the life after the acid leaching processing is about 13 times than that without acid pretreatment.

Effect of time on copper purity as copper granules pretreated with acid leaching or without acid leaching pretreatment under concentration of concentration of copper sulfate \({\varvec{C}}_{\text{CuS}{\text{O}}_{4}}\)=60 g/L, concentration of sulfuric acid \({\varvec{C}}_{{\mathbf{H}}_{2}\text{S}{\text{O}}_{4}}\)=122.5 g/L, and current density J = 40 mA/cm2, respectively
In Fig. 6a, it can be seen that the structure of the electrolytic copper obtained from the copper granules after the acid treatment is the classical continuum dendritic structure. In contrast, the structure without acid treatment is a granular structure of varying sizes (Fig. 6b). EDS mapping analysis (Fig. 6c) shows, these impurities (Zn, Sn, Al) are widely distributed on the surface of the particles, which affects the formation of the copper foil. The presence of impurity ions seriously reduces the diffusion rate of copper ions in the electrolyte resulting in the excessive local growth of copper grains on some sites of the cathode rather than homogeneously reacting, which can be confirmed by the increasingly rough and undulate in Fig. 6b. In addition, the polarization produced by impurity ions is also adverse to copper deposition (Fig. 7).

SEM and EDS mapping of sample a pretreated with acid leaching and b, c without acid leaching pretreatment under concentration of copper sulfate \({\varvec{C}}_{\text{CuS}{\text{O}}_{4}}\)=60 g/L, concentration of sulfuric acid \({\varvec{C}}_{{\mathbf{H}}_{2}\text{S}{\text{O}}_{4}}\)=122.5 g/L, current density J = 40 mA/cm2 and electrolysis time t = 1440 min, respectively

Optical photos of the copper granules
Conclusion
In this study, copper refined from copper granules recycled from scrap printed circuit boards was effectively recovered by electrolysis after acid-leaching pretreatment. Experimental results showed that the highest removing efficiencies of impurity ions were reached with 98.88% Zn, 96.19% Sn, 99.75% Al, and 97.44% Fe with operation conditions as the impurities to H2SO4 mole ratio = 1:4, the temperature of 70 °C, the operation time of 180 min, and the L/S ratio of 20:1 mL/g. Subsequently, under the electrolytic conditions of the concentration of CuSO4 of 60 g/L, the concentration of H2SO4 of 122.5 g/L, and the current density of 40 mA/cm2, the electrolysis duration of 1440 min, the purity of the copper obtained from copper granules with the acid pretreatment is 99.73%, which is much higher than that obtained from copper granules without the pretreatment with 94.53%. This paper proposes a promising method for recovering copper from WPCBs.
Data Availability
The datasets generated during and/or analysed during the current study are not publicly available due to Confidentiality Agreement but are available from the corresponding author on reasonable request.
References
Ghosh, B., et al.: Waste printed circuit boards recycling: an extensive assessment of current status. J. Clean. Prod. 94, 5–19 (2015)
Huang, K., et al.: Recycling of waste printed circuit boards: a review of current technologies and treatment status in China. J. Hazard. Mater. 164, 399–408 (2009)
Cui, J., et al.: Metallurgical recovery of metals from electronic waste: a review. J. Hazard. Mater. 158, 228–256 (2008)
Wang, H., et al.: Recovery of waste printed circuit boards through pyrometallurgical processing: a review. Resour. Conserv. Recycl. 126, 209–218 (2017)
Satyro, W.C., et al.: Planned obsolescence or planned resource depletion? A sustainable approach. J. Clean. Prod. 195, 744–752 (2018)
Zeng, X.L., et al.: Measuring the recyclability of e-waste: an innovative method and its implications. J. Clean. Prod. 131, 156–162 (2016)
Wang, J.B., et al.: An environmentally friendly technology of disassembling electronic components from waste printed circuit boards. Waste Manag. 53, 218–224 (2016)
Park, S., et al.: Apparatus for electronic component disassembly from printed circuit board assembly in e-wastes. Int. J. Miner. Process 144, 11–15 (2015)
Shuey, S.A., et al.: Review of pyrometallurgical treatment of electronic scrap. Min. Eng. 57, 67–70 (2005)
Ishak, K.E.H.K., et al.: Recovery of copper and valuable metals from E-waste via hydrometallurgical method. Mater. Today 66, 3077–3081 (2022)
Havlik, T., et al.: Leaching of copper and tin from used printed circuit boards after thermal treatment. J. Hazard. Mater. 183, 866–873 (2010)
Liu, X.N., et al.: Copper recovery from waste printed circuit boards concentrated metal scraps by electrolysis. Front. Environ. Sci. Eng. 11, 10 (2017)
Chu, Y.Y., et al.: Micro-copper powders recovered from waste printed circuit boards by electrolysis. Hydrometallurgy 156, 152–157 (2015)
Rene, E.R., et al.: Electronic waste generation, recycling and resource recovery: technological perspectives and trends. J. Hazard. Mater. 416, 125664 (2021)
Mecucci, A., et al.: Leaching and electrochemical recovery of copper, lead and tin from scrap printed circuit boards. J. Chem. Technol. Biotechnol. 77, 449–457 (2002)
Xiu, F.R., et al.: Electrokinetic recovery of cd, cr, as, Ni, Zn and Mn from waste printed circuit boards: effect of assisting agents. J. Hazard. Mater. 170, 191–196 (2009)
Xiu, F.R., et al.: Materials recovery from waste printed circuit boards by supercritical methanol. J. Hazard. Mater. 178, 628–634 (2010)
Diaz, L.A., et al.: Comprehensive process for the recovery of value and critical materials from electronic waste. J. Clean. Prod. 125, 236–244 (2016)
Veit, H.M., et al.: Recovery of copper from printed circuit boards scraps by mechanical processing and electrometallurgy. J. Hazard. Mater. 137, 1704–1709 (2006)
Guimarães, Y.F., et al.: Direct recovery of copper from printed circuit boards (PCBs) powder concentrate by a simultaneous electroleaching–electrodeposition process. Hydrometallurgy 149, 63–70 (2014)
Zhang, S., et al.: Superfine copper powders recycled from concentrated metal scraps of waste printed circuit boards by slurry electrolysis. J. Clean. Prod. 152, 1–6 (2017)
Wang, M.Y., et al.: Sustainable electrochemical recovery of high-purity Cu powders from multi-metal acid solution by a centrifuge electrode. J. Clean. Prod. 204, 41–49 (2018)
Awad, A., et al.: Characterization of nano/micro size copper powder by product of electropolishing process. J. Am. Sci. 6, 137–143 (2010)
Matsushima, H., et al.: Copper electrodeposition in a magnetic field. Electrochim. Acta 53, 161–166 (2007)
Nikolić, N.D., et al.: Morphologies of copper deposits obtained by the electrodeposition at high overpotentials. Surf. Coat. Technol. 201, 560–566 (2006)
Popov, K.I., et al.: Comparison of the critical conditions for initiation of dendritic growth and powder formation in potentiostatic and galvanostatic copper electrodeposition. J. Appl. Electrochem. 12, 525–531 (1982)
Somasundaram, M., et al.: Recovery of copper from scrap printed circuit board: modelling and optimization using response surface methodology. Powder Technol. 266, 1–6 (2014)
Hoffmann, J.E.: The purification of copper refinery electrolyte. J. Met. Mater. Miner. 56, 30–33 (2004)
Alam, M.S., et al.: Electrolyte purification in energy-saving monovalent copper electrowinning processes. Hydrometallurgy 87, 36–44 (2007)
Liu, W.F., et al.: Comparation on the methods of removing impurity metals from copper powder of waste printed circuit boards. J. Clean. Prod. 349, 131295 (2022)
Qiu, R.J., et al.: Recovering full metallic resources from waste printed circuit boards: a refined review. J. Clean. Prod. 244, 118690 (2020)
Pan, J.H., et al.: Recovery of rare earth elements from coal fly ash by integrated physical separation and acid leaching. Chemosphere 248, 126112 (2020)
Gargul, K., et al.: Leaching of lead and copper from flash smelting slag by citric acid. Arch. Civ. Mech. Eng. 19, 648–656 (2019)
Karimov, K.A., et al.: Sulfuric acid leaching of High-Arsenic Dust from Copper Smelting. Metallurgist 60, 456–459 (2016)
Lei, T.Y., et al.: Enhanced recovery of copper from reclaimed copper smelting fly ash via leaching and electrowinning processes. Sep. Purif. Technol. 273, 118943 (2021)
Lv, Z.Y., et al.: Synergistic removal of calcium and iron impurities from calcium-rich and high-alumina fly ash by acid leaching control. J. Environ. Chem. Eng. 10, 17268 (2022)
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by ZL, WW, XM and XL. The first draft of the manuscript was written by ZL and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, Zj., Wang, W., Jiang, Lj. et al. Effects of Acid Pretreatment on Purity of Copper Foil Recovered by Electrolytic Refining from Waste Printed Circuit Board. Waste Biomass Valor 15, 1403–1410 (2024). https://doi.org/10.1007/s12649-023-02225-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02225-1