
Abstract
In many years, the nickel electroplating technique has been applied to coat nickel on other materials for their increased properties. Nickel electroplating has played a vital role in our modern society but also caused considerable environmental concerns due to the mass discharge of its wastewater (i.e. containing nickel and other heavy metals) to the environment. Thus, there is a growing need for treating nickel electroplating wastewater to protect the environment and, in tandem, recover nickel for beneficial use. This study explores a novel application of membrane distillation (MD) for the treatment of nickel electroplating wastewater for a dual purpose: facilitating the nickel recovery and obtaining fresh water. The experimental results demonstrate the technical capability of MD to pre-concentrate nickel in the wastewater (i.e. hence pave the way for subsequent nickel recovery via chemical precipitation or electrodeposition) and extract fresh water. At a low operating feed temperature of 60 °C, the MD process increased the nickel content in the wastewater by more than 100-fold from 0.31 to 33 g/L with only a 20% reduction in the process water flux and obtained pure fresh water. At such high concentration factors, the membrane surface was slightly fouled by inorganic precipitates; however, membrane pore wetting was not evident, confirmed by the purity of the obtained fresh water. The fouled membrane was effectively cleaned using a 3% HCl solution to restore its surface morphology. Finally, the preliminary thermal energy analysis of the combined MD–chemical precipitation/electrodeposition process reveals a considerable reduction in energy consumption of the nickel recovery process.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nickel electroplating plays an important role in our modern society. Given its excellent chemical and physical properties, in many applications, nickel is coated on the surface of other metallic and non-metallic materials by electroplating to increase their strength and resistance to corrosion or degradation and to provide decorative appearance. However, the growth of nickel electroplating industries has also resulted in considerable environmental and health concerns (Coman et al. 2013; Almazán-Ruiz et al. 2015). A typical nickel electroplating process involves three main steps including surface pre-treatment, electrodeposition and product post-treatment. Amongst these steps, post-treatment (i.e. product rinsing) entails the discharge of large volumes of rinse water (i.e. electroplating wastewater) containing nickel and other heavy metals at various concentrations to the environment. Long-term exposure to nickel polluted environments resulting from nickel electroplating wastewater discharge can lead to numerous health problems such as contact dermatitis, lung fibrosis, heart attack, kidney diseases and even cancer (Denkhaus and Salnikow 2002; Kasprzak et al. 2003). In this context, there has been mounting interest in the treatment of nickel electroplating wastewater for simultaneous environmental pollution prevention and beneficial recovery of nickel.
Several methods, most notably including chemical precipitation and electrodeposition, have been explored to treat nickel electroplating wastewater (Njau et al. 2000; Giannopoulou and Panias 2007; Blais et al. 2008; Giannopoulou and Panias 2008; Barakat 2011; Coman et al. 2013; Mubarok and Lieberto 2013) (Table 1). In the chemical precipitation treatment of nickel electroplating wastewater, nickel is converted to insoluble nickel hydroxide by elevating pH to 9–10, and the precipitated nickel hydroxide is subsequently removed from the wastewater. The chemical precipitation treatment of the electroplating wastewater can achieve a nickel removal rate as high as 99.76% (Giannopoulou and Panias 2007, 2008). It is noteworthy that the chemical precipitation method requires pre-concentrating and heating the nickel electroplating wastewater (i.e. 65–95 °C) to achieve a maximum nickel removal rate (Sist and Demopoulos 2003; Giannopoulou and Panias 2007, 2008; Mubarok and Lieberto 2013). In the electrodeposition treatment, nickel from the electroplating wastewater is deposited onto cathodes in an electrolyser. Nickel can be recovered from the wastewater in the form of metallic nickel, nickel oxide or nickel hydroxide depending on the wastewater composition and the electrolysis conditions (Njau et al. 2000; Orhan et al. 2002; Coman et al. 2013). Similar to chemical precipitation, the efficiency of the electrodeposition treatment of nickel electroplating wastewater is strongly affected by the temperature and the initial nickel concentration of the wastewater. A more concentrated nickel electroplating wastewater at an elevated temperature leads to increased nickel recovery rate and enhanced current efficiency (Orhan et al. 2002; Coman et al. 2013).
Membrane distillation (MD) has recently emerged as a feasible process for treatment and concentration of challenging waters (Tomaszewska et al. 2001; Abdelkader et al. 2018; Nguyen et al. 2018; Plattner et al. 2018). MD is a hybrid process that combines thermal distillation and membrane separation (Drioli et al. 2015; González et al. 2017). The MD process uses a hydrophobic and microporous membrane to separate a feed water and a fresh distillate stream. Due to its hydrophobic nature, the MD membrane prevents the permeation of liquid water (i.e. hence dissolved salts and non-volatile compounds) while allowing for the transport of water vapour through membrane pores. The driving force for the water vapour transport across the membrane pores is a water vapour pressure gradient induced by a temperature difference between two sides of the membrane. Unlike other pressure-driven membrane separation processes, MD is negligibly affected by the osmotic pressure and the salinity of the feed water. Thus, the MD process can concentrate saline waters up to their salt saturation limits. Moreover, because the MD process mainly relies on thermal energy and can be efficiently operated at mild temperatures (i.e. with feed water temperature ranging from 40 to 80 °C), waste heat and solar thermal energy available on site can be sourced to power the MD process and thus reduce water treatment costs. Given these notable attributes, the MD process has been successfully demonstrated for the treatment and concentration of various challenging waters including wastewaters from textile, dyeing and dairy industries (Abdelkader et al. 2018; Li et al. 2018; Leaper et al. 2019); brines following the reverse osmosis (RO) treatment of seawater and oil/gas-produced water (Duong et al. 2015a, 2015b, 2015c; Duong et al. 2016a, 2016b, 2016c; Zhang et al. 2019); draw solutions of forward osmosis (FO) (Nguyen et al. 2018); and liquid desiccant solutions used in air-conditioning systems (Duong et al. 2017; Chen et al. 2018; Duong et al. 2018; Lefers et al. 2018).
A critical condition for the MD process to maintain its separation efficiency is the absence of liquid water in the membrane pores (Han et al. 2017; Rezaei et al. 2017; Wang and Lin 2017; Velioğlu et al. 2018; Wang et al. 2018). This condition is underpinned by the hydrophobicity of the membrane surface and the surface tension of the feed water. During the MD process of challenging waters, contaminants (i.e. surfactants and organic additives) and precipitated salts in the feed water might interact with the membrane surface and alter its hydrophobicity and reduce the water surface tension at the membrane pore entrance, resulting in the intrusion of liquid water into the membrane pores (Han et al. 2017; Wang and Lin 2017; Wang et al. 2018). The intrusion of liquid water into membrane pores is termed as membrane wetting in the MD process. Membrane wetting reduces the active membrane surface area for water evaporation and leads to the salt leakage through the membrane, thus deteriorating the separation efficiency of the MD process (Duong et al. 2015a, 2015b, 2015c; Duong et al. 2016a, 2016b, 2016c; Sanmartino et al. 2017).
This study aims to evaluate the feasibility of the MD process for concentrating nickel electroplating wastewater for subsequent nickel recovery via chemical precipitation or electrodeposition. Real nickel electroplating wastewater was first characterised, and long-term MD experiments of the electroplating wastewater were conducted to assess the performance of the MD process during the concentration of the wastewater. The obtained MD distillate and the concentrated wastewater were subsequently examined to determine their suitability for beneficial reuse. Finally, potential for reduction in the thermal energy consumption of combined MD–chemical precipitation/electrodeposition was analysed to highlight the benefits of the MD process for the treatment of nickel electroplating wastewater.
Materials and methods
Membrane distillation system
A lab-scale MD system was used in this study (Fig. 1). The system consisted of an air-gap MD membrane module (Fig. 2) with a flat-sheet polytetrafluoroethylene (PTFE) membrane purchased from Porous Membrane Technology (Ningbo, China). The specifications of the PTFE membrane and air-gap MD membrane module are shown in Table 2. The nickel electroplating wastewater solution was heated using a hot water bath before entering the feed channel of the membrane module. As the wastewater solution travelled along the feed channel, water evaporated at the membrane surface and hence the wastewater solution was concentrated. The concentrated wastewater was then returned to the feed tank. Water vapour generated at the feed membrane surface permeated through membrane pores to the distillate channel due to the vapour pressure gradient caused by the temperature difference between the feed and the distillate channels. When water vapour reached the coolant plate, it condensed into distillate and bled out of the membrane module by gravity into a distillate tank placed on a digital balance connected with a computer. Chilled water was circulated along the coolant channel to maintain the temperature of the coolant plate. Temperature sensors and rotameters were placed before the inlets of the feed and coolant channels to measure temperature and circulation rates, respectively. A heating element connected to a temperature control unit and a chiller were employed to regulate the feed and coolant temperatures.

a A schematic diagram and b a real picture of the lab-scale MD system

The arrangement of the air-gap MD membrane module. The PTFE membrane was fixed in the module using rubber gaskets and plastic spacers
The nickel electroplating wastewater was collected from a nickel electrodeposition (i.e. using the Watts nickel electroplating solution) factory in Hanoi, Vietnam. The wastewater (25 L) was filtered using 0.45-μm filter papers prior to its treatment using the MD process.
Analytical methods
Cation concentrations of the nickel electroplating wastewater and the distillate extracted from the MD process were analysed using an ICP-MS system (Agilent 7500CS, USA). The plating wastewater anion contents (e.g. sulphate and chloride) were determined using conventional analytical methods. Briefly, sulphate in the wastewater was precipitated by adding excessive barium nitrate at 70 °C. The precipitate was then filtered and dried in an oven at 800 °C for 1 h. The weight of the dried barium sulphate precipitate was measured to calculate the sulphate content of the plating wastewater. The wastewater chloride content was then determined based on the cations and sulphate contents given the electroneutrality condition of the wastewater solution. The electrical conductivity and pH of the nickel electroplating wastewater and the distillate obtained from the MD process were measured using a conductivity pH meter (Hatch, USA).
Surface characteristics of membranes were analysed using a scanning electron microscope (Hitachi SEM-4800, Japan) and a contact angle measure (CAM 200, Finland). Prior to the SEM analysis, the membranes were coated with a thin layer of gold. For the contact angle measurement, deionised (DI) water was used as the reference liquid.
Experimental protocols
MD treatment of the electroplating wastewater solution was conducted at an inlet feed and coolant temperature of 60 °C and 25 °C, respectively, with feed and coolant circulation rates of 0.3 L/min (i.e. equivalent to a cross-flow velocity of 0.045 m/s). The MD experiment of the electroplating wastewater feed was conducted at daytime only, and the MD system was switched off at night without rinsing the system with fresh water. The process water flux and distillate electrical conductivity were regularly measured throughout the experiment. The MD process was finally terminated after the wastewater had been concentrated by 100-fold (as the minimum feed water volume to run the process was 200 mL) or until water flux reduced to zero. Then, the membrane was disassembled from the module and kept for subsequent membrane surface analysis and membrane cleaning effectiveness evaluation. An additional MD experiment using a DI water feed solution was conducted under the same operating conditions to determine the process baseline water flux.
A fouled membrane coupon (i.e. 2 cm × 5 cm) was used to evaluate the effectiveness of membrane cleaning using a 3% HCl solution. The membrane coupon was submerged in the cleaning solution at 25 °C for 5 min under mild agitation. After cleaning, the membrane was rinsed with DI water and air-dried prior to the SEM and contact angle analysis.
Results and discussions
Characterisation of nickel electroplating wastewater
The characterisation results of the nickel electroplating wastewater (Table 3) confirmed that the Watts plating solution had been used in the electrodeposition process. The wastewater had pH, electrical conductivity and total dissolved solids of 6.8, 1006 μS/cm and 1100 mg/L, respectively. The total suspended solid content of the wastewater was 4.0 mg/L, and the wastewater was mainly composed of nickel (310.58 mg/L), sulphate (418.0 mg/L) and chloride (341.3 mg/L). These characterisation results indicated that the electroplating wastewater was neither diluted enough for environmentally safe direct discharge nor concentrated enough for efficient nickel recovery (Njau et al. 2000; Orhan et al. 2002; Peng et al. 2014; Almazán-Ruiz et al. 2015). Thus, the wastewater needed to be pre-concentrated to facilitate nickel recovery in the subsequent chemical precipitation or electrodeposition process. Alternatively, the electroplating wastewater can be diluted using fresh water for safe discharge to the environment. Nevertheless, this alternate method is not encouraged given the more stringent water pollution laws and regulations and increased nickel cost.
MD treatment of the nickel electroplating wastewater
The viability of MD for the treatment of nickel electroplating wastewater was assessed based on the process water flux, risk of membrane fouling and wetting, nickel concentration efficiency and the obtained distillate quality. The experimental results demonstrated that the MD process was capable of pre-concentrating the electroplating wastewater to facilitate the subsequent nickel recovery and to produce quality distillate in tandem.
Water flux during the MD treatment of nickel electroplating wastewater
Water flux of the MD process was slightly affected by nickel salts in the electroplating wastewater (Fig. 3). Initially, the MD process with the wastewater feed (i.e. with a low nickel concentration of 0.31 g/L) achieved a water flux similar to that obtained during the baseline experiment using DI water as the feed. During the concentration process, as the distillate was extracted from the wastewater feed, the nickel concentration of the wastewater feed increased. For the first 350 h, the nickel concentration increased at small rates given the large volume of the wastewater feed compared to the distillation rate. The last 50 h of the operation witnessed an exponential increase in the nickel concentration after the wastewater feed volume had been significantly reduced. On the other hand, the water flux gradually decreased throughout the MD concentration of the wastewater feed. At the completion of the process, although the nickel concentration had been increased by more than 100-fold, the process water flux only reduced approximately by 20% compared to the initial value (i.e. from 4.3 to 3.3 L/m2/h).

Water flux and nickel concentration during the MD process of the electroplating wastewater. Operating conditions: feed temperature (Tfeed) of 60 °C, coolant temperature (Tcoolant) of 25 °C and feed and coolant circulation rates of 0.3 L/min
The marginal impact of salt concentrations on the MD process water flux demonstrates the superiority of MD over pressure-driven membrane processes (i.e. RO) for concentrating the plating wastewater. During MD, salts in the feed water only affect the process water flux by reducing water vapour pressure and increasing viscosity of the feed water. Hence, the influence of reduced water vapour pressure and increased viscosity on MD water flux is negligible compared to the impact of increased osmotic pressure on RO water flux. Indeed, successful applications of MD for the concentration of hyper-saline water feeds, including RO brines from seawater and oil/gas-produced water desalination (Duong et al. 2015a, 2015b, 2015c; Peng et al. 2015; Zhang et al. 2015; Duong et al. 2016a, 2016b, 2016c), draw solutions for the FO process (Xie et al. 2013; Li et al. 2014) and liquid desiccant solutions for air conditioning systems (Duong et al. 2017; Chen et al. 2018; Duong et al. 2018), have been demonstrated.
Membrane fouling and wetting during MD treatment of nickel electroplating wastewater
The MD process demonstrated a strong resistance to membrane wetting during the treatment of the nickel electroplating wastewater. Throughout the MD concentration process of the plating wastewater, the electrical conductivity of the obtained distillate was always below 60 μS/cm (Fig. 4), confirming that membrane pore wetting did not occur. The non-wetting condition of the membrane pores during the MD process of the plating wastewater was also verified by the gradual decline in water flux (Fig. 3). It is noteworthy that when the membrane pores are wetted, salts from the electroplating wastewater feed will penetrate through the membrane pores to contaminate the distillate, inevitably increasing the distillate electrical conductivity. Wetting of the membrane pores also reduces the active membrane surface for water evaporation, thus leading to a noticeable decline in the process water flux. The variation in the daily measured distillate electrical conductivity might be attributed to the corrosion of the aluminium condenser plate and the measurement errors.

Variation in the distillate electrical conductivity (EC) during the MD process of the nickel electroplating wastewater. Operating conditions: feed temperature (Tfeed) of 60 °C, coolant temperature (Tcoolant) of 25 °C and feed and coolant circulation rates of 0.3 L/min
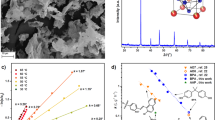
SEM analysis of the membrane surface revealed that inorganic salts had precipitated on the membrane surface (Fig. 5). These precipitated inorganic salts might be mainly composed of nickel and sulphate given their dominant concentrations in the electroplating wastewater feed (Table 3). However, the impact of the precipitate layers on the process water flux and distillate electrical conductivity was negligible (Figs. 3 and 4). This can be attributed to the fact that the MD process was operated at a low hydrostatic pressure; thus, the precipitate layers formed on the membrane surface were porous and loose. These porous and loose inorganic precipitate layers could be effectively removed by cleaning the fouled membrane with the 3% HCl solution. Indeed, the SEM image of the fouled membrane surface after membrane cleaning was similar to that of a pristine membrane (Fig. 5). The effectiveness of membrane cleaning using acidic cleaning agents for inorganic precipitates in the MD process has been previously reported (Gryta 2005; Duong et al. 2016a, 2016b, 2016c).

SEM images and contact angles of a pristine membrane, the fouled membrane and the fouled membrane after cleaning with 3% HCl solution
Contact angle measurement results also demonstrated strong resistance to membrane fouling and wetting of the MD process for nickel electroplating wastewater (Fig. 5). Compared to the pristine membrane, the fouled membrane exhibited a lower water contact angle (i.e. 102° compared to 142°); however, this value was still far above the hydrophobicity threshold (i.e. 90°) for MD membranes, preventing the membrane pores from being wetted. Moreover, given the ease of membrane cleaning with the HCl solution, the fouled membrane surface after cleaning could mostly restore its original hydrophobicity (i.e. with a contact angle of 132°). The marginal reduction in the contact angle of the cleaned membrane compared to that of the pristine membrane was because of changes in membrane pore structures under the influence of temperature during the MD process. A slight decline in membrane hydrophobicity has been observed during the MD process even with fresh water feed (Ge et al. 2014). It is noteworthy the raw nickel electroplating wastewater contained organic additives. These organic additives might have posed some challenges to the MD process as they could attach to the membrane surface and alter the membrane hydrophobicity. However, pre-filtering the nickel electroplating wastewater with 0.45-μm filter papers effectively reduced its organic content, thus preventing the MD process from membrane wetting. This is consistent with results reported in previous studies on the MD treatment of seawater whereby organic matters in seawater were effectively removed by filter papers (Duong et al. 2015a, 2015b, 2015c; Duong et al. 2016a, 2016b, 2016c).
Characteristics of the MD distillate and concentrated nickel electroplating solution
Results in this study prove the capability of MD for producing high-quality distillate from the nickel electroplating wastewater. The ICP-MS analysis results demonstrated that the MD distillate contained very low concentrations of metals with a total concentration of around 2.0 mg/L (Table 4). The distillate can be reused as rinsing water to reduce the water footprint of the electroplating process or safely discharged to the environment (Almazán-Ruiz et al. 2015).
In addition to producing the high-quality distillate, the MD process could elevate the nickel concentration in the wastewater to facilitate the subsequent recovery of nickel via chemical precipitation or electrodeposition. The concentrated wastewater had a nickel concentration of 33 g/L, which was in the optimal range of nickel concentration required for efficient chemical precipitation or electrodeposition (Coman et al. 2013). Moreover, the sensible heat remained in the hot concentrated electroplating wastewater can be utilised to reduce the thermal energy demand of the chemical precipitation/electrodeposition process.
Thermal energy consumption analysis of the combined MD–chemical precipitation/electrodeposition of nickel electroplating wastewater
The combined MD–chemical precipitation/electrodeposition process for treatment of nickel electroplating wastewater can offer considerable benefits with respect to thermal energy consumption reduction. MD concentration of the nickel electroplating wastewater can be operated in brine recycling mode (i.e. batch mode): the warm brine leaving the MD module is returned to the MD feed tank to continuously increase the nickel concentration in the feed tank (Fig. 6). As the warm brine is returned to the feed tank, its sensible heat can be recovered to reduce the thermal energy demand of the MD process (Duong et al. 2015a, 2015b, 2015c; Swaminathan and Lienhard 2018). When the nickel concentration in the feed tank reaches 33 g/L, the MD process is terminated, and the chemical precipitation/electrodeposition process can be initiated. The residual heat contained in the MD-concentrated wastewater (i.e. at 60 °C) can be utilised to facilitate the optimal nickel removal/recovery in the chemical precipitation/electrodeposition process, thus obviating the need for heating the concentrated wastewater. Our calculation reveals that the thermal energy saving from heating the concentrated MD brine (from 25 to 60 °C) to recover 1 kg of nickel from the brine (i.e. given the nickel concentration of 33 g/L and the recovery ratio of 90%) during the chemical precipitation/electrodeposition process can be as high as 1370 kWh. However, this is a preliminary analysis, and further experimental studies on the combined MD–chemical precipitation/electrodeposition treatment of the nickel electroplating wastewater are required to demonstrate its technical and economic feasibility.

Schematic diagram of a combined MD–chemical precipitation/electrodeposition process for nickel recovery
Conclusions
This study explored a novel MD application for the treatment and concentration of nickel electroplating wastewater to facilitate beneficial reuses. The experimental results demonstrated the technical viability of MD for treatment of the nickel electroplating wastewater prior to nickel recovery via chemical precipitation or electrodeposition. At a feed and coolant temperature of 60 °C and 25 °C, respectively, the MD process could increase the nickel concentration of the electroplating wastewater from 0.31 to 33 g/L. At high concentration factors (i.e. 100-fold), the process water flux experienced a slight reduction (i.e. by 20%), and the membrane surface was slightly fouled by inorganic precipitates. However, no evidence of membrane pore wetting during the MD concentration of the electroplating wastewater was observed, as demonstrated by the purity of the obtained distillate. The surface morphology of the fouled membrane was effectively restored by rinsing the fouled membrane with the 3% HCl solution. The combined MD–chemical precipitation/electrodeposition process for the treatment of the nickel electroplating wastewater can offer considerable benefits with respect to thermal energy consumption reduction because the sensible heat of the warm MD-concentrated wastewater can be utilised in chemical precipitation/electrodeposition.
References
Abdelkader S, Gross F, Winter D, Went J, Koschikowski J, Geissen SU, Bousselmi L (2018) Application of direct contact membrane distillation for saline dairy effluent treatment: performance and fouling analysis. Environ. Sci. Pollut. Res. https://doi.org/10.1007/s11356-018-2475-3
Almazán-Ruiz FJ, Caballero F, Cruz-Díaz MR, Rivero EP, Vazquez-Arenas J, González I (2015) Nickel recovery from an electroplating rinsing effluent using RCE bench scale and RCE pilot plant reactors: the influence of pH control. Chem. Eng. Res. Des. 97:18–27
Barakat MA (2011) New trends in removing heavy metals from industrial wastewater. Arab. J. Chem. 4:361–377
Blais J-F, Djedidi Z, Cheikh RD, Tyagi R, Mercier G (2008) Metals precipitation from effluents: review. Pract Period Hazard Toxic Radio Waste Manag 12:135–149
Chen Q, Kum Ja M, Li Y, Chua KJ (2018) Thermodynamic optimization of a vacuum multi-effect membrane distillation system for liquid desiccant regeneration. Appl Energ 230:960–973
Coman V, Robotin B, Ilea P (2013) Nickel recovery/removal from industrial wastes: a review. Resour Conserv Recyc 73:229–238
Denkhaus E, Salnikow K (2002) Nickel essentiality, toxicity, and carcinogenicity. Crit Rev Oncol Hematol 42:35–56
Drioli E, Ali A, Macedonio F (2015) Membrane distillation: recent developments and perspectives. Desalination 356:56–84
Duong HC, Álvarez IRC, Nguyen TV, Nghiem LD (2018) Membrane distillation to regenerate different liquid desiccant solutions for air conditioning. Desalination 443:137–142
Duong HC, Chivas AR, Nelemans B, Duke M, Gray S, Cath TY, Nghiem LD (2015a) Treatment of RO brine from CSG produced water by spiral-wound air gap membrane distillation—a pilot study. Desalination 366:121–129
Duong HC, Cooper P, Nelemans B, Cath TY, Nghiem LD (2016a) Evaluating energy consumption of membrane distillation for seawater desalination using a pilot air gap system. Sep Purif Technol 166:55–62
Duong HC, Cooper P, Nelemans B, Nghiem LD (2015b) Optimising thermal efficiency of direct contact membrane distillation via brine recycling for small-scale seawater desalination. Desalination 374:1–9
Duong HC, Duke M, Gray S, Cath TY, Nghiem LD (2015c) Scaling control during membrane distillation of coal seam gas reverse osmosis brine. J Membr Sci 493:673–682
Duong HC, Duke M, Gray S, Cooper P, Nghiem LD (2016b) Membrane scaling and prevention techniques during seawater desalination by air gap membrane distillation. Desalination 397:92–100
Duong HC, Duke M, Gray S, Nelemans B, Nghiem LD (2016c) Membrane distillation and membrane electrolysis of coal seam gas reverse osmosis brine for clean water extraction and NaOH production. Desalination 397:108–115
Duong HC, Hai FI, Al-Jubainawi A, Ma Z, He T, Nghiem LD (2017) Liquid desiccant lithium chloride regeneration by membrane distillation for air conditioning. Sep. Purif. Technol. 177:121–128
Ge J, Peng Y, Li Z, Chen P, Wang S (2014) Membrane fouling and wetting in a DCMD process for RO brine concentration. Desalination 344:97–107
Giannopoulou I, Panias D (2007) Copper and nickel recovery from acidic polymetallic aqueous solutions. Miner. Eng. 20:753–760
Giannopoulou I, Panias D (2008) Differential precipitation of copper and nickel from acidic polymetallic aqueous solutions. Hydrometallurgy 90:137–146
González D, Amigo J, Suárez F (2017) Membrane distillation: perspectives for sustainable and improved desalination. Renew. Sust. Energ. Rev. 80:238–259
Gryta M (2005) Long-term performance of membrane distillation process. J. Membr. Sci. 265:153–159
Han L, Tan YZ, Netke T, Fane AG, Chew JW (2017) Understanding oily wastewater treatment via membrane distillation. J. Membr. Sci. 539:284–294
Kasprzak KS, Sunderman FW, Salnikow K (2003) Nickel carcinogenesis. Mutat Res Fund Mol Mech Mut 533:67–97
Leaper S, Abdel-Karim A, Gad-Allah TA, Gorgojo P (2019) Air-gap membrane distillation as a one-step process for textile wastewater treatment. Chem. Eng. J. 360:1330–1340
Lefers R, Bettahalli NMS, Fedoroff N, Nunes SP, Leiknes T (2018) Vacuum membrane distillation of liquid desiccants utilizing hollow fiber membranes. Sep. Purif. Technol. 199:57–63
Li F, Huang J, Xia Q, Lou M, Yang B, Tian Q, Liu Y (2018) Direct contact membrane distillation for the treatment of industrial dyeing wastewater and characteristic pollutants. Sep. Purif. Technol. 195:83–91
Li XM, Zhao B, Wang Z, Xie M, Song J, Nghiem LD, He T, Yang C, Li C, Chen G (2014) Water reclamation from shale gas drilling flow-back fluid using a novel forward osmosis-vacuum membrane distillation hybrid system. Wat Sci Tech 69:1036–1044
Mubarok MZ, Lieberto J (2013) Precipitation of nickel hydroxide from simulated and atmospheric-leach solution of nickel laterite ore. Procedia Earth Planet Sci 6:457–464
Nguyen NC, Chen S-S, Jain S, Nguyen HT, Ray SS, Ngo HH, Guo W, Lam NT, Duong HC (2018) Exploration of an innovative draw solution for a forward osmosis-membrane distillation desalination process. Environ Sci Pollut Res 25:5203–5211
Njau KN, Woude Mv, Visser GJ, Janssen LJJ (2000) Electrochemical removal of nickel ions from industrial wastewater. Chem Eng J 79:187–195
Orhan G, Arslan C, Bombach H, Stelter M (2002) Nickel recovery from the rinse waters of plating baths. Hydrometallurgy 65:1–8
Peng C, Jin R, Li G, Li F, Gu Q (2014) Recovery of nickel and water from wastewater with electrochemical combination process. Sep Purif Technol 136:42–49
Peng Y, Ge J, Li Z, Wang S (2015) Effects of anti-scaling and cleaning chemicals on membrane scale in direct contact membrane distillation process for RO brine concentrate. Sep Purif Technol 154:22–26
Plattner J, Kazner C, Naidu G, Wintgens T, Vigneswaran S (2018) Removal of selected pesticides from groundwater by membrane distillation. Environ. Sci. Pollut. Res. 25:20336–20347
Rezaei M, Warsinger DM, Lienhard VJH, Samhaber WM (2017) Wetting prevention in membrane distillation through superhydrophobicity and recharging an air layer on the membrane surface. J Membr Sci 530:42–52
Sanmartino JA, Khayet M, García-Payo MC, El-Bakouri H, Riaza A (2017) Treatment of reverse osmosis brine by direct contact membrane distillation: chemical pretreatment approach. Desalination 420:79–90
Sist C, Demopoulos GP (2003) Nickel hydroxide precipitation from aqueous sulfate media. JOM 55:42–46
Swaminathan J, Lienhard JH (2018) Design and operation of membrane distillation with feed recirculation for high recovery brine concentration. Desalination 445:51–62
Tomaszewska M, Gryta M, Morawski AW (2001) Recovery of hydrochloric acid from metal pickling solutions by membrane distillation. Sep Purif Technol 22(23):591–600
Velioğlu S, Han L, Chew JW (2018) Understanding membrane pore-wetting in the membrane distillation of oil emulsions via molecular dynamics simulations. J. Membr. Sci. 551:76–84
Wang Z, Chen Y, Sun X, Duddu R, Lin S (2018) Mechanism of pore wetting in membrane distillation with alcohol vs. surfactant. J. Membr. Sci. 559:183–195
Wang Z, Lin S (2017) Membrane fouling and wetting in membrane distillation and their mitigation by novel membranes with special wettability. Water Res. 112:38–47
Xie M, Nghiem LD, Price WE, Elimelech M (2013) A forward osmosis–membrane distillation hybrid process for direct sewer mining: system performance and limitations. Environ. Sci. Technol. 47:13486–13493
Zhang P, Knötig P, Gray S, Duke M (2015) Scale reduction and cleaning techniques during direct contact membrane distillation of seawater reverse osmosis brine. Desalination 374:20–30
Zhang Z, Du X, Carlson KH, Robbins CA, Tong T (2019) Effective treatment of shale oil and gas produced water by membrane distillation coupled with precipitative softening and walnut shell filtration. Desalination 454:82–90
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Angeles Blanco
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Duong, H.C., Pham, T.M., Luong, S.T. et al. A novel application of membrane distillation to facilitate nickel recovery from electroplating wastewater. Environ Sci Pollut Res 26, 23407–23415 (2019). https://doi.org/10.1007/s11356-019-05626-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-019-05626-9