
Abstract
While the indentation method is an excellent way to evaluate the mechanical properties of various sizes of materials, from the nano-scale to the macro-scale, its applications have been limited to measuring mechanical properties. In this study we propose a new application of the dynamic indentation method, in an indentation machining technology for mass-production. The core idea is that the array of residual indentations generated by dynamic indentation testing can be used to fabricate a lens array suitable for thinner and brighter displays. We developed an advanced system from a dynamic indentation system, whose maximum speed and maximum specimen size were about 10Hz and 250 mm*250 mm, respectively. Using dual actuating heads this system was used to produce arrays of lenses having depths of 1 μm to 6 mm. Pile-up is a critical reason why indentation machining technology had been not widely used in display industries. Since lower pile-up is observed in more ductile copper-based metals, we increased the annealing time of the metal molds to reduce the amount of pile-up. Then, following a quantitative analysis of the annealing heat treatment and resulting amount of pile-up, a lens array was successfully machined on a metal mold fabricated by the developed system. The machined metal mold was used to manufacture optical plates for a lens array. The results verified that the indentation machining technology proposed in this study, based on the dynamic indentation method, can be applied for the manufacturing of optical components for better displays.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The indentation method is an excellent way to evaluate the mechanical properties of various sizes of materials, from the nano-scale to the macro-scale, by virtue of its simple procedure. It has been generally used to measure hardness and elastic modulus [1, 2], tensile properties (yield strength, tensile strength and work-hardening exponent) [3–5], fracture toughness [6, 7] and residual stress [8, 9]. In addition, the dynamic indentation method can also provide a depth-profile of the hardness and the elastic modulus of thin films [10] and the viscoelastic properties (storage modulus and loss modulus) of polymers [11, 12]. In the previous researches, the indentation method has been to use to accurately measure mechanical properties, and consequently, its application has been limited to such measurements.
At the same time, there is a huge market of the mechanical machining technology of metal molds, because that is the basis of mass-production for many manufacturing industries. The principle of mass-production using machined metal molds is simple, as shown in Fig. 1. First, a certain shape or a pattern is machined on the metal molds, and melted polymer is injected into the molds. The shape or the pattern is replicated on the surface of the melted polymer, and the final product is produced after the melted polymer is hardened.

A fundamental principle of mass production based on a metal mold (pattern machining on a metal mold → pattern replication using melted polymer → a final product)
Here, we propose a new indentation machining technology which combines the dynamic indentation method and the mechanical machining technology of the metal molds. A residual indentation is generated on the surface of a metal mold after indenting with an indenter, as shown in Fig. 2. If a spherical indenter or a Vickers indenter is used, it can produce a spherical or a pyramidal dimple on the surface, respectively. Moreover, if the indenter or the metal mold is moved rapidly, arrays of the residual indentations can be machined by repeating the dynamic indentation method [13]. Since the residual indentations in the mold are concave, the replicated polymer has convex patterns, which are very similar to micro lens arrays (MLA). Micro lens arrays have excellent optical characteristics [14, 15], and are especially appropriate for dot-type light sources such as LEDs (Light Emitting Diodes) in ultra-thin and bright displays. For this purpose, we developed a new machining system and a process using indentation machining technology, and manufactured a lens array on a metal mold using the developed system.

A new idea of indentation machining technology converging dynamic indentation method and mechanical machining of a metal mold
Indentation Machining System
Since the static indentation method needs a few seconds to make a single indentation, using a conventional system we are able to produce only a few hundreds of lenses in 1 h. However, this speed is too slow to be used in industrial fields. Thus, we adapted the dynamic indentation method with the goal of machining at least one lens per second (more than 1Hz). A solenoid actuator which can move quickly with a vertical range of 1 to 100 μm was used in the newly developed system to meet this requirement. The average and maximum machining speeds of the system were 6Hz and 10Hz, respectively. The amount of vertical moving of the actuator can be controlled by changing the input current or input voltage. Moreover, large lenses having depths from 100 μm to 6 mm can be machined by directly rotating a camshaft without operating the solenoid actuator, using the same system. The machining speed was 1Hz in this case. Though the machining speed was lower, this speed was sufficient because the number of fabricated lenses decreased when the size of the lenses increased.
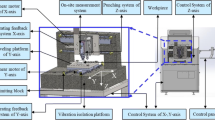
In order to prevent breaking the indenter and distorting the shape of the machined lenses, the stage of the indentation machining system must stop when the indenter pushes the metal mold. A highly accurate moving stage whose repeatability and movement were about 100 nm and 250 mm*250 mm was used to meet this requirement. This stage also functions for ultraprecision cutting, and thus a metal mold with a mirror-surface having several tens of nanometers roughness can be prepared using the developed system, before performing the indentation machining. Consequently, we manufactured lens arrays with depths of 1 μm to 6 mm on a mirror-surface metal mold with a speed of more than 1Hz using only the single self-developed indentation machining system shown in Fig. 3.

A newly developed indentation machining system having dual actuating heads for indentation machining of small lens arrays (solenoid actuator) and large lens arrays (camshaft)
Analysis of Inhomogeneous Plastic Deformation around a Machined Lens
Typically, severe inhomogeneous plastic deformation is observed after indentation machining on 64 brass (Muntz alloy) which is commonly used as metal molds in industrial fields. Although the amount of plastic deformation varies with the size of the machined lenses, this phenomenon always occurs, and a representative example is presented in Fig. 4. If this inhomogeneous plastic deformation is replicated directly on the final products, the final products will have poor surface roughness, and those final products cannot be used in the optical industry. Yan et al. removed this inhomogeneous plastic deformation by ultraprecision cutting after completing the indentation machining [13], however, this ultraprecision cutting process is difficult and involves high cost because it requires an expensive machining system.

Severe inhomogeneous plastic deformation around a machined lens (residual indentation) on a general 64brass
This inhomogeneous plastic deformation is known as ‘pile-up’ [16–19], and the pile-up occurs when the material deformed by the indenter does not merge into the substrate and instead is piled on the surface around the residual indentation. Cheng et al. [19] indicated that the amount of the pile-up is inversely proportional to the work-hardening exponent of the indented material. The work-hardening exponent (n) is expressed as an exponent of Hollomon’s equation;
,where σ, K and ε are true stress, strength coefficient and true strain, respectively. Since the work-hardening exponents of metals are theoretically the same as the uniform strain, which is an index of ductility according to the theory of instability of tension [20], higher ductility can reduce the amount of the pile-up. Generally, an annealing heat treatment is used to enhance the ductility of metals, because the annealing heat treatment loosens the tangled dislocations, which helps the deformed material be merged into the substrate. Although there are some materials with intrinsic high ductility, in the case of the copper-based metals the pile-up can be decreased by annealing heat treatment [16, 21].
The annealing heat treatment consists of three stages; heating, holding and furnace cooling. The holding stage is very important, and its main parameters are temperature and time. The annealing temperature of 64 brass is generally selected in the range of 425–600 °C [22], thus we set 575 °C as the annealing temperature. Since the annealing time is dependent on the shape and the size of the annealed specimen, the variation in the amount of pile-up depending on annealing time was analyzed quantitatively in this study. The three 64 brass molds were held at 575 °C for 3, 6 and 12 h, respectively. First, the tensile properties of a non-annealed 64 brass and a 12 h annealed 64 brass were evaluated using the instrumented indentation test [23]. The testing instrument was an AIT-U (Frontics, Inc.), and a partial unloading method was applied. The radius of the spherical indenter was 250 μm and the maximum indentation depth was 150 μm. A few pairs of true stress and true strain were derived based on an ISO/TR 29381:2008 document and they were fitted by Equation (1) in Fig. 5. The calculated work-hardening exponents of the non-annealed 64 brass and the 12 h annealed 64 brass were 0.141 and 0.287, respectively. The work-hardening exponent increased due to the annealing heat treatment.

A few pairs of true stress and true strain (filled dots) and fitted tensile curves (dashed lines) of (a) a non-annealed 64brass (n = 0.141) and (b) an annealed 64brass (n = 0.287)
Then, the four molds were machined using the indentation machining technology, and the three annealed molds were compared to the non-annealed mold. As shown in Fig. 6, severe pile-up was observed on the surface of the non-annealed mold, however, little pile-up appeared on the annealed mold. The surface profiles measured by white light interferometry, presented in Fig. 7, clearly show a decrease in the amount (height) of pile-up around the machined area following the annealing heat treatment. Since the annealing heat treatment decreased the hardness of the 64 brass, as shown in Fig. 8, the total volume of the deformed material increased. To verify the effects of the annealing heat treatment quantitatively, the ratio of the amount of pile-up and the total volume of the deformed material should be compared, and this ratio can be expressed by the ratio of the height of the pile-up and the depth of the machined lens [19]. The average ratio of each of 25 lenses was decreased rapidly by the annealing heat treatment, and slowly by increasing the annealing time, as shown in Fig. 9. The error bar indicates the value of standard deviation. The normalized pile-up height was about 0.15 on the non-annealed mold (0 h annealing time), however, it was reduced to 0.05 on the 12 h annealed mold. Even though the 2 h annealing decreased the pile-up significantly, to improve the surface roughness of the final products the least amount of pile-up is desirable. A longer annealing time would decrease the normalized pile-up height a little more, however, it would decrease the hardness of the 64 brass mold even more, as can be seen by comparing the rate of decrease shown in Figs. 8 and 9. Since a too soft metal mold can’t be used for polymer molding, the annealing time of 12 h was determined to be the optimized annealing time in this study.

Machined lenses on (a) a non-annealed 64brass (severe inhomogeneous plastic deformation) and (b) an annealed 64brass (little inhomogeneous plastic deformation)

Surface profiles of machined lenses on (a) a non-annealed 64brass (severe pile-up) and (b) an annealed 64brass (little pile-up)

Decrease of hardness versus annealing time of 64brass

Decrease of normalized pile-up height (pile-up height/depth) versus annealing time of 64brass
Indentation Machining and Molding of a Lens Array
Based on the developed system and the quantitative analysis of the annealing heat treatment and the amount of pile-up, a lens array was machined on a metal mold. The depth of the designed lens was about 250 μm. The total number of the lenses was 1377 (51*27), and this designed lens array covered an area of about 65 mm*35 mm. This design was an extended result of the authors’ previous research about manufacturing an optical plate for light diffusion [24]. The 12 h annealed 64 brass was used for the metal mold. A mirror-surface with several tens of nanometers roughness was prepared before the indentation machining using a special cutting tool and the developed system. Since the depth of the lens was larger than 100 μm, the camshaft was used for the indentation machining. A spherical indenter with a 600 μm radius made of tungsten carbide was used. The machining speed was about 1Hz speed, thus, it took about 20 min to machine all the lenses.
Figure 10 shows the machined metal mold having 1377 lenses. The surface of the metal mold was clear and shiny. The magnified image of the machined lens in Fig. 11 indicates there was little plastic deformation and pile-up around the lenses. The concentric circles in the machined lens (black color area) are the tool marks of the spherical indenter, not the pile-up. The 3D morphology of an indentation machined lens was obtained using a 3D optical microscope (Hirox, Inc.) as shown in Fig. 12, and the measured depth and half-width were 242.2 and 480.4 μm, respectively. Based on the geometrical shape of a sphere, the calculated curvature of the indentation machined lens was almost the same as the radius of the indenter. Elastic recovery can be neglected, or it is possible that the degrees of elastic recovery along the Z-axis and XY-axis could be the same.

A machined lens array (51*27) on an annealed 64brass by indentation machining technology

A magnified image showing little pile-up around a machined lens

A 3D morphology of a machined lens
An optical plate was then molded using the indentation machined metal mold and injection molding technology. Injection molding is a common method used for polymer molding. The molded optical plate was made of PMMA (Poly(methyl methacrylate)) which is widely used in optical industries. As shown in Fig. 13, convex lenses were replicated from the concave lenses of the metal mold on the optical plate. Since there was little pile-up around the machined lens on the metal mold, flat surfaces were observed around the replicated lenses. These results verified that the dynamic indentation technology method in this study can be applied to mass-production for indentation machining.

An optical plate with a replicated lens array molded by a machined 64brass mold
Conclusions
In this study we proposed an indentation machining technology for mass-production as a new application of dynamic indentation. An optical plate was manufactured following a quantitative analysis of the mechanism affecting the amount of pile-up produced by the indentation and annealing of 64 brass, and using a newly developed system. We can conclude the following:
-
(1)
An indentation machining system with dual actuating heads and a highly accurate moving stage was newly developed, which can make arrays of lenses having 1 μm to 6 mm depth while operating at an indentation process speed of 1Hz to 10Hz.
-
(2)
An inhomogeneous plastic deformation called pile-up generally occurs around a machined lens after indentation machining. Since the amount of the pile-up is inversely proportional to the ductility in case of copper-based metals, it can be controlled by annealing heat treatment.
-
(3)
There was little pile-up around a machined lens array on an annealed 64 brass mold, thus, an optical plate was manufactured following a general process of mass-production using a metal mold.
-
(4)
The demonstrated indentation machining technology based on dynamic indentation can be applied to manufacture a metal mold for mass-production of a lens array.
References
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583
Doerner MF, Gardner DS, Nix WD (1986) Plastic properties of thin films on substrates as measured by submicron indentation hardness and substrate curvature techniques. J Mater Res 1:845–851
Kucharski S, Jarząbek D, Piątkowska A, Woźniacka S (2015) Decrease of nano-hardness at ultra-low indentation depths in copper single crystal. Exp Mech. doi:10.1007/s11340-015-0105-2
Jeon Ec, Kim JY, Baik MK, Kim SH, Park JS, Kwon D (2006) Optimum definition of true strain beneath a spherical indenter for deriving indentation flow curves. Mater Sci Eng A 419:196–201
Herbert EG, Pharr GM, Oliver WC, Lucas BN, Hay JL (2001) On the measurement of stress-strain curves by spherical indentation. Thin Solid Films 398–399:331–335
Anstis GR, Chantikul P, Lawn BR, Marshall DB (1981) A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurement. J Am Ceram Soc 64:533–538
Lee JS, Jang JI, Lee BW, Choi Y, Lee SG, Kwon D (2006) An instrumented indentation technique for estimating fracture toughness of ductile materials: A critical indentation energy model based on continuum damage mechanics. Acta Mater 54:1101–1109
Swadener JG, Taljat B, Pharr GM (2001) Measurement of residual stress by load and depth sensing indentation with spherical indenter. J Mater Res 16:2091–2102
Lee YH, Kwon D (2003) Estimation of biaxial surface stress by instrumented indentation with sharp indenters. Acta Mater 52:1555–1563
Hay J, Agee P, Herbert E (2010) Continuous stiffness measurement during instrumented indentation testing. Exp Tech 34:86–94
White CC, VanLandingham MR, Drzal PL, Chang NK, Chang SH (2005) Viscoelastic characterization of polymer using instrumented indentation. II. Dynamic testing. J Polym Sci B 13:1812–1824
Balooch G, Marshall GW, Marshall SJ, Warren OL, Asif SAS, Balooch M (2003) Evaluation of a new modulus mapping technique to investigate microstructural features of human teeth. J Biomech 37:1223–1232
Yan J, Horihoshi A, Kuriyagawa T, Fukushima Y (2012) Manufacturing structured surface by combining microindentation and ultraprecision cutting. CIRP J Manuf Sci Technol 5:41–47
Möller S, Forrest SR (2002) Improved light out-coupling in organic light emitting diodes employing ordered microlens array. J Appl Phys 91:3324–3327
Lin HY, Ho YH, Lee JH, Chen KY, Fang JH, Hsu SC, Wei MK, Lin HY, Tsai JH, Wu TC (2008) Patterned microlens array for efficiency improvement of small-pixelated organic light-emitting devices. Opt Express 16:11044–11051
Chaudhri MM, Winter M (1988) The load-bearing area of a hardness indentation. J Phys D Appl Phys 21:370–374
McElhaney KW, Vlassak JJ, Nix WD (1998) Determination of indenter tip geometry and indentation contact area for depth-sensing indentation experiments. J Mater Res 13:1300–1306
Oliver WC, Pharr GM (2004) Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J Mater Res 19:3–20
Cheng YT, Cheng CM (1998) Effects of ‘sinking in’ and ‘piling up’ on estimating the contact area under load in indentation. Philos Mag Lett 78:115–120
Dieter GE (1988) Mechanical metallurgy. McGraw Hill, London
Lim YY, Chaudhri MM (1999) The effect of the indenter load on the nanohardness of ductile metals: an experimental study on polycrystalline work-hardened and annealed oxygen-free copper. Philos Mag A 79:2979–3000
Davis JR (2001) Copper and copper alloys. ASM International, Novelty
ISO/TR 29381:2008 (2008) Metallic materials - Measurement of mechanical properties by an instrumented indentation test - Indentation tensile properties. ISO, Geneva
Lee JR, Jeon Ec, Kim H, Woo SW, Je TJ, Yoo YE, Lee ES (2015) Optical characterization and manufacturing of an optical plate for increasing light efficiency of LED systems. Int J Precis Eng Manuf 16:1355–1360
Acknowledgments
This research was partly supported by ‘Development of Convergence Manufacturing Technology for Functional Nanostructures of Active Devices’ funded by the ‘National Research Council of Science & Technology’ and partly supported by the ‘Center for Advanced Meta-Materials(CAMM)’ funded by the ‘Ministry of Science, ICT and Future Planning’ as ‘Global Frontier Project (CAMM-2014M3A6B3063707)’.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jeon, Ec., Lee, JR., Choi, DH. et al. A New Application of Dynamic Indentation: Indentation Machining Technology. Exp Mech 57, 1127–1133 (2017). https://doi.org/10.1007/s11340-016-0187-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-016-0187-5