
Abstract
The contour method was applied to obtain residual stress fields in a laser-peened 2.0-mm-thick Al2024-T351 sample. In order to remove the effects of near-surface wire electro-discharge machining (EDM) cutting artefacts on the measured residual stresses, sacrificial blocks were attached to both surfaces of the thin sample with a polymer-based glue doped with silver particles. A data analysis routine based on bivariate spline smoothing was conducted to obtain a 2D residual stress map. The results were compared with incremental hole drilling, and X-ray diffraction and layer removal techniques. The results are in good agreement in terms of the magnitudes and the location of the peak stresses, with the exception of the contour method results. Owing to the low thickness of the samples, the data analysis is very sensitive to the parameters used in the spline fitting, leading to fluctuation in the results. It is concluded that the contour method can be applied to thin samples, however, extra attention is required. Since the uncertainty is higher compared to the conventional contour method results, it is good practice to compare the results with at least one other experimental method.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
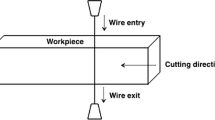
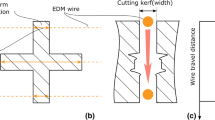
The contour method is a unique destructive residual stress measurement method that obtains a 2D residual stress map with a single measurement process. The sample to be investigated is cut into two halves, generally by wire electro-discharge machining (EDM) so that the residual stresses in the sample are relaxed. Displacements on the cut surfaces after stress relaxation are measured by tactile (Coordinate Measuring Machine (CMM)) or non-tactile (confocal laser profilometer) techniques. The measured surface contours are introduced to a finite element model as displacement boundary conditions, and the original stresses to be determined are back-calculated.
Since its introduction in 2000 [1], the contour method has been applied to a variety of samples and numerous validation studies have been carried out. For instance, the technique was applied to welded marine steel after ultrasonic peening [2], to an edge-welded beam [3], aluminium alloy after laser peening [4], laser direct melted Waspaloy [5] and even to composites [6]. One of the limitations of the method is that a full 2D stress map can be obtained for one stress direction only. However, by employing additional approaches such as application of the eigenstrain theory [7–9], multiple cuts, [10, 11] and/or the superposition principle [12, 13], multiple stress components can be obtained. Another limitation of the method is that near-surface residual stresses are challenging to obtain owing to cutting and measurement artefacts [14]. This has been overcome by the authors in application of the contour method to laser-peened aluminium alloy through the use of cutting trials and an improved data analysis routine [15].
Laser peening or laser shock peening is an important mechanical surface treatment technique, applied against failure types including fatigue and stress corrosion cracking [16, 17]. Laser pulses are delivered to the sample surface and instantaneously vaporise the surface layer to create a high temperature and high pressure plasma [18]. The target material is generally covered with a water layer, to increase the efficiency of the plasma, which induces a mechanical momentum onto the material and shock waves. The surface of the sample may additionally be covered with a protective sacrificial layer [18] to protect against thermal damage. The plasma-induced-shock waves cause plastic deformation by dilation, leading to a compressive residual stress field after relaxation of the elastically-strained material in the bulk. Laser peening has been shown to give deeper compressive stresses with better surface finish compared to shot peening, which accounts for the improved fatigue performance of laser-peened materials [19].
In this work, the contour method was applied to a 2.0-mm-thick Al2024-T351 sample after laser peening. Previously, the lowest thickness of sample used for the conventional contour method was 3.0-mm-thick friction-stir-welded aluminium alloy [20] according to the authors’ best knowledge. Sacrificial blocks were attached to both surfaces of the thin sample to minimize cutting artefacts. Residual stress results from the contour method were compared to incremental hole drilling and X-ray diffraction and layer removal techniques.
Sample Preparation
Laser-peened 2.0-mm-thick Al2024-T351 was used in this study. The samples were clad with a layer of pure aluminium on both sides, for increased corrosion resistance as required in the aerospace industry. The samples were solution heat treated, stretched to relieve stresses and naturally aged, as the temper designation T351 suggests. The mechanical properties of the Al2024-T351 sample with Al-cladding were obtained by standard tensile tests according to ASTM B557M-07e1 standards. The tensile tests were conducted perpendicular to the rolling direction, which has the lower yield strength owing to the grain orientation. The average of the three tensile tests can be seen in Table 1. This alloy is used in wing and fuselage skins in the aerospace industry owing to its high strength, ductility, and damage tolerance.
The laser peening was conducted by Centro Láser Universidad Politécnica de Madrid, Spain (UPM). The samples were peened without an ablative layer. The energy of the laser pulse was 2.8 J/pulse with duration 9–10 ns. A circular spot with 1.5 mm diameter was used. Overlapping was conducted by offsetting the laser spot by half of the spot diameter, 0.75 mm. Since the laser spot is circular, the amount of overlapping varies from 200 to 400 % across the peened region, creating a complex overlap pattern. The laser peening was conducted over an area as can be seen in Fig. 1. The residual stresses were measured for two different samples having the same geometry and laser peen process parameters, since incremental hole drilling, X-ray diffraction and layer removal and the contour method are destructive techniques.

Laser peened 2.0-mm-thick Al2024-T351 sample. The grey region is the laser peened area. The coordinate system is also shown
The surface modification after laser peening can be seen Fig. 2. The profile was obtained by a Mitutoya Crysta Plus 574 CMM. The peened region is between 1.0 and 8.0 mm in y-direction. The material redistribution and pile-up at the edges can be seen. The raster pattern due to overlapping can also be observed in the x and y-directions. Local peaks in each region correspond to the centre of the circular spots. The peak-to-valley difference is around 50 μm.

Surface modification after laser peening. The peened region is between 1.0 and 8.0 mm in y-direction
Geometric distortion was observed after laser peening and measured by CMM in the y-direction at x = 0. The profile was obtained starting from the sample edge and measured along the y-direction at the centre of the sample. There is an overall bend introduced into the sample by the peening, producing a “V” shape. The maximum deflection is around 0.35 mm and is located at the peened region. The geometric distortion can also be observed in Fig. 3 for the sample between sacrificial blocks. Similar distortion after laser peening was observed by the authors previously [21].

Cross-sectional view of the 2.0-mm-thick laser peened Al2024-T351 sample after cutting for the contour method. Sacrificial blocks were attached to reduce cutting artefacts
Residual Stress Measurements
X-ray Diffraction
A Stresstech X3000 diffractometer was used to measure near-surface residual stresses. The method is based on Bragg’s Law, using interplanar lattice spacing as a strain gauge. The measurements were carried out according to guidelines provided by the UK NPL Good Practice Guide [22]. To define the sampling area, a 2-mm-diameter collimator tip was used so that the sampling area was comparable with incremental hole drilling and the contour method. Diffraction peaks from the {311} lattice planes were obtained using a Cr anode, for which the penetration depth in aluminium is around 17 μm. The {311} lattice planes reflect the macroscopic behaviour of aluminium most closely [23] and are recommended for samples with texture and large grain size owing to the high multiplicity [22]. The diffraction angle 2θ was set to ~139° and the detectors’ ψ tilt angles were scanned from –40° to +40°. Peaks from different tilt angles were obtained and fitted by the cross-correlation method: from the change in peak positions the residual stresses were calculated by employing the sin2 ψ method.
In order to obtain a depth profile via X-ray diffraction, layers of material were removed incrementally by electro-polishing. However, since there was a stress relaxation after material removal, a correction was necessary. The correction method described in [22] was applied, which is valid for flat samples and small increments of material removal relative to the sample thickness, as in this case.
Incremental Hole Drilling
Incremental hole drilling experiments were carried out by using a set-up manufactured by Stresscraft, UK. The method is based on stress relaxation upon material removal: i.e., stresses are relaxed by material removal, and the consequent relaxed surface strains are obtained to calculate the original relieved residual stress at each increment. The measurements were carried out according to guidelines provided by the UK NPL Good Practice Guide [24]. A 2-mm-diameter hole was introduced by a 1.6-mm-diameter orbital driller in controlled depth increments. At each increment, strains were recorded after material removal by a three-gauge rosette attached to the sample surface. The measured strains were used as an input to RS INT software by Stresscraft, employing the integral method developed by Schajer [25].
Contour Method
The contour method procedure was conducted in four main steps: cutting, contour measurement, data analysis and finite element analysis. Each step is explained based on the thin sample in this study.
Contour method cutting
Before the actual cutting, trials were conducted to determine the optimum cutting parameters such as wire feed rate, applied voltage and cutting speed. The values of these parameters are EDM-specific and may not be the optimum for another EDM. Therefore, the optimization study should be repeated for the specific EDM used. All cuts were performed using a Fanuc Robocut α-OiB CNC machine. Extra precautions to minimize the cutting effects were necessary owing to the low cross-section of the sample. Therefore, before cutting, sacrificial aluminium alloy blocks were attached onto both surfaces of the sample as can be seen in Fig. 3. The blocks were attached by a polymer-based glue which is doped with silver particles to conduct electricity, necessary for EDM cutting. However, owing to geometric distortion after laser peening, the application of the glue was non-homogenous. Before cutting the sample was clamped to the EDMs base-plate. The cutting was conducted at y = 0 along the y-direction as shown in Figs. 1 and 3 so that the stresses in the x-direction, σ x , can be measured. Both cutting and clamping were symmetric.
Contour measurement
The surface displacements were measured at Manchester University using a Nanofocus Microscan confocal laser profilometer. The measurements were conducted with the sacrificial blocks attached since the removal of the blocks may lead to a change in the stress field. The measurement pitch was 100 and 10 μm in the x and y-directions respectively. The reason for the different measurement densities in the x and y-direction is the high aspect ratio of the sample. The total number of measured points was about 72,000. The maximum peak-to-valley difference after taking the average of the cut surfaces was around 24 μm. This difference is even smaller across the thickness leading to significant systematic measurement and cutting artefacts as waviness and outliers, which makes data analysis challenging. In this study the main reason for such a small range is the sample geometry. The surface contours are not only geometry-dependent but also residual-stress-dependent: for a similar residual stress magnitude, the amount of surface contour decreases as the sample geometry becomes smaller [26]. The cross-section of the sample studied here is 60 × 2.0 mm2 which is the smallest cross-section studied in the literature up to now by the conventional contour method according to authors’ best knowledge.
Data analysis
Since the contour measurements were conducted with sacrificial blocks, removing the data points from the sacrificial layer and the interface was challenging. Therefore, the exact locations of the boundaries of the laser-peened sample were determined by optical microscope and the rest of data were removed before the data analysis. After the removal of the data, a data analysis routine employing bivariate spline smoothing was applied. The averaged and gridded data before spline smoothing can be seen in Fig. 4.

The averaged and gridded data before spline smoothing
For the thin sample in this study, bivariate spline smoothing based on the new improved routine [15] was applied. However, there are some deviations required in this study owing to the low peak-to-valley difference and the low thickness. For example, owing to the higher aspect ratio a different number of knots was used in the x and y-directions. After the number of knots was determined, more densely located knots close to the laser-peened region were applied not only to resolve the residual stress field near the peened surface but also not to fit cutting and measurement artefacts. The knot spacing was chosen as 2.76 and 6.43 in x-direction and the knot spacing in y-direction varies from 0.28 to 1.0 mm. Unevenly distributed knots have also been applied previously in the literature with higher knot densities around weldlines [27]. The bivariate splines were extrapolated up to the sample boundaries with data points having the same displacement as the closest data point, as opposed to linear extrapolation, owing to the variations seen in the data near the surface. Quadratic and cubic order bivariate splines were used separately in the data analysis.
Finite element analysis
The finite element model was created and the measured contour profiles were introduced as a displacement boundary condition. The ABAQUS commercial finite element package was used for the modelling and linear elastic static analysis. C3D20R type elements were used in the model. The number of elements and nodes were 107,882 and 466,289, respectively. As in the data analysis for knot spacing, a finer mesh was implemented close to the laser-peened surface. To avoid rigid body motion, the model was constrained at two corners of the model with three additional displacement constraints leading to no reaction forces.
Results
The surface residual stresses were measured by X-ray diffraction from the peened region along the x-direction where y = 0, and the results are shown in Fig. 5.

Surface residual stresses measured by X-ray diffraction (XRD)
The residual stresses are very low at the surface, i.e., the peak compressive stress for σ x is −29 MPa whereas σ y is tensile. The in-plane residual stresses are not equi-biaxial with an average difference of around 50 MPa between σ x and σ y . The residual stress at the surface is uniform, with maximum differences in σ x and σ y being 29 and 23 MPa in the x and y-directions, respectively.(a).
Incremental hole drilling and X-ray diffraction with layer removal were performed at two locations along the x-direction where surface X-ray diffraction measurements were carried out, i.e., where y = 0. The results can be seen in Fig. 6. The residual stress profile shows low tensile residual stress at the surface followed by a sub-surface compressive peak of around −300 MPa for σ x and −110 MPa for σ y at 100 μm depth. There is also a sub-surface tensile peak seen at around 40 μm depth for σ y in the incremental hole drilling results. The residual stresses show a non-equibiaxial stress distribution with a maximum difference of around 200 MPa between σ x and σ y . The two residual stress profiles from different locations are very close to each other in terms of magnitude and trend, suggesting a uniform stress distribution across the peened area, which is also observed with the surface X-ray diffraction results in Fig. 5.

Incremental hole drilling (IHD) and surface X-ray diffraction and layer removal (XRD & LR) residual stress results of two points (a) and (b) across the centreline
The incremental hole drilling and X-ray diffraction and layer removal results compare very well in terms of trend, i.e., tensile residual stresses at the surface followed by a sub-surface compressive peak at around 100 μm and then becoming more tensile through the depth. In terms of magnitude, the agreement in σ x is very good, within the error bars for most of the points. However, the X-ray diffraction and layer removal results are more compressive in σ y compared to incremental hole drilling after two increments from the surface. The maximum difference between the two measurements is around 75 MPa at the peak compressive location for σ y .
The residual stresses obtained by the contour method are shown in Fig. 7 for quadratic and cubic spline smoothing. The results show that the σ x stresses are in compression through-thickness in the laser-peened region, with a very high tensile residual stress spot at the surface. The peak compressive residual stress is above −250 MPa, similar to the incremental hole drilling and X-ray diffraction with layer removal results. The tensile stresses at the peened surface reach up to 120 and 300 MPa for quadratic and cubic spline smoothing, respectively.

The contour method residual stress results for σ x after quadratic and cubic spline smoothing. The “centre” region is marked to indicate the location of the comparison with other measurement techniques. The zoomed-in sections of the laser peened (LP’ed) regions are also included
Comparison of the contour method, incremental hole drilling, surface X-ray diffraction and surface X-ray diffraction and layer removal results at the “centre” location shown in Fig. 7 are presented in Fig. 8. The general trend and the magnitude for the “centre” location are very good for all residual stresses except for the contour method results. If the near-surface points were excluded and the profiles were extrapolated up to the surface for the contour method results, comparable stress levels would be obtained with X-ray diffraction surface results. The peak compressive residual stresses were obtained as −209 and −254 MPa for quadratic and cubic spline smoothed, compared to −284 MPa for incremental hole drilling and −295 MPa for X-ray diffraction with layer removal.

Comparison of contour method (CM), incremental hole drilling (IHD), surface X-ray diffraction (XRD), X-ray diffraction and layer removal (XRD & LR) results for σx at “centre” location as shown in Fig. 7
Discussion
The surface X-ray diffraction (Fig. 5) and incremental hole drilling and X-ray diffraction with layer removal results (Fig. 6) from two different locations suggest a uniform residual stress distribution across the peened region, which is associated with area peening using a small laser spot size (1.5 mm diameter) and the overlapping pattern. This uniformity means that the comparison study of residual stresses from different locations is valid. In addition, tensile stresses at the surface and a non-equibiaxial stress state: i.e., less compression in one stress direction was obtained in this study which was also observed by the authors previously [28].
A 2D residual stress map of the laser-peened 2.0-mm-thick Al2024-T351 sample was obtained by the contour method and compared with X-ray diffraction with layer removal and incremental hole drilling. The general trend agrees very well, however, there is discrepancy in the magnitudes and the location of the peak stresses obtained using the contour method. The contour method results, especially near-surface, are not very stable: i.e., a change in spline order from quadratic to cubic leads to a high variation in the stress results with around 180 MPa maximum difference at the near-surface region. Near-surface residual stresses are challenging to obtain by the contour method [14], which is even more so when the thickness of the sample is 2.0 mm owing to the cutting and measurements issues, as discussed in the “Contour method” section. This difference can also be attributed to uncertainty in determining the exact location of the peened surface due to removal of the data points from the sacrificial blocks and the interface, and the raster pattern of the surface profile after laser peening (Fig. 2). The average uncertainty based on the model error described in [26] is calculated as 41 MPa for the contour method results, which is significantly higher than the 10 MPa for a 28-mm-thick laser-peened aluminium alloy sample studied by the authors previously [15]. However, the uncertainty is even higher for the near-surface region.
The quadratic and cubic spline smoothing results are the same in terms of trend. However there is a difference in the magnitudes and the location of the peak stresses, especially where the stresses change abruptly. The stress results from cubic order spline smoothing capture the peak compressive residual stress and are comparable to incremental hole drilling and X-ray diffraction with layer removal results. The discrepancy is higher for the near-surface region, since higher order spline smoothing is more unstable near the surface region. For the quadratic order spline smoothing, on the other hand, the location and magnitude of the peak compressive stresses are offset around 150 μm and 100 MPa, respectively. However, the near-surface results are closer to those from incremental hole drilling and X-ray diffraction with layer removal. The reason for this difference can be attributed to the lower order spline smoothing being unable to distinguish features like the sharp sub-surface peak at around 100 μm, and also more stable compared to higher order spline smoothing at the near-surface region.
The additional value obtained from the contour method can be seen in Fig. 7. The residual stresses are compressive almost through thickness at the laser-peened region with a tensile spot at the peened surface. The balancing stresses can be observed away from the peened region. Obtaining this information by any other residual stress measurement methods require substantial experimental work, which is fairly easier for the contour method. This is one of the main reasons for the application of the contour method for the thin sample in this study.
Conclusions
The following conclusions can be drawn:
-
1.
The use of sacrificial layers is advisable when determining near-surface residual stresses with the contour method. However, removal of the data from the sacrificial layers and the interface is challenging. It is recommended that the sacrificial layers should be removed – without changing the stress field in the sample – before the contour measurement. Use of a chemical solvent against the glue can be an alternative way to remove sacrificial blocks.
-
2.
The data analysis of the contour method for the thin sample was very challenging owing to the low peak-to-valley difference of the measured surface contours, cutting and measurement artefacts and the low thickness. Extensive effort was required to find optimum number of knots and knot spacing for the bivariate spline smoothing.
-
3.
It is shown that the contour method can be applied successfully to thin samples. However, the results are very sensitive to data analysis parameters, such as the spline order, number of knots and knot spacing, if the data analysis is based on bivariate spline smoothing. The uncertainty in the results is higher than for thicker samples, and is even higher for the near-surface region of the thin sample. In order to increase the confidence, the residual stress profiles should be compared with at least additional residual stress measurement methods. In this study, results were compared with three different set of results.
References
Prime MB, Gonzales AR (2000) The contour method: simple 2-D mapping of residual stresses. In: Webster GA (ed) Sixth international conference on residual stresses. Maney Publishing, Oxford, pp 617–624
Ahmad B, Fitzpatrick M (2015) Effect of ultrasonic peening and accelerated corrosion exposure on the residual stress distribution in welded marine steel. Metall Mater Trans A 46(3):1214–1226. doi:10.1007/s11661-014-2713-3
Hosseinzadeh F, Toparli MB, Bouchard PJ (2012) Slitting and contour method residual stress measurements in an edge welded beam. J Press Vessel Technol 134:0114021–0114026
Evans A, Johnson G, King A, Withers PJ (2007) Characterization of laser peening residual stresses in Al 7075 by synchrotron diffraction and the contour method. J Neutron Res 15(2):147–154
Moat RJ, Pinkerton AJ, Li L, Withers PJ, Preuss M (2011) Residual stresses in laser direct metal deposited Waspaloy. Mater Sci Eng A 528(6):2288–2298. doi:10.1016/j.msea.2010.12.010
Araujo de Oliveira J, Fitzpatrick ME, Kowal J (2014) Residual stress measurements on a metal matrix composite using the contour method with brittle fracture. Adv Mater Res 996:349–354. doi:10.4028/www.scientific.net/AMR.996.349
DeWald A, Hill M (2006) Multi-axial contour method for mapping residual stresses in continuously processed bodies. Exp Mech 46(4):473–490
Kartal ME, Liljedahl CDM, Gungor S, Edwards L, Fitzpatrick ME (2008) Determination of the profile of the complete residual stress tensor in a VPPA weld using the multi-axial contour method. Acta Mater 56(16):4417–4428
Coratella S, Sticchi M, Toparli MB, Fitzpatrick ME, Kashaev N. Application of the eigenstrain approach to predict the residual stress distribution in laser shock peened AA7050-T7451 samples. Surf Coat Technol 273:39–49. doi: 10.1016/j.surfcoat.2015.03.026
Prime MB, Newborn MA, Balog JA (2003) Quenching and cold-work residual stresses in aluminum hand forgings: contour method measurement and FEM prediction. Mater Sci Forum 426–432:435–440
Pagliaro P, Prime M, Swenson H, Zuccarello B (2010) Measuring multiple residual-stress components using the contour method and multiple cuts. Exp Mech 50(2):187–194. doi:10.1007/s11340-009-9280-3
Pagliaro P, Prime M, Robinson JS, Clausen B, Swenson H, Steinzig M, Zuccarello B (2011) Measuring inaccessible residual stresses using multiple methods and superposition. Exp Mech 51(7):1123–1134. doi:10.1007/s11340-010-9424-5
Toparli MB, Fitzpatrick M, Gungor S (2015) Determination of multiple near-surface residual stress components in laser peened aluminum alloy via the contour method. Metall Mater Trans A 46(9):4268–4275. doi:10.1007/s11661-015-3026-x
Prime MB, Kastengren AL (2010) The contour method cutting assumption: error minimization and correction. In: Proulx T (ed) SEM annual conference & exposition on experimental and applied mechanics. Indianapolis, Indiana USA, June 7 - 9, 2010. p paper # 507
Toparli MB, Fitzpatrick ME, Gungor S (2013) Improvement of the contour method for measurement of near-surface residual stresses from laser peening. Exp Mech 53(9):1705–1718. doi:10.1007/s11340-013-9766-x
Clauer AH (1996) Laser shock peening for fatigue resistance. In: Gregory JK, Rack HJ, Eylon D (eds) Proceedings of surface performance of titanium, TMS Warrendale, The Metal Society of AIME, pp 217–230
Obata M, Sano Y, Mukai N, Yoda M, Shima S, Kanno M (1999) Effects of laser peening on residual stress and stress corrosion cracking for type 304 stainless steel. In: Nakonieczny A (ed) The seventh international conference on shot peening. Warsaw, Poland. pp 387-394
Peyre P, Fabbro R (1995) Laser shock processing: a review of the physics and applications. Opt Quant Electron 27(12):1213–1229
Peyre P, Fabbro R, Merrien P, Lieurade HP (1996) Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater Sci Eng A 210(1–2):102–113
Richter-Trummer V, Moreira PMGP, Ribeiro J, Tavares de Castro PMS (2011) The contour method for residual stress determination applied to an AA6082-T6 friction stir butt weld. Mater Sci Forum 681:177–181. doi:10.4028/www.scientific.net/MSF.681.177
Toparli MB (2012) Analysis of residual stress fields in aerospace materials after laser peening. The Open University, Milton Keynes
Fitzpatrick ME, Fry AT, Holdway P, Kandil FA, Suominen L (2005) Determination of residual stresses by X-ray diffraction - Issue 2. Measurement Good Practice Guide No: 52. The National Physical Laboratory (NPL)
Clausen B, Lorentzen T, Leffers T (1998) Self-consistent modelling of the plastic deformation of f.c.c. polycrystals and its implications for diffraction measurements of internal stresses. Acta Mater 46(9):3087–3098
Grant PV, Lord JD, Whitehead P (2006) The measurement of residual stresses by the incremental hole drilling technique - issue 2. Measurement good practice guide No: 53. The National Physical Laboratory (NPL)
Schajer GS (1988) Measurement of non-uniform residual stresses using the hole-drilling method. Part II---practical application of the integral method. J Eng Mater Technol 110(4):344–349
Prime M, Sebring R, Edwards J, Hughes D, Webster P (2004) Laser surface-contouring and spline data-smoothing for residual stress measurement. Exp Mech 44(2):176–184
Johnson G (2008) Residual stress measurements using the contour method. University of Manchester
Dorman M, Toparli MB, Smyth N, Cini A, Fitzpatrick ME, Irving PE (2012) Effect of laser shock peening on residual stress and fatigue life of clad 2024 aluminium sheet containing scribe defects. Mater Sci Eng A 548:142–151
Acknowledgments
The authors would like to thank to Dr Domenico Furfari of Airbus Deutschland and Professor José Ocaña of Universidad Politecnica Madrid for the samples and laser peening. Special thanks to Professor Philip Withers and Mr Abdulsameea Jilabi of Manchester University for the surface contour measurements by laser profilometer. MEF is grateful for funding from the Lloyd’s Register Foundation, a charitable foundation helping to protect life and property by supporting engineering-related education, public engagement and the application of research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Toparli, M.B., Fitzpatrick, M.E. Development and Application of the Contour Method to Determine the Residual Stresses in Thin Laser-Peened Aluminium Alloy Plates. Exp Mech 56, 323–330 (2016). https://doi.org/10.1007/s11340-015-0100-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-015-0100-7